锻造工艺对大规格TC17钛合金棒材组织及性能的影响
TC17钛合金激光焊接接头微观组织和力学性能
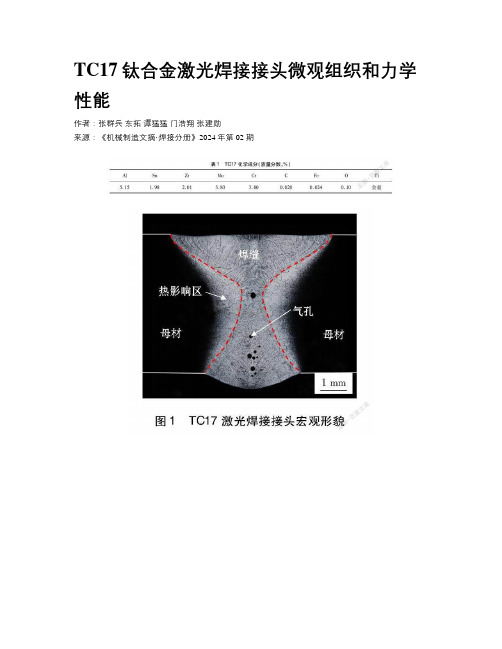
TC17钛合金激光焊接接头微观组织和力学性能作者:张群兵东拓谭猛猛门浩翔张建勋来源:《机械制造文摘·焊接分册》2024年第02期摘要:文中对TC17钛合金进行了激光焊接,对接头的宏观形貌、微观组织、显微硬度和拉伸性能进行了研究。
结果表明,TC17母材的微观组织为β相+等轴初生αp相,β相内存在大量次生αs相;热影响区微观组织变化较为复杂,随着离焊缝距离的减小,αp逐渐减少,β逐渐增多,αs先消失、再产生、然后再次消失;焊缝由β相柱状晶组成,柱状晶内部是细长的枝晶,在焊缝的中下部存在较多气孔;从母材到焊缝,硬度总体呈下降趋势;受αs含量变化的影响,随着离焊缝距离的减小,热影响区显微硬度先降低、再升高、然后再次降低;由于焊缝硬度最低且存在气孔缺陷,接头拉伸断裂在焊缝。
关键词:激光焊;微观组织;力学性能;TC17钛合金中图分类号: TG 456.7Microstructure and Mechanical Properties of TC17 Titanium Alloy Laser Welded JointZhang Qunbing1, Dong Tuo1, Tan Mengmeng1, Men Haoxiang1, Zhang Jianxun2(1. Xi’an Aeronautical Institute,Xi’an, 710077, China; 2. State key laboratory for mechanical behavior of materials,Xi’an Jiaotong University,Xi’an, 710049, China)Abstract: In this paper, the laser welding of TC17 titanium alloy was carried out, and the macroscopic morphology, microstructure, microhardness and tensile properties of the joint were studied. The results show that TC17 titanium alloy base material is composed of β phase and equiaxed αp phase,and there is a lot of acicular secondary αs phase in β phase. The microstructure of heataffected zone is complicated. With the decrease of distance from the weld zone,αp gradually decreases,β gradually increases,αs first disappears, then occurs, and finally disappears again. The microstructure of weld zone is mainly composed of columnar dendrites, and the porosity defects were mainly concentrated in the middle and lower part of the weld zone. From the base metal to the weld zone,hardness generally decreased. Affected by the αs phase, the microhardness of the heataffected zone decreases first, then increases and then decreases. Due to the lowest hardness and porosity defects of weld zone, the tensile fracture of TC17 titanium alloy laser welded joint was in the weld zone.基金项目:陕西省自然科学基础研究计划项目(2019JQ-915)Key words: laser welding; microstructure; mechanical property; TC17 titanium alloy0前言钛合金具有比强度高、力学性能好、耐腐蚀性强等优点,已广泛应用于航空领域。
生产工艺及其参数对钛合金成形性能的影响研究
生产工艺及其参数对钛合金成形性能的影响研究随着航空、航天、汽车等工业领域的不断发展和需求的提高,钛合金作为一种轻量、高强度的材料越来越受到关注。
然而,钛合金的成形性能相对较差,需要进行精确的生产工艺及参数控制。
因此,本文将从生产工艺和参数两方面,对钛合金成形性能的影响进行探讨。
一、生产工艺对钛合金成形性能的影响1. 热加工工艺热加工是钛合金生产中常用的一种成形方式,通过加热钛合金至一定温度后进行拉伸或轧制,可减轻其成形难度。
不同的加热温度和速度会影响到钛合金的晶粒结构、组织形态和屈服强度等特性。
适当地调整热加工工艺,可增强钛合金的塑性,从而提高其成形性能。
2. 冷加工工艺冷加工工艺是指在室温下对钛合金进行成形。
相对于热加工,冷加工可提高钛合金的强度和硬度。
但若加工过度,也会使其脆性增加,从而降低其成形性能。
因此,冷加工时需要注意成形难度与强度之间的平衡。
二、工艺参数对钛合金成形性能的影响1. 成分调节钛合金的成分对其成形性能有着显著的影响。
例如,合金中含有较高的铝元素会降低其塑性,因此需要降低铝元素含量以提高钛合金的成形性能。
2. 压力调节压力对钛合金的成形质量也有很大的影响。
过大的压力会增加应力,使材料发生变形;过小则难以将材料塑性形变。
因此,在生产过程中,需要精确控制压力,以提高成形质量。
3. 温度调节在热加工过程中,温度的调节也是十分重要的一环。
过高的温度会使钛合金发生过度烧结,形成氧化物,降低其塑性。
而过低的温度则会难以实现成形。
因此,需要精确控制加热温度,以达到最佳成形结果。
综上所述,生产工艺及其参数对钛合金成形性能有着极大的影响。
通过精确调节这些参数,合理把握生产工艺,才能够获取高质量的钛合金产品。
随着技术的不断发展,相信钛合金的成形性能会得到更大的提升,为现代工业的发展带来更大的帮助。
tc17钛合金材料标准

TC17钛合金是中国航空工业标准中的一种合金,其技术标准为XJ/BS 5127-1995《航空用Ti-17合金大规格板材和带材》。
该标准规定了TC17合金的化学成分、力学性能、工艺规范、试验方法、检验规则等内容。
其中包括:
-化学成分:TC17合金的化学成分为Ti-5Al-2Sn-2Zr-4Mo-4Cr,其中铝(Al)、锡(Sn)、锆(Zr)、钼(Mo)和铬(Cr)的含量分别不低于5、2、2、4和4个重量百分比。
-力学性能:TC17合金的力学性能包括拉伸强度、屈服强度、延伸率、硬度等指标。
根据标准要求,TC17合金的拉伸强度不低于100MPa,屈服强度不低于80MPa,延伸率不低于10%,硬度(布氏)不低于150HB。
-工艺规范:TC17合金的生产工艺包括熔炼、铸造、锻造、热处理等过程。
标准规定了各工艺过程的具体要求,如熔炼时应控制化学成分、温度和冷却速度等参数;锻造时应采用合适的工具和工艺参数等。
-试验方法:TC17合金的试验方法包括拉伸试验、硬度试验、冲击试验、疲劳试验等。
标准规定了各试验的具体操作方法和检测标准。
-检验规则:TC17合金的检验应按照标准规定的检验项目、检验方法和检验周期进行。
标准规定了TC17合金的合格判定标准,即拉伸强度、屈服强度、延伸率、硬度等指标应符合标准要求,且无严重缺陷或损伤。
锻造工艺和时效处理对TC10钛合金组织和性能的影响
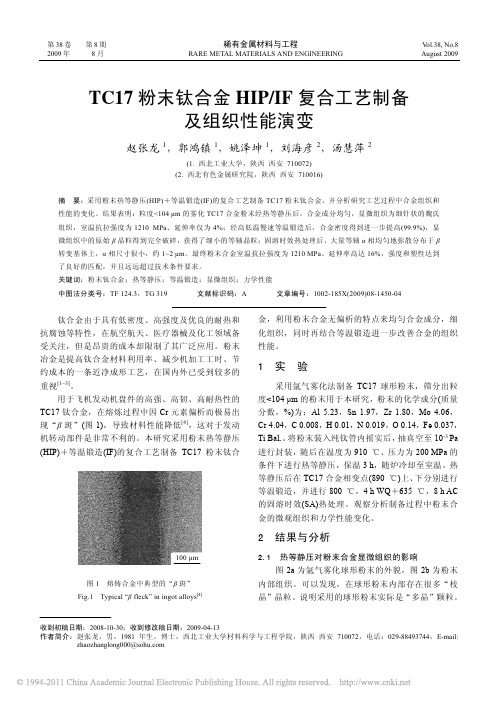
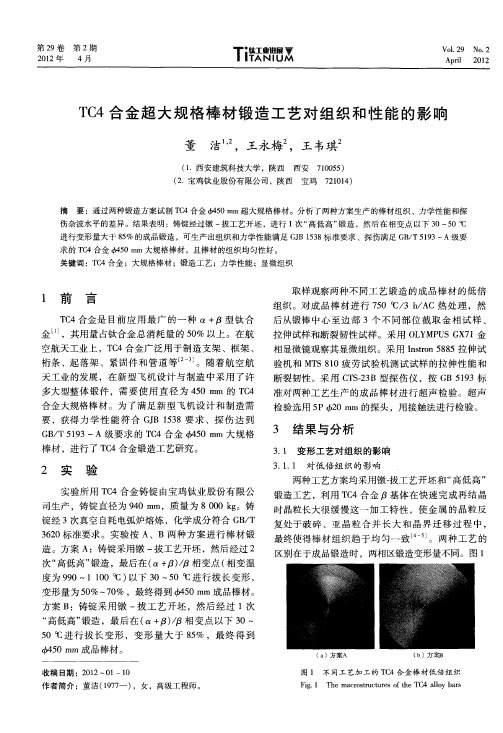
图 1为 2种不同锻造工艺得到的棒材锻态金相 照片。从图中可以看出,铸锭的原始粗晶组织得到 了很好的破碎,原始晶界不复存在,棒材组织由初 生 α相、α′相和残余 β相组成,属于典型的 α+β双 态组织。采用工艺 A生产的棒材组织以等轴初生 α 相为主,并且均匀性较好,且横向组织与纵向组织 差别不大,只是纵向组织中初生 α相含量稍多,这跟 照片拍摄视场有关。而工艺 B生产的棒材组织中条状 α相较多, 横 向 和 纵 向 组 织 差 别 较 大, 纵 向 组 织 初 生条状 α相和次生条状 α相具有明显的方向性。
40
35卷
1 实 验
实验材料采用宝钢特钢生产的 508mm TC10钛 合金铸锭。铸锭经过 2次真空自耗熔炼,其化学成分 如表 1所示。通过金相法测得合金相变点为 930℃。
表 1 TC10钛合金铸锭的化学成分(w/%) Table1 ChemicalcompositionofTC10titanium alloyingot
differentforgingprocesses
Testdirection Rm/MPa RP02/MPa A/% Z/%
Longitudinal 1150 ProcessA
Transverse 1140
1090 17 55 1060 17 52
Longitudinal 1164 ProcessB
TC10钛合金棒材锻态室温拉伸性能如表 2所 示。可以看出,采用工艺 A生产的棒材纵向性能和 横向性能差别不大,说明棒材的各向异性较小。采 用工艺 B生产的棒材纵向与横向拉伸性能差别较大,
图 1 采用不同锻造工艺生产的 TC10钛合金棒材金相照片 Fig1 MetallographsofTC10titanium alloybarsproducedby
TC17钛合金棒材低倍组织亮斑研究

TC17钛合金棒材低倍组织亮斑研究岳旭;黄德超;宋蕊池;王淑艳;马宝军;李渭清【期刊名称】《金属世界》【年(卷),期】2013(000)002【总页数】4页(P43-45,53)【作者】岳旭;黄德超;宋蕊池;王淑艳;马宝军;李渭清【作者单位】宝鸡钛业股份有限公司,陕西宝鸡721014【正文语种】中文内容导读通过TC17钛合金在三种温度下(β+50℃、β-30℃和β-50℃)进行60%左右的变形,研究了锻造温度对棒材进行高倍组织、低倍组织及力学性能的影响.研究结果表明,相变点以上变形得到魏氏组织,低倍组织均匀无亮斑产生;相变点以下进行60%左右的锻造变形,可使α相较充分的等轴化.相变点以下30℃生产,棒材低倍组织中会出现不同程度的亮斑.经分析,亮斑为Cr元素微区分布不均匀造成的β斑,微区成分不均匀是引起TC17钛合金β斑的本质因素,锻造温度是形成β斑的主要诱发因素;相变点以下50℃生产能有效的避免低倍亮斑产生,进行适当的热处理后,其组织及性能满足标准要求.TCl7 合金是一种综合性能优良的近β 型合金,其名义成分为 Ti-5Al-2Sn-2Zr-4Mo-4Cr (质量分数/%),该合金既可在α+β相区进行锻造也可在β 相区进行锻造,它不但具有较高的强度、淬透性和断裂韧性,而且耐热稳定性好,疲劳性能高,热加工性能好[1].自 20 世纪 70 年代以来以其优异性能逐渐进入航空制造领域作为压气机盘等锻件在较高推力的发动机上使用.本文作者通过三种锻造温度,研究锻造温度对 TC17 钛合金低倍组织亮斑的影响.实验材料及方法实验材料本次试验所使用宝鸡钛业股份有限公司生产的φ140 mmTC17 钛合金棒材.棒材显微组织如图1,β 基体上均匀分布等轴α 相,α 相含量约为 50%.化学成分符合表 1 要求.实验用材料用金相法测得该合金的相变点(α+β/β) 为880~900℃.图1 φ140 mmTC17 钛合金棒材显微组织表 1 TC17化学成分表 (质量分数) %Ti Al Sn Zr Mo Cr Fe C N O基体 4.5~5.5 1.5~2.5 1.5~2.5 3.5~4.5 3.5~4.5 ≤0.25 ≤0.02 ≤0.05 0.08~0.13实验方法坯料分别在950℃、850℃ 和830℃ 3 个温度下,在 2500 t 快锻机上对坯料进行60% 左右的变形,锻制成φ90 mm 的棒材.对 3 种锻造温度生产的棒材进行低倍组织检验,观察低倍组织亮斑分布情况.在 OLYMPUS GX71 型金相显微镜上进行显微组织观察,利用能谱 (EDS) 分析和显微硬度测试等手段对亮斑进行分析.并对棒材经840℃/2h.AC+800℃/4h.WC+630℃/8h. AC (AC 空冷,WC 水冷) 处理后,检测棒材的力学性能和金相组织.结果与分析低倍组织和高倍组织在三支棒材上切取低倍试样,进行低倍组织观察,结果如图 2 所示.可以看出,950℃ 锻造的棒材,由于始锻温度和终锻温度均高于相变点,其低倍组织呈清晰晶,组织均匀.850℃ 和830℃ 锻造的棒材低倍组织为模糊晶,组织都很均匀.不同的是850℃ 生产的棒材低倍组织心部出现较为集中的亮斑.图 2 不同锻造温度生产的棒材低倍组织三种温度锻造的棒材,其热处理后的显微组织如图 3 所示.图 4 为850℃ 锻造的TC17 钛合金棒材基体区 (左) 和亮斑区 (右) SEM 照片.可以看出,经单相区锻造得到的组织如图 3 中 (a) 所示,在粗大的原始β 晶粒内细针状α 相交织成网篮状,晶界很清晰 [2].图 3 中 (b) 和 (c) 分别为850℃ 和830℃ 锻造的棒材经三重热处理后的显微组织.可以看出,两种锻造温度下生产的棒材高倍组织均为转变β 基体上均匀分布等轴初生α 相,初生α 相含量约为 40%.图 2 (b) 中低倍组织中心处的亮斑,其显微组织表现为一片片类似于魏氏组织的β 斑.其产生原因是由于材料成分的不均匀性造成局部β 相变温度值下降,在β 转变温度下进行锻造时,由于棒材规格较小,其中心部位始终为自由锻造的易变形区,该区域的温升较大,会导致区域产生温升且温度接近了β 相变温度值,引起该部位的α 相组织提前产生相变转换成β 相,从而在材料内部形成β 斑.图 3 不同锻造温度生产的棒材显微组织图4 850℃ 锻造 TC17 钛合金棒材基体区 (左) 和亮斑区 (右) SEM 照片低倍亮斑研究对850℃ 锻造生产的棒材低倍亮斑处进行解剖分析,利用能谱分析测定亮斑区与基体区的合金元素的含量,检测数据见表 2;测试亮斑区与基体区的显微硬度,每个区域测试三点,检测数据见表 3.表 2 基体区与亮斑区合金元素含量比较 (质量分数) %测试位置 Al Mo Sn Cr Zr基体区 5.29 3.84 2.36 3.97 2.06亮斑区 5.51 3.48 2.14 4.92 1.86表 3 基体区与亮斑区显微硬度比较测试位置硬度 (HV0.2)基体区 386 378 384亮斑区 430 444 430由以上数据可以看出,除 Cr 元素外,亮斑区与基体区的其他合金元素含量相当,亮斑区 Cr 元素含量比基体区高出 1% 左右.亮斑处的显微硬度也高于基体区.可得出和文献[3]相同的结论,即:对于 TC17 钛合金这种典型的近β 型钛合金,合金中β 稳定元素 Mo 和 Cr 含量较高,由于 Cr 是共析型β 稳定元素,容易在铸锭的头部区域形成偏析,造成某些区域 Cr 元素富集,比正常区域的 Cr 元素含量偏高,相变点偏低.因此,当锻件在热加工或随后的热处理过程中,加热温度接近相变点时,就可能造成 Cr 元素富集区域超过了相变点,出现β 斑点.以上数据也验证了上文"低倍组织和高倍组织"中的分析.性能3 种方案生产的棒材,在其心部位置切取试样,经840℃/2h.AC+800℃/4h.WC+630℃/8h. AC 热处理后测试各项力学性能,每组性能测试两个数据取平均值,力学性能结果见表 4 和表 5.表 4 棒材的室温力学性能No. σb/MPa σ0.2/MPa δ5/% Ψ/%a 1190 1095 8.0 15.0 b 1225 1155 15.0 40.0 c 1215 1155 16.0 51.0表 5 棒材的高温力学性能No. 高温拉伸(370 ℃) 热稳定性 (370 ℃, 100 h) 蠕变(400 ℃, 355 MPa, 100 h)σb/MPa δ5/% Ψ/% σb/MPa δ5/% Ψ/%a 965 11.5 28.0 1175 7.5 14.0 0.144 b 990 16.5 64.0 1200 16.0 53.5 0.170 c 985 18.0 62.0 1190 15.0 41.0 0.162显微组织是材料性能的内在表现形式,对性能起决定作用.从实验测试结果来看,a 组数据为β 锻造并两相区固溶时效处理测得的数据,由于锻造温度较高,存在完整的β晶粒和晶界α 相,使得棒材塑性较差,但是具有最好的蠕变性能;b、c 两组数据为α+β 两相区锻造并经三重固溶时效处理测得的数据,两组数据差异不大,各项性能均能满足使用要求.已有的研究表明[3],β 斑点面积越大,对室温拉伸性能和低周疲劳性能影响越大.美国对 Ti-10V-2Fe-3A1 合金中β 斑点的最大面积规定是 0.762 mmX0.762 mm,俄罗斯对 Ti-5553 合金中β 斑点的最大面积的规定是 0.75 mmX0.75 mm,小于该规定值,β 斑点对力学性能的影响不大.本文研究中所出现的β 斑面积约为 0.35 mmX0.30 mm,亮斑的出现对棒材整体性能影响不大.结束语锻造温度决定着钛合金组织及性能,在钛合金的β 相锻造过程中产生β 相变是必然要经历的相变过程,但若是在两相锻造中则β 斑为不允许出现的组织缺陷,通过合理的锻造温度选择,可以有效的避免β 斑产生.对于近β 锻造的 TC17 钛合金产品,应尽量控制变形的均匀性及形变速率,避免局部温升过大而形成β 斑.本文的研究可得出以下结论:1) 微区成分不均匀是引起 TC17 钛合金β 斑的本质因素,锻造温度是形成β 斑的主要诱发因素.相变点以下30℃ 生产,棒材低倍组织中会出现不同程度的β 斑.这是由于微区成分分布不均匀,使该区域的转变温度低于基体区,在锻造中造成局部温度提前超过相变点,而形成β 斑.相变点以下50℃生产能有效的避免β 斑产生.2) 局部小面积的β 斑对 TC17 钛合金棒材的整体的力学性能未产生较大影响,可以满足使用要求.参考文献[1] 稀有金属加工手册编写组. 稀有金属材料加工手册. 北京: 冶金工业出版社, 1984:447[2] 张翥, 路纲, 惠松骁. 固溶处理后冷却速度对TC17合金显微组织和性能的影响. 金属学报, 2002, 38(9), 101-104[3] 赵兴东, 陈仲强, 郑渠英, 等. TC17钛合金整体叶盘腐蚀表面"亮条"的成因及其对性能的影响.钛工业进展, 2011, 8(4), 28-31。
TC17粉末钛合金HIP_IF复合工艺制备及组织性能演变
2009年 8月 RARE METAL MATERIALS AND ENGINEERING August 2009收到初稿日期:2008-10-30;收到修改稿日期:2009-04-13作者简介:赵张龙,男,1981年生,博士,西北工业大学材料科学与工程学院,陕西 西安 710072,电话:************,E-mail:*************************TC17粉末钛合金HIP/IF 复合工艺制备及组织性能演变赵张龙1,郭鸿镇1,姚泽坤1,刘海彦2,汤慧萍2(1. 西北工业大学,陕西 西安 710072) (2. 西北有色金属研究院,陕西 西安 710016)摘 要:采用粉末热等静压(HIP)+等温锻造(IF)的复合工艺制备TC17粉末钛合金,并分析研究工艺过程中合金组织和性能的变化。
结果表明:粒度<104 μm 的雾化TC17合金粉末经热等静压后,合金成分均匀,显微组织为细针状的魏氏组织,室温抗拉强度为1210 MPa 、延伸率仅为4%;经高低温慢速等温锻造后,合金密度得到进一步提高(99.9%),显微组织中的原始β晶粒得到完全破碎,获得了细小的等轴晶粒;固溶时效热处理后,大量等轴α相均匀地弥散分布于β转变基体上,α相尺寸很小,约1~2 μm 。
最终粉末合金室温抗拉强度为1210 MPa 、延伸率高达16%,强度和塑性达到了良好的匹配,并且远远超过技术条件要求。
关键词:粉末钛合金;热等静压;等温锻造;显微组织;力学性能中图法分类号:TF 124.3,TG 319 文献标识码:A 文章编号:1002-185X(2009)08-1450-04钛合金由于具有低密度、高强度及优良的耐热和抗腐蚀等特性,在航空航天、医疗器械及化工领域备受关注,但是昂贵的成本却限制了其广泛应用。
粉末冶金是提高钛合金材料利用率、减少机加工工时、节约成本的一条近净成形工艺,在国内外已受到较多的重视[1~3]。
β锻造工艺对tc17钛合金显微组织的影响
(1. AECC Shenyang Liming Aero ̄engine Co.ꎬ Ltd.ꎬ Shenyang 110043ꎬ China)
(2. State Key Laboratory of Solidification Processingꎬ Northwestern Polytechnical Universityꎬ Xi’an 710072ꎬ China)
晶粒容易发生动态再结晶ꎬ 变形量越大ꎬ 再结晶体积分数越高ꎬ 80% 变形量时 β 相的再结晶体积分数为 50% ꎮ 晶界 α
相发生球化对变形量和变形速率均较为苛刻ꎬ 仅在变形量为 80% 、 变形速率为 0 1 mm / s 时大量晶界 α 相发生了球
化ꎮ 此外ꎬ 相比变形量ꎬ β 再结晶数量对变形速率更加敏感ꎮ
than the height reduction.
Key words: TC17 titanium alloyꎻ β forgingꎻ height reductionꎻ deformation rateꎻ recrystallization
0 引 言
航空发动机需要在高温、 高压、 高转速条件下
第 36 卷 第 5 期
2019 年
10 月
Vol 36 No 5
October 2019
β 锻造工艺对 TC17 钛合金显微组织的影响
赵兴东1 ꎬ 魏 鑫1 ꎬ 曾卫东2 ꎬ 贺胜通2 ꎬ 徐建伟2
(1. 中国航发沈阳黎明航空发动机有限责任公司ꎬ 辽宁 沈阳 110043)
(2. 西北工业大学 凝固技术国家重点实验室ꎬ 陕西 西安 710072)
锻造工艺对钛合金锻件组织性能的影响

锻造工艺对钛合金锻件组织性能的影响钛合金是一种重要的结构材料,具有良好的耐腐蚀性、高比强度和高比刚度等特点。
由于其广泛应用于航空航天、汽车制造、生物工程等领域,对钛合金的性能和制造工艺的研究变得尤为重要。
在钛合金的制造工艺中,锻造是一种常用的方法。
本文将重点探讨锻造工艺对钛合金锻件组织性能的影响,并分析其中的原因。
首先,锻造工艺对钛合金锻件的晶粒尺寸和晶粒形态有着重要影响。
在锻造过程中,钛合金会经历高温和高应变速率的变形,这将导致晶粒的放大和层流增长。
较大的晶粒尺寸会使材料的强度和塑性下降,而较小的晶粒尺寸则可以提高材料的机械性能。
因此,通过适当的锻造工艺参数,如温度、应变速率和应变量等的控制,可以得到晶粒细小且等轴形态的钛合金锻件,从而改善其力学性能。
其次,锻造工艺对钛合金锻件的组织结构和相组成也有重要影响。
在锻造过程中,钛合金的显微组织往往发生变化,原有的β相逐渐转变为α相。
锻造温度和速率的选择将直接影响到相变行为和形成的相组成。
高温和较快的变形速率有利于β→α相的转变,得到含有较多等轴α的钛合金锻件。
而低温和较慢的变形速率则有利于完全转变为片状α相的钛合金锻件。
根据应用的需求,可以通过调整锻造工艺参数来控制晶粒尺寸和相组成,以获得具有理想性能的钛合金锻件。
此外,锻造工艺还可以改善钛合金锻件的组织均匀性和一致性。
在钛合金的锻造过程中,通过应用适当的锻压力和变形次数,可以使材料中的局部组织结构得到改善,从而使最终的锻件具有更为均匀和一致的性能。
通过有效的变形和热处理过程的组合使用,可以消除材料中产生的缺陷和残余应力,进一步提高钛合金的力学性能和可靠性。
综上所述,锻造工艺对钛合金锻件的组织性能有着重要影响。
通过控制锻造工艺参数,可以实现钛合金锻件晶粒的细化和等轴化,调控相的组成和分布,改善组织均匀性和一致性。
此外,在锻造工艺中还可以采用热处理等其他工艺手段来进一步优化钛合金锻件的性能。
因此,深入研究和应用锻造工艺对钛合金锻件的影响,将有助于提高钛合金的制造质量和性能,满足不同行业对材料性能的需求,推动钛合金材料的广泛应用。
锻造对(TiB+TiC)增强钛基复合材料组织和高温性能的影响
织具有较高的蠕变抗力 ; 也可以是等轴的( + ) a 8 双
态组 织 , 组织 具有 良好 的低 周疲 劳性 能 。以前 的 该
研究 显示 , a 近 钛合金及其复合材料的蠕变性 能 很大程度上取决于其显微组织。 文献[ , ] 6 7 发现材
料的蠕变速率随着组织 中的等轴 a晶粒体积分数
m N 3 0 lH O ,10ml水 。试 样 的 显 微 组 织 用 L C EO
20 00金相显微镜观 察。 透射 电镜样 品采用双喷方 法制备 , 溶液配 比: 0 H I 9 % C O H, 1 % CO , 0 HC O
温度 控 制 在 2 3—3 3K, 作 电压 为 3 5 9 0 操 0 0v。
的增加而增大 。 当材料 的显微组织 为魏 氏组织时 , 由于原始 的p晶粒 中全部由针状 的 a 和片状 的B 构 成, 因此 , 和双态组织相 比该组织具有更高的蠕变 抗力。 这种机械性能的提高是由于在较细的 a 中 片
器测定 。 光学金相 ( M) O 试样 用线切割割下经打磨
抛光 , Ko 试剂腐蚀 , 用 rl l 成分 为 1 3 l F 2 6 , ~ mH
近a 钛合金及其复合材料 由于具有高 比强 、 高 比模以及 良好的高温性能 , 在航空航天 、 汽车、 能
源 、先 进 武 器 、化 工 工 业 方 面 得 到 了 广 泛 的 应
本 文 研 究 了锻 造 对 原 位 自生 5 ( i % TB+TC i)
( :) i 10复合材料组织及 高温机械性能 的影 4 1/ 一 0 T1
马凤仓 ,吕维 洁 覃继 宁 , , 计 波 ,张 荻
(. I 上海交通大学金属基 复合材料 国家 重点实验 室,上海 2 03 ; .上海 宝钢 集 团第五 钢铁厂 , 海 0 00 2 上
TC17钛合金盘件的β锻造工艺优化

行了 优化,
对模锻过
速率进行了优
化,获得了较为理想的预制坯结构,如图6所示。 预制坯 异 截面的 坯$
1
薇)刖2
图5 原有工艺条件下TC17钛合金锻件的图4中不同 部位显微组织
Fig. 5 Microstructures in DiOerent zones in Fig. 4 of TC17 alloy Disk forging foe original process: ( a, b) zone A ( high strain band) % ( c, D) zone C (low strain area)
TC17钛合金是美国通用电气公司(GE)于20世纪
70年代研制的 高强、高 和高 性的"+0型
钛合金,名义成分为Ti-5Al-2Sn-2Zr-4Mo-4Cr。该合
金具有 高、
性高、
性和锻造温度
较
优点,能
限的设计
和高的结构 、高的 性 低的制造成
本的。该合金 8
元素,
B相
, 处理
"+8
、塑性 性的
,
通过热
进
了 的力学性能。
关键词:TC17钛合金;数值模拟;组织均匀性;力学性能
中图分类号:TG319; TG146. 23
文献标识码:A
文章编号:1009-9964(2021)03-00195
Optimization of p Forging Process for TC17 Titanium Alloy Disk
锻件
,高
部由
较大的 ,低倍组织变得较
为模糊,而其他大部分 如B)C
由 [形
量较小,低倍
固溶热处理对TC17棒材组织与性能的影响

耗电弧炉三次熔炼而成的 TC17 钛合金铸锭(Φ720),主要 化学成分(质量分数,%)如表 1 所示,满足相关技术文件的 要求。 2.1 试验方法
TC17 铸锭经 β 相区和 α+β 两相区多火次加热锻造,
边部 R/2 心部 图 1 TC17 棒材原始组织图
能都有较为明显的影响。当高温固溶时间大于 1h 时,随着保温时间的增加,TC17 钛合金棒材强度降低,塑性提高 ;随
着固溶温度的升高,棒材显微组织中初生 α 相含量减少,生成的 β 转变组织逐渐增多,其拉伸强度提升,塑性下降。
关键词 :TC17 ;固溶热处理 ;显微组织 ;强度 ;塑性
中图分类号 :TF841.4
固溶热处理对 TC17 棒材组织与性能的影响
董 轶,张俊杰,全秀煜,田程,王少阳
(宝鸡钛业股份有限公司,陕西 宝鸡 721014)
摘 要 :针对 TC17 钛合金 Φ500mm 棒材进行固溶热处理实验,研究不同固溶热处理时间对 TC17 钛合金大规格棒材
组织和性能的影响,结果表明 :高温固溶热处理的保温时间与固溶热处理的温度高低对 TC17 钛合金棒材的组织与性
3 实验结果与讨论 3.1 高温固溶时间对 TC17 钛合金组织及性能的影响
(1)高温固溶时间对 TC17 钛合金组织的影响 对实验材料采用表 2 中的热处理制度进行处理,经相同 的时效热处理后,3 种不同高温固溶制度的 TC17 钛合金棒材 的显微组织分别如图 3 所示。由图 3 中可以看出,经 3 种不同
文献标识码 :A
文章编号 :1002-5065(2021)08-0118-3
Effect of solid solution heat treatent on the organization and performance of TC17 bars
应变速率对TC17_和TC4_钛合金锻件力学性能的影响
2023 年第 43 卷航 空 材 料 学 报2023,Vol. 43第 3 期第 49 – 59 页JOURNAL OF AERONAUTICAL MATERIALS No.3 pp.49 – 59应变速率对TC17和TC4钛合金锻件力学性能的影响陈钰浩1, 闵小华1*, 张海洋2,3, 戴进财1, 周轶群2(1.大连理工大学 材料科学与工程学院,辽宁 大连 116024;2.中国航发沈阳发动机研究所 辽宁省航空发动机冲击动力学重点实验室,沈阳 110042;3.西北工业大学 民航学院,西安 710072)摘要:利用拉伸试验机研究不同应变速率对TC17和TC4钛合金锻件力学性能的影响,并利用Vickers硬度计、OM、SEM、EBSD等对两种钛合金的维氏硬度、变形组织以及断口形貌进行研究。
结果表明:随着应变速率的增加,两种钛合金的强度升高而伸长率降低,均表现出正流变应力的应变速率敏感性,且应变速率敏感性系数随真应变增加呈现下降趋势;在相同应变速率下,除合金元素的固溶强化外,TC17钛合金网篮组织中板条状α相与残余β相交错排列,导致相界面多,位错容易在相界面塞积且位错运动的平均自由行程较短,合金的强度较高;另外,微孔易在相界面处大量形核,导致断口韧窝尺寸较小且数目较多,合金的塑性较差;TC4钛合金双态组织中等轴初生α相具有较好的协调变形能力,且β转变组织中的次生α相排列较为规则,导致相界面较少,降低了对位错运动的阻碍作用,韧窝尺寸较大且数目较少,合金的强度较低而塑性较好。
关键词:整体叶盘;α+β型钛合金;应变速率;变形组织;断口形貌doi:10.11868/j.issn.1005-5053.2022.000187中图分类号:TG146.2 文献标识码:A 文章编号:1005-5053(2023)03-0049-11Effect of strain rate on mechanical properties of TC17 and TC4 alloy forgingsCHEN Yuhao1, MIN Xiaohua1*, ZHANG Haiyang2,3, DAI Jincai1, ZHOU Yiqun2(1. School of Materials Science and Engineering, Dalian University of Technology, Dalian 116024, Liaoning, China;2. Key Laboratory of Impact Dynamics on Aero Engine, AECC Shenyang Engine Design and Research Institute, Shenyang 110042, China;3. College of Civil Aviation, Northwestern Polytechnical University, Xi’an 710072, China)Abstract: α+β titanium alloys have a wide application prospect in aero engine blisk manufacturing, owing to their high specific strength and good high-temperature performance. Whereas there are few studies on mechanical properties and plastic deformation modes of large-size blisk specimens at variable strain rate conditions. In this work, the effects of different strain rates on the mechanical properties of forged TC17 and TC4 alloys were examined by tensile testing machine, and Vickers hardness tester, OM, SEM, and EBSD were used to study the Vickers hardness, deformation microstructures and fracture morphologies. As increasing strain rate, the strengths of both alloys increase and the elongation decrease, showing positive strain rate sensitivities of flow stress, and the strain rate sensitivity coefficients decrease with true strain. Besides the solid solution strengthening of alloying elements, lath α-phases and residual β-phases in TC17 alloy with basket-weave microstructure are interweaved with each other, resulting in more phase interfaces. Phase interfaces are effective in blocking dislocations motion and lead to pile-up of dislocations, improving the strength of TC17 alloy. In addition, the voids are easier to nucleate at the phase interfaces and form dimples. Therefore, a lot of small dimples are observed on the fracture surface, which make the poorer ductility of TC17 alloy. Fewer phase interfaces exist in TC4 alloy with bimodal microstructure, which is related to the better plastic deformation capacity of equiaxed primary α-phases and the regular arrangement of secondary α-phases in transformed β-phases. The fewer phase interfaces increase the mean free path of dislocations and form fewer large dimples, which lead to a decrease in strength but an increase in ductility of TC4 alloy.Key words: blisk;α+β titanium alloy;strain rate;deformation microstructure;fracture morphology航空制造产业是高度综合的战略性高新技术产业,是国家工业实力的重要体现之一。
锻造对锻件金属组织、性能的影响及缺陷
锻造对锻件金属组织、性能的影响及缺陷(一)锻造对金属组织和性能的影响锻造生产中,除了必须保证锻件所要求的形状和尺寸外,还必须满足零件在使用过程中所提出的性能要求,其中主要包括:强度指标、塑性指标、冲击韧度、疲劳强度、断裂初度和抗应力腐蚀性能等,对高温工作的零件,还有髙温瞬时拉伸性能、持久性能、抗蝤变性能和热疲劳性能等。
锻造用的原材料是铸锭、轧材、挤材和锻坯。
而轧材、挤材和锻坯分别是铸锭经轧制、挤压及锻造加丁后形成的半成品。
锻造生产中,采用合理的工艺和工艺参数,可以通过下列几方面来改善原材料的组织和性能:1、打碎柱状晶,改善宏观偏析,把铸态组织变为锻态组织,并在合适的温度和应力条件下,焊合内部孔隙,提高材料的致密度;2、铸锭经过锻造形成纤维组织,迸一步通过轧制、挤压、模锻使锻件得到合理的纤维方向分布;3、控制晶粒的大小和均匀度;4、改善第二相(例如:莱氏体钢中的合金碳化物)的分布;5、使组织得到形变强化或形变强化等。
由于上述组织的改善,使锻件的塑性、冲击韧度、疲劳强度及持久性能等也随之得到了提高,然后通过零件的最后热处理就能得到零件所要求的硬度、强度和塑性等良好的综合性能。
但是,如果原材料的质量不良或所采用的锻造工艺不合理,则可能产生锻件缺陷,包括表面缺陷、内部缺陷或性能不合格等。
(二)原材料对锻件质量的影响原材料的良好质置是保证锻件质量的先决条件,如原材料存在缺陷,将影响锻件的成形过程及锻件的最终质量。
如原材料的化学元素超出规定的范围或杂质元素含量过髙.对锻件的成形和质量都会带来较大的影响,例如:S、B、Cu、Sn等元素易形成低熔点相,使锻件易出现热脆。
为了获得本质细晶粒钢,钢中残余铝含置需控制在一定范围内,例如A1酸0.02%〜0.04% (质量分数)。
含量过少,起不到控制晶粒泣大的作用,常易使锻件的本质晶粒度不合格;含铝量过多,压力加工时在形成纤维组织的条件下易形成木纹状断口、撕痕状断口等。
TC17钛合金嵌入式线性摩擦焊接头组织与性能
100 μm (b) 边缘区域放大形貌
Fig. 3
图 3 接头典型缺陷形貌 Typical defect of the joint. (a) macrostructure of joint section; (b) amplified morphology of corner area
2.1.2 接头微观组织 通过拼接得到焊缝金相组织如图 4 所示,观察
工业中制造这类构件主要有整体加工、增材制 造和分段组合等 3 种方法[4-5],整体加工需要先通过 锻造或轧制加工出整体毛坯,再机械加工成最终零 件,其毛坯锻造质量控制和复杂的加工变形问题已 经成为研制与生产的障碍[6-9]. 同时该方法成本高, 加工周期长;采用增材制造方法制备的零件力学性 能控制技术难度大,存在“热应力”控制问题[4],目 前国内只有少数几家单位突破了大型整体主承力 构件的激光增材制造技术,同时成本较高;采用分
创新点: (1) 提出采用嵌入块式线性摩擦焊技术制造整体框梁结构的新方法,为工业生产中该类零件的高质量、低 成本快速制造提供了一种重要方法.
TC17钛合金焊接接头组织与力学性能分析

研究论文RESEARCH钛合金具有高的比强度和优良的抗腐蚀性能,同时也具有较好的热稳定性以及热加工性能,是优异的结构材料[1-5]。
TC17是一种富β稳定元素的α-β型两相钛合金,其名义成分为Ti-5Al-2Sn-2Zr-4Mo-4Cr。
含有α稳定元素Al、中性稳定元素Sn和Zr、同晶型β稳定元素Mo、共析型β稳定元素Cr,该合金具有断裂韧性好、强度高、锻造温度范围宽等一系列优点[6-7],广泛应用于飞机框梁等承力构件和发动机的叶盘等承受大应力的转子部件,而这些构件中的很大一部分又采用了焊接结构[8]。
TC17钛合金可以采用熔焊(如氩弧焊、激光焊、电子束焊)和钎焊、摩擦焊等多种方法焊接,焊接接头的力学性能是影响焊接结构设计和使用的重要因素[9]。
氩弧焊(TIG焊)是工程上最为常用的焊接方法,常用于钛合金薄板焊接。
电子束焊在钛合金的焊接中被广泛应用,其主要特点是热源能量密度高、热效率高,接头焊缝的熔深比大,热影响区小、焊接变形小,熔池周围处于真空保护环境中,焊接质量较好[10]。
本研究通过试验获得了TC17钛合金氩弧焊和电子束焊工艺规范和参数,对TC17钛合金采用两种焊接方法的接头力学性能和微观组织的关系进行了分析,为两种焊接方法在工程中的选用和工艺优化提供参考。
1 试验材料与方法试验所用材料为方块锻件,焊接试样为由锻件经过机加工而成的厚2.3mm的板材。
研究中采用的TC17钛合金的化学成分如表1所示。
钛合金显微组织如图 1所示,为在β区锻造和热处理后形成的网篮组织,所有原始β晶界已破碎。
焊前用4% HF+10% HNO3的水溶液清洗试片,并要求从酸洗到焊接中间的间隔时间不能过长, 焊前采用干净棉球蘸丙酮擦拭待焊处。
氩弧焊试验所用设备为六轴弧焊机器人,焊接过程中,焊枪、拖斗和夹具上位于焊缝下的垫板上的小孔内均通有氩气作为保护气体,保护焊缝不受外部气氛的影TC17钛合金焊接接头组织与力学性能分析金俊龙,万晓慧,郭德伦(中国航空制造技术研究院航空焊接与连接技术航空科技重点实验室,北京 100024)[摘要] 对TC17钛合金薄板采用氩弧焊和电子束焊两种焊接方法焊接,进行了拉伸试验,结合拉伸试验结果与断口形貌,对比分析了力学性能与焊接接头组织之间的联系。
TC4合金超大规格棒材锻造工艺对组织和性能的影响
() a 方 ( )方案B b
( )铸 锭经 过镦 一拔工 艺开坯 ,进 行 1次 “ 4 高低 高 ” 造 ,然后在 相 变点 以下 3 5 锻 O~ 0℃ 进 行 变形 量
大 于 8 %的 成 品锻造 ,可生 产 出力 学性 能 满 足 G B 5 J
( .B o inu nut o, t. B oi 2 04,C ia 2 aj Tt i Id syC . Ld, aj7 1 1 i a m r h ) n
Abta t h r —zdT 4b r wt 4 5 eeta —m n f trdb s gtoslt n ,t a a s e s c :T el g s e C a i , 0mm w r r l a ua ue yui oui s o nl i t r ae i s h 4 i c n w o ysh
D n i _ W a gYo g i o gJe ’, n n me ,W a gW eq n ii ( . X ’nU i ri f r icue& T cn l y X ’n7 05 ,C ia 1 ia n esyo c t tr v t A he eh o g , ia 10 5 hn ) o
为均匀模 糊 晶 ,金 相 显 微 组 织 均 为 球 状 O + 转 组 / 卢 织 ,横 向 、纵 向显 微 组织 差 异 不 大 。两 种 方 案 生 产
的 T 4合 金棒材 金相 组织都 满足标 准要 求 。 C ( )采 用 方 案 A 生 产 的 锻 棒 探 伤 杂 波 水 平 是 3 32m 一 . m 6~ 一 B,采 用方 案 B生产 的锻棒 探伤 9d
d tci n, a d wih g o o g n iy o tucu e b sn h o gn o e st a n e me it og n d p ee to n t o d h mo e et fsr t r y u i g t e fr i g pr c s h ti t r d ae f r i g a o t“h g ih- lw— i h” a i fe s tig p l b e kd wn p o e s a d t e fr i g o n s e r d csi e fr d u d rt o hg ta t me at rup e t — u l r a o r c s , n h o gn ff ih d p o u t sp ro me n e he n i
等温锻造对Ti-17粉末合金显微组织的影响
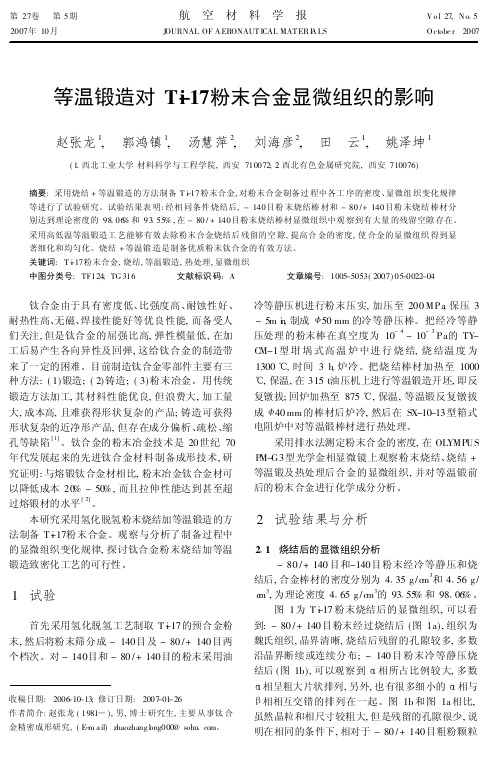
第27卷 第5期2007年10月航 空 材 料 学 报J OURNAL OF A ERONAUT ICAL MAT ER I A LSV o l 127,N o 15 O ctobe r 2007等温锻造对T-i 17粉末合金显微组织的影响赵张龙1, 郭鸿镇1, 汤慧萍2, 刘海彦2, 田 云1, 姚泽坤1(1.西北工业大学材料科学与工程学院,西安710072;2.西北有色金属研究院,西安710076)摘要:采用烧结+等温锻造的方法制备T -i 17粉末合金,对粉末合金制备过程中各工序的密度、显微组织变化规律等进行了试验研究。
试验结果表明:经相同条件烧结后,-140目粉末烧结棒材和-80/+140目粉末烧结棒材分别达到理论密度的98106%和93155%,在-80/+140目粉末烧结棒材显微组织中观察到有大量的残留空隙存在。
采用高低温等温锻造工艺能够有效去除粉末合金烧结后残留的空隙,提高合金的密度,使合金的显微组织得到显著细化和均匀化。
烧结+等温锻造是制备优质粉末钛合金的有效方法。
关键词:T -i 17粉末合金,烧结,等温锻造,热处理,显微组织中图分类号:TF124;TG 316 文献标识码:A 文章编号:1005-5053(2007)05-0022-04收稿日期:2006-10-13;修订日期:2007-01-26作者简介:赵张龙(1981)),男,博士研究生,主要从事钛合金精密成形研究,(E -m a il)zhaozhang l ong000@sohu 1com 。
钛合金由于具有密度低、比强度高、耐蚀性好、耐热性高、无磁、焊接性能好等优良性能,而备受人们关注,但是钛合金的屈强比高,弹性模量低,在加工后易产生各向异性及回弹,这给钛合金的制造带来了一定的困难。
目前制造钛合金零部件主要有三种方法:(1)锻造;(2)铸造;(3)粉末冶金。
用传统锻造方法加工,其材料性能优良,但浪费大,加工量大,成本高,且难获得形状复杂的产品;铸造可获得形状复杂的近净形产品,但存在成分偏析、疏松、缩孔等缺陷[1]。
β热模锻TC17钛合金整体叶盘的显微组织与力学性能
β热模锻TC17钛合金整体叶盘的显微组织与力学性能王冠;赵兴东;王波伟;秦卫东;曾卫东【摘要】TC17 titanium alloy blisk in the compressor of an aero-engine was successfully forged using beta-forging techniques .The microstructure was analyzed and the mechanical properties were tested .The results real that a desired basket-waved microstructure can be obtained by beta-forging techniques , in which prior beta grains get elongated along deformation direction with no obvious recrystallization ,αphase at grain boundary takes zigzag and discontinous shape , and the acicular are waved in basket form in the interior of βgrains.The microstructure exhibits superior mechanical properties.Tensile properties, creep, fracture toughness, high cycle fatigue are all complying with the design require-ments and have a large tolerance .%采用β热模锻工艺生产了某型号航空发动机压气机用TC17钛合金整体叶盘,分析了整体叶盘的显微组织并测试了力学性能.结果表明,β热模锻工艺生产的整体叶盘具有典型的网篮组织,原始β晶粒沿变形方向拉长,无明显再结晶;晶界α相呈弯折断续分布,晶内针状α相呈网篮状编织.这种网篮组织的TC17钛合金β锻造整体叶盘具有较优的综合力学性能,室温拉伸、高温拉伸、蠕变、断裂韧性和高周疲劳性能均符合设计要求,且有较大的富裕量.【期刊名称】《钛工业进展》【年(卷),期】2017(034)005【总页数】5页(P22-26)【关键词】TC17钛合金;β热模锻;整体叶盘;显微组织;力学性能【作者】王冠;赵兴东;王波伟;秦卫东;曾卫东【作者单位】中国航发沈阳黎明航空发动机有限责任公司,辽宁沈阳 110043;中国航发沈阳黎明航空发动机有限责任公司,辽宁沈阳 110043;陕西宏远航空锻造有限责任公司,陕西咸阳 713801;陕西宏远航空锻造有限责任公司,陕西咸阳 713801;西北工业大学,陕西西安 710072【正文语种】中文【中图分类】TG146.23为了适应航空发动机高可靠性、大推重比的要求,发动机结构设计向整体化方向发展。
锻造变形量对TC25G钛合金组织和性能的影响
第58卷0引言随着航空制造技术的发展和军用、民用飞机综合性能的不断提高,航空钛合金材料的发展呈现出高用量、高性能的特点。
例如,美国F22战机钛耗达到41%[1],V 2500发动机钛耗达到31%,民用飞机和钛耗也在增加,预计到2020年,民用飞机钛市场将达到2.8百万吨[2]。
因此,各国开始投入大量的人力和财力研究新型高性能钛合金,尤其是高温钛合金,如美国的Ti 6242S 和Ti 1100,英国的I M I 829和I M -I 834。
我国还研制出了温度在550℃以上的高温钛合金,如Ti 55、Ti -60、Ti 600等[3-4]。
70世纪苏联研制出Ti -A l -Zr -Sn-M o-W 体系+型热强钛合金BT25,其名义成分为Ti -6.7A l -1.5Sn-4Zr -2M o-1W -0.15Si 。
该合金既有BT9钛合金的高热强度,又有BT8钛合金的热稳定性,可加工成锻件、模锻件和棒材,在500~550℃下使用寿命为收稿日期:2023-01-16;修订日期:2023-02-24作者简介:张安(1995—),男,硕士,工程师,从事钛合金材料组织、性能与热加工工艺研究。
E-m ai l :1031470787@锻造变形量对T C 25G 钛合金组织和性能的影响张安,张元东,刘秀良,车安达,马思琴(江西景航航空锻铸有限公司,江西景德镇333000)摘要:将ø260m m TC25G 钛合金圆棒料在T β-40℃温度下保温一段时间后进行锻造,研究15%、30%、45%、和60%四种典型变形量对锻件的组织和室温力学性能的影响。
结果表明,四种变形量的锻件显微组织均由多个椭球状的初生α相和互相交错的条状α相组成;随着变形量的增加,平直的束状α相减少,α相方向性减弱,条状α相尺寸减小;同时,随着变形量的增加,拉伸强度先增后降;变形为30%~50%时,可获得满足技术标准要求的最佳的强塑性匹配。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
wa s西3. 2 mm 一9~ 一1 2 d B. Ke y wo r ds: T C 1 7 t i t a ni u m a l l o y;f o r g i n g p r o c e s s ; mi e r o s t r u c t u r e; me c h a n i c a l p r o p e r t i e s; f l a w d e t e c t i o n l e v e l
Ef fe c t o f Fo r g i ng Pr o c e s s o n Mi c r o s t r uc t u r e a n d Me c ha n i c a l Pr o p e r t i e s o f TC1 7 Ti t a ni u m Al l o y Ba r s
f o r g i n g p r o c e s s i n d u a l — p h a s e r e g i o n.c o n t i n u e d w i t h t h e h e a t t r e a t me n t o f 8 4 0 o C ×2 h / A C +8 0 0 c C × 4 h / WC+ 6 3 0 o ( 二 ×8 h / AC,t h e me c h a n i c a l p r o p e r t i e s o f b a r s c o u l d me e t t h e G J B 2 2 1 8 A -2 0 0 8 s t a n d a r d a n d t h e l f a w d e t e c t i o n l e v e l
第3 0卷
2 0 1 3年
第 4期
8月
Ti 是
V A o u 1 g _ u 3 s 0 t N 2 0 o . 1 4 3
锻 造 工 艺对 大 规 格 T C 1 7钛 合 金 棒 材 组 织及 性 能 的影 响
岳 旭 ,冯 浩 ,马 恩 惠 ,李 巍 ,马 宝军 ,董 洁 ,李 渭 清
( 宝 鸡 钛 业 股份 有 限公 司 ,陕 西 宝鸡 7 2 1 0 1 4 )
摘
要 :通过两种T艺锻制 了 6 3 5 o i Y l m 的大规格 T C 1 7钛合金棒材 ,比较 了经两种T艺锻 制的棒材 的显微组织 、力学
×4 h / WC + 6 3 0 ℃ ×8 h / A C热处 理 ,可得 到各项 力 探 伤杂波水平 。研究结果表明 ,在单相区采 用镦拔 变形使变形 量大于 6 0 % ,并 在两相 区进行 拔长 ,使变形苗
大于 6 5 % ,再 经 8 4 0 ℃ ×2 h / A C +8 0 0 2 2 1 8 A 一2 0 0 8标 准 要 求 且 探 伤 杂 波水 平 可达 西 3 . 2 m m 一 9 ~ 一1 2 d B的 6 3 5 0 mm T C 1 7钛 合 金 棒 材 。 关 键 词 :T C I 7钛 合 金 ;锻 造 工 艺 ;显 微 组 织 ;力 学 性 能 ;杂 波水 平
分析 了锻造 工艺 对 棒 材 组织 、力学 性 能 及 探 伤杂 波
1 l - 刖 ^ ‘ - 舌 - L _
水平 的影 响 ,为工 业化 生产大规 格 T C 1 7钛 合金 棒材 工艺制 定提供 依据 。
T C 1 7钛 合 金 名 义 成 分 为 T i 一 5 A 1 — 2 S n - 2 Z r - 4 Mo 一
Y u e X u ,F e n g H a o ,Ma E n h u i ,L i We i ,Ma B a  ̄ u n ,D o n g J i e ,L i We i q i n g
( B a o j i T i t a n i u m I n d u s t r y C o . , L t d . ,B a o j i 7 2 1 0 1 4, C h i n a )
4 C r ,是一 种综合 性能 优 良的近 / 3 型钛 合金 具 有 较 高 的强 度 、淬 透 性 和 断 裂韧 性 ,且 热 稳 定 性 好 ,抗 疲 劳性 能高 ,热加 工性 能好 ¨ J ,可在 + 相 区或 口相 区进行锻 造 。 自2 0世纪 7 0年代 以来就 因其优 异 的性 能逐渐 进入 航 空 领 域 ,被 用 来 制造 高 推 力 发 动
A b s t r a c t :F o r g i n g+ 3 5 0 m l n T C 1 7 t i t a n i u m a l l o y b a r s t h r o u g h t w o s c h e me s ,t h e n c o m p a r e d t h e m i c r o s t mc t u r e s .