PQR焊接工艺评定报告
焊接工艺评定报告

/ /
/
电特性 Electrical Characteristic
电流种类 Curren Type)
DC
极性 Polarity GTAW:DCEN SMAW: DCEP
钨极尺寸 Tungsten size
2.5mm
其它 other
/
焊接层数 Weld Layer
焊接方法 Process
填充金属
Filler Metal
层间温度 interpass temperature
≤150℃
Weld of progression (up 、down ) up
其它 Other
/
角焊缝位置
Fillet Weld Location /
其它 other
/
焊后热处理 PWTH 温度 Temperature 时间 Time 升温速度 Heating rate 降温速度 colding rate
角接头(Fillet) All
管子直径(Pipe Diameter): 对接 3″and Above 角接头(Fillet) All
其他(Other)
/
填充金属(Filler Metals)
填充金属标准(Spec. No) AWS A5.28 ER80s-Ni1
AWS A5.5 E8016-G
牌号(Brand)
焊接工艺评定报告
WELDING PROCEDURE QUALIFICATION REPORT 工艺评定编号:
PQR No.: xxxx-001-xxxx
编 制: Prepard By:
审 核: Reviewed By:
批
准:
Approved By:
.......公司
焊接工艺评定报告PQR
No.
试样号
Notch Location
缺口位置
Specimen Size
试样尺寸
Test Temp.试验温度
Impact Values冲击值
Drop Weight Break (Y/N)落锤(断裂/不)
Ft.1bs
%Shear
Mils
Comments:
Fillet-Weld Test (QW-180)角焊缝试验
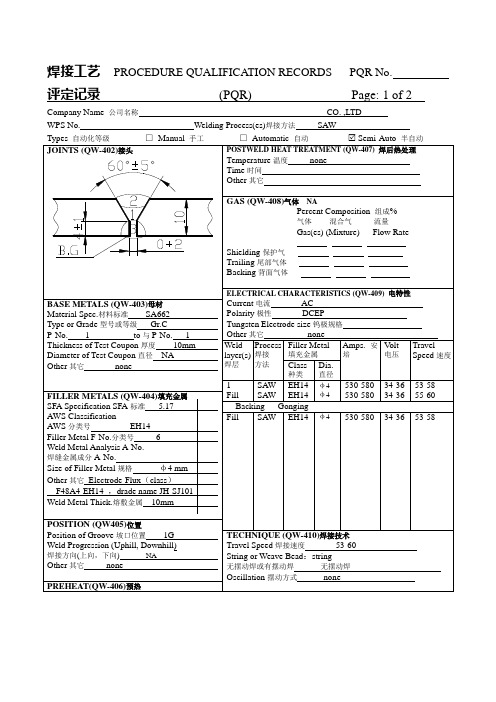
weldingprocesses焊接方法sawtypes自动化等级manual手工automatic自动?semiauto半自动jointsqw402接头postweldheattreatmentqw407焊后热处理temperature温度nonetime时间other其它gasqw408气体napercentcomposition组成气体混合气流量gasesmixtureflowrateshielding保护气trailing尾部气体backing背面气体electricalcharacteristicsqw409电特性current电流acpolarity极性dceptungstenelectrodesize钨极规格other其它nonebasemetalsqw403母材materialspec
Other其它none
TECHNIQUE (QW-410)焊接技术
Travel Speed焊接速度53-60
String or Weave Bead:string
无摆动焊或有摆动焊无摆动焊
Oscillation摆动方式none
Multiple orSinglePass(per side) one side single other side multiple pass
焊接工艺评定报告气保焊

预热温度(℃)
/
层间温度
/
后热温度
/
时间(Min)
/
后热处理
/
技术措施
焊前清理
清除油污、浮锈
层间清理
/
背面清根
碳弧气刨+砂轮
其他
焊工姓名
资格代号
级别
施焊日期
年月日
记录
日期
年月日
审核
日期
年月日
焊接工艺评估检查成果
共页第页
非 破 坏 检 验
试验项目
合格原则
评估成果
汇报编号
备注
外观
X光
超声
磁粉
拉伸试验
汇报编号
公式
Cegu=C+Mn/6+(Cr+Mn+V)/5+(Ni+Cu)/15
焊接材料
生产厂
牌号
类型
直径(mm)
烘干制度(℃xh)
备注
焊条
/
/
/
/
/
焊丝
6
实心
Φ1.2
/
焊剂或气体
CO2
/
/
/
焊接措施
GMAW
焊接位置
平位焊
接头形式
T
焊接工艺参数
见焊接工艺评估指导书
清根工艺
碳弧气刨+砂轮
焊接设备型号
PQR(ZD)-235GMAW-05
3
焊接工艺评估登记表
PQR(JL)-235GMAW-05
4
焊接工艺评估检查成果
5
6
7
8
9
10
11
12
13
14
焊接工艺评定记录PQR

尺寸
正面
背面
焊脚高
板状焊后角变形°
咬边:深度长度
管状通球直径及成果
表面不容许缺陷(有/无)
宽度
高度
宽度
高度
无损检测
射线探伤(原则号、则号、成果)渗透探伤(原则号、成果)
其他
接头拉力试验:原则号汇报编号:
试样编号
试样
宽度(mm)
试样
厚度
(mm)
横截
面积
(mm2)
评估成果:(合格/不合格)
编制
审核
批准
监检
日期
日期
日期
日期
试样编号
试样尺寸
V型缺口位置
试验温度(℃)
冲击吸取功(J)
备注
角焊缝试验:
根部(焊透/未焊透)焊缝(熔合/未熔合)
焊缝、热影响区(有/无裂纹)检查成果(合格/不合格):
检查截面
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
焊脚差
其他检查:
检查措施(原则、成果):
其他:
附加阐明:
焊工姓名焊工钢印焊接日期
合格证编号有效期
结论:
本评估按 规定焊接试件、检查试样、测定性能,确认试验记录对旳。
锤击
其他
预热:
预热温度
层间温度
其他
XX Form8-5/Rev. 0
工艺评估记录编号PQR No.:第2页共3页
电特性
钨极类型及规格
熔化极气体保护焊熔滴过渡形式(粗滴过渡、短路过渡、喷射过渡等)
其他:
焊道/焊层
焊接措施
填充金属
焊接电流
电弧电压
(V)
焊接速度
(m/s)
焊接工艺评定报告完整版
PQR编号:QZ-HC1612-25 焊接工艺评定报告编制:审核:批准:焊接工艺评定报告表HC-GYPD NO:01 单位名称衢州市河川翻板闸门有限公司焊接工艺评定报告编号QZ-HC1612-25焊接工艺指导卡编号HC-161225焊接方法SMAW机械化程度(手工、半自动、全自动)手工接头简图:(坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度)母材:材料标准:GB3274-88钢号:Q235B类、组别号:Ⅰ-1与类、组别号Ⅰ-1相焊厚度:8㎜直径:/其他:/焊后热处理:热处理温度(℃):/保温时间(h):/保护气体:气体种类混合比流量(L/min)保护气///尾部保护气///背面保护气///填充金属:碳钢焊条焊材标准:GB/T5117-2012焊材牌号:CHT711焊材规格:Ф1.2焊缝金属厚度:8其他:/电特性:电流种类:交流极性:正极性钨极尺寸:/焊接电流(A):160焊接电压(V):36其他:/焊接位置:对接焊缝位置:平焊方向:(向上、向下)角焊缝位置:/方向:(向上、向下)技术措施:焊接速度(cm/min):/摆动或不摆动:/摆动参数:/多道焊或单道焊(每面):/多丝焊或单丝焊:/其他:/预热:预热温度(℃)/层间温度(℃)/其他/根据推荐先前提供的资料,按照图1结构画图,钝边0.5~1mm,坡口角度30~40°,间隙2~3mm。
表HC-GYPD NO:05表HC-GYPD NO:07表HC-GYPD NO:08[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]。
PQR焊接工艺评定报告

PQR焊接工艺评定报告一、报告目的本报告旨在对PQR焊接工艺进行评定,确保其符合相关的标准和规范要求,以确保焊接质量和焊接接头的牢固性。
二、报告内容1.质量评定:评定PQR焊接工艺的质量是否符合相关要求,并对其进行等级评定。
2.技术评定:评定PQR焊接工艺的技术可行性和适用性,确保其能够满足焊接过程中的需求。
3.工艺评定:评定PQR焊接工艺的工艺参数和工艺流程,确保其能够保证焊接质量和焊接接头的强度。
三、质量评定1.质量标准:根据《焊接接头质量评定标准》以及相关的国家和行业标准,对PQR焊接工艺的质量进行评定。
2.质量等级:根据评定结果,对PQR焊接工艺的质量进行等级评定,包括合格、优良、良好等等。
四、技术评定1.技术可行性:根据焊接材料、焊接位置、焊接条件等因素,评定PQR焊接工艺是否可行。
2.适用性评定:评定PQR焊接工艺是否适用于所需焊接材料和焊接接头的要求,确保焊接质量和焊接接头的牢固性。
五、工艺评定1.工艺参数评定:评定PQR焊接工艺的各项工艺参数,包括焊接电流、焊接电压、焊接速度等,确保其符合相关的标准和规范要求。
2.工艺流程评定:评定PQR焊接工艺的焊接流程,包括预热、焊接、后热处理等步骤,确保焊接过程中的各项操作得以正确执行。
六、评定结果及建议根据对PQR焊接工艺的质量、技术和工艺的评定结果,给出相应的评定等级和建议,包括改进措施、调整参数等,以提高焊接质量和焊接接头的强度。
七、总结通过对PQR焊接工艺的评定,可以对焊接过程中的各项工艺参数和工艺流程进行有效控制,确保焊接质量和焊接接头的牢固性。
同时,评定结果可以为改进焊接工艺提供参考,提高焊接质量和焊接接头的强度。
焊接工艺评定报告PQR115
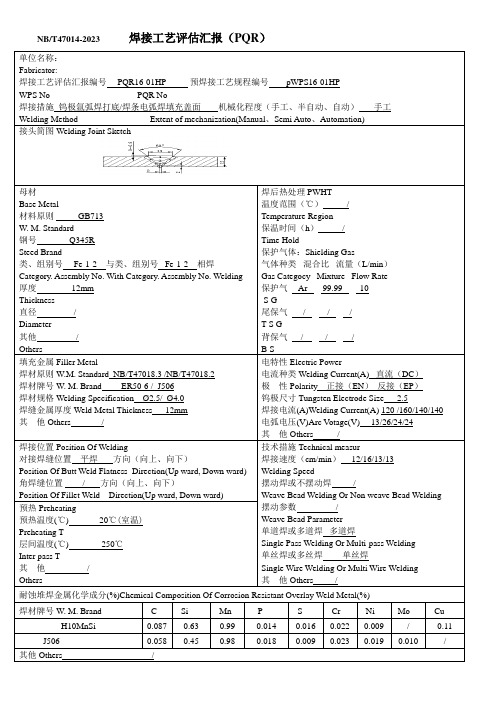
NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-01HP 预焊接工艺规程编号 pWPS16-01HPWPS No PQR No焊接措施钨极氩弧焊打底/焊条电弧焊填充盖面机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation)接头简图Welding Joint Sketch母材Base Metal材料原则 GB713W. M. Standard钢号 Q345RSteed Brand类、组别号 Fe-1-2 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3 /NB/T47018.2 焊材牌号W. M. Brand ER50-6 / J506焊材规格Welding Specification Ø2.5/ Ø4.0焊缝金属厚度Weld Metal Thickness 12mm其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)反接(EP)钨极尺寸Tungsten Electrode Size 2.5焊接电流(A)Welding Current(A) 120 /160/140/140 电弧电压(V)Arc Votage(V) 13/26/24/24其他Others /焊接位置Position Of Welding对接焊缝位置平焊方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置 / 方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 12/16/13/13 Welding Speed摆动焊或不摆动焊 /Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 250℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H10MnSi 0.087 0.63 0.99 0.014 0.016 0.022 0.009 / 0.11 J506 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 / 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-02HP 预焊接工艺规程编号 pWPS16-02HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB24511W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3 焊材牌号W. M. Brand H08Cr21Ni10Si焊材规格Welding Specification Ø2.0焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H08Cr21Ni10Si 0.013 0.52 2.18 0.018 0.011 19.87 9.80 0.02 0.02 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-03HP 预焊接工艺规程编号 pWPS16-03HP WPS No PQR No焊接措施钨极氩弧焊打底/焊条电弧焊盖面机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713 、 GB24511W. M. Standard钢号 H12Cr24Ni13/A302Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3 焊材牌号W. M. Brand H12Cr24Ni13/A302 焊材规格Welding Specification Ø2.0 /Ø3.2 焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 110--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊+单道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H12Cr24Ni13 0.052 0.58 1.82 0.024 0.006 23.62 12.9 0.02 0.03 A302 0.037 0.894 1.281 0.023 0.013 23.97 12.84 0.264 0.023 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-04HP 预焊接工艺规程编号 pWPS16-04HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948/ GB713W. M. Standard钢号 20/ Q345RSteed Brand类、组别号 Fe-1-1 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 30 /2.0mmThickness直径 Ø19Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3焊材牌号W. M. Brand H10MnSi焊材规格Welding Specification Ø2.5焊缝金属厚度Weld Metal Thickness ≥2mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H10MnSi 0.087 0.63 0.99 0.014 0.016 0.022 0.009 / 0.11 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-05HP 预焊接工艺规程编号 pWPS16-05HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948/ GB24511W. M. Standard钢号 20/ 06Cr19Ni10Steed Brand类、组别号 Fe-1-1 与类、组别号 Fe-8 -1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 30 /2.0mmThickness直径 Ø19Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3焊材牌号W. M. Brand H12Cr24Ni13焊材规格Welding Specification Ø2.0焊缝金属厚度Weld Metal Thickness ≥2mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H12Cr24Ni13 0.052 0.58 1.82 0.024 0.006 23.62 12.9 0.02 0.03 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-06HP 预焊接工艺规程编号 pWPS16-06HP WPS No PQR No焊接措施钨极氩弧焊(GTAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB13296-2023/ GB24511W. M. Standard钢号 06Cr19Ni10 / 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8 -1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 30 /2.0mmThickness直径 Ø19Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 Ar 99.99 10S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.3焊材牌号W. M. Brand H08Cr21Ni10Si焊材规格Welding Specification Ø2.0焊缝金属厚度Weld Metal Thickness ≥2mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 正接(EN)钨极尺寸Tungsten Electrode Size 2.5 焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单丝焊Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H08Cr21Ni10Si 0.013 0.52 2.18 0.018 0.011 19.87 9.80 0.02 0.02 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-07HP 预焊接工艺规程编号 pWPS16-07HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948/ GB713W. M. Standard钢号 20/ Q345RSteed Brand类、组别号 Fe-1-1 与类、组别号 Fe-1 -2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12 /3.0mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018焊材牌号W. M. Brand J506焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥12mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--180 电弧电压(V)Arc Votage(V) 14--16其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 250℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu J506(∮3.2) 0.071 0.45 0.97 0.017 0.011 0.052 0.012 0.007 0.005 J506(∮4.0) 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 0.004 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-08HP 预焊接工艺规程编号 pWPS16-08HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB13296-2023/ GB24511W. M. Standard钢号 06Cr19Ni10 / 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 /3.0mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand A102焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥3mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A102 0.05 0.71 1.22 0.025 0.010 19.77 9.77 0.05 0.03 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-09HP 预焊接工艺规程编号 pWPS16-09HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB9948W. M. Standard钢号 20# /20#Steed Brand类、组别号 Fe-1-1 与类、组别号 Fe-1-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 3.0 mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2焊材牌号W. M. Brand J506焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥3mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu J506(∮3.2) 0.071 0.45 0.97 0.017 0.011 0.052 0.012 0.007 0.005 J506(∮4.0) 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 0.004 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-10HP 预焊接工艺规程编号 pWPS16-10HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB13296-2023W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 3.0 mmThickness直径 Ø57Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2焊材牌号W. M. Brand A102焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness ≥3mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A102(∮3.2) 0.05 0.71 1.22 0.025 0.010 19.77 9.77 0.05 0.03 A102(∮4.0) 0.049 0.700 1.190 0.026 0.009 19.71 9.70 0.050 0.050 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-11HP 预焊接工艺规程编号 pWPS16-11HP WPS No PQR No焊接措施埋弧焊(SAW)机械化程度(手工、半自动、自动)半自动Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713W. M. Standard钢号 Q345RSteed Brand类、组别号 Fe-1-2 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.4焊材牌号W. M. Brand H10Mn2焊材规格Welding Specification Ø4.0焊缝金属厚度Weld Metal Thickness ≥12mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 600--620 电弧电压(V)Arc Votage(V) 34--36其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单焊丝Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20(室温)Preheating T层间温度(℃) 250℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H10Mn2 0.082 0.045 1.65 0.009 0.009 0.023 0.006 / 0.115 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-12HP 预焊接工艺规程编号 pWPS16-12HP WPS No PQR No焊接措施埋弧焊(SAW)机械化程度(手工、半自动、自动)半自动Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB24511W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard JB/T47018.2 焊材牌号W. M. Brand H08Cr21Ni10Si 焊材规格Welding Specification Ø4.0焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 400--420 电弧电压(V)Arc Votage(V) 34--36其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊单焊丝Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 100℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu H08Cr21Ni10Si 0.013 0.52 2.18 0.018 0.011 19.87 9.80 0.02 0.02NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-13HP 预焊接工艺规程编号 pWPS16-13HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713W. M. Standard钢号 Q345RSteed Brand类、组别号 Fe-1-2 与类、组别号 Fe-1-2 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 12 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand J506焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness 12mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 12-14Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu J506(∮3.2) 0.071 0.45 0.97 0.017 0.011 0.052 0.012 0.007 0.005 J506(∮4.0) 0.058 0.45 0.98 0.018 0.009 0.023 0.019 0.010 0.004NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-14HP 预焊接工艺规程编号 pWPS16-14HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB24511W. M. Standard钢号 06Cr19Ni10Steed Brand类、组别号 Fe-8-1 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand A102焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 80--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 150℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A102(∮3.2) 0.05 0.71 1.22 0.025 0.010 19.77 9.77 0.05 0.03 A102(∮4.0) 0.049 0.700 1.190 0.026 0.009 19.71 9.70 0.050 0.050 其他Others /NB/T47014-2023 焊接工艺评估汇报(PQR)NB/T47014-2023 焊接工艺评估汇报(PQR)单位名称:Fabricator:焊接工艺评估汇报编号 PQR16-15HP 预焊接工艺规程编号 pWPS16-15HP WPS No PQR No焊接措施焊条电弧焊(SMAW)机械化程度(手工、半自动、自动)手工Welding Method Extent of mechanization(Manual、Semi Auto、Automation) 接头简图Welding Joint Sketch母材Base Metal材料原则 GB713/ GB24511W. M. Standard钢号 Q345R /06Cr19Ni10Steed Brand类、组别号 Fe-1-2 与类、组别号 Fe-8-1 相焊Category. Assembly No. With Category. Assembly No. Welding 厚度 8 mmThickness直径 /Diameter其他 /Others 焊后热处理 PWHT温度范围(℃) / Temperature Region保温时间(h) / Time Hold保护气体:Shielding Gas气体种类混合比流量(L/min)Gas Categocy Mixture Flow Rate 保护气 / / /S G尾保气 / / /T S G背保气 / / /B S填充金属Filler Metal焊材原则W.M. Standard NB/T47018.2 焊材牌号W. M. Brand A302焊材规格Welding Specification Ø3.2/Ø4.0 焊缝金属厚度Weld Metal Thickness 8mm 其他Others / 电特性Electric Power电流种类Welding Current(A) 直流(DC)极性Polarity 反接(EP)钨极尺寸Tungsten Electrode Size /焊接电流(A)Welding Current(A) 120--160 电弧电压(V)Arc Votage(V) 24--26其他Others /焊接位置Position Of Welding对接焊缝位置向上方向(向上、向下)Position Of Butt Weld Flatness Direction(Up ward, Down ward) 角焊缝位置向上方向(向上、向下)Position Of Fillet Weld Direction(Up ward, Down ward) 技术措施Technical measur焊接速度(cm/min) 8-12Welding Speed摆动焊或不摆动焊不摆动Weave Bead Welding Or Non weave Bead Welding 摆动参数 /Weave Bead Parameter单道焊或多道焊多道焊Single Pass Welding Or Multi-pass Welding单丝焊或多丝焊 /Single Wire Welding Or Multi Wire Welding其他Others /预热Preheating预热温度(℃) 20℃(室温)Preheating T层间温度(℃) 200℃Inter pass T其他 /Others耐蚀堆焊金属化学成分(%)Chemical Composition Of Corrosion Resistant Overlay Weld Metal(%)焊材牌号W. M. Brand C Si Mn P S Cr Ni Mo Cu A302(∮3.2) 0.037 0.894 1.281 0.023 0.013 23.97 12.84 0.264 0.023 A302(∮4.0) 0.057 0.88 1.24 0.028 0.009 23.73 12.38 0.21 0.05 其他Others /。
焊接工艺评定报告PQR:Q345B ER50-6 焊丝 角焊缝(中对照)

焊接工艺评定报告Welding procedure qualification report(PQR)编号NO: PQR021焊缝类型Joint type: 角焊缝Fillet weld试板钢号Test plate materials: Q345B试板厚度Test plate thickness: 40mm焊接方法Welding method: GMAW焊接材料Welding materials: ER50-6母材厚度范围Applicable parent materials thickness range:5-200 mm焊缝厚度范围Applicable filler metal thickness range:5-200 mm评定执行标准Assessment of implementation standards:NB/T 47014-2011焊接工艺评定报告Welding procedure qualification report单位名称Company name:焊接工艺评定编号PQR NO. PQR 021 预焊接工艺规程编号PWPS NO. PWPS 021 焊接方法Welding method GMAW 机械化程度(手工、机动、自动)The degree of mechanization (manual, mobile, automatic) 手动manual接头简图Drawing : (坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)t:40mm母材Parent materials:材料标准Material Standard GB/T 1591材料代号Material code Q345B 类别号 Fe-1 组别号Fe-1-2 与类别号 Fe-1 组别号Fe-1-2相焊接Category No. Fe-1 Group No. Fe-1-2 and Category No. Fe-1 Group No. Fe-1-2 are welded厚度Thickness 40mm直径Diameter /其他Others /焊后热处理Post weld heat treatment :保温温度Thermal insulation temperature (℃): / 保温时间范围Thermal insulation time (h ) /保护气体protective gas : 气体种类 混合比 流量Gas type Mixing ratio Flow rate 保 护 气 Shielding gas 20%CO2+80%Ar 1:4 15-25L/min 尾部保护气 Tail shielding gas / / /背面保护气Back shielding gas / / /填充金属Welding materials : 焊材类别Welding materials category No. FeS-1-2 焊材标准Welding materials Standard GB/T 8110-200 焊材型号Welding materialstype ER50-6电特性Electrical characteristics : 电流种类Type of current 直流(DC ) 极性Polarity 反接(EP ) 钨极尺寸Tungsten electrode diameter / 焊接电流Welding current : 200-300A焊接工艺评定施焊记录表Welding procedure evaluation welding record table焊接工艺评定施焊记录表Welding procedure evaluation weldingrecord table 焊接工艺评定编号PQR NO.预焊接工艺规程编号PWPS NO.PQR021 PWPS021施焊焊工Welder name检验员Checker 钢印号Welder NO./ 记录人员Recorder施焊日期Welding date 2018.4.2焊接责任人Welding Engineer母材Parent material名称Name钢号NO.尺寸Size(mm)炉批号Furnace batchNO.材质证明书Materialcertificate其他Others 试件SampleQ345B 300*500 / / /焊材welding material牌号Type尺寸Size(mm)炉批号Furnacebatch NO.烘干Drying(℃,h)材质证明书Materialcertificate其他Others ER50-6 φ1.2 / / / /设备Equipment 设备型号NO. 产地Place of Origin / / / /焊接位置Welding position 1F 接头形式简图Drawing t 40mm (同报告接头简图)施焊技术Welding technology/预热温度Preheating temperature100℃层间温度Interpass temperature< 250C°焊后热处理Post weld heat treatment/ 后热处理Post-welddehydrogenation treatment/清根方法Method of back gouging/保护气体Protective gas 80%Ar+80%CO2层Layer焊接方法process焊材牌号Weldingmaterial焊材规格Type电流种类及极性Type ofcurrent/polarity电流Current(A)电压Voltage(V)焊接速度Weldingspeed(cm/min)喷嘴直径Nozzlediameter1 GMAW ER50-6 φ1.2 DCEP 200-210 22-23 30 202 GMAW ER50-6 φ1.2 DCEP 200-220 22-24 35 20 3-4 GMAW ER50-6 φ1.2 DCEP 240-260 26-28 35 20 5-6 GMAW ER50-6 φ1.2 DCEP 240-260 26-28 40 20 7-9 GMAW ER50-6 φ1.2 DCEP 240-260 26-28 45 20 9-n GMAW ER50-6 φ1.2 DCEP 280-300 30-32 45 20焊接工艺评定外观检验记录表。
焊接工艺评定报告

第2页 共4页
焊接位置: 对接焊缝的位置:管状水平固定焊(5G) 立焊的焊接方向:(向上、向下) 向上 角焊缝位置: 立焊的焊接方向:(向上、向下) /
预热: 加热方式: 电加热 最小预热温度(℃): 200℃ 最大层间温度(℃): 250℃ 预热范围: 焊缝及两侧 2cm
后热处理: 后热温度范围(℃): 保温时间范围(℃):
焊后热处理: 保温温度范围(℃): 保温时间范围(℃):
300-350℃ 2-3h
740-750℃ 2-3h
保护气体:
气体
保护气:
Ar
尾部保护气:
背面保护气:
其它:
混合比
>99.95% / / /
流量 ( L/min ) 7—12
电特性: 电流种类: 直流 焊接极性: 根焊正接,其他层反接 焊接电流范围: 65—100A 电弧电压范围: 10—24V 钨极类型及直径: 铈钨极 WC20 Φ2.5 熔滴过渡形式:不要求 送进速度范围: / 其它: /
图1
图2
接头及坡口形式:V 型对接 衬垫:不要求
焊接 焊接 层次 方法
填充金属
电流
型号
规格 安培(A) 极性
(mm)
电压 (V)
送丝速度 焊接速度 线能量 (in/min) (cm/min) (kj/cm)
根焊 GTAW ER90s-B9 Φ2.4 90—100 DCEN 10—20 N/A
5—7
10.29
/
检验截面
/
/
焊脚差(mm)
/
/
硬度检验:
试样编号
取样 位置
测试位置 测量点
HD
/
13PQR—011—7
氩弧焊接工艺评定报告(pqr)

氩弧焊接工艺评定报告(pqr)
氩弧焊接工艺评定报告(PQR)是对氩弧焊接工艺进行评定和记
录的文件,用于验证焊接工艺的可靠性和适用性。
PQR报告通常包
括以下内容:
1. 焊接工艺规范,包括焊接材料、焊接方法、焊接电流、电压、气体流量等具体参数的规定。
2. 焊接试样信息,包括试样的材料规格、尺寸、准备方法等。
3. 焊接工艺记录,详细记录焊接过程中的各项参数、操作方法、焊接条件等。
4. 焊接试验结果,包括焊接试样的外观质量、焊缝形貌、尺寸
偏差、焊接强度、断裂模式等试验结果。
5. 焊接工艺评定结论,根据试验结果对焊接工艺的可行性和适
用性进行评定,包括焊接工艺的合格范围和限制条件。
PQR报告的编制需要严格按照相关标准和规范进行,以确保评
定结果的准确性和可靠性。
该报告对于焊接工艺的合格性和可靠性
具有重要意义,是焊接质量控制和管理的重要依据。
同时,PQR报
告也是进行焊接工艺资格认证的必要文件,对于确保焊接质量、提
高焊接工艺水平具有重要作用。
总的来说,PQR报告是对氩弧焊接工艺进行评定和记录的重要
文件,其内容涵盖了焊接工艺规范、试样信息、焊接工艺记录、试
验结果和评定结论等内容,对于焊接质量控制和管理具有重要意义。
ASMEIXQ345B焊接工艺评定报告PQR-1907

ASME,IX,Q345B焊接工艺评定报告PQR-1907XXXXXXXXXX有限公司焊接工艺评定报告(PQR)公司名称:CompanyNameXXXXXXXXXX有限公司PQRNoPQR-1907日期Date2019.09.02WPSNO.WPS-1907焊接方法WeldingProcessSAW自动化程度TYPE(S)机械化焊Machine接头JOINTS(QW-402)衬垫Backing:无Without成型块Retainers:无Without母材BaseMetals(QW-403)材料标准号BaseMetalSpecification:GB/T3274;材料等级Grade:Q345B与to材料标准号BaseMetalSpecification:GB/T3274;材料等级Grade:Q345B相焊;试件厚度BaseMetalThickness:40mm;试件直径BaseMetalDiameter:/最大焊道厚度Maximumpassthickness:13mm焊接方法WeldingProcessSAW填充金属FillerMetals(QW-404)SFANo.SFA5.17F7P0-EH14F-No.6A-No.1焊丝/焊剂商标牌号Wire/Fluxdesignation/tradenameH10Mn2/HJ431焊丝/焊剂生产厂家Wire/FluxManufacturer常州市运河焊材有限公司/池州市秋浦焊剂厂焊丝/焊剂标准和型号Wire/FluxspecificationclassGB/T14957/GB/T5293F5P0-H10Mn2填充金属尺寸SizeofFillerMetals5.0mm评定的焊缝金属厚度WeldMetalThickness:40mm焊剂类型Fluxtype中性Neutral可熔化嵌条ConsumableInsert--回用重碎渣Recrushedslag不使用Without附加填充金属Supplemental不使用Without合金元素成分Alloyflux不使用Without合金焊剂成分Alloyelements不使用Without焊接位置POSITIONS(QW-405)焊接位置Position(s)1G焊接方向WeldingProgression:--预热PREHEAT(QW-406)预热温度和预热方式PreheatTemperatureandMethod100℃,电加热Electric最高层间温度InterpassTemperature,Maximum300℃预热保持时间和温度PreheatMaintenanceNone焊后热处理POSTWELDHEATTREATMENT(QW-407)温度范围TemperatureRange590-600℃时间范围TimeRange3.5h气体GAS(QW-408)N/A气体Gas(es)混合比量Mixture流量FlowRate焊接保护气Shielding------尾部保护气Trailing------背面保护气Backing------焊接技巧TECHNIQUE(QW-410)直进焊或摆动焊StringorWeaveBead直道焊StringBead嘴孔或喷嘴尺寸OrificeorGasCupSize--打底焊道和中间焊道的清理方法InitialandInterpassCleaning打磨Grinding背面清根方法MethodofBackGouging气刨+打磨Arc-gougingandgrinding每侧多道焊或单道焊MultipleorSinglePass(PerSide)多道焊MultiplePass多极焊或单极焊MultipleorSingleElectrodes单极焊SingleElectrode锤击有无Peening无None导电嘴到工件距离Tube-workdistance25-30mm电特性ELECTRICALCHARACTERISTICS (QW-409)焊层WeldLayers焊接方法Process填充金属FillerMetal电流Current电压VoltRange(V)焊接速度TravelSpeedRange(mm/min)热输入HeatInput(J/mm)备注Remarks种类Class直径Dia.(mm)类型和极性Polar安培Amp.RangeAllSAWH10Mn2+HJ4315.0直流反接DCEP500-80028-34350-5001680-4663注Note:QW-403.13,QW-407.4;QW-408.10,QW-410.11,QW-410.64Notapplicab le.拉伸试验(QW-150)TensileTest试样号*SpecimenNo宽厚WidthThickness(mmmm)面积Area(mm2)极限总载荷UltimateTotalLoad(kN)极限单位应力TensileStrength(MPa)破坏性质和位置TypeofFailureLocationPQR-1907-I139.6618.98752.75402.72535塑性断于母材Ductile,BasemetalPQR-1907-I239.4618.86744.22394.43530塑性断于母材Ductile,Basemetal*QW-462.1(a)导向弯曲试验(QW-160)GuidedBendTest类型和图号TypeandFigureNo结论ResultPQR-1907-1侧弯Sidebend, QW-462.2按QW-163(4T,180)试验合格AcceptedpreQW-163(4T,180)PQR-1907-2侧弯Sidebend,QW-462.2按QW-163(4T,180)试验合格AcceptedpreQW-163(4T,180)PQR-1907-3侧弯Sidebend,QW-462.2按QW-163(4T,180)试验合格AcceptedpreQW-163(4T,180)PQR-1907-4侧弯Sidebend,QW-462.2按QW-163(4T,180)试验合格AcceptedpreQW-163(4T,180)冲击试验(QW-170)ToughnessTest试样号SpecimenNo缺口位置NotchLocation缺口型式NotchType试样尺寸Specimensize试验温度TestTemp冲击功ImpactValues(J)结论ResultPQR-1907I1焊缝WeldV10105520℃128合格AcceptedPQR-1907I2103PQR-1907I3122PQR-1907I4热影响区HAZ136PQR-1907I5153PQR-1907I6154角焊缝试验FilletWeldTest(QW-180)N/A结果是否满意Result---Satisfactory:是Yes否No;熔透母材PenetrationintoParentMetal:是Yes否No宏观检测结果Macro-Result其它试验OtherTests试验类型TypeofTest超声检测UT:UT-PQR1907-01,Accepted熔敷金属成分DepositAnalysisN/A其它OtherN/A焊工姓名WeldersNameXXXX上班考勤号ClockNo--钢印号StampNo01试验执行人TestConductedby:xxxxxx实验室实验编号LaboratoryTestNo2019-LX0355/0356/0357兹证明本报告所述均属正确,并且试验是根据ASME规范第IX卷的要求进行试样的准备、焊接和试验的。
焊接工艺评定报告模板
试样形式
试样厚度a
(mm)
弯轴直径
D=4 a(mm)
弯曲角
(°)
弯曲结果
备注
冲击试验
试验标准号:GB/T229-1994试验报告编号:
试样号
试验
温度
(℃)
试样
缺口
冲击吸收功
AKV(J)
侧膨胀值(mm)
备注
尺寸
方向
位置
型式
方向
位置
硬度、金相、角焊缝、焊缝化学成分检验记录表
焊评编号(PQR NO)
60-80
2
1
GTAW
H0Cr21Ni10
φ2.0
DC-
130-150
11-13
60-80
检验项目、评定指标试样数量
检验项目
检验标准
评定指标
检验项目
检验标准
评定指标
试样数量
外观检查
JB4708-2000
GB151附录B
拉伸
试验
常温
无损检测
射线
/
/
超声
/
/
弯曲
试验
面弯
背弯
侧弯
渗透
JB4730-1994
母材
名称
钢号
尺寸,mm
炉批号
材质证明
其他
钢板
0Cr18Ni9
20×216×168
Y507939L
质量证明书
钢管
0Cr18Ni9
φ38×2.5
J0603-241
质量证明书
焊材
牌号
规格,mm
炉批号
烘干
材质证明
其他
H0Cr21Ni10
压力管道焊接工艺评定报告

钨极尺寸φ2.5
焊接位置:水平固定
对接焊缝位置全 位 置
方向(向上、向下)由下往上
技术措施:
焊接速度8~12 cm/min
摆动或不摆动不摆动
摆动方式/
多道焊或单道焊单 道 焊
单丝焊或多丝焊单 丝 焊
其他/
预热:
预热温度/
层间温度/
其他/
焊缝外观检验:
表面无气孔、夹渣、裂纹、背面成形良好符合GB50236- 98
厚度4.0 mm
直径φ57
其它/
焊后热处理:
温度/
保温时间/
保护气体:Ar
尾部保护气Ar流量自动缓减(8~料:
焊材标准焊丝GB/T14957
焊条牌号、直径/
焊丝牌号、直径CHS50-6φ2.0
焊剂牌号/
熔敷金属厚度4.0 mm
电特性:
电流种类直 流
极性正 极
焊接电流(A)85~100
规范表11.3.2中II级焊缝的要求规定。
渗透探伤(标准号、结果)/超声波探伤(标准号、结果)/
磁粉探伤(标准号、结果)/射线探伤(标准号、结果)GB/T 3323-2005Ⅰ级
其他/
拉伸试验试验报告编号:07260002
阅见检验报告
试验号
宽
厚
面积
抗拉强度(Mpa)
断 裂 特 点
和 部 位
1
12
4.0mm
4t 180o
合 格
冲击试验试验报告编号:/
试样号
缺口位置
缺口型式
试验温度(℃)
冲击功(J)
/
/
/
/
/
其 他 试 验
试验项目/
不锈钢焊接工艺评定报告PQR

不锈钢焊接工艺评定报
告P Q R
Pleasure Group Office【T985AB-B866SYT-B182C-BS682T-STT18】
焊接工艺评定报告
评定报告编号: QAP-47
焊接工艺指导书编号: QA-47
焊接方法: SMAW
母材: TP304 规格:φ×
焊接材料:(H0Gr21Ni10)规格:φ
江苏启安建设集团有限公司
2009年7月18日
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定委托单
委托受理人:委托单位技术负责人:编制:
焊接工艺指导书
焊接工艺指导书
焊接记录
试件编号: 2009006 焊接日期:2009-3-3
焊接工程师:记录:焊工:
射线探伤报告
RADIOGRAPHIC TEST REPORT OF WELD 报告编号:RT2009-焊-037 报告日期:
Report No Date 2009年 3月3日
力学性能试验报告MECHANICAL TEST REPORT
工作令号Job No. PQ2009-046 报告编号Report No. PQ2009-046
金相试验报告
METALLOGRAPHY EXAMINATION REPORT
报告编号:
Report No.:PQ2009-015。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
根部:(焊透、未焊透)/焊缝:(熔合、未熔合)/
/
焊缝、热影响区:(有裂纹、无裂纹).
检验截面
Ⅰ
ⅡⅢ
ⅣⅤ
焊脚差(mm)
/
/ /
/ /
无损检验:该焊接接头射线检测部位最终射线检测质量符合标准JB/T4730.2-2005Ⅱ级要求。
RT:UT:/
MT:/ PT:/
其他:/
耐蚀堆焊金属化学成分(重量%)
预置金属衬套的形式与尺寸
换热管与管板的连接方式
换热管与管板的清理方法
外观检验:报告编号:
结果
渗透检验报告编号
接头编号1 2 3 4 5 6 7 8 9 10
有、无
纹报告编号金相检验:
检验面编号是否合格有无裂纹,未融合
角焊缝厚度
是否焊透
结论:本附加评定按NB/T 47014-2011附录D规定焊接试件、检验式样,确认试验记录正确
评定结果:
焊工姓名
焊工代号
施焊日期
编制
日期
审核
日期
批准
日期
焊接接头及施焊顺序简图:
相焊与母材牌号:厚度:直径:其他:
保护气体:)流量(L/min混合比保护气体:尾部保护气:
背面保护气:
预热:预热温度(℃):层间温度(℃):其他:
焊接位置:方向:(向上、向下)对接焊缝位置:
方向:(向上、向下)角焊缝位置:
单位名称:XXXX有限公司
焊接工艺卡编号:焊接工艺附加评定报告编号:
接头简图:评定因数:
焊接方法及机动化程度换热管与管板接头:标注母材类别、换热管外径、管壁
焊接位置厚、管孔周边管板结构、预置金属衬套形式与尺寸、孔
焊条直径桥宽度
填充金属公称直径
手工焊时立焊方向
角焊缝厚度
每面单道焊/多道焊
焊接电流值
预置金属衬套
技术措施:):焊接速度(cm/min摆动或不摆动:摆动参数:多道焊或单道焊(每面):多丝焊或单丝焊:其他:
电特性:电流种类:
极性:钨极尺寸:
焊后热处理:
热处理温度(℃):保温时间(h):
:
其他
施焊顺序
焊接方法
焊接电流焊接材料及规格
焊接电压
焊接速度
其他
记录人:
期:日
外观缺陷:
论:结
检验员:
期:日
焊接评定施焊及外观检验记录表JL/HJ055.
焊接电弧种类其他:/
焊接位置:方向:(向上、向下)对接焊缝位置:角焊缝位置:方向:(向上、向下)
技术措施:焊接速度(cm/min)摆动或不摆动
摆动参数/多道焊或单道焊(每面)多丝焊或单丝焊其他/
预热:/预热温度(℃):层间温度(℃):/
其他:
焊接工艺评定报告(续表)JL/HJ055.
拉伸试验试验报告编号:
焊后热处理:/
热处理温度(℃):/
保温时间(h):/
保护气体:气体混合比流量(L/min)保护气体:氩气99.99% 10~15尾部保护气:/ / /
背面保护气:/ / /
填充金属:焊材类别:焊标准:焊材型号:焊材牌号:焊材规格:焊缝金属厚度:/其他:
电特性:
电流种类
极性
钨极尺寸焊接电流(A)
电弧电压(V)
试样编号
试样宽度(mm)
试样厚度(mm)
横截面积2)(mm
断裂载荷(KN)
抗拉强度(MPa)
断裂部位和特征
弯曲试验试验报告编号:
试样编号
试样类型
试样厚度(mm)
弯心直径mm)(
弯曲角度o()
试验结果
备注
冲击试验试验报告编号:
试样编号
试样尺寸
缺口类型
缺口位置
试验温度(℃)
冲击吸收功J)(
备注
焊接工艺评定报告(续表)JL/HJ055
C
Si Mn
P
S
Cr
Ni Mo V
Ti
Nb
/
/ /
/
/
/
/ / /
/
/
分析表面或取样开始表面至熔合线的距离(mm):/
附加说明:
结论:本评定按NB/T 47014-2011规定焊接试件、检验试样,测定性能,确认试验记录正确评定结果:
焊工姓名
焊工代号
施焊日期
编制
日期
日期审核
批准
日期
第三方检验
换热管与管板焊接工艺评定报告(PQR)JL/HJ055
焊接工艺评定报告(PQR)JL/HJ055
单位名称:XXXX有限公司
焊接工艺评定报告编号:预焊接工艺规程编号:
焊接方法:机械化程度:(手工、机动、自动)
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)
母材:材料标准:材料代号:相焊与类、组别号:类、组别号:厚度:/直径:/
其他: