ASTM F86-04 金属外科植入物表面制备和标识 中文翻译版
金属医用骨针的标准规格和测试方法 F543-07
金属医用螺纹骨针的标准规格和测试方法本标准制定名称F543,紧跟名称后面的数字表示首次被采用的年份或者最后一次修改的年份。
括号里的数字便是最后一次再批准的年份。
标记在上方的(∈)表示最后一版修订本被编辑的次数。
1.适用范围1.1本标准规定了植入骨头的金属螺纹骨针的材料、表面处理和打标标记、维护和存储、可接受尺寸及公差。
本标准里面的尺寸和公差仅仅适用于该标准中描述的金属医用螺纹骨针。
1.2本标准规定了测试植入骨头的金属螺纹骨针扭力的机械性能的注意事项和测试方法。
这些测试方法也可适用于与规定尺寸和公差相同的其他螺纹针。
附录包括:1.2.1附录1-判定金属骨针扭转性能的测试方法1.2.2附录2-医用骨针传动力矩的测试方法1.2.3附录3-判定医用骨针轴向拔出强度的测试方法1.2.4附录4-判定自攻自钻医用骨针自攻性能的测试方法1.2.5附录5-HA和HB金属骨针的规格1.2.6附录6-HC和HD金属骨针的规格1.2.7附录7-金属骨针传动连接详述1.3本标准基于ISO5835,ISO6475和ISO9268标准。
1.4除非有特殊规定,以国际单位标注的数值为标准值。
括号里的值仅提供信息。
1.5本标准可能涉及使用危险材材料、进行危险操作以及使用危险设备。
该标准不保证包含与使用有关的所有安全关注点。
本标准的使用者在使用本标准时,应先制定适当的安全预防措施和健康保护措施,并判断调整具体的限制,这是使用者的责任。
2.参考文献2.1ASTM标准E4试验机器的力验证方法E6与机械性测试方法相关的术语E8金属材料张力测试方法E122在容许误差范围内,通过测试样品性能来评估该批金属材料的平均性能F67适用于外科植入物纯钛材料(UNS R50250,R50400,R50550,R50700)4的详述F86金属外科内植入物的表面处理方法F116医用螺丝起子钻头规格F136适用于外科植入物的Ti-6Al-4V ELI合金材料(UNS R56401)的详述F138适用于外科植入物的18Cr-14Ni-2.5Mo不锈钢杆和不锈钢丝(UNS S31673)详述F565维护和储存骨科植入物和器械的方法F620骨科内植入物使用的α加β钛合金铸件详述F799适用于外科植入物的Co-28Cr-6Mo合金材料(UNS R31537,R31538,R31539)详述F983骨科内植入物部件打永久标记的方法F1295适用于外科植入物的Ti-6Al-7Nb合金铸件(UNS R56700)详述F1314适用于外科植入物的氮化22Cr-12.5Ni-5Mn不锈钢杆和不锈钢丝铸件(UNS S20910)详述F1472适用于外科植入物的Ti-6Al-4V合金材料(UNS R56400)F1537外科植入物使用的Co-28Cr-6Mo合金铸件详述F1586外科植入物使用的氮化21Cr-10Ni-3Mn-2.5Mo不锈钢杆铸件(UNS S31675)详述F1713适用于外科植入物的Ti-13Nb-13Zr合金铸件(UNS R58120)详述F1813适用于外科植入物的Ti-12Mo-6Zr-2Fe合金铸件(UNS R58120)详述F1839用于检测矫形装置和器械的标准材料硬聚氨基甲酸酯泡沫详述2.2ISO标准5835外科植入物-六角头,球形下表面,不对称螺纹金属骨针-尺寸6475外科植入物-对称螺纹,球形下表面金属骨针-机械性能要求和测试方法9268外科植入物-圆锥形下表面金属骨针-尺寸3.术语3.1概念-图1中显示了本节中介绍的一些术语3.1.1轴向拔出强度-从物体上拔出或移除已插入的骨针的拉力大小3.1.2断裂角-在指定的扭矩上迅速减力使骨针失去扭力,此时转矩的角度即为断裂角3.1.3锯齿螺纹-几乎垂直于骨针轴的一个压力侧产生的不对称螺纹3.1.4松质针-自要用于松质骨的骨针。
外科植入物-医用不锈钢原材料标准

外科植入物-医用不锈钢原材料标准下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!外科植入物医用不锈钢原材料标准植入外科器械是医学领域中不可或缺的一部分,而医用不锈钢则是其中最常用的原材料之一。
FORECREU BIOMETAL 不锈钢 钛合金中空棒材 (骨外科植入物和器械工具) 说明书

不锈钢钛合金中空棒材(用于骨外科植入物和器械工具)目录-公司简介- A 1各种合金简介 (用于骨外科医疗器械和工具)- A 3标准中空棒材 :钢号 420 B- A 4标准中空棒材 :钢号 630- A 6标准中空棒材 :钢号 X15TN- A 7标准中空棒材 :钢号 455-PLH硬化处理实心棒材 :钢号 420 B- B 1各种合金简介 (用于骨外科植入物)- B 3标准中空不锈钢棒材 :钢号316 L (植入物)- B 4标准中空钛合金棒材 :钢号TA6V ELI注:此产品目录内所有内容均在印刷前仔细核证,但仍不排出印刷错误。
公司保留因产品更新,时间变化等其它因素导致对本目录的修改的权利,并且不另行通知。
仅正式声明以及质量认证长期有效。
.公司简介福雷孔-- 生化医疗法国福雷孔有限公司是一家集生产加工、科研开发、销售贸易等多元化发展于一体的综合性跨国公司。
现今业务发展涉及生化医疗, 工业工具, 高科技应用等多个领域.主要产品为钛钢,不锈钢, 高速钢等中空棒材, 在生化医疗领域里广泛应用于:Ø医疗工具和器械Ø骨外科植入物Ø牙科工具和器械产品介绍不锈钢中空棒材用于生产钻头,丝锥,铰刀,螺丝刀,铣刀,钻导支架,牙用钻以及其它工具和器械。
钛合金,不锈钢中空棒材用于生产空心螺钉,各种髓内针以及其它骨外科内植物。
客户服务从中小型企业到国际化大集团,我们的客户主要从事于骨外科,牙科器械和工具及医用内植物的生产和开发。
如:各种实心,空心螺钉;骨外科,创伤外科,矫形外科内植物等。
合作伙伴福雷孔一直以来与生产不锈钢,特种钢的AUBER &DUVAL和生产钛钢的TIMET在工业,技术以及经销等领域合作,同时福雷孔也与其它在国际领先的企业和公司保持着合作伙伴关系。
如ERASTEEL,BOHLER ANDCARTECH 等。
并且福雷孔是国际性研发组织和相关协会的一员,如ASTM,GOVERMENT R & D PARTNERS ,PUBLIC INSTITUTES ,MATERIALS FORUM 等;并参与他们研发项目和实验项目。
2004中文版ASME规范 第Ⅱ卷 A篇 铁基材料 2006增补

公制单位”用的‘IEEE/ASTM 10-1997’标准的规则。”
右栏第 2 段第 2 行中“……已在美国的 49 个州…… ”修改为:
“……已在美国的 50 个州……”。
按标准标号顺序、在 SA-240/ SA-240M 行下,新增加:
SA-263 铬- 不锈钢复合钢板
A06
SA-264 铬-镍 不锈钢复合钢板
A961 管道用钢法兰,锻造管配件及阀门零件通用要求 重新编号为 2.3 并删除‘SP25’一行。
重新编号为 2.4 并删除“ASME 锅炉及压力容器规范第 IX 卷,焊接 评定”一行。 在新 2.4 节下新增加 2.5 节如下: 2.5 ASME 锅炉及压力容器规范:
第 IX 卷,焊接评定 原 2.4 节重新编号为 2.6,内容不变。
60
SA-105
/SA-105M
5.1.5
句中‘特殊级别’后,增加上角标②,并在 5.1.5 条的译文下,增加注②
如下: ② 关于特殊磅级的定义,见 ASME B16.34。
60
SA-105
5.2
本节修改为:
/SA-105M
5.2 当第 5.1 条要求热处理时,应按 A961 标准做退火、正火、或正
在第 II 卷 A 篇和 B 篇中的非强制性附录-A 中。”。
xlvi~liv 许用的
对部分规范版本修改,另见本增补第 44~45 页。
ASTM 版本
2
Байду номын сангаас
ASME BPVC 2006 增补
第 II 卷 A 篇
铁基材料
04 中文 版页码
章节
修改部位
06 增 补 修 改 内 容
lv-lvi 材料的多重 每一段落的 对全文 7 个小标题,取消原有编号,但标题名称未改变。 性标志准则 小标题 各标题以下的内容,也没有变更。
外科植入物 金属材料 第2部分:纯钛
外科植入物金属材料第2部分:纯钛Implants for surgery-Metallic materials-Part2:Unalloyed titanium(ISO5832-2:2018,IDT)目次前言 (II)引言 (III)1范围 (1)2规范性引用文件 (1)3术语和定义 (1)4化学成分 (1)5显微组织 (1)6机械性能 (1)7试验方法 (2)前言本文件按照GB/T1.1—2020《标准化工作导则第1部分:标准化文件的结构和起草规则》的规定起草。
本文件是GB4234《外科植入物金属材料》的第2部分。
GB4234已经发布了以下部分:——第1部分:锻造不锈钢;——第2部分:纯钛;——第4部分:铸造钴-铬-钼合金;——第7部分:可锻和冷加工的钴-铬-镍-钼-铁合金;——第9部分:高氮不锈钢;——第11部分:锻造钛-6铝-7铌合金;——第12部分:锻造钴-铬-钼合金。
本文件等同采用ISO5832-2:2018《外科植入物金属材料第2部分:纯钛》。
本文件由国家药品监督管理局提出。
本文件由全国外科植入物和矫形器械标准化技术委员会(SAC/TC110)归口。
本文件起草单位:天津市医疗器械质量监督检验中心等本文件主要起草人:引言目前已知的外科植入材料中还没有一种被证明对人体完全无毒副作用。
但是本文件所涉及的材料在长期临床应用中表明,如果应用适当,其预期的生物学反应水平是可接受的。
外科植入物金属材料第2部分:纯钛1范围本文件规定了外科植入物用纯钛的特性和相应的试验方法。
纯钛按照拉伸强度分成6个级别,见表2。
注:取自这种金属制造的成品的试样,其机械性能可不必遵循本文件的规定。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
ISO643钢表观晶粒度的显微测定ISO6892-1金属材料拉伸试验第1部分:室温试验方法ISO7438金属材料弯曲试验ASTM E112平均晶粒度测定的标准试验方法3术语和定义本文件没有需要界定的术语和定义。
医疗器械外科植入物等离子喷涂涂层要求国内外标准比对
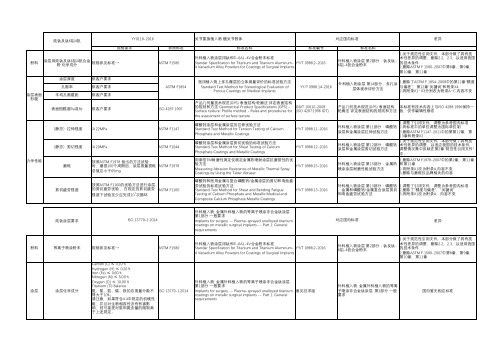
关节置换植入物 髋关节假体
对应国内标准
差异
标准名称
标准编号
外科植入物涂层用钛和Ti-6AL-4V合金粉末标准 Standar Specification for Titanium and Titanium Aluminum-4 Vanadium Alloy Powders for Coatings of Surgical Implants
当根据ASTM F1160进行剪切疲劳最大
应变至少为10mpa的测试时,涂层应 至少能承受107次循环而不发生任何
ASTM F1160
故障
当根据ASTM F1978进行测试时,表面 涂层的磨损损失在100次循环后应小 ASTM F1978 于65毫克。
医用植入物上多孔覆层的立体测量评价的标准试验方法 Standard Test Method for Stereological Evaluation of Porous Coatings on Medical Implants
GB/T 10610-2009 (ISO 4287:1996 IDT)
产品几何技术规范(GPS) 表面结 构 轮廓法 评定表面结构的规则 和方法
of surface texture
本标准有技术内容上与ISO 4288:1996保持 一致,仅作编辑性修改
磷酸钙涂层和金属涂层的拉伸试验方法 Standard Test Method for Tension Testing of Calcium Phosphate and Metallic Coatings
纯钛及钛6铝4钒
YY0118-2016 规格要求
参照标准
粉料
涂层用纯钛及钛6铝4钒合 金粉 化学成分
规格参见标准→
ASTM美国材料标准中文版

ASTM美国材料标准中文版ASTM A488/A488-2007 钢铸件焊接工艺和人员资格评定的标准实施规程〔Standard Practice for Steel Castings, Welding, Qualifications of Procedures and Personnel〕ASTM A802/A 802M-1995(R2006重新审批) 视觉检测铸钢外表验收标准规程〔STANDARD PRACTICE FOR STEEL CASTINGS, SURFACE ACCEPTANCE STANDARDS, VISUAL EXAMINATION〕ASTM B108-2006 铝合金永久型铸件标准规〔STANDARD SPECIFICATION FOR ALUMINUM-ALLOY PERMANENT MOLD CASTINGS〕ASTM B179-2006 铸造用铝合金原锭及熔融锭在各铸造过程的标准技术规〔STANDARD SPECIFICATION FOR ALUMINUM ALLOYS IN INGOT AND MOLTEN FORMS FOR CASTINGS FROM ALL CASTING PROCESSES〕ASTM B26/B26M-2005 铝合金砂铸件标准规〔STANDARD SPECIFICATION FOR ALUMINUM-ALLOY SAND CASTINGS〕ASTM D256-2006 测定塑料抗悬臂梁摆锤冲击性的标准试验方法〔STANDARD TEST METHODS FOR DETERMINING THE IZOD PENDULUM IMPACT RESISTANCE OF PLASTICS〕ASTM D2794-1993(R2004) 有机涂层抗快速形变(冲击)作用的标准试验方法〔STANDARD TEST METHOD FOR RESISTANCE OF ORGANIC COATINGS TO THE EFFECTS OF RAPID DEFORMATION (IMPACT) 〕ASTM D3359-2008 胶带试验用测定粘合性的标准试验方法〔STANDARD TEST METHODS FOR MEASURING ADHESION BY TAPE TEST〕ASTM D3363-2005 铅笔试验法测定涂膜硬度的标准试验方法〔STANDARD TEST METHOD FOR FILM HARDNESS BY PENCIL TEST〕ASTM D4060-2007 用泰伯尔磨蚀机测定有机涂层耐磨性的标准试验方法〔STANDARD TEST METHOD FOR ABRASION RESISTANCE OF ORGANIC COATINGS BY THE TABER ABRASER〕ASTM D4674-2002A 暴露在室办公室环境下的塑料颜色稳定性加速试验的标准实施规〔STANDARD TEST METHOD FOR ACCELERATED TESTING FOR COLOR STABILITY OF PLASTICS EXPOSED TO INDOOR OFFICE ENVIRONMENTS〕ASTM D4752-2003 用溶剂擦试法测定硅酸乙酯(无机)富锌底漆耐甲乙酮的标准试验方法〔STANDARD TEST METHOD FOR MEASURING MEK RESISTANCE OF ETHYL SILICATE (INORGANIC) ZINC-RICH PRIMERS BY SOLVENT RUB〕ASTM D4828-1994E1(R2003) 有机覆层实际可洗性的标准试验方法〔STANDARD TEST METHODS FOR PRACTICAL WASHABILITY OF ORGANIC COATINGS〕ASTM D638-2003 塑料拉伸性能标准测试方法〔STANDARD TEST METHOD FOR TENSILE PROPERTIES OF PLASTICS〕ASTM E1316-2007 无损检测标准术语〔STANDARD TERMINOLOGY FOR NONDESTRUCTIVE EXAMINATIONS〕ASTM E1444-2005 磁粉检测标准规程〔STANDARD PRACTICE FOR MAGNETIC PARTICLE TESTING〕ASTM E155-2005 铝、镁铸件检验用标准参考射线底片〔STANDARD REFERENCE RADIOGRAPHS FOR INSPECTION OF ALUMINUM AND MAGNESIUM CASTINGS〕ASTM E165-2002 液体渗透剂检查标准测试方法〔STANDARD TEST METHOD FOR LIQUID PENETRANT EXAMINATION〕ASTM E165-2002 液体渗透检查的标准试验方法王倩译〔STANDARD TEST METHOD FOR LIQUID PENETRANT EXAMINATION〕ASTM E192-2004 航天设备蜡模钢铸件的参考放射线照相〔STANDARD REFERENCE RADIOGRAPHS OF INVESTMENT STEEL CASTINGS FOR AEROSPACE APPLICATIONS〕ASTM E242-2001(2005年重新批准) 在某些参数变化时射线图像外观用标准参考射线底片〔STANDARD REFERENCE RADIOGRAPHS FOR APPEARANCES OF RADIOGRAPHIC IMAGES AS CERTAIN PARAMETERS ARE CHANGED〕ASTM E385-2007 使用14兆电子伏特的中子活化和直接计数技术测定含氧量的试验方法〔STANDARD TEST METHOD FOR OXYGEN CONTENT USING A 14-MEV NEUTRON ACTIVATION AND DIRECT-COUNTING TECHNIQUE〕ASTM E426-1998(2007重新审批) 无缝及焊接收产品、沃斯田不锈钢及类似合金的电磁〔涡电流〕检测操作规程〔Standard Practice for Electromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar Alloys〕ASTM E446-98〔2004年重新批准〕用于厚度在2in(51mm)以下钢铸件的标准参考射线底片〔STANDARD REFERENCE RADIOGRAPHS FOR STEEL CASTINGS UP TO 2 IN. (51 MM) IN THICKNESS (ALSO SEE ASTM E 446 ADJUNCT SET, ASTM E 446 ADJUNCT V1, ASTM E 446 ADJUNCT V2. AND ASTM E 446 ADJUNCT V3)〕ASTM E466-2007 金属材料上进展的恒定振幅轴向疲劳试验〔STANDARD PRACTICE FOR CONDUCTING FORCE CONTROLLED CONSTANT AMPLITUDE AXIAL FATIGUE TESTS OF METALLIC MATERIALS 〕ASTM F2357-2004 使用NORMAN工具"RCA"磨擦器测定薄膜开关上墨水和涂层抗磨性的标准试验方法〔STANDARD TEST METHOD FOR DETERMINING THE ABRASION RESISTANCE OF INKS AND COATINGS ON MEMBRANE SWITCHES USING THE NORMAN TOOL "RCA" ABRADER〕ASTM G154-2006 非金属材料暴露用荧光灯紫外暴露装置的操作规标准〔STANDARD PRACTICE FOR OPERATING FLUORESCENT LIGHT APPARATUS FOR UVEXPOSURE OF NONMETALLIC MATERIALS〕ISO,ASME,ASTM,DIN, JIS 国外管道法兰用密封垫片标准汇编ASTM F36-1995? 测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-1995? 垫片材料密封性的标准试验方法ASTM F38-1995? 垫片材料的蠕变松弛的标准试验方法ASTM F112-1995? 包覆垫片密封性能的标准试验方法ASTM F146-1995A? 垫片材料耐液体标准试验方法ASTM F363-1989(1994年重新确认) 垫片腐蚀试验的标准方法ASTM F336-1992? 用于腐蚀工况的非金属包覆垫片的设计与构造用标准方法ASTM F586-1979(1989年重新确认) 测定垫片汇漏(泄漏率与应力y和系数m的关系)的标准试验方法ASTM A6/A6M-2004 a版构造用轧制钢板、型钢、板桩和棒钢通用要求ASTM A27/A27M-2005版一般用途碳钢铸件标准技术条件ASTM A29/A29M-2005版热锻碳素钢和合金钢棒材一般要求标准规ASTM A36/A36M-2005版碳构造钢标准规ASTM A36/A36M-2004 碳构造钢标准规ASTM A48/A48M-2003版灰铸铁铸件标准技术条件ASTM A53/A53M-2005版无镀层及热浸镀锌焊接与无缝公称钢管标准技术条件ASTM A105/A105M-2005版管道部件用碳钢锻件ASTM A106-2006版高温用无缝碳钢公称管规ASTM A108-2003版冷精整的碳钢和合金钢棒材标准技术条件ASTM A123/A123M-2002版钢铁产品镀锌品层(热浸镀)标准规ASTM A126-2004版阀门、法兰和管道附件用灰铁铸件ASTM A143-2003版热浸镀锌构造钢制品防脆化的标准实施规程和催化探测方法ASTM A153/A153M-2005版钢铁构件镀锌层(热浸镀)标准规ASTM A179/A179M-1990a〔R2001〕版热交换器和冷凝器用无缝冷拉低碳钢管标准规ASTM A192-2002版高压设备用无缝碳钢锅炉管标准规ASTM A193/A193M-2006版高温用合金钢和不锈钢螺栓材料ASTM A194/A194M-2006版高温或高压或高温高压螺栓用碳钢及合金钢螺母标准规ASTM A209/A209M-2003版锅炉和过热器用无缝碳钼合金钢管标准规ASTM A210/A210M-2002版无缝中碳钢锅炉管和过热器管标准规ASTM A213/A213Mb-2004版无缝铁素体和奥氏体合金钢锅炉管、过热器管和换热器管标准规ASTM A216/A216M-2004版高温用可熔焊碳钢铸件标准规ASTM A234/A234M-2004版中、高温用锻制碳钢和合金钢管道配件ASTM A240/A240M-2005版压力容器用耐热铬及铬-镍不锈钢钢板、薄板和钢带标准技术条件ASTM A250/A250M-2004版锅炉和过热器用电阻焊铁素体碳合金钢管子标准技术条件ASTM A252-98〔R2002〕版焊接钢和无缝钢管桩的标准规ASTM A262-2002a版探测奥氏体不锈钢晶间腐蚀敏感度的标准实施规ASTM A269/A269-2004版通用无缝和焊接奥氏体不锈钢管标准规ASTM A276-2006版不锈钢棒材和型材标准规ASTM A283/A283M-2003版中、低抗拉强度碳素钢板标准技术条件ASTM A285/A285M-2003版压力容器用中、低抗拉强度碳素钢标准技术条件ASTM A307/A307M-2004版抗拉强度6000PSI碳钢螺栓和螺柱标准技术条件ASTM A312/A312M-2005版无缝和焊接的以及重度冷加工奥氏体不锈钢公称管标准技术条件ASTM A320/A320M-2005版低温用合金钢栓接材料标准规ASTM A333/A333M-2004版低温设备用无缝和焊接钢管的规标准ASTM A334/A334M-2004版低温设备用无缝和焊接碳素和合金钢管的标准规ASTM A335-2003版高温设备用无缝铁素体合金钢管标准规ASTM A336/A336M-2005版高温承压件合金钢锻件标准技术条件ASTM A350/A350M-2004a版需切口韧性试验的管道部件用碳钢和低合金钢锻件标准规ASTM A351/A351M-2006版承压件用奥氏体铸钢件标准规ASTM A352/A352M-2006版低温承压用铁素体和马氏体铸钢件标准规ASTM A356/A356M-2005版汽轮机用厚壁碳钢、低合金钢和不锈钢铸件标准技术条件ASTM A370-2005版钢制品力学性能试验方法和定义标准ASTM A387/A387M-2003版压力容器用铬钼合金钢板的标准规ASTM A403/A403M-2004版锻制奥氏体不锈钢管配件的标准规ASTM A450/A450M-2004版碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求的标准规ASTM A479/A479M-2005版锅炉和其他压力容器用不锈钢棒材和型材标准技术条件ASTM A484/A484M-2005版不锈钢棒材、钢坯及锻件通用要求标准技术条件ASTM A500-2003a版圆形与异型冷成型焊接与无缝碳素钢构造管标准规ASTM A515-2003版中温及高温压力容器用碳素钢板的标准规ASTM A516-2004a版中温及低温压力容器用碳素钢板的标准规ASTM A519-2003版机械工程用碳素钢和铝合金钢无缝钢管ASTM A530-2003版特种碳素钢和合金钢管一般要求的标准规ASTM A577/A577M-90(R2001〕版钢板超声斜射波检验ASTM A589/A589M-2006版打水井用碳素钢无缝钢管和焊接钢管ASTM A609/A609M-1991〔82002〕版碳钢、低合金钢和马氏体不锈钢铸件超声波检验ASTM A615/A615M-2004a版混凝土配筋用异形钢筋和无节钢胚棒标准规ASTM A703/A703M-2004版标准技术条件—承压件钢铸件通用要求ASTM A751-2001版钢制品化学分析方法,实验操作和术语ASTM A781/A781M-2004a版铸件、钢和合金的标准规及通用工业的一般性要求ASTM A788/A788M-2004a版标准技术条件—钢锻件通用要求ASTM A965/A965M-2002版高温承压件用奥氏体钢锻件标准规ASTM B16/B16M-2005版螺纹切削机用易车削黄铜棒、条和型材标准规ASTM B62/B62M-2002版青铜或高铜黄铜铸件标准规ASTM B209-2004版铝和铝合金薄板和中厚板标准规ASTM B462-2004版高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规ASTM B564-2004版镍合金锻件标准规ASTM E6-2003版关于力学性能试验方法的标准术语ASTM E10-2001版金属材料布氏硬度的标准试验方法ASTM E18-2003版金属材料洛氏硬度和洛氏外表硬度的标准测试方法ASTM E29-2002版使用有效数字确定试验数据与规符合性作法ASTM E8M-2004版金属材料拉伸试验的标准测试方法ASTM E94-2004版放射性检查的标准指南ASTM E125-1963〔R2003〕版铁铸件的磁粉检验用标准参考照片ASTM E164-2003版焊件的超声接触检验的标准操作规程ASTM E208-1995a(R2000)版用导向落锤试验测定铁素体钢无塑性转变温度的标准试验方法ASTM E213-2004版金属管超声检验方法ASTM E273-2001版焊接公称管和管子制品超声波检验用标准实用规程ASTM E709-2001版磁粉试验的推荐试验方法ASTM F36-1999(R2003〕版测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-2000版垫片材料密封性的标准试验方法ASTM F38-2000版垫片材料的蠕变松弛的标准试验方法ASTM F112-2000版包复垫片密封性能的标准试验方法ASTM F146-2004版垫片材料耐液体标准试验方法ASTM F1311-1990(R2001)版大口径组装式碳钢法兰标准规ASTM G1-2003版腐蚀试样的制备、清洁处理和评定用标准实施规ASTM G36-73(R1981) 参考资料标准实用规程:在沸的氯化镁溶液中进展的应力腐蚀裂纹试验ASTM G46-1976(R1986) 参考资料标准实用规程:麻点腐蚀的检验和评定ASTM G48-2003版使用三氯化铁溶液做不锈钢及其合金的耐麻点腐蚀和抗裂口腐蚀性试验的标准方法ASTM标准中译本丛书〔一〕碳钢、铸铁、不锈钢及合金钢材料标准规〔含18个标准)1. ASTM A105/A105M-2002版管道部件用碳钢锻件2. ASTM A126-1995(R2001)版阀门、法兰和管道附件用灰铁铸件3. ASTM A181/A181M-2001 版通用管路用碳钢锻件标准规4. ASTM A193/A193M-2001版?高温用合金钢和不锈钢螺栓材料5. ASTM A194/A194M-2001a版高温、高压或高温高压螺栓用碳钢及合金钢螺母标准规6. ASTM A216/A216M-2001a版高温用可熔焊碳钢铸件标准规7. ASTM A217/A217M-2002 版高温承压件用马氏体不锈钢和合金钢铸件标准规8. ASTM A276-2002a版不锈钢棒材和型材9. ASTM A278/A278M-2001版高温不超过650°F〔350℃〕的承压部件用灰铸铁件10. ASTM A320/A320M-2002 版低温用合金钢栓接材料11. ASTM A350/A350M-2002 版要求冲击韧性试验的管件用碳钢及低合金钢锻件标准规12. ASTM A351/A351M-2000 版承压件用奥氏体、奥氏体-铁素体〔双相〕钢铸件规13. ASTM A352/A352M-1993(R1998)版低温承压件用铁素体和马氏体钢铸件标准规14. ASTM A395/A395M-1999 版高温用铁素体球墨铸铁承压铸件15. ASTM A439-1983(R1999)版奥氏体球墨铸铁件16. ASTM A536-1984(R1999)版球墨铸铁件17. ASTM A694/A694M-2000? 版高温输送用管法兰、管件、阀门及零件用碳钢和合金钢锻件标准规18. ASTM A965/A965M-2002 版高温高压部件用奥氏体钢锻件ASTM标准中译本丛书〔二〕法兰、管件、阀门及部件〔含9个标准〕1. ASTM A182/A182M-2002版高温用锻制或轧制合金钢法兰、锻制管件、阀门和部件2. ASTM A961-2002版管道用钢制法兰、锻制管件、阀门和零件的通用要求标准规3. ASTM B462-2002版高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规4. ASTM F885-1984〔R2002〕版公称管径为NPS 1/4~2的青铜截止阀外形尺寸标准规5. ASTM F992-1986(R2001)版阀门铭牌标准规6. ASTM F993-1986(R2001)版阀门锁紧装置标准规7. ASTM F1030-1986(R1998)版阀门操作装置的选择准那么8. ASTM F1098-1987(R1998)版公称管径有NPS2~24的蝶阀外形尺寸标准规9. ASTM F1565-2000版蒸汽用减压阀规。
植入性医疗器械表面处理工艺规程

文件制修订记录1、目的:为消除内应力,提高表面性能,改善医用操作性。
2、范围:适用于III类植入性产品、人工关节(无菌)、及II类介入类产品手术入路器械(无菌和非无菌),采用外科植入物用不锈钢、外科植入物用钛合金加工材(TC4)金属材料所制造的零件的表面强化、钝化、洁净和除氢处理。
3、设备:3.1 CK900喷砂机。
3.2 非标清洗作业线。
3.3 101FAF-1型电热鼓风干燥箱。
3.4 ZLP78AK烘干消毒柜。
3.5 压缩空气净化系统W-1.47/7 空压机1-1.0MPa 储气罐HAD-1HTF 冷干机HF-C 过滤器3µHF-T 过滤器1µ。
3.6 0~300℃水银玻璃温度计。
3.7 1.10~1.20g/cm2密度计。
4、材料:4.1 硝酸。
分析纯GB626-89。
4.2 玻璃珠。
成球率〉80%。
4.3 纯化水。
5、工艺规程:5.1流程5.1.1钛合金零件表面处理流程:1.检查→2.强化→3.清洗→4.检验。
5.1.2不锈钢零件表面处理流程:1.检查→2.强化→3.清洗→4.检验→5.钝化→6.清洗→7.除氢处理→8.检验。
5.1.3不锈钢零件经抛光后的处理流程:1.检查→2.清洗→3.检验→4.钝化→5.清洗→6.除氢处理→7.检验。
5.2 工艺5.2.1检查:a) 零件外表面应光滑,不得有油污、锋棱、裂纹、毛刺、附着物等缺陷;b) 零件表面的粗糙度应符合相应的产品要求;c) 零件生产跟踪卡的上道工序有合格的检验结果和检验员签章。
5.2.2强化:在喷砂机中进行。
III类植入性产品:a)不锈钢零件表面强化:喷射材料:120#玻璃珠;喷射压力:4~5Kg/ cm2;喷射倾角:80~90º;喷射距离:100~150mm;喷射时间:一网筛零件不大于18min有效时间,符合6.a 要求为准。
b)钛合金零件表面强化:喷射材料:180#玻璃珠;喷射压力:5~6Kg/ cm2;喷射倾角:80~90º;喷射距离:100~150mm;喷射时间:一网筛零件不大于20min有效时间,符合6.a 要求为准。
ASTM材料目录(F部分)

F136-02a F137-03 F138-03 F139-03 F140-98(2003) F141-03 F142-93(2000)e1 F144-80(2000) F145-72(2003) F146-04 F147-87(2003) F148-02 F149-92b(2003) F150-98 F152-95(2002) F153-95(2002) F180-94(1999) F204-76(2002)
F418-77(2002) F420-04 F421-00 F424-98 F428-03a F429-01 F430-75(1999) F431-04 F432-04 F433-02 F434-93(2003) F436M-04 F436-04
测量霍尔效应用恒定成分范围的外延磷化砷化镓试样的制备 真空吸尘器可伸入家具底部深度的测试方法 轿车轮胎中的凹槽及孔隙深度的试验方法 公路车辆在向前直线行驶中轮胎湿传动磨擦力的试验方法 航空和航天用玻璃外壳抗划痕强度的试验方法 橄榄球运动用防护头盔的减冲击性能的试验方法 真空吸尘器过滤包用纸的试验方法 真空吸尘器空气性能测定用强制通风室 螺栓、岩石锚栓和附件 衬垫材料的导热性评定 预制衬垫的漏气试验 淬火的钢垫圈 淬火的钢垫圈
用称量法测定细金属丝直径的测试方法 玻璃应力分析的试验方法 电子器件和电灯用细圆丝和扁线的试验方法 与复写纸,色带制品以及所产生的图案相关的术语定义 含有18%或26%铬的铬铁密封合金 钨丝弯曲度的试验方法 电子器件和电灯用钨丝 电子设备用钼丝及钼条 绕制电子管栅极支线用圆线 容器中航空航天流体的现场取样 元部件中航空航天流体的取样 气体分析用压力气体的取样 非冷冻航空航天推进剂的液体取样 冷冻的航空航天流体的取样 用膜滤器进行粒状污染物分析用航空航天流体样品的处理 膜滤器上航空流体中颗粒微观大小的测定及计数 通过起泡点和平均流动孔试验描述膜过滤器的孔大小特征的 试验方法 处理航空航天流体用无菌室中空气粒子污染物取样 航空航天用透明加热元件中裂纹的偏振光检测 航空和航天透明外壳抗冰雹撞击性的测试方法 镀镉工艺用电子氢脆试验方法 用自动粒子监控器对气体排污系统和部件的粒子污染物取样 的规程 用接近单分散球形粒子材料测定空气中粒子计数器的计数和 尺寸的准确性 航空航天透明外壳撞鸟试验的试验方法 从航空航天部件中提取的卤化溶剂的不挥发残渣的试验方法 (使用旋转瞬间蒸发器) 与静电复印相关的术语 腐蚀作业用非金属包封衬垫的设计和结构 游动表面系统和材料吸收冲击性能的测试方法 厚膜导体的软钎焊性测定 磷化砷化镓片的最大光致发光波长及其相应成分的试验方法 静电办公复制品图象评定 测定油墨色带消磁性试验方法 衬垫的腐蚀试验方法 电子管用扁平钼丝 固定销钉及金属丝 近股骨假肢 用红外线检查技术检查挠性隔栅材料水蒸气散发率的测试方 法 弹性地板覆盖物压纹深度的试验方法
ASTM-2004标准目录

ASTM化工标准目录(2004)(上)1 新制定标准涂料、塑料、橡胶及石油产品等D6943-03 工业防护涂料浸没试验规程D6990-03 船舶涂料系统污垢热阻和物理特性的评价规程D6989-03 溶剂基和水基油墨树脂溶液的制备规程D6976-03 橡胶避孕阴道隔膜规格E2313-03 一甘醇酯中醛的分光光度试验方法D6977-04 医用氯丁橡胶检验手套规格D6891-03 序列JVA火花点火发动机中评价汽车发动机油的试验方法D6969-03 分析用煅烧石油焦炭样品的制备规程D6970-03 分析用煅烧石油焦炭样品的收集规程D6973-03 在高压恒容叶片泵中标明石油水力流体耐磨性的试验方法D6974-03 液体燃料中能生活的细菌和霉菌的计数规程过滤和培养方法D6984-03 在序列ⅢF火花点火发动机中评价汽车发动机油的试验方法D 6986-03 航空燃料中游离水分、颗料和其它污染的试验方法目视检测法D6968-03 用气相色谱仪和原子发射检测装置同时测定天然气和气体燃料中硫化合物和微量烃的试验方法D6901-03 美术用的有色铅笔规格D6957-03 漆刷填充材料里卷曲物的测量规程D6979-03 聚氨酯原料的试验方法:多元醇碱度的测定方法,以氮百分率表示F2263-03 评价三通(T)的试验方法D6988-03 塑料薄膜试样厚度的测定指南D6866-04 用放射性碳和同位素比质量计分析自然分布区物质的生物基含量试验方法F2330-04 评价多层壁聚烯烃塑料管道对热氯化水的氧化稳定性试验方法2新修订标准第06卷涂料及有关涂层等D2065-03 在表面活性剂促进水分吸收条件下测定复合木材产品边棱性能的试验方法D2697-03 透明或着色涂料中不挥发分体积的测试方法D4827-03 胶乳中未反应单体的毛细管柱气相色谱测定方法D4834-03 涂料中铅含量的直接抽气原子吸收光谱测定方法D2066-03 糊状印刷油墨分散体的相对着色力测试方法D 5324-03 水型建筑涂料的检验指南D2803-03 金属有机涂层耐丝状锈蚀的试验指南D 5401-03 木制品用透明防水涂料的评价试验方法D 1640-03 室温下有机涂料干燥、老化或膜形成的试验方法D 5146-03 溶剂型建筑涂料的测试指南D1439-03 羧甲基纤维素钠的试验方法D1726-03 液体环氧树脂的可水解氯化物含量的试验方法D 5400-03 羟丙基纤维素的试验方法D5201-03 a 涂料及涂层配方物理常数的计算规程D2199-03 增速剂从乙烯基织物迁移至喷漆的测定方法D 5098-03 丙烯树脂乳液绘画漆规格D5722—03 用聚焦阳光和浸泡冷冻融化方法进行成批涂布压花硬质板的室外耐候性加速试验实施规程D6279—03 高光泽涂层耐擦伤性的试验方法D1078—03 挥发性有机液体馏程的试验方法D1613—03 用于涂料、清漆、喷漆及有关产品的挥发性溶剂和化学中间体中酸度的试验方法D1718—03 乙酸异丁酯(95%级)规格D2086—03 乙烯基乙酸酯和乙醛中酸度的试验方法D3130—03 乙酸正丙酯(96%级)规格D3728—03 乙酸2-乙氧基乙酯(99%级)规格D4835—03 丙二醇单甲醚乙酸酯规格第08卷塑料工艺D785—03 塑料及电绝缘材料洛氏硬度的测定方法D3895—03 用扫描差示热量法测定烯烃氧化诱导时间的试验方法D4662—03 聚氨酯原料的试验方法:多元醇的酸、碱值的测定D5491—03 用作模塑料及挤压料的回收聚乙烯薄膜原料的分类D5988—03 测定土壤中塑料材料或堆肥后残留塑料材料的有氧生物降解试验方法D1922—03 a 塑料薄膜和薄板抗撕裂扩展性的试验方法摆锤法D3262—03 玻璃纤维增强热固性树脂排污管规格D3517—03 玻璃纤维增强热固性树脂耐压管规格D3839—02ε1玻璃纤维增强热固性树脂管地下安装指南D2657—03 聚烯烃管及配件的热融接合规程D3035—03 基于控制外径聚乙烯(PE)塑料管(DrPR)规格F2019—03 用拉到原地玻璃增强塑料装置、原地固化热塑性树脂管进行现有管线及导管的修理规程F2513—03b 热塑性气体耐压管、软管及配件规格D1505—03 塑料密度测定方法密度梯度法D2343—03 增强塑料用玻璃纤维单纱,纱线和粗纱抗拉特性的试验方法D1622—03 硬泡沫塑料表观密度的测定方法D 3647—03 根据成分对增强塑料拉挤成型的型材分类的规程D 410l—03 b 聚丙烯注射及挤压材料规格D 3296—03 (FEP)氟化乙丙烯碳氟化合物管材规格D4000—03a 给定塑性材料的分类体系D4067—03 采用ASTM方法的增强和填充聚苯硫(PPS)注射模塑和挤压材料的分类体系D2291—03 玻璃树脂复合材料用环形试样的制备规程D4476—03 测定用纤维增强拉挤塑料棒抗弯性能的试验方法D4059—03 聚氨酯原材料的试验方法:异氰酸酯比重的测定方法D4878—03 聚氨酯原材料的试验方法:多元醇粘度的测定方法D5117—03 坚实的玻璃纤维增强挤拔料的染料渗透性试验方法D 5336—03 聚酞酰胺(PPA)注射模塑料规格D 5857—03 b 用ISO标准草案和方法的聚丙烯注射和挤压料规格D6289—03 测量模制热固性塑料由模型尺寸收缩的试验方法D 6778—03 聚甲醛(POM)模塑料和挤压料的分类D4661—03 聚氨酯原材料的试验方法:异氰酸酯中总氯量的测定方法D 5204—03 聚酰胺-酰亚胺模塑料及挤压料的分类体系D 3982—03 接触模压的玻璃纤维增强热固性树脂导管及通风橱罩的规格D 6864—03a 固体有色塑料壁板制品的颜色和外观稳定性规格F1807—03 SDK 9交联聚乙烯(PEX)管用的由铜卷曲环金属插入配件规格D256—03 塑料摆式抗冲击性的试验方法D638-03 塑料抗张性能的试验方法D3418-03 用扫描差示热量计测定聚合物转变温度的试验方法D4272-03 用锥体坠落器测定塑料薄膜耐总能量冲击的试验方法D2578-04 聚乙烯和聚丙烯薄膜润湿张力的试验方法D3307-04 全氟烷氧基(PFA) 碳氟化合物模塑料及挤压料规格D2241-04 聚氯乙烯额定压力管(SDR系列)规格D2513-04 热塑性气体耐压管、软管及配件规格F905-03 聚乙烯鞍型熔融接头质量检验规程F1335-04 高温设备用额定压力复合材料管和配件规格F3035-03a 依据控制外径的Dr-Br聚乙烯管规格D788-04 聚甲基丙烯酸甲酯模塑料及挤压料的分类体系D3014-04 硬质热固性泡沫塑料在垂直状态时火焰高度、燃烧时间和重量损失的试验方法D 3159-04 改性ETFE—含氟聚合物模塑料及挤压料规格D3368-04 (FEP)氟化乙丙烯炭氟化合物树脂薄板及薄膜规格D4000-04 指定塑性材料的分类体系D4894-04 聚四氟乙烯(PTFE)粒状模塑料及柱状挤压料规格D 5857-04 用ISO草案及方法的丙烯塑料注型料及挤压料规格D5946-04 采用水触角测量法对电晕处理过聚合物薄膜的试验方法D6339-04 间同(立构)聚苯乙烯模塑料及挤压料规格D2665-04 聚氯乙烯塑料排水、排污和通风管及配件规格F1803-04 依据控制内径的聚氯乙烯封闭异型重力管及配件规格D2103-03 聚乙烯薄膜及薄板规格D2457-03 塑料薄膜及固体塑料镜面光泽的试验方法D2732-03 测定塑料薄膜自由线性热收缩性能的试验方法D 4101-03 a 聚丙烯注塑料及挤压料规格D 3748-03 评价高密度硬质多孔塑料规程D1004-03 塑料薄膜及薄板抗撕裂(Graves撕裂)的试验方法D4549-03 聚苯乙烯及橡胶改性聚苯乙烯模塑料及挤压料(PS)规格D6338-03 高度交联热塑性硫化产品(HCT—PVS)分类体系D 5740-03 依照分类D4000书写材料标准的指南D 3679-03ε1硬质聚氯乙烯档板规格F794-03 受控内径的聚氯乙烯(PVC)异型动力污水管和配件规格F1281-03 交联聚乙烯/铝佼联聚乙烯(Pex-Al-pex)压力管规格F1282-03 聚乙烯—铝—聚乙烯(PE-A1-PE)复合压力管规格F949-03 光滑内壁聚氯乙烯(PVC)波纹污水管和配件规格D2665-02ε1聚氯乙烯(PVC)塑料排水管、废水管及通风管以及配件规格第09卷橡胶工业及其它D3568-03 橡胶评价乙烯-丙烯—二烯烃三元共聚物(EPDM)(包括用油混炼)的试验方法D3848-03 橡胶评价掺和炭黑的丙烯腈-丁二烯共聚物(NBR)的试验方法D5900-03 工业参比物质(IRM)的物理和化学特性规格D1417-03 a合成橡胶胶乳的试验方法D3566-03 在氯存在下用氧燃烧法测定橡胶溴含量的操作规程D2000-03 汽车用橡胶制品的分类体系D1510-03 炭黑的试验方法碘吸附值D1799-03 a 炭黑操作规程成包装运货物的采样D3765-03a 炭黑的试验方法十六烷基三甲基溴化铵(CTAB)表面积D6915-03a 炭黑操作规程标准参比炭黑的评价D429-03 橡胶性能的试验方法与刚性基底的粘合性D6746-03 生橡胶及未硫化化合物的湿抗拉强度的试验方法D4821-03a 炭黑试验方法精确度和偏差的确认指南D 5817-03a 颗粒炭黑试验用总样的缩分、混合和干燥的操作规程F1364-03 使用校准设备验证干涉激光成象无损轮胎检验系统检验能力的规程D3767-03 橡胶尺寸的测量规程D1566-04 有关橡胶的术语D1646-04 橡胶试验方法用门尼粘度计测定粘度、应力松弛及预硫化性能的试验方法D2000-03a 汽车用橡胶制品分类体系D3493-04 炭黑试验方法压制样的油吸收值试验方法D1765-04 橡胶制品用炭黑分类体系D5230-04 炭黑试验方法自动单粒硬度D6602-03b 采样和检验炭黑的易排放物和、或其它环境颗粒物的操作规程D3194-04 天然橡胶塑性保持值(PRI)的试验方法D4483-03 橡胶及炭黑制造工业评价试验方法标准精确度的规程第15卷胶粘剂等D 5363-03 厌氧的单一成分胶粘剂规格D6005-03 测定地毯胶粘剂抗滑动性的试验方法D6471-03 汽车和轻型货车用最小预稀释到50体积乙二醇基发动机冷却剂溶液规格D6472-03 汽车和轻型货车用提浓回收乙二醇基发动机冷却剂规格E1226-00ε1可燃粉剂的压力和压力提高率的试验方法E2019-03ε1空气中尘雾最小点火能量的试验方法D6586-03 在水系中GAC上,用快速小型柱子试验预告污染物吸附的规程D6446-03 测定粒状和丸状活性炭快速硫化氢突破容量的试验方法D4995-04 电子级和脱脂级1,1,2-三氯1,2,2-三氟乙烷溶剂规格D 5248-04 再生1,1,2—三氯1,2,2—三氟乙烷规格D 5396-04 再生全氯乙烯规格D 5646-04 再生三氯乙烯规格D 905-03 在压缩负荷下粘合体剪切强度的试验方法D950-03 粘合体冲击强度的试验方法D 3167-03 a 胶粘剂抗浮辊撕裂性能的试验方法E180-03 工业和特殊化学品分析和检验用ASTM方法准确度的确定规程第05卷石油产品等D 341-03 液体石油产品粘度温度关系曲线图D 665-03 加抑制剂的矿物油水存在下防锈特性的试验方法D 910-03a 航空汽油规格D1319-03 液体石油产品中烃类型的试验方法荧光指示剂吸附法D1655-03a航空涡轮机燃料规格D1835-03a 液化石油气规格D1840-03 航空涡轮机燃料中萘烃的试验方法紫外线分光光度法D 2274-03 a 馏分燃料油氧化稳定性的试验方法加速法D2532-03 航空涡轮机润滑剂粘度及承受低温后粘度变化的试验方法D2887-03 石油馏分沸程分布的试验方法气相色谱法D2892-03a 原油的蒸馏试验方法15块理论塔板蒸馏塔法D2896-03 石油产品碱值的试验方法高氯酸电位滴定法D 3228-03 润滑油和燃料油中总氮的试验方法改进的克揶达法D 3427-03 石油空气释放性的试验方法D4171-03 燃料系统用的防冻剂规格D4294—03 石油和石油产品中硫的试验方法能量分散x射线荧光光度法D4422—03 石油焦炭分析中灰分的试验方法D4485—03a 发动机油的性能规格D4625—03 柴油燃料在43℃(110‘F)贮存稳定性的试验方法D4693—03 加脂润滑的车轮轴承低温扭矩的试验方法D4814—03a 汽车火花点火发动机燃料规格D4857—03 非弦外操舟机用二冲程汽油发动机润滑油最大限度减小环粘接和活塞沉渍物能力的试验方法D 5191—03 石油产品蒸气压的试验方法微量法D5275—03 含流体聚合物的燃料注入器剪叨稳定性试验(FISST)方法D5001—03 航空涡轮机燃料润滑性测定方法用球在圆柱体润滑性评价器(BOCLE)法D 5006—03 航空燃料中燃料系统醚型防冻剂的测定方法D 5704—03 a 人工传动装置和最终驱动轴用润滑油热及氧化稳定性的评价试验方法D5705—03 残留燃料油上方的气相中硫化氢测定方法D 5800—03 a 润滑油蒸发损失的试验方法阿科(Noack)法D 5862—03 二冲程循环涡轮增压6V92TA2柴油发动机中评价发动机油的试验方法D 6121—03a 评价准双曲面凿轮驱动轴用润滑剂在低速和高扭矩条件下承载能力的试验方法D6352—03 在174 ℃~700 ℃沸腾范围内用气相色谱法测定石油馏分的沸程分布的试验方法D 6377—03 测定原油蒸气压的试验方法:VPCRx(膨胀法)D6378—03 测定石油产品、烃和烃—氧化混合物的蒸气压(VPx)的试验方法(三级膨胀法)D6424—03 天然吸气的火花点火航空发动机辛烷值的实施规程D 6447—03 航空涡轮燃料氢过氧化值的试验方法伏安分析法D6557—03 评价汽车发动机油防锈性能的试验方法D 6593—03 a 在汽油为燃料的火花点火内燃发动机内,低温、轻负载的运行条件下,评价汽车发动机油抑制沉渍物形成的试验方法D6594—03 评价柴油发动机油在135℃腐蚀性的试验方法D6709—03 在序列Ⅷ火花点火发动机(CLR油试验发动机)中,评价汽车发动机油的试验方法D6751—03 a 中间馏分燃料用的生物柴油燃料掺油料B100规格D6812—03 汽轮增压和增加负荷的火花点火航空发动机的地面辛烷值实施规程D 6837—03 在序列VIB火花点火发动机中测量汽车发动机油对客车和轻型货车节约燃料效果的试验方法D 6897—03 a 液化石油气(LPG)蒸气压的试验方法(膨胀法)D2700—03b 火花点火发动机燃料的马达辛烷值的试验方法D1977—03 用氢氟酸/硫酸分解和原子光谱分析法测定FCC平衡催化剂中镍和钒的试验方法D3663—03 催化剂和催化剂载体表面积的试验方法D 3908—03 容量真空法测定有载体的铂催化剂氢化学吸附性能的试验方法D4164—03 成型催化剂及催化剂载体机械轻击的堆积密度试验方法D41S0—03 成型催化剂及催化剂载体的振动堆积密度试验方法D4222—03 用静态容量测定法测定催化剂和催化剂载体氮吸附和脱附等温线的试验方法D4512—03 细催化剂和催化剂载体颗粒及粉体的振动表观堆积密度试验方法D4567—03 连续流动法用氮吸附单点测定催化剂及催化剂载体比表面的试验方法D4781—03 细催化剂颗粒和催化剂载体颗粒机械轻击堆积密度的试验方法D4824—03 用氨化学吸附法测定催化剂酸度的试验方法D6175—03 挤出催化剂和催化剂载体颗粒径向压碎强度的试验方法D3907—03 用微活性试验法进行流化催化裂解(FCC)催化剂的试验方法D5154—03 测定(FCC)催化剂活性和选择性的微活性试验方法3新撤消标准涂料、塑料等D2571—95 木制家具用喷漆的试验指南D1347—72(1995) 甲基纤维素试验方法D1358—86(1995) 分光光度法测定脱水蓖麻油及其衍生物二烯值的试验方法D1466—86(1995) 涂料、清漆及有关物料中常用的液体油和脂肪酸的采样方法D1467—89(1995) 防护涂料中脂肪酸的试验方法D1615—60(1995) 醇酸树脂中甘油、乙二醇和季戊四醇的试验方法D1950—86(1995) 热聚合干性油中丙酮允许量的试验方法D1951—86(1995) 干性油和脂肪酸中灰分的试验方法D1952—86(1995) 定量测定干性油裂解的试验方法D1954—86(1995) 生亚麻子油中油脚的试验方法D1955—95(1995) 干性油凝胶时间的试验方法D1958—86(1995) 奥气油中氯仿不溶物的试验方法D1960—86(1995) 干性油加热损失的试验方法D1964—85(1995) 桐油质量的试验方法D1967—86(1995) 干性油加热后色度测定的试验方法D1983—90(1995) 甲基酯气液色谱法分析脂肪酸组分的试验方法D2078—86(1995) 脂肪族季铵氯化物碘值的试验方法D 3447—0l 卤化有机溶剂纯度的试验方法D4757—98 蒸气脱脂溶剂的标记规程D 5320—96(2000) 稳定的三氯乙烯和四氯乙烯中1,1,1—三氯乙烷及二氯甲烷含量的试验方法D 5223—03 发动机冷却剂级丙二醇规格D 5999—96再悬浮中胶粘剂无干扰的试验方法D2069—9L(1998) 海船用燃料规格D 3520—88(1998) 热处理液淬火时间的试验方法磁性淬火计法D5119—02 车用发动机油在CRC—L—38火花点火发动机中的评价方法D 5302—0l a 车用发动机油在火花点火内燃机中,用汽油作燃料、低温、轻负荷条件下,抑制沉渍物生成和磨损的评价试验方法D 5480—95(1999) 用气相色谱法测定发动机油挥发度的试验方法D 5533—98 车用发动机油在程序ⅢE火花点火发动机中的评价试验方法D 5844—98 车用发动机油抑制生锈的评价试验方法(程序ⅡD)D1848—88(1998) 室外用乳胶漆漆膜破裂特性记录的分类D284—88(1999) 氧化汞颜料的化学分析方法D604—81(1996)ε1硅藻土颜料的规格D 656—87(1999) 纯甲苯胺红调色剂规格D 719—91(1999) 硅藻土颜料的分析方法D 970—86(1999) 对位红和甲苯胺红颜料的试验方法D 3360—96 液体比重计法测定普通白色体质颜料粒度分布的试验方法2004年ASTM化工标准目录(中)1 新制定标准涂料、塑料、橡胶及石油产品等D7054-04 分布于北美涂料涂敷器用的延伸标杆警告标记规格D6865-04 丙烯腈苯乙烯丙烯酸酯(Asa)和丙烯腈乙丙二烯单体苯乙烯(Aes)塑料以及复合物的模塑料和挤压料分类体系D7026-04 通过炭同位素分析法确定物料生物基含量结果用的采样及报告指南D6954-04 在氧化和生物降解联合作用环境里降解的塑料曝露和试验指南D 7029-04 在180.0 ftiF(82.2 ffic)下测定不饱和聚酯及乙烯基酯反应性的试验方法F2389-04 压力分级聚丙烯(PP)管系统规格D7050-04 天然橡胶规程按照预示工艺性能的采样及捆包分类D7057-04 气相色谱法(外部标准)分析异丙苯的试验方法D7038-04 评价汽车齿轮润滑剂耐湿度腐蚀的试验方法D 7039-04 用单色波长分散X—射线荧光分光法测定汽油和柴油机燃料中硫含量的试验方法D 7044-04 可生物降解的耐火水力流体规格D 6985-04 燃料油中间馏分的规格海军用F 2331-04 测定用于热塑性螺纹管及配件材料的螺纹密封胶化学相容性的试验方法2新修订标准第06卷涂料及有关涂层等D2369-04 涂料挥发物含量的测试方法D3960-04 色漆和有关涂料中挥发性有机化合物(VOC)含量的测试方法D1725-04 树脂溶液粘度的测试方法D1353-03 色漆、清漆、喷漆及有关产品用挥发性溶剂中不挥发物质的测试方法D1720-03 硝酸纤维溶液中活性溶剂稀释比的试验方法D3329-03 气相色谱法测定甲基异丁基酮纯度的试验方法D1308-02ε1家用化学品对透明和着色有机面漆影响的试验方法D6132-04 用超声波仪表非破坏性测量应用有机涂料干膜厚度的试验方法D1641-04 清漆户外曝露试验实施规程D3258-04 用着色法的白色或近白色涂料涂膜孔隙率的试验方法D 3793-04 乳胶漆膜低温凝聚试验方法D 5068-04 评定用试漆刷具的制备规程D6488-04 关于印刷问题术语D6583-04 用矿物油吸附法的漆膜孔隙度试验方法D6901-04 美术彩色铅笔规格D4139-04 颜料挥发物和非挥发物含量测定指南D6687-04 印刷油墨载体及其成分的试验指南D1133-04 烃类溶剂的贝壳杉脂一丁醇值的试验方法D2380-04 甲醛溶液的甲醇含量试验方法D2379—04 甲醛溶液的酸度试验方法D2916—04 异佛尔酮规格D3548—04 丙烯酸乙酯规格D 3620—04 冰乙酸规格D4416—04 丙烯酸规格D5399—04 气相色谱法的烃类溶剂沸点分布试验方法第08卷塑料工艺D4877—04 聚氨基甲酸乙酯原料的试验方法:异氰酸酯中APHA色度的测定D6110—04 塑料切口试样耐却贝冲击的试验方法F1056—04 用于熔融套接聚乙烯管、管子及配件的熔融套接工具规格F1673—04 腐蚀性废料排泄系统用聚偏氟乙烯(PVDF)规格F1807—04 Sdr9交联聚乙烯(PEX)管用的卷曲铜环金属内插件规格F1947—04 往现有排水管和通气管中安装折叠聚氯乙烯PVC管的操作规程F2023—04 评估交联聚乙烯(PEX)管道和系统对热氯化水抗氧化性能的试验方法D1238—04 测量热塑性塑料熔体流动速率挤压塑性仪法D1248—04 电线和电缆用聚乙烯塑料的挤压料规格D4895—04 用分散法生产的聚四氟乙烯(PTFE)规格D 5260—04 聚氯乙烯(PVC)均聚物和共聚物以及氯化聚氯乙烯(CPVC)化合物耐化学药剂性能的分类D5420—04 使用落锤冲击(Gardner冲击)法的扁平硬质塑料试样的冲击试验方法D 5675—04 含氟聚合物微粉规格D3679—04 硬质聚氯乙烯档板规格D4477—04 硬质未增塑聚氯乙烯拱腹规格D5813—04 就地固化的热固性树脂排污管规格D2774—04 热塑性压力管系统的地下安装规程F1974—04 聚乙烯/铝/聚乙烯和交链聚乙烯/铝/交链聚乙烯复合压力管用金属内插配件规格D746—04 塑料及弹性体脆化温度的试验方法用冲击法D 3262—04 玻璃纤维增强的热固性树脂排污管规格D3517—04 玻璃纤维增强的热固性树脂压力管规格D3754—04 玻璃纤维增强的热固性树脂耐压排污管及工业管规格D256—04 塑料抗摆锤冲击性的试验方法D789—04 聚酰胺(PA)相对粘度的测定方法D2115—04 聚氯乙烯组成的炉热稳定性规程D3012—04 用炉内的样本旋转器测定聚丙烯热氧化稳定性的试验方法D4101—04 聚丙烯注射及挤压料规格D4441—04 聚四氟乙烯水分散体规格D4889—04 聚氨基甲酸乙酯原料的试验方法:原料或改性异氰酸酯粘度的测定D4976—04 聚乙烯塑料模塑及挤压料规格D2665—04 a 聚氯乙烯(PVC)塑料排水、排污及通风管及配件规格F876—04 交联聚乙烯(PEX)管子规格F2098—04 固定Sdr 9交联聚乙烯管在金属内插配件上用的不锈钢夹子规格D1785—04 聚氯乙烯塑料管(40、80及120号表)的规格D2241—04 a 聚氯乙烯耐不同级别压力管、Sdr系列规格D2513—04a 热塑性塑料气体压力管、软管及配件规格D2837—04 获得热塑性管材流体静力学设计基础或热塑性管制晶压力设计基础的试验方法D3034—04 Psm型聚氯乙烯(PVC)污水管及配件规格F493—04 氯化聚氯乙烯(CPVC)塑料管及配件用液态粘固剂规格第09卷橡胶工业及其它D454-04 橡胶的试验方法用加热与空气加压的变质作用D 572-04 橡胶的试验方法用加热和加氧的变质作用D926-04 橡胶特性的试验方法用平行板法的塑性及复原性D2702-04 橡胶化学品用的规程红外线吸收特性的测定D3765-04 炭黑的试验方法CTAB(十六烷基三甲溴化铵)表面积D4821-04 炭黑导则试验方法精密度及偏差的确认D 750-04 用人工气候装置测定橡胶变质的试验方法第15卷胶粘剂等D896-04 粘合体耐化学试剂的试验方法D907-04胶粘剂的术语D1337—04 用稠度和粘结强度确定胶粘剂贮存寿命的试验方法D5656-04 拉伸载荷法测定胶粘剂剪切下应力—应变性能用的厚粘合金属搭接受剪节点的试验方法D6004-04 测定地毯胶粘剂的粘合剪切强度的试验方法D6105-04 为了粘接应用放电表面处理活化塑料的操作规程D853-04 工业芳烃中硫化氢和二氧化硫含量(定性)测定方法D2360-04 气相色谱法测定单环芳烃中痕量杂质的试验方法D 3792-04 邻二甲苯气相色谱分析方法D4734-04 精制苯-545规格—甲基苯乙烯(AMS)的毛细管气相色谱分析方法αD6144-04D 5159-04 颗粒活性炭的粉化磨损指南D 3878-04 复合材料术语D6484/D6484 M-04 聚合物基块复合层在制品空心抗压强度的试验方法D3943-04 新氧化铝基催化剂中总钼量的试验方法D4481-04 新氧化铝基催化剂中总镍量的试验方法D4782-04 用湿化学方法对分子筛催化剂内钯的试验方法E1064-04 有机溶液中水的试验方法库仑-费休滴定法E1615-04 用锌铁合金法的微量铁定量方法D2809-04 带有发动机冷却剂铝泵的空气腐蚀及磨耗的试验方法D4725-04 发动机冷却剂术语D5752-04 用于重载发动机的预装冷却剂中附加冷却添加剂(SCAs)的规格D847-04 苯、甲苯、二甲苯、溶剂石脑油和类似工业芳烃酸度的试验方法—甲基苯乙烯)规格αD6367-04 AMS(D2659-04 室外潮湿环境中结构层压木制品用胶粘剂规格D2867-04 活性炭中水分的试验方法第05卷石油产品等D86-04 常压下石油产品蒸馏方法D97-04 石油产品倾点的测试方法D664-04 石油产品的酸值试验方法电位滴定法D975-04 燃料柴油规格D2983-04 测定润滑油低温粘度的试验方法布鲁克菲耳德粘度计法D4683-04 在高温和高剪切速率下测定粘度的试验方法锥形轴承模拟器法D5188-04 燃料的汽液比温度试验方法真空室法D6304-04 测定石油产品、润滑油和添加剂中水分含量的试验方法卡尔费休滴定法D86-04 b 常压下石油产品蒸馏方法D445-04 透明和不透明液体运动粘度的试验方法及动力粘度的计算法D 611-04 石油产品及烃类溶剂苯胺点和混合苯胺点测试方法D975-04 a 燃料柴油规格D4055-04 戊烷不溶物的膜过滤测试方法D4485-04 发动机润滑油性能规格D4806-04 汽车点火发动机燃料用的与汽油混合的变性燃料酒精的规格D5293-04 发动机油-5℃~-30℃表观粘度的试验方法冷启动模拟法D 5372-04 烷基导热液的评价指南D5481-04 高温高剪切速率下表观粘度的测试方法多孔毛细管粘度计法D5579-04 手动传动润滑剂热稳定性试验方法循环耐久性试验法D5704-04 主传动和主驱动轴用润滑油热及氧化稳定性的评价试验方法D 5769-04 成品汽油中苯、甲苯和总芳烃含量的色谱/质谱测定方法D6201-04 P2进样阀沉积物形成的无铅火花点火发动机燃料功率计评价试验方法D6304-04a 测定石油产品、润滑油及添加剂中水分含量的库仑—费休滴定法D6379-04 测定航空燃料和石油馏分中芳烃类的试验方法带有折射率检测的高效液相色谱仪D6593-04 低温和轻负荷条件下运行的以汽油为燃料的火花点火内燃发动机内抑制沉积物形成的汽车机油评价的试验方法D6594-04 135℃柴油机油腐蚀性的评价试验方法D6792-04 石油产品和润滑油试验室中质量系统的指南D6837-04 在序列VIB火花点火发动机中测定汽车机油对客车和轻负荷货车节能影响的试验方法D6838-04 Cummins M11高烟灰试验方法D6973-04 高压恒容量叶片泵中标明石油水力流体耐磨性的试验方法D6974-04 在液体燃料中能生活的细菌和霉菌的计数规程过滤和培养方法D130-04 石油产品对铜腐蚀的试验方法铜条法D938-04 石油蜡包括凡士林冻凝点的试验方法D943-04 加抑制剂矿物油氧化特性的试验方法D 1265-04 液化石油(LP)气取样规程手动法D2158-04 液化石油(LP)气中残留物的试验方法D2887-04 石油馏分沸程分布的试验方法气相色谱法D2893-04 极压润滑油氧化特性的试验方法D3227-04 汽油、煤油、航空气轮机燃料及馏分燃料中硫醇态硫含量的试验方法电位差法。
美标ASTM标准的中文对照大全
ASTM A6/A6M-2004 a结构用轧制钢板、型钢、板桩和棒钢通用要求ASTM A36/A36M2004碳结构钢标准规范ASTM A106-2002a高温用无缝碳钢公称管规范ASTM A143-2003热侵镀锌结构钢制品防脆化的标准实施规程和催化探测方法ASTM A179/A179M-1990a(R2001)热交换器和冷凝器用无缝冷拉低碳钢管标准规范ASTM A192-2002高压设备用无缝碳钢锅炉管标准规范ASTM A209/A209M-2003锅炉和过热器用无缝碳钼合金钢管标准规范ASTM A210/A210M-2003锅炉和过热器用无缝中碳钢管技术条件ASTM A213/A213Mb-2004锅炉过热器和换热器用无缝铁素体和奥氏体合金钢传热管技术条件ASTM A234/A234M-2004中、高温用锻制碳钢和合金钢管道配件ASTM A252-98(R2002)焊接钢和无缝钢管桩的标准规范ASTM A262-2002a探测奥氏体不锈钢晶间腐蚀敏感度的标准实施规范ASTM A269/A269-2004通用无缝和焊接奥氏体不锈钢管标准规范ASTM A333/A333M-2004低温设备用无缝和焊接钢管的规范标准ASTM A334/A334M-2004低温设备用无缝和焊接碳素和合金钢管的标准规范ASTM A335-2003高温设备用无缝铁素体合金钢管标准规范ASTM A370/A370M-2003a钢制品力学性能试验方法和定义标准ASTM A387/A387M-2003压力容器用铬钼合金钢板的标准规范ASTM A403/A403M-2004锻制奥氏体不锈钢管配件的标准规范ASTM A450/A450M-2004碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求的标准规范ASTM A500-2003a圆形与异型冷成型焊接与无缝碳素钢结构管标准规范ASTM A515-2003中温及高温压力容器用碳素钢板的标准规范ASTM A516-2004a中温及低温压力容器用碳素钢板的标准规范ASTM A530-2003特种碳素钢和合金钢管一般要求的标准规范ASTM A615/A615M-2004a混凝土配筋用异形钢筋和无节钢胚棒标准规范ASTM A703/A703M-2004标准技术条件—承压件钢铸件通用要求ASTM A781/A781M-2004a铸件、钢和合金的标准规范及通用工业的一般性要求ASTM A788/A788M-2004a标准技术条件—钢锻件通用要求ASTM B209/B209M -2004铝和铝合金薄板和中厚板标准规范ASTM E6-2003金属材料布氏硬度的标准测试方法ASTM E18-2003金属材料洛氏硬度和洛氏表面硬度的标准测试方法ASTM E29-2002使用有效数字确定试验数据与规范符合性作法ASTM E8-2004金属材料拉伸试验的标准测试方法ASTM E94-2004放射性检查的标准指南ASTM E125-1963(R2003)铁铸件的磁粉检验用标准参考照片ASTM E164-2003焊件的超声接触检验的标准操作规程ASTM E208-1995a(R2000)用导向落锤试验测定铁素体钢无塑性转变温度的标准试验方法ASTM E213-2004金属管超声检验方法ASTM F36-1995测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-1995垫片材料密封性的标准试验方法ASTM F38-1995垫片材料的蠕变松弛的标准试验方法ASTM F112-1995色覆垫片密封性能的标准试验方法ASTM F146-1995a垫片材料耐液体标准试验方法ASTM F1311-1995(R2001)大口径组装式碳钢法兰标准规范ASTM G1-2003腐蚀试样的制备、清洁处理和评定用标准实施规范ASTM G36-73(R1981) 参考资料标准实用规程:在沸的氯化镁溶液中进行的应力腐蚀裂纹试验ASTM G46-1976(R1986) 参考资料标准实用规程:麻点腐蚀的检验和评定ASTM G48-1976(R1980) 参考资料使用三氯化铁溶液做不锈钢及其合金的耐麻点腐蚀和抗裂口腐蚀性试验的标准方法ASTM标准中译本丛书(一)碳钢、铸铁、不锈钢及合金钢材料标准规范(含18个标准)ASTM A105/A105M-2002管道部件用碳钢锻件ASTM A126-1995(R2001)阀门、法兰和管道附件用灰铁铸件ASTM A181/A181M-2001通用管路用碳钢锻件标准规范ASTM A193/A193M-2001高温用合金钢和不锈钢螺栓材料ASTM A194/A194M-2001 a高温用合金钢和不锈钢螺栓材料ASTM A216/A216M-2001 a高温用可熔焊碳钢铸件标准规范ASTM A217/A217M-2002高温承压件用马氏体不锈钢和合金钢铸件标准规范ASTM A276-2002 a不锈钢棒材和型材ASTM A278/A278M-2001高温不超过650°F(350℃)的承压部件用灰铸铁件ASTM A320/A320M-2002低温用合金钢栓接材料ASTM A350/A350M-2002要求冲击韧性试验的管件用碳钢及低合金钢锻件标准规范ASTM A351/A351M-2000承压件用奥氏体、奥氏体-铁素体(双相)钢铸件规范ASTM A352/A352M-1993(R1998)低温承压件用铁素体和马氏体钢铸件标准规范ASTM A395/A395M-1999高温用铁素体球墨铸铁承压铸件ASTM A439-1983(R1999)奥氏体球墨铸铁件ASTM A536-1984(R1999)球墨铸铁件ASTM A694/A694M-2000高温输送用管法兰、管件、阀门及零件用碳钢和合金钢锻件标准规范ASTM A965/A965M-2002高温高压部件用奥氏体钢锻件ASTM标准中译本丛书(二)法兰、管件、阀门及部件(含9个标准)ASTM A182/A182M-2002高温用锻制或轧制合金钢法兰、锻制管件、阀门和部件ASTM A961-2002管道用钢制法兰、锻制管件、阀门和零件的通用要求标准规范ASTM B462-2002高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范ASTM F885-1984公称管径为NPS 1/4~2的青铜截止阀外形尺寸标准规范ASTM F992-1986(R2001)阀门铭牌标准规范ASTM F993-1986(R2001)阀门锁紧装置标准规范ASTM F1030-1986(R1998)阀门操作装置的选择准则ASTM F1098-1987(R1998)公称管径有NPS2~24的蝶阀外形尺寸标准规范。
ASTM标准中英文对照
A1-00 A2-02 A3-01 A6/A6M-04a A20/A20M-04a A27/A27M-03 A29/A29M-04 A31-04 A34/A34M-01 A36/A36M-04 A47/A47M-99 A48/A48M-03 A49-01 A53/A53M-04 A65-01 A66-01 A67-00 A74-04 A82-02 A90/A90M-01 A99-03 A100-04 A101-04 A102-04 A105/A105M-03 A106/A106M-04a A108-03 A109/A109M-03 A111-99a(2004)e1 A116-00 A121-99(2004) A123/A123M-02 A125-96(2001) A126-04 碳素钢丁字轨
A179/A179M-90a(2001) 热交换器和冷凝器用无缝冷拉低碳钢管 A181/A181M-01 A182/A182M-02 A183-03 A184/A184M-01 A185-02 A192/A192M-02 A193/A193M-04b A194/A194M-04a A197/A197M-00 A202/A202M-03 普通锻制碳素钢管的规格 高温设备用锻制或轧制的合金钢管法兰、锻制管件、阀门及 零件 钢轨用碳素钢螺栓和螺母 混凝土加筋用变形钢筋编织网 钢筋混凝土用焊接钢丝结构 高压用无缝碳素钢锅炉管 高温设备用合金钢和不锈钢螺栓材料 高温和高压设备用碳素钢与合金钢螺栓和螺母的规格 化铁炉用可锻铸铁 压力容器用铬锰硅合金钢板
英文名称
Standard Specification for Carbon Steel Tee Rails Standard Specification for Carbon Steel Girder Rails of Plain, Grooved, and Guard Types Standard Specification for Steel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated) Standard Specification for General Requirements for Rolled Structural Steel Bars, Plates, Shapes, and Sheet Piling Standard Specification for General Requirements for Steel Plates for Pressure Vessels Standard Specification for Steel Castings, Carbon, for General Application Standard Specification for Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements for Standard Specification for Steel Rivets and Bars for Rivets, Pressure Vessels Standard Practice for Sampling and Procurement Testing of Magnetic Materials Standard Specification for Carbon Structural Steel Standard Specification for Ferritic Malleable Iron Castings Standard Specification for Gray Iron Castings Standard Specification for Heat-Treated Carbon Steel Joint Bars, Microalloyed Joint Bars, and Forged Carbon Steel Compromise Joint Bars Standard Specification for Pipe, Steel, Black and Hot-Dipped, ZincCoated, Welded and Seamless Standard Specification for Steel Track Spikes Standard Specification for Steel Screw Spikes Standard Specification for Steel Tie Plates, Low-Carbon and High-Carbon Hot-Worked Standard Specification for Cast Iron Soil Pipe and Fittings Standard Standard Articles Standard Specification for Steel Wire, Plain, for Concrete Reinforcement Test Method for Weight [Mass] of Coating on Iron and Steel with Zinc or Zinc-Alloy Coatings Specification for Ferromanganese
ASTM标准全部目录(中文版)

压力容器用锰钼和锰钼镍合金钢板 有末端淬火淬透性要求的合金钢棒材的技术规 范 抗拉强度为60000psi的碳素钢螺栓和螺柱的技 术规范 经热浸处理镀有铅锡合金的薄板材的技术规范 用三点试验法测定长镀锌薄钢板镀层的重量成 分的试验方法 有机械性能要求的消除应力的冷拉碳素钢棒 无缝和焊接奥氏体不锈钢管 不锈钢弹簧丝技术规范 锻造用不锈及耐热钢坯及钢棒规格 高温无压部件用灰铁铸件 低温用合金钢螺栓材料规格 经淬火和回火的碳素钢棒 合金钢棒材.级别 硼铁规格 钛铁合金 经热处理最小抗拉强度为120/105ksi的钢结构 螺栓 结构钢连接件用高强度螺栓(米制) 铸铁冲击试验方法 铸铁冲击试验方法(米制) 薄钢板桩 冷加工合金钢棒 低温用无缝与焊接钢管规格 低温设备用无缝与焊接碳素和合金钢管 高温用无缝铁素体合金钢管 压力与高温部件用合金钢锻件规格 铁路,船舶和其他重型装备在温度达到650华氏 度(345摄氏度)时使用的可锻铸铁法兰,管件和 有关磁性试验用符号和定义的术语
氧化钼制品 结构用高强度钢铸件 钢铁制金属构件上镀锌层(热浸) 汽车用灰铁铸件 不锈钢和耐热铬镍钢板、薄板及带材 不锈钢和耐热铬钢板、薄板及带材 电阻焊接碳素钢钢管及碳锰钢锅炉和过热器管 的技术规范 热交换器和冷凝器用无缝冷拉低碳钢管 普通锻制碳素钢管的规格 高温设备用锻制或轧制的合金钢管法兰、锻制 管件、阀门及零件
74 A74-98
铸铁污水管及配件的技术规范
82 A82-01
钢筋混凝土用无节钢丝
90 A90/A90M-01
镀锌和镀锌合金钢铁制品镀层重量的试验方法
99 A99-82(2000)
锰铁合金
100 A100-93(2000)
硅铁
101 A101-93(2000)
铬铁
ASTMF1264-03髓内固定装置标准规范与试验方法中文翻译要点
髓内固定装置标准规范与试验方法2. 规范性引用文件22.1 美国材料与试验协会标准( ASTM ) 2:A 214/A 214M 换热器和冷凝器用电阻焊接碳素钢管技术规范 A 450/A 450M 碳素钢管和低合金钢管通用要求D 790 未增强和增强塑料与绝缘材料的挠曲性能试验方法E 4 试验机力学鉴定规程E 691 进行实验室间研究确定试验方法的精确度规程F 86 金属外科植入物表面制备及标识规程 外科植入物用锻造不锈钢( 00Cr18Ni14Mo 2.5)棒材和线材技术规范( UNS -S31673 ) 三叶草髓内针技术规范 3髓内棒静态弯曲及扭转试验规程 F 565F 1611 扩髓技术规范 2.2 美国国家材料标准( AMS ):AMS 5050 最大退火态无缝钢管(含碳量 0.15%) 42.3 汽车工程协会标准( SAE ):SAE J524 弯曲和扩口用退火态无缝低碳钢管 4 3.术语和定义 3.1 几何定义3.1.1 闭口截面 垂直于装置(空心或实心)纵轴的横截面,其外壁具有连续性。
3.1.1.1 讨论1. 范围1.1 本标准描述了髓内固定装置(装置) 的设计特征和机械功能, 规范了装置的标识方法和材料要求, 能的方法, 并确定了继续改进试验方法和性能准则的必要性。
性能准则和与性能有关的机械特性的测试方法及装置固定方法, 装置在日常具体生活中病人的使用情况, 果,Intramedullary Fixation Devices ,简称 IMFDS ,以下简称 提供了表征装置机械性 本标准的最终目的是定义装置 由于没有足够的知识来预测1.2 范、 1.3 1.3.1 1.3.2 1.3.3 本标准未阐述装置的性能等级和具体病历的临床结 同时也未描述(或规范)装置的具体设计。
本标准介绍了外科手术固定骨骼系统用装置及其几何定义、尺寸、分类、术语;标识规 材料规范;性能定义;以及对装置体内性能有重要作用的试验方法和特性。
外科植入物标准清单

SAC/TC110
347
YY/T1776-
2021
340
YY/T0815-
2010
差示扫描量热法
测定超高分子量 聚乙烯熔化焓、 结晶度和熔点
2010-12-27
2012-06-01
SAC/TC110
341
YY/T1429-
2016
外科植入物丙烯
酸类树脂骨水泥 矫形外科用丙烯 酸类树脂骨水泥 弯曲疲劳性能试 验方法
2016-01-26
2017-01-01
2009-11-15
2010-12-01
SAC/TC110
305
GB/T36983-
2018
外科植入物用多
孔钽材料
2018-12-28
2021-01-01
SAC/TC110
306
GB/T36984-
2018
外科植入物用多
孔金属材料X射 线CT检测方法
2018-12-28
2021-01-01
SAC/TC110
外科植入物
序号
标准编号
标准名称
发布日期
实施日期
替代关系
(已发布尚未实施的标准适用)
归口单位
(一)专业通用领域
283
GB/T24629-
2009
外科植入物矫形
外科植入物维护 和操作指南
2009-11-15
2010-05-01
SAC/TC110
284
GB/T 25440.1-2021
外科植入物的取
出与分析 第1部 分:取出与处理
准适用)
归口单位
332
YY/T0660-
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ASTM F86-04 Standard Practice for Surface
Preparation and Marking of Metallic Surgical
Implants
ASTM F86-04金属外科植入物的表面制备与标识
1、 范围
1.1 本标准包括了外科金属植入物产品的表面特性说
明,表面处理和标识的方法。
本标准不包括对标识
的命名进行详细说明。
植入物规范中包含表面特性
要求和标识方法如果适用的话应优先于采用本标
准。
1.2 本标准意义不在于全面罗列所有的安全性问题,而
仅限于产品在使用方面的安全。
本标准使用者的责
任在于在产品生产使用之前建立与患者生命健康和
安全的标准,并确任采纳用于监管的限制性法规。
2、参考标准
2.1 ASTM 标准
A380 不锈钢零件、设备及系统的清洗和除垢;
A967 不锈钢部件的化学钝化处理规范;
B600 钛及钛合金表面的去污和清洗;
F983 整形植入物耐用标识;
3、定义与用途
3.1 本标准所阐述的表面处理方法目的在于改进不锈钢、
钴、钛合金、钽材质金属外科植入物产品的抗腐蚀性能;
3.2 不锈钢粒子,陶瓷杂质和其他外来粒子材料,在成型、
切割、回转加工、喷砂等工艺过程中,可能会被喷涂或移
植在金属植入物的表面上。
这些外来杂质必须被清除以确
保产品不含有锈蚀点和细微的瑕疵。
3.3 本标准中对多样化的化学和电化学表面处理方法的
说明将用于去除产品表面污渍并将尽可能保留其抗腐蚀
能力的惰性氧化层。
3.4对于植入物中需要进行特殊表面处理的工艺如硝酸中的二次钝化,需要对植入物局部表面进行评价,这些植入物表面经精细处理后再进行电化学或激光标识。
4.表面特性可接受标准
4.1 金属植入物,与本标准检测相一致时,应无以下表面瑕疵,如刀痕,缺口,刮痕,裂纹,毛刺,孔洞和其他降低产品使用性能的缺陷。
植入物表面杂质需彻底清洗。
4.2 植入物产品规范明确了产品的晶形结构,表面粗糙度,或特殊表面处理等细节要求。
4.3 根据第七部分要求制造商需制定植入物最终表面处理方法
5、清洗
5.1 植入物表面必须经过清洗以去除表面杂质。
5.2 表面清洗工艺如果合适,需采用以下相关方法
5.2.1 有机物溶解消除法,用于去除油、酯、和其他附着在表面的污渍;
5.2.2 如果需要的话可以采用如下一种方法用来清除产品表面杂质;
5.2.2.1 推荐使用强碱性清洗剂;
5.2.2.2 推荐电化学用的碱性清洗剂;
5.2.2.3 超声波振荡清洗剂
5.2.3 可以采用酸洗工艺。
用于钛,钛合金,钽的清洗方法可以参照标准B 600。
5.2.3.1 如果采用酸洗工艺,必须在植入物产品规范中进行说明。
5.3 必要的话,必须进行酸碱中和处理;
5.4 产品必须进行充分漂洗;
5.5 产品必须有足够长的干燥时间;
6、产品标识
6.1 如果植入物产品的尺寸大小满足标识要求的话,必须在产品表面进行标识以达到可追溯性要求。
必须采用适宜的标识方法和技术,并将产品标识定位在正确的地方,以最小化工艺带来的潜在副作用。
6.1.1 标识的具体信息可参照标准F983。
6.2 识别或标示金属植入物在某种意义上将最小化的削弱潜在产品机械性能或抗腐蚀性能,而不会引起组织的副作用反应。
6.3 将产品标识或标示加工在植入物的低应力点上而不是在钻孔的边缘交叉处,暗孔处或植入物边角上。
在产品的生产加工图纸上需明确标明标识的加工位置。
6.4 标识的命名方法必须有文件记录
6.5 一些标识的方法如下:
6.5.1 采用机械方法刻印在圆底和圆边上;
6.5.2 阳极电解法进行化学刻蚀;
6.5.3 标识在低接触应力的圆形旋转边上。
6.5.4 铸造标识在产品圆边或圆底的表面上。
6.5.5 采用震动式连接方法进行标识;
6.5.6 电笔标识
6.5.7 激光标识
6.6 标识工艺可以在精加工前后进行,这取决于植入物的材料,标识教你个方法和工艺。
7、末道表面处理
7.1 植入物在包装之前必须进行末道表面处理。
7.2 末道表面处理方法如下:
7.2.1 室温下浸入体积浓度为20-45%的硝酸中至少30分钟;可以在加热到120-140华氏度(40-60摄氏度)的20-25%的酸溶液中至少浸泡20分钟以减少表面处理的时间。
(参照标准A967和A380)
这些处理方法会在金属表面形成惰性钝化层,并能清除部分前道工序带来的杂质。
当其它处理方法不适合采用时,特别推荐采用本方法清除表面杂质。
7.2.2 采用中和方法用于使酸溶液分离的产品设计中。
7.2.3 彻底的漂洗工艺和干燥过程是很关键的。
7.3 不锈钢和钴合金,可选择其末道的电解抛光方法,它能产生表面钝化和与外来杂质隔离的清洁膜。
7.4 对于钛基材料,电化学阳极电解方法能形成类似于电化学抛光所产生的有惰性和清洁作用的钝化层。
选择性的氧化方法也能产品惰性氧化层。
7.5 如果有可替代的植入物表面处理方法,这些方法都必须在产品工艺文件中说明。
7.6 如果产品标识在末道表面处理后进行,必须评价产品是否需要再次惰性处理。
8、检验
8.1至少选择一个产品批次的代表性样品,采用裸眼目视检验完工后的植入物表面。
其他表面检测方法也可以增加使用;
9、关键词
9.1 碱性清洗剂;清洗;电化学抛光;最终检验;标识;金属植入物;钝化;表面处理。