酸性水汽提工艺介绍
污水处理中的汽提法性能说明
污水处理中的汽提法性能说明汽提法通常用于脱除污水中的溶解性气体和某些挥发性物质。
其原理是将空气或水蒸气等载气通入水中,使载气与污水充分接触。
导致污水中的溶解性气体和某些挥发性物质向气相转移,从而达到脱除水中污染物的目的。
一般使用空气为载气时称为吹脱,使用蒸汽为载气时称为汽提。
空气吹脱通常只用于脱除用石灰石中和酸性污水和经过软化处理或电渗析、反渗透处理后的污水中的CO2,以提高因CO2而产生的低pH 值、满足后续生物处理的需要。
汽提法常被用于含有H2S、HCN、NH3、CS2等气体和甲醛、苯胺,挥发酚等主他挥发性有机物的工业废水的处理。
以避免这些酸性物质对活性污泥中微生物可能产生的毒害和避免发生硫化氢中毒事故。
1.常用类型处理含有硫化物、酚、氰化物、氨氮等物质的酸性污水常用的蒸汽汽提方式有双塔汽提和单塔汽提两大类。
双塔汽提是使原料污水依次进入硫化氢汽提塔和氨气汽提塔,在两个塔内分别实现硫化氢和氨气从污水中分离的过程。
双塔汽提可同时获得高纯度的硫化氢和氨气,净化水水质较好,可回用或进入综合污水处理厂处理后排放。
其缺点是设备复杂,蒸汽消耗量大。
单塔汽提是利用硫化氢和氨在不同温度下在水中溶解度的变化存在差异这一特性,使污水在汽提塔内温度高低变化,从而实班氨与酸性气分别从污水中脱出。
单塔汽提的特点是在—个汽提塔内同时实现硫,化氢和氨气分离的过程。
其优点是设备简单、蒸汽单耗低。
常用的单塔汽提为单塔加压侧线抽出汽提(见图 2 - 9)。
该工艺流程具有设备简单、操作平稳、蒸汽单耗低、原料水质适应范围宽等特点,能同时高效率地将硫化氢和氨脱出。
净化水水质好。
当污水中氨含量较低,只需脱除硫化氢时。
为进一步简化流程和操作。
可采用单塔加压无侧线抽出流程(见图2-10)。
汽提产生的硫化氢和氨气必须予以回收。
因为焚烧只是将硫化氢氧化为二氢化硫后排放,而二氧化硫是产生酸雨的一个主要原因。
国家有关法规对此有严格的规定。
因此。
提倡使用的汽提装置要同时具备将硫化氢收集处理的能力,一般是将硫化氢送到硫磺同收装置制硫。
酸性水操作规程_0

酸性水汽提装置操作规程第一章工艺技术规程1.1 装置概况1.1.1 装置简介中国蓝星大庆分公司是一个以加工大庆低硫原油为主的燃料型炼厂,原油硫含量低且加工量小,酸性气及酸性水量少且污染物浓度低。
现随着工厂原油处理量的不断扩大、掺炼俄罗斯高硫原油量的增加以及环保要求的提高,工厂的酸性水量大大增加,直接排放污水处理场,同时上游DCC、催化装置产生的酸性气直接排入火炬焚烧放空,将带来严重的环境污染问题和安全隐患。
因此建设相应的酸性水和酸性气处理设施势在必行。
酸性水经过汽提处理后,净化水可作催化电脱盐注水,真正做到化害为利,具有明显的社会效益同时还产生一定的经济效益。
2007年公司投资建设60t/h酸性水汽提系统及酸性气焚烧设施,解决目前污水处理场进水水质硫化氢含量高,解决酸性气直接进火炬焚烧放空所存在的高浓度H2S、SO2对工厂及周边居民所带来的安全隐患。
酸性水汽提系统:采用单塔常压汽提全抽出工艺,该工艺是在低压状态下采用单塔处理酸性水。
原料酸性水经脱气、除油后,进入汽提塔的顶部,塔底用1.0MPa蒸汽加热汽提,酸性水中的H2S、NH3同时被汽提,塔顶酸性气经冷凝、分液后,冷凝液经泵返塔作为回流,含硫含氨酸性气送至酸性气焚烧炉焚烧,塔底即得到合格的净化水,净化水水质满足污水处理场进水水质的要求。
酸性气焚烧系统:采用单火嘴燃烧炉工艺。
该工艺是将含氨酸性气与“双脱”清洁酸性气混合,作为一股气流进入一个高强力燃烧火嘴,与进入燃烧器的空气通过空气入口,由一组叶片组成的涡流导流板而产生旋流,酸性气和空气在一个低剪切力区域相互扩散而充分混合燃烧。
燃烧温度在1250℃时,酸性气NH3就能被完全被反应转化为H2、N2和H2O,H2S 转化为SO2,焚烧后的尾气利用余热锅炉冷却降温至350℃左右,通过烟囱放空。
大大减轻了酸性气直接排空对环境造成的污染。
1.1.2 工艺原理在含硫污水中存在如下化学平衡相平衡:NH4++HS-(NH3+H2S)液(NH3+H2S)气,当温度升高时平衡向右移动,即温度升高有利于氨、硫脱出,而H2S比NH3饱和蒸汽压高,在同一压力下,H2S较易脱出,要达到脱除污水中H2S、NH3必须控制能够使氨脱出的温度、压力。
酸性水汽提工艺流程
酸性水汽提工艺流程英文回答:The process of acid gas removal involves several steps to separate and capture acidic gases, such as carbon dioxide (CO2) and hydrogen sulfide (H2S), from natural gas or other industrial processes. One commonly used technology for acid gas removal is the acid gas removal unit (AGRU), which typically consists of an absorber, a regenerator, and a solvent circulation system.In the absorber, the natural gas or process gas is brought into contact with a solvent, such as amines, which have a high affinity for acid gases. The acid gases, including CO2 and H2S, are absorbed by the solvent while the remaining gases, such as methane, are allowed to pass through. This selective absorption process helps separate the acid gases from the natural gas stream.After the acid gases are absorbed by the solvent, therich solvent is then sent to the regenerator. In the regenerator, the solvent is heated, causing the acid gases to be released from the solvent. The released acid gases, along with any impurities, are then separated and sent for further treatment or disposal. The regenerated solvent, which is now free of acid gases, is returned to the absorber for another cycle of gas treatment.The solvent circulation system plays a crucial role in maintaining the efficiency of the acid gas removal process. It ensures the continuous supply of fresh solvent to the absorber and the removal of acid gases from the rich solvent in the regenerator. This circulation system typically includes pumps, heat exchangers, and other equipment to facilitate the movement and treatment of the solvent.Overall, the acid gas removal process is essential in various industries to meet environmental regulations and improve the quality of natural gas. It helps reduce the emission of greenhouse gases, such as CO2, and removes harmful gases, like H2S, that can cause corrosion andhealth hazards.中文回答:酸性水汽提工艺流程涉及多个步骤,以分离和捕获天然气或其他工业过程中的酸性气体,如二氧化碳(CO2)和硫化氢(H2S)。
酸性水汽提操作规程最终版讲解
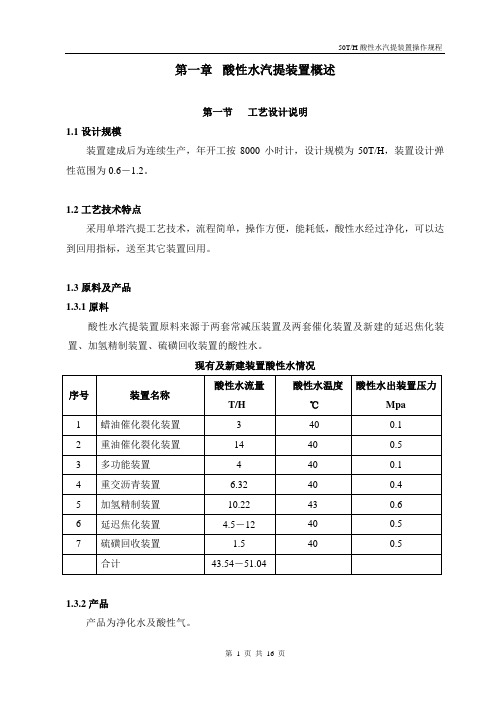
第一章酸性水汽提装置概述第一节工艺设计说明1.1设计规模装置建成后为连续生产,年开工按8000小时计,设计规模为50T/H,装置设计弹性范围为0.6-1.2。
1.2工艺技术特点采用单塔汽提工艺技术,流程简单,操作方便,能耗低,酸性水经过净化,可以达到回用指标,送至其它装置回用。
1.3原料及产品1.3.1原料酸性水汽提装置原料来源于两套常减压装置及两套催化装置及新建的延迟焦化装置、加氢精制装置、硫磺回收装置的酸性水。
现有及新建装置酸性水情况1.3.2产品产品为净化水及酸性气。
产品质量控制指标1.4装置主要操作条件酸性水汽提塔(C-2511):1.5装置物料平衡1.6.1装置给水水量1.6.2装置排水水量1.6.3蒸汽耗量及回收冷凝水量1.6.4净化空气耗量1.6.6装置能耗及能耗指标全年能耗:22492.8×104MJ全年酸性水处理量:40×104T单位计算能耗:562.32 MJ/T酸性水1.6.7汽提装置主要生产控制分析项目表第二节酸性水汽提工艺原理及流程简述2.1 工艺原理在炼油厂一、二次加工过程中,原料中的含硫、含氮化合物由于受热分解,生成一定的氨和硫化氢及其它物质,污染油品并产生含硫含氮污水,直接排放将会造成严重污染,因此需对此污水进行处理,并回收硫和氨。
含硫含氮污水在进入污水处理场之前,需对其中的硫和氮化物含量严格控制,否则将对污水处理场的微生物系统造成冲击,使污水场处理水排放不达标,造成环境污染,影响企业的经济效益和社会效益。
因此含硫含氮污水需经汽提处理,使污水中的NH3-N < 80ppm,硫化氢< 30ppm才能进入污水场进行下一步的处理。
酸性水汽提装置就是利用酸性水中的H2S、CO2、NH3、H2O的相对挥发度不同,用蒸汽作为热源,把挥发性的H2S、CO2、NH3从污水中汽提出去,从而将污水净化,并分离提取氨和硫化氢的一种装置。
2.2工艺流程简述各装置酸性水混合后进入酸性水汽提装置的原料水脱气罐(D-2511),脱出溶于酸性水的轻烃组份至低压瓦斯管网。
酸性水汽提装置工艺说明书

xx石化集团股份有限公司60吨/小时酸性水汽提装置说明书xx石化工程设计有限公司2009年1月9日1页建设单位:xx石化集团股份有限公司项目名称:60吨/小时酸性水汽提装置编制:校核:审核:审定:项目负责人:技术负责人:目录1 概述..................................................... 错误!未定义书签。
2 原料及产品性质......................................... 错误!未定义书签。
3 物料平衡................................................ 错误!未定义书签。
4 主要操作条件............................................ 错误!未定义书签。
5 流程简介................................................ 错误!未定义书签。
6 主要设备计算与选择..................................... 错误!未定义书签。
7 设备平面布置说明....................................... 错误!未定义书签。
8 公用工程及材料消耗..................................... 错误!未定义书签。
9 装置定员................................................ 错误!未定义书签。
10 装置内外关系 .......................................... 错误!未定义书签。
11 分析化验............................................... 错误!未定义书签。
12 劳动安全卫生 .......................................... 错误!未定义书签。
酸水汽提问答
1 酸水汽提工艺如何分类?根据对H2S和NH3的回收要求,酸水汽提工艺可以如下分类:(1)回收H2S而不回收NH3高、低压汽提工艺①单塔低压汽提。
低压汽提是指在尽可能低的汽提操作压力(只要能满足塔顶酸性气自压排至硫磺回收装置或焚烧炉的最低压力)下将酸性水中的H2S和NH3全部汽提出去,塔顶音氨酸性气排至硫磺回收单元烧氨火嘴,塔底净化水回用。
该工艺由于投资少,具有设备、工艺简单、消耗小等优点,目前大型硫磺回收装置中大部分采用此工艺。
②双塔高低压汽提。
该工艺设有H2S汽提塔和总汽提塔两个。
H2S汽提塔操作压力0.7~1.0MPa(g),塔顶酸性气几乎不含氨,酸性气送至硫磺回收单元回收硫磺;总汽提塔操作压力0.05-0.07MPa(g),汽提出氨与剩余H2S,塔顶富含氨酸性气排至硫磺回收单元烧氨火嘴。
该工艺由于设备投资高,蒸汽消耗高而使用少。
(2)分别回收H2S和NH3的汽提工艺①单塔加压汽提。
该工艺设有H2S汽提塔和氨汽提塔两个塔,酸性水先入H2S汽提塔,后进氨汽提塔;也可先进氨汽提塔,后进H2S汽提塔。
为节约蒸汽消耗,一般是酸性水先进H2S 汽提塔,后进氨汽提塔操作工艺偏多。
一般H2S汽提塔操作压力为0.5—0.7MPa(g),氨汽提塔操作压力为0.1-0.3MP(g),H2S汽提塔塔顶酸性气可送至硫磺回收单元回收硫磺,氨汽提塔顶气氨经精制、压缩成液氨,可回用与炼油装置或作为化工原料。
该工艺设备投资较多,一般根据实际生产的经济效益与要求决定,目前国内小规模酸水汽提装置使用。
②单塔加压侧线抽出汽提。
该工艺流程利用CO2、H2S相对挥发度比NH3高的特性,首先将CO2、H2S从汽提塔的上部汽提出来,塔顶酸性气送至硫磺回收单元回收硫磺。
液相中的NH3及剩余的CO2、H2S在汽提蒸汽的作用下,在汽提塔下部被驱除到气相,使净化水满足质量要求,并在塔中形成A/(S+C) (即NH3mol数/CO2和H2S mol数之和)较高的富含NH3酸性气,抽出富氨气体采用三级降温降压分凝提取高浓度气氨,后加压气氨液化成液氨。
酸性水汽提技术

酸性水汽提技术一、酸性水的来源及性质酸性水来源及性质见下表:产品酸性气主要组成:富含H2S、CO2气体。
净化水产品指标:H2S≤10PPm,NH3≤100PPm。
液氨产品规格:NH3不小于99.6wt%,H2S不大于2 ppm,H2O不大于0.2wt%。
产品流向酸性气至硫化回收装置。
液氨送至氨法脱硫或作为产品。
合格的净化水返回粉煤气化装置回用。
二、工艺原理及流程规模为2×150吨/小时1.工艺原理及流程汽提原理:酸性水所含有害物质中以氨、硫化氢、二氧化碳为主。
汽提法以脱除和回收氨和硫化氢为主要目的。
NH3-H2S-H2O三元体系是化学平衡、电离平衡和相平衡共存的复杂体系。
氨、硫化氢和水都是挥发性弱电解质,能互相起化学反应,并能电离成离子:氨和硫化氢能不同程度的溶解于水。
•NH3+ H2O → NH4++ OH-硫化氢在水中也有少许电离:H2S → H++ HS- 2—1—2 当氨和硫化氢同时存在水中时,则生成硫氢化铵,它是弱酸和弱碱生成的盐,在水中被大量水解又重新生成游离的氨和硫化氢分子,即:NH4++ HS-→ (NH3+H2S)液 2—1—3在液相的游离氨和硫化氢分子又与气相中的氨和硫化氢呈相平衡:(NH3+H2S)液→ (NH3+H2S)气2—1—4结合(3)和(4)可写为:NH4++HS-(即NH4HS) →(NH3+H2S)液→(NH3+H2S)气2—1—5图NH3-H2S-H2O三元体系示意图污水中有大量的二氧化碳,它也能溶解于水,但溶解度比硫化氢更小,在同样温度下,它的蒸汽压也比硫化氢大,因而相比挥发度也比硫化氢大,所以它比氨和硫化氢更容易汽提出来。
因此,对污水净化而言,二氧化碳的存在并无影响,但是,值得指出的是:二氧化碳的存在,特别是在低温条件下,会与氨作用生成胺基甲酸铵。
2NH3(g) + CO2(g) = NH2CO2NH4(s) 2—1—6它是一种难溶的盐,会造成管道和阀门堵塞。
酸性水汽提基本原理

工艺流程简图
氨精制工艺原理
氨精制的工艺原理是通过在低温操作条件下 (-10~0oC),使富氨气在氨精制塔内经高浓度、高分子的 氨水洗涤精制,氨精制塔的温度利用外补液氨蒸发降温来 维持,富氨气中的硫化氢及水份转入低温溶液,塔顶得到 高浓度、低含硫量的氨气。积累了硫化氢的氨溶液,根据 一定的氨/硫化氢分子比,从塔底排至原料水罐,塔内补 入液氨,以保证系统在同一操作条件下的物料平衡和循环 液应具有的高浓度、高分子比要求。 出氨精制塔的氨气中硫化氢可小于100ppm,经进一步的精 脱硫、压缩、冷凝得到的产品液氨含量小于5ppm。
硫磺回收方法介绍
1. 部分燃烧法:部分燃烧法是将全部酸性气体引入燃烧炉 与适量空气在炉内进行部分燃烧,控制空气供给量使烃类 完全燃烧和部分酸性气中的硫化氢燃烧成二氧化硫。各部 操作温度控制在高于硫的露点30℃以上为宜。 2.分流法:分流法是将三分之一的酸性气送入燃烧炉, 与适量空气燃烧,生成二氧化硫气流,二氧化硫气流与未 进入燃烧炉的其余酸性气进入转化器内,进行低温催化反 应。 3.直接氧化法:此法是将酸性气和空气分别通过预热炉, 预热到要求温度后,进入到转化器内进行低温催化反应, 所需空气量仍为三分之一硫化氢完全燃烧时的量。 • 我们公司采用的是部分燃烧法
生产方法和工艺原理
单塔加压侧线抽出蒸汽汽提工艺,其生产方法是:利用硫 化氢和二氧化碳的相对挥发度比氨高,而溶解度比氨小的 特性,首先从气提塔的上部将污水中的二氧化碳汽提出来, 而塔顶部的气氨被冷却水吸收,再通过控制适宜的塔体各 部位温度分布,使酸性污水中的中部形成NH3/ (H2S+CO2)分子比大于10的氨聚集区,在此抽出分离, 再采用变温变压的三级分凝设施,将侧线抽出的氨气逐渐 浓缩,最后取得纯度较高的氨气。
硫磺回收联合装置的工艺流程选择

硫磺回收联合装置的工艺流程选择联合装置包括三部分:硫磺回收、溶剂再生、酸性水汽提。
1、酸性水汽提酸性水汽提工艺主要有单塔加压侧线抽出汽提、单塔低压全吹出汽提、双塔加压汽提及双塔高低压汽提四种工艺流程。
国内普遍应用的有单塔加压侧线抽出汽提、单塔低压全吹出汽提及双塔加压汽提三种工艺。
1)单塔加压侧线抽出汽提工艺单塔加压汽提侧线抽氨工艺是在加压状态下采用单塔处理酸性水,侧线抽出富氨气并进一步精制回收液氨。
即原料酸性水经脱气除油后,分冷热进料分别进入汽提塔的顶部和中上部,塔底用1.0兆帕蒸汽加热汽提,塔底净化水冷却后送至上游装置回用;塔顶酸性气排至硫磺回收部分回收硫磺,富氨气自塔的中部抽出,经三级分凝后采用浓氨水洗涤和脱硫剂进一步精制后,通过压缩、冷凝后得到副产品液氨。
该工艺流程简单,蒸汽耗量低,投资及占地较低,对酸性水中硫化氢及氨浓度有很宽的适用性,副产氨气质量可以达到国家合格品标准。
该工艺已广泛用于国内石化行业,形成了我国独特的污水汽提技术路线,是化工冶金等行业处理含硫污水较为理想的工艺。
适于处理量较大,对于副产氨厂内可以回用或有出路的工厂。
2)双塔加压汽提工艺双塔加压汽提工艺是在加压状态下,采用双塔分别汽提酸性水中的H2S和NH3。
即原料酸性水经脱气除油后,首先进入硫化氢汽提塔上部,塔底用 1.0兆帕蒸汽加热汽提,塔顶酸性气送至硫磺回收部分回收硫磺,塔底含氨污水送至氨汽提塔进一步处理;氨汽提塔底用1.0兆帕蒸汽加热汽提,塔底净化水冷却后送至上游装置回用,塔顶富氨气经两级分凝后得到富氨气,采用浓氨水洗涤和脱硫剂进一步精制后,通过压缩、冷凝后得到副产品液氨。
该工艺流程复杂,蒸汽耗量较高,投资及占地较高,但可以处理硫化氢及氨浓度都很高的酸性水,其副产氨气质量也可以达到国标合格品标准。
适于处理量较大,硫化氢及氨浓度都很高,副产氨厂内回用或有出路的工厂。
3)单塔低压全吹出汽提工艺单塔常压汽提工艺是在低压状态下单塔处理酸性水,硫化氢及氨同时被汽提,酸性气为硫化氢及氨的混合气。
酸水汽提问答
1 酸水汽提工艺如何分类?根据对H2S和NH3的回收要求,酸水汽提工艺可以如下分类:(1)回收H2S而不回收NH3高、低压汽提工艺①单塔低压汽提。
低压汽提是指在尽可能低的汽提操作压力(只要能满足塔顶酸性气自压排至硫磺回收装置或焚烧炉的最低压力)下将酸性水中的H2S和NH3全部汽提出去,塔顶音氨酸性气排至硫磺回收单元烧氨火嘴,塔底净化水回用。
该工艺由于投资少,具有设备、工艺简单、消耗小等优点,目前大型硫磺回收装置中大部分采用此工艺。
②双塔高低压汽提。
该工艺设有H2S汽提塔和总汽提塔两个。
H2S汽提塔操作压力0.7~1.0MPa(g),塔顶酸性气几乎不含氨,酸性气送至硫磺回收单元回收硫磺;总汽提塔操作压力0.05-0.07MPa(g),汽提出氨与剩余H2S,塔顶富含氨酸性气排至硫磺回收单元烧氨火嘴。
该工艺由于设备投资高,蒸汽消耗高而使用少。
(2)分别回收H2S和NH3的汽提工艺①单塔加压汽提。
该工艺设有H2S汽提塔和氨汽提塔两个塔,酸性水先入H2S汽提塔,后进氨汽提塔;也可先进氨汽提塔,后进H2S汽提塔。
为节约蒸汽消耗,一般是酸性水先进H2S 汽提塔,后进氨汽提塔操作工艺偏多。
一般H2S汽提塔操作压力为0.5—0.7MPa(g),氨汽提塔操作压力为0.1-0.3MP(g),H2S汽提塔塔顶酸性气可送至硫磺回收单元回收硫磺,氨汽提塔顶气氨经精制、压缩成液氨,可回用与炼油装置或作为化工原料。
该工艺设备投资较多,一般根据实际生产的经济效益与要求决定,目前国内小规模酸水汽提装置使用。
②单塔加压侧线抽出汽提。
该工艺流程利用CO2、H2S相对挥发度比NH3高的特性,首先将CO2、H2S从汽提塔的上部汽提出来,塔顶酸性气送至硫磺回收单元回收硫磺。
液相中的NH3及剩余的CO2、H2S在汽提蒸汽的作用下,在汽提塔下部被驱除到气相,使净化水满足质量要求,并在塔中形成A/(S+C) (即NH3mol数/CO2和H2S mol数之和)较高的富含NH3酸性气,抽出富氨气体采用三级降温降压分凝提取高浓度气氨,后加压气氨液化成液氨。
酸性水汽提工艺介绍

炼厂生产装置排放情况:
常减压蒸馏装置酸性水 催化装置酸性水
渣油加氢装置酸性水
加氢裂化装置酸性水 柴油加氢精制装置酸性水 轻烃回收装置酸性水 硫磺回收装置酸性水
2、酸性水汽提工艺 酸性水汽提工艺主要分为单塔加压汽提氨侧线
抽出工艺、双塔加压汽提工艺及单塔低压汽提工艺。
(1) 单塔加压汽提氨侧线抽出工艺
酸性水汽提工艺介绍
1、概述 酸性水汽提装置处理炼油厂各工艺装置排出 的酸性水,以除去酸性水中含有的H2S、NH3等污
染性介质。 汽提出的含H2S及NH3酸性气送至硫
磺回收装置生产硫磺,从而满足环境保护要求。
处理后的净化水作为原油电脱盐、各装置注水等
工艺用水回用,可以达到降低全厂水耗量,并减
少污水排放量等目的。
对原料的适应 性强,对H2S 及NH3含量高 的酸性水尤其 适用。酸性水 中的H2S及NH3 分别在两个塔 中逐级脱出, 操作上易于控 制,但流程较 复杂,能耗较 高,开工时间 较长。
2、酸性水汽提工艺
(3) 单塔低压汽提工艺
H2S及NH3全部从塔顶吹出
2、酸性水汽提工艺
(4) 氨精制
氨精制的工艺原理是通过在低温条件下(-10~-5℃), 使富氨气的氨、硫化氢在氨结晶内形成铵盐结晶,从 而将硫化氢从富氨气中初步脱出,氨精制塔的温度利 用外补液氨蒸发降温来维持,塔顶得到高浓度、低含 硫量的氨气。积累了硫化氢的结晶,间断水洗后从塔 底排至原料水罐,塔内补入液氨,以保证系统在同一 操作条件下的物料平衡和低温要求。
压力
2 氨压缩机出口 温度
MPa(g)
℃
1.5
130
1.5
130
4、产品指标
4.1 酸性气
酸性水汽提的基本原理

对处理后的废水进行进一步的 处理,如中和、沉淀、过滤等
,以满足排放标准。
酸性水汽提的设备维护与保养
01
02
03
定期检查
定期对酸性水汽提设备进 行检查,确保设备运行正 常。
保养与润滑
定期对设备进行保养和润 滑,延长设备使用寿命。
维修与更换
对损坏的设备部件进行维 修或更换,保证设备高效 运行。
经过气液分离器分离出水和气 体,酸性水从塔底排出,进入 后续处理流程。
03 酸性水汽提的影响因素
温度对酸性水汽提的影响
温度越高,酸性水汽提的效率越高。
高温可以促进酸性水中的气体组分从液相向气相 转移,从而提高汽提效率。
但是,过高的温度可能导致设备腐蚀和能耗增加, 因此需要综合考虑。
压力对酸性水汽提的影响
通过过滤器去除水中的悬浮物和杂质, 保证处理后水的质量和稳定性。
通过气液分离器将水和气体分离,气 体被回收或排放,酸性水被进一步处 理。
酸性水汽提的工艺流程
酸性水进入汽提塔,在塔内与 蒸汽进行热交换,使酸性水加
热并产生汽提作用。
加热后的酸性水从塔顶进入, 蒸汽从塔底进入,两者逆流接
触。
在塔内,酸性水中的气体和挥 发性物质被汽提出来,与蒸汽 一起从塔顶排出。
02 酸性水汽提的基本原理
酸性水汽提的化学反应过程
酸性水中的酸性物质与碱性物质发生中和反应,生成盐类和水。
酸性水中的酸性气体(如二氧化碳)与碱性物质发生化学反应,生成相应的盐类和 水。
酸性水中的重金属离子与碱性物质发生沉淀反应,生成相应的重金属化合物沉淀。
酸性水汽提的物理过程
酸性水通过加热和压力变化,使其中 溶解的气体和挥发性物质从水中逸出。
酸性水汽提技术
酸性水汽提技术一、酸性水的来源及性质酸性水来源及性质见下表:产品酸性气主要组成:富含H2S、CO2气体。
净化水产品指标:H2S≤10PPm,NH3≤100PPm。
液氨产品规格:NH3不小于99.6wt%,H2S不大于2 ppm,H2O不大于0.2wt%。
产品流向酸性气至硫化回收装置。
液氨送至氨法脱硫或作为产品。
合格的净化水返回粉煤气化装置回用。
二、工艺原理及流程规模为2×150吨/小时1.工艺原理及流程汽提原理:酸性水所含有害物质中以氨、硫化氢、二氧化碳为主。
汽提法以脱除和回收氨和硫化氢为主要目的。
NH3-H2S-H2O三元体系是化学平衡、电离平衡和相平衡共存的复杂体系。
氨、硫化氢和水都是挥发性弱电解质,能互相起化学反应,并能电离成离子:氨和硫化氢能不同程度的溶解于水。
•NH3+ H2O → NH4++ OH-硫化氢在水中也有少许电离:H2S → H++ HS- 2—1—2 当氨和硫化氢同时存在水中时,则生成硫氢化铵,它是弱酸和弱碱生成的盐,在水中被大量水解又重新生成游离的氨和硫化氢分子,即:NH4++ HS-→ (NH3+H2S)液 2—1—3在液相的游离氨和硫化氢分子又与气相中的氨和硫化氢呈相平衡:(NH3+H2S)液→ (NH3+H2S)气2—1—4结合(3)和(4)可写为:NH4++HS-(即NH4HS) →(NH3+H2S)液→(NH3+H2S)气2—1—5图NH3-H2S-H2O三元体系示意图污水中有大量的二氧化碳,它也能溶解于水,但溶解度比硫化氢更小,在同样温度下,它的蒸汽压也比硫化氢大,因而相比挥发度也比硫化氢大,所以它比氨和硫化氢更容易汽提出来。
因此,对污水净化而言,二氧化碳的存在并无影响,但是,值得指出的是:二氧化碳的存在,特别是在低温条件下,会与氨作用生成胺基甲酸铵。
2NH3(g) + CO2(g) = NH2CO2NH4(s) 2—1—6它是一种难溶的盐,会造成管道和阀门堵塞。
酸性水汽提的基本原理
胺法脱硫的吸收过程
1. 吸收是胺法脱硫的重要单元操作,这种操作是使混合 气体与选择的某种液体接触,利用混合气体中各组份在该 液体中的溶解程度的差异,有选择地使混合气体中一种或 几种组份溶于此液体而形成溶液,其它未溶解组份仍保留 在气相中,以达到从混合气体中分离出某种组份的目的。 2. 在一定的温度和压力条件下,气体和液体直接接触, 气相吸收质溶解在液相之中,并且随着过程的进行,它在 液相中的浓度逐渐增大。 3. 吸收过程的实质是溶质从气相转移到液相的质量传递 过程,溶质从气相到液相的转移是通过扩散进行的,因此, 传质过程也称为扩散过程。 4. 在相同的温度和分压下,不同气体在同一种溶剂中的 溶解度不同,甚至相差很大,对于同一种溶质来说,随温 度升高而减小。总之,加压和降温可以提高气体的溶解度, 对吸收有利。
酸性水汽提的基本原理
酸性水是一种含有H2S,NH3和CO2等挥发性弱电解质的水溶液。 上述组分在水中以NH4HS,(NH4)2CO3和NH4HCO3等铵盐形式 存在,这些弱酸弱碱的盐在水中电离,同时又水解形成H2S,NH3 和CO2分子,上述分子除与离子存在电离平衡外,还与气相中的分 子呈平衡,该体系是化学平衡、电离平衡和相平衡共存的复杂体 系。因此控制化学、电离和相平衡的适宜条件是处旦酸性水和选 择适宜操作条件的关键。 由于电离和水解都是可逆过程,各种物质在液相中同时存在离子 态和分子态两种形式。离子不能从液相进入气相,故称“固定 态”,分子可从液相进入气相,称为“游离态”。各种物质在水 中离子态和分子态的数量与操作温度、操作压力及它们在水中的 浓度有关。根据H2S,NH3和CO2-H2O四元素体系性质, NH4HS(硫化氢铵)等在水中的水解反应常数KH随温度升高而升高, 即水中游离态的H2S,NH3和CO2分子随温度升高而增加,因此汽 提塔的温度应高于110℃。相平衡与各相分在液相中的浓度、溶解 度、挥发度以及与溶液中其他分子或离子能否发生反应有关。如 CO2在水中的溶解度很小,相对挥发度以及与溶液中其他分子或离 子的反应平衡常数很小,因而最容易从液相转入气相,而NH3却不 同,它不仅在水中的溶解度很大,而且与H2S和CO2的反应平衡常 数也大,只有当它在一定条件下达到饱和时,才能使游离的氨分 子从液相转入气相。 显然,通入水蒸汽起到了加热和降低相中H2S,NH3和CO2分压的 双重作用,促进它们从液相转入气相,从而达到净化酸性水的目 的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5、能耗
单 塔 低 单 塔 加 压 双 塔 加 压 备注
压汽提 汽提
汽提
Kg 标油/吨 11-12 15
18
进料
6、外排污水指标
满足中水回用水质要求
序号 名称
单位 指 标 ( 不 大于)
1
PH
-
6-9
2
石油类 mg/l 2
3
COD
mg/l 60
4
BOD
mg/l 10
5
硫化物 mg/l 0.1
6
氨氮
3、工艺内容及参数 3.1 组成
酸性水的脱气、除油、换热、酸性水的汽提、氨
回收等过程。
3.2 工艺参数
单塔低压汽提:
序号
1 2 3
地点
酸性水汽提塔顶 酸性水汽提塔底 酸性水脱气罐顶
压力 温度 压力 温度 压力
操作条件 备
单位
数值 注
MPa(g) ℃
MPa(g) ℃
MPa(g)
0.1-0.12 90 0.17
MPa(g)
1.5 1.5
℃
130 130
4、产品指标 4.1 酸性气 氨回收时(不回收氨时,没有要求):
介质名称
H2S:
NH3:
CO2:
H2O:
数值
>97(v)% ≤1v%
-
饱和
4、产品指标
4.2 净化水
其中: H2S≤10~20 PPm NH3≤40~80 PPm。 4.3 液氨: NH3不小于99.5wt% H2S不大于5 ppm H2O不大于0.5wt% (符合GB536-88二等品要求)
对原料的适应 性强,对H2S 及NH3含量高 的酸性水尤其
适用。酸性水 中的H2S及NH3 分别在两个塔
中逐级脱出,
操作上易于控
制,但流程较
复杂,能耗较
高,开工时间 较长。
2、酸性水汽提工艺
(3) 单塔低压汽提工艺
H2S及NH3全部从塔顶吹出
2、酸性水汽提工艺
(4) 氨精制
氨精制的工艺原理是通过在低温条件下(-10~-5℃), 使富氨气的氨、硫化氢在氨结晶内形成铵盐结晶,从 而将硫化氢从富氨气中初步脱出,氨精制塔的温度利 用外补液氨蒸发降温来维持,塔顶得到高浓度、低含 硫量的氨气。积累了硫化氢的结晶,间断水洗后从塔 底排至原料水罐,塔内补入液氨,以保证系统在同一 操作条件下的物料平衡和低温要求。
2、酸性水汽提工艺
(5) 汽提工艺选择
对于酸性水汽提工艺的选用,需根据酸性水的性质、 产品要求、占地、操作难易程度等来选择: 1. 高含硫、低含NH3、不回收氨的选用3。 2. 高含硫、高含NH3回收氨且占地要求紧张或改造的项 目选用1。 3. 高含硫、高含NH3回收氨\要求操作难度小、原料条 件变化大的选用2。
mg/l 10
7
SS
mg/l 30
7、故障及事故排放
一般操作波动H2S含量不超过30-50ppm, NH3 不超过100-150ppm。当发生严重事故 故障时上游降量,送至事故缓冲罐(一般 按正常量1-2天存放的标准设置)进行抢修处理。
序 号
地点
1 脱H2S塔顶 2 脱NH3塔顶
压力 温度 压力 温度
操作条件
单位
数值
MPa(g) 0.45~0.5
℃
40~50
MPa(g) 0.15~0.2
℃
127
备注
3、工艺内容及参数 3.2 工艺参数 (4)氨回收:
1 氨结晶器 2 氨压缩机出口
压力 温度 压力 温度
MPa(g) ℃
双塔 单塔 0.06 0.2 -5~-10 -5~-10
120-130 0.07
3、工艺内容及参数 3.2 工艺参数 (2)单塔加压汽提:
序号
地点
1
酸性水汽提塔顶
2
酸性水汽提塔底
3
酸性水脱气罐顶
压力 温度 压力 温度 压力
操作条件 备
单位
数值 注
MPa(g) ℃
MPa(g) ℃
MPa(g)
0.5-0.6 40
0.550.65 ~150 0.07
3、工艺内容及参数 3.2 工艺参数 (3)双塔加压汽提:
在加压汽提塔中部抽出一 股含H2S富氨气,经三级定 温定压分凝后得到较高纯 度的氨气,而H2S从汽提塔 顶分出,从而使H2S及NH3 分开。单塔加压汽提工艺 实际上是将脱H2S塔与脱 NH3塔合为一个塔,该工 艺具有流程较简单、能耗 中等、控制难度较高等特 点。
2、酸性水汽提工艺
(2) 双塔加压汽提工艺
炼厂生产装置排放情况:
常减压蒸馏装置酸性水 催化装置酸性水 渣油加氢装置酸性水 加氢裂化装置酸性水 柴油加氢精制装置酸性水 轻烃回收装置酸性水 硫磺回收装置酸性水
2、酸性水汽提工艺
酸性水汽提工艺主要分为单塔加压汽提氨侧线
抽出工艺、双塔加压汽提工艺及单塔低压汽提工艺。
(1) 单塔加压汽提氨侧线抽出工艺
酸性水汽提工艺介绍
1、概述 酸性水汽提装置处理炼油厂各工艺装置排出
的酸性水,以除去酸性水中含有的H2S、NH3等污 染性介质。 汽提出的含H2S及NH3酸性气送至硫 磺回收装置生产硫磺,从而满足环境保护要求。 处理后的净化水作为原油电脱盐、各装置注水等 工艺用水回用,可以达到降低全厂水耗量,并减 少污水排放量等目的。