生产能力分析表
【实用文档】IE工程之产能分析表精华版

流水线平面图
线别
6线
适用品名:
xx208 xx208b
序号
工序名
1 涂黄油
2 压中盘轴承
3 套装中上盘
4 安装中盘铆钉
5 安装手柄
6 装弹簧
7 安装旋钮
8 旋旋钮
9 铆铆钉
10 检查平度并矫正
11 绞锥度孔
12 吹铁屑
13 检锥度孔 上油
14 铆马车螺丝
15 表面擦试
16 铆接面涂油漆,贴标
0 2011/11/26
REV 改定日
新规作成
更改内容
朱球
作成
承认
装箱 打包
维修
送
检查
绞深
平度
度孔
并
整平
帶
安装 旋钮
目視總檢
装弹 簧
安装 中盘 铆钉
压中 盘轴 承
压中 盘轴 承
涂黄 油
设备名
压入工装夹具
铆钉机 矫正夹具 绞孔机
ST 3.28 4.60 4.02 5.02 2.67 4.23 5.00 2.67 3.74 3.69 3.85 3.58 3.80 3.71 3.39 5.80 5.50 3.90 5.00 3.58 3.80
17 外观检查
18 维修
19 包装
20 装箱
21 封箱
产能分析表
品名
xx208AA
作业人数
25
生产能力/8H
4220
管理号码: xx-LY-0001
承认
确认
作成
朱球
包装
铆马 车螺 丝
检锥 度孔
/ 上油
吹铁 屑绞深 度孔铆铆旋紧钉旋钮
安装 手柄
生产能力分析表

包装课
合计
每工时产量
累计生产数量
人数
生产能力分析表
日期
你相信“人若有志,就不会在半坡停止。”就学习的阶段性而言,你处在初中的半山腰;就你进步的阶段而言,你也处在半山腰,这座右铭包含了你对自己的鼓励,希望你能真正意义上的做到勇往直前!
们的权利和个性发展,在基本的式非标准基础上,允许他们在多元价值中做出不同的选择;我们要尊重学生的差异,关注“边缘儿童”,对学生进行开放性的、发展性的、鼓励性的评价,帮助他们感受成长的逾越!3、梳理与时俱进的教师观新课程理念下的教师,是学生自主学习和探究活动的
工时
产量
人数
工时
产量
人数工时Biblioteka 产量12……
31
产能分析表说明.ppt
• 7、Although the world is full of suffering, it is full also of the overcoming of it.----Hellen Keller, American writer虽然世界多苦难,但是苦难总是能战胜的。20.8.520.8.520.8.5。2020年8月5日星期三二 〇二〇年八月五日
所以,产能分析表是指针对生产能力进行分 析的图表,它包含了投入人员,产出成品数 量,工时及节拍时间等参数
作用
1、根据产能分析表中所提供的工时对供应 商进行报价
2、根据所设定的目标产能预估产品的完成 日期及安排生产排程
3、根据工时确定每个工位的工作内容及投 入的人数及设备数量
4、评估每个工位的负荷,以便保证产线平 衡
• 3、Patience is bitter, but its fruit is sweet. (Jean Jacques Rousseau , French thinker)忍耐是痛苦的,但它的果实是甜蜜的。11:038.5.202011:038.5.202011:0311:03:108.5.202011:038.5.2020
• 10、Life is measured by thought and action, not by time. ——Lubbock 衡量生命的尺度是思想和行为,而不是时间。8.5.20208.5.202011:0311:0311:03:1011:03:10
• 11、To make a lasting marriage we have to overcome self-centeredness.要使婚姻长久,就需克服自我中心意识。Wednesday, August 5, 2020August 20Wednesday, August 5, 20208/5/2020
生产组织供应能力分析表
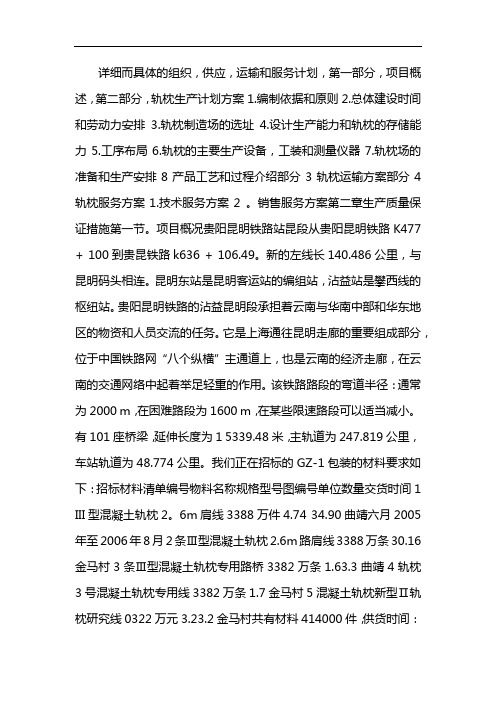
详细而具体的组织,供应,运输和服务计划,第一部分,项目概述,第二部分,轨枕生产计划方案1.编制依据和原则2.总体建设时间和劳动力安排3.轨枕制造场的选址4.设计生产能力和轨枕的存储能力5.工序布局6.轨枕的主要生产设备,工装和测量仪器7.轨枕场的准备和生产安排8产品工艺和过程介绍部分3轨枕运输方案部分4轨枕服务方案1.技术服务方案2 。
销售服务方案第二章生产质量保证措施第一节。
项目概况贵阳昆明铁路站昆段从贵阳昆明铁路K477 + 100到贵昆铁路k636 + 106.49。
新的左线长140.486公里,与昆明码头相连。
昆明东站是昆明客运站的编组站,沾益站是攀西线的枢纽站。
贵阳昆明铁路的沾益昆明段承担着云南与华南中部和华东地区的物资和人员交流的任务。
它是上海通往昆明走廊的重要组成部分,位于中国铁路网“八个纵横”主通道上,也是云南的经济走廊,在云南的交通网络中起着举足轻重的作用。
该铁路路段的弯道半径:通常为2000 m,在困难路段为1600 m,在某些限速路段可以适当减小。
有101座桥梁,延伸长度为1 5339.48米,主轨道为247.819公里,车站轨道为48.774公里。
我们正在招标的GZ-1包装的材料要求如下:招标材料清单编号物料名称规格型号图编号单位数量交货时间1 III型混凝土轨枕2。
6m肩线3388万件4.74 34.90曲靖六月2005年至2006年8月2条Ⅲ型混凝土轨枕2.6m路肩线3388万条30.16金马村3条Ⅲ型混凝土轨枕专用路桥3382万条1.63.3曲靖4轨枕3号混凝土轨枕专用线3382万条1.7金马村5混凝土轨枕新型Ⅱ轨枕研究线0322万元3.23.2金马村共有材料414000件,供货时间:2005年6月至2006年8月。
组织及供应计划:我公司计划在贵州省水城市设置轨枕生产基地组织卧铺的生产和供应。
产品供应承诺:铁道部现场枕木生产基地在铁道部行业主管部门出具验收合格证之前,不会向施工单位供应枕木,并确保在甲方需要的情况下安排供应由工厂根据中标价格。
26 产能分析图表

可提供工时
200 150 100 120
64
56
64
16 120 12000 200 136 152 136 200
56
人员负荷率
80% 67% 60% 67% 78% 71% 78% 63% 67% 67% 74% 80% 80% 71% 71% 80% 80% 74% 53% 74% 80% 71%
计划工时(小时)
160 100
60
80
50
40
50
10
80
80 100 160 160
40
40 160 160 100
80 100 160
40
人员评估 出勤率
96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96% 96%
B
荷率负
C
荷 负率 荷率 ≤80%
备注:设备:每月按照30天, 人员每月按照25天,8小时工作
C
存在风 险
安全
绝对安 全
C
C
C
C
C
C
C
C
C
C
C
C
编制/日期:
审核/日期:
审核/日期:
支座焊 接
打磨、 清渣
支座冲 孔
总成焊 接固定
总成焊 接
抛丸
电泳线
装配、 调试
装配支 座
打标识 牌
1人 1人 3人 1人 1人 1人 1人 1人 1人 1人 1人 1人 3人 1人 1人
2人 7人 1人 4人 2人 1人 1人
计划产量(月度)
4000 4000 4000 4000 4000 4000 4000 4000 8000 8000 4000 8000 4000 4000 4000 4000 4000 4000 4000 4000 4000 4000
8.生产组织供应能力分析表
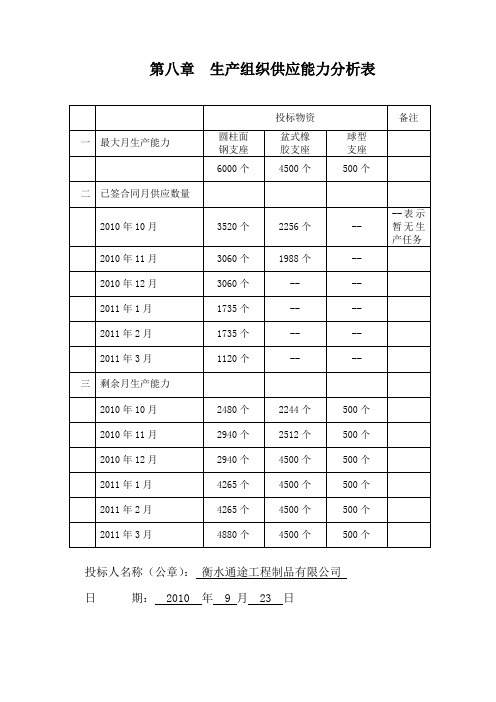
上述统计数量截止至2010年9月23日。
个
1836
324
44
280
按需方通知
6
新建南京至安庆铁路工程
TZYZM圆柱面钢支座
个
736
278
188
90
2010年5月至
2011年10月
7
哈大客专沈阳北站改建工程
TZYZM圆柱面钢支座
个
504
208
96
112
2010年5月至
按需方通知
8
靖宇至松江河线
TZYZM圆柱面钢支座、
铁路桥梁支座(连续梁)
TGPZ-DP
500个
投标人名称(公章):衡水通途工程制品有限公司
日期:2010年9月23日
8.1 正在实施的投标物资合同详细资料
序号
工程名称
物资名称
计量
单位
原合同
数量
已生产
数量已发货数量库存数量交货期
1
汉孝城际
KTPZ盆式橡胶支座
个
5364
1388
556
832
2010年5月至
2010年11月
2
湘桂扩能
改造
KTPZ盆式橡胶支座
个
1032
764
516
248
2010年5月至
2010年10月
3
盘锦港疏港铁路工程
TZYZM圆柱面钢支座
个
1704
260
160
100
2010年7月1日至2011年4月30日
4
新建铁路
自卸车生产能力分析

1.1.1.1自卸车生产能力分析
(1)自卸车台班生产率计算公式: Qd=480×q×K×Kt÷t q——运石料车辆的装载容量(m3) K——运石料车辆装石料的换算系数,根据经验,结合本工程地质情况,取 K=0.85 Kt——每台班的时间利用系数,根据经验,取 Kt=0.8 t——自卸车每次运石料循环的延续时间(min),t=运石料距离×2÷重车运 行速度与空车运行速度的平均值+装车所需时间+卸车所需时间+操作所需时间, 根据经验,结合本工程施工道路情况,经计算得: t=20(min)。 (2)自卸车日生产能力计算公式: Q=N×Qd×C N——自卸车数量 C——每天作业台班数(台班),按二班制施工考虑
由以上公式计算得自卸车生产能力见下表:
表 1-1 自卸车日生产能力表
型号
8t 5t
自卸车装载容量 (m3) 5.5 3.5
合计
台班生产率 (m3/台班)
90.0 7
自卸车 数量
30 40 60
日施工 台班数
2 2
日生产能力 (m3) 5400 4560 9960
(3)自卸车生产能力分析 由上表可知,自卸车日生产能力为 9960m3/d。 根据施工进度计划安排,石方车运最大日平均施工强度为 7100 m3/d,有效 工作日按 78%计,折算后施工强度为 9100m3/d,小于 9960m3/d(自卸车日生产 能力),这些车辆均作为料场到码头石料输,堤坝转运另配 5T 自卸汽车 15 辆,
产能瓶颈分析表

分析人/日期
措施效果确认
确认人/日期
签收部门 采购部
适航质量部 生产部
签收栏 签收人
日期
结论:
部门名称
影响因素 工装设备
是否存在 瓶颈 (Y/N)
生产部
人力状况 制程能力采购部源自其他供应商 预交付期
供应商产品质量
其他
检验人力
适航质量部
检验设备/工装
其他
收发货能力
仓库物流
物流承运能力
其他 生产部计划部分析及应对措施:
瓶颈问题描述
其他生产相关部门瓶颈识别/应对措施 应对措施
编制:
审核:
设备能力是否可满足需求(Y/N)
日期: 产品
年 月生产能力/瓶颈分析表
标准工
时 (单 位:
当月计划生产数量 (列)
分)
当月计划 生产总量 (台/根)
生产部生产能力分析
正常上班所需的人力(6.5h/天)
当月生产总工时 (标准工时*月计划生产总量
/60分,单位:时)
单人生产需要的天 数
(提升前生产总工时 /(6.5小时*60分/ 时))
当月可用工作日 (单位:天)
当月需要总人力 (单人生产需要天数/当
月可用工作日)
表单编号:PD-002-09 版本:00 序列号 :
现生产部人力分配情况 (单位:人)
生产能力是否可满足需求(Y/N)
合计
设备
数量 (单位:
台)
当月计划生产数量(列)
当月可生产列数 (当月天数*2*24/48,单位:
列)
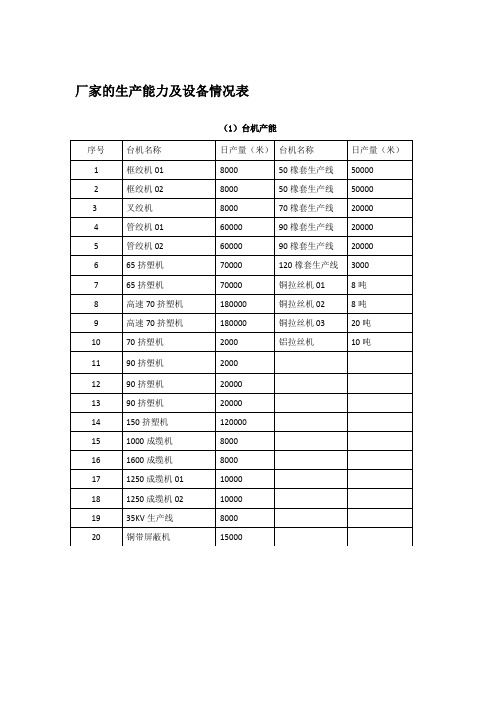
厂家的生产能力及设备情况表
交联电缆测试,量程0~250℃
17
老化试验箱
RH-Ⅱ
2
老化试验,量程0~250℃,控温±2℃
18
低温试验箱
WD270B
1
0-40℃
19
氧指数测试仪
HC-2
1
材料阻燃性能测试
20
分析天平
TG328A
1
量程0~200g,精度
21
塑料实验切片机
SQ-300
1
辅助设备,制取试样薄片
22
交联电缆制片机
SK-Ⅱ
1
辅助设备,交联电缆绝缘制取实验条形样片
23
橡皮三层共挤蓬续硫化生产线
2
橡套电缆生产
24
橡胶密焊机
X(S)M-SO×40
1
橡料加工
结构尺寸检查
25
开放式炼胶机
X(S)M-SO×40
1
橡料加工
26
三辊压延机
DTT-A
1
橡料加工
27
八辊压延机
橡料加工
28
滤胶机
橡料加工
绝缘电阻实验
29
绝缘电阻测试仪
量程105-1013Ω
6
65挤塑机
70000
120橡套生产线
3000
7
65挤塑机
70000
铜拉丝机01
8吨
8
高速70挤塑机
180000
铜拉丝机02
8吨
9
高速70挤塑机
180000
铜拉丝机03
20吨
10
70挤塑机
2000
铝拉丝机
10吨
11
90挤塑机
2000
2.产能分析表
产能分析表ZJ-6.3.2-04审核/日期:制表/日期:初始材料清单审核:制表:过程更改记录ZJ-7.1-10制表:过程流程图批量生产总结报告ZJ-7.1-07特殊特性清单编制:审核:批准:日期:特殊特性清单编制:审核:批准:日期:项目布置图ZJ-7.1-09项目建议书制表:项目小组名单审批/日期:编制/日期:出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。
今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。
此臣所以报先帝而忠陛下之职分也。
至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。
丰田生产能力分析表

生产线 占有率
=
该当部品 生産能力/月
0
%
生产线 占有率 (%)
×
该当部品 生产能力/月 【H】
=
计时
×60″ 86400 85
22906
48
10994.88
【H】该当部品 生産能力 /月
N-12内示
的高峰 时
-
10995
订单数 6500
瓶 颈 = 月
差异 (+/-)
评估结论:
・ 本公司有充分的生产能力 承接560L备 内罩的生 胎外罩的生 产 产。
实际生产时间/日 分/班 班/日 分/日 ×60″ 480 3 1440
秒/日 【A】
时间 效率 【B】 %
生产 取数(个) 生产数 周期 /1个周期 /日 良品率 【C】秒 【D】 【E】 【F】 80 1 918 96 %
TOTAL 生产能力/日 【G】 881
日数 TOTAL /月 生产能力/月 26
部门名:
560L备胎内罩生产能力评估表
生产部 部: 唐志明
日期:
08年
6月
8日
本公司已将560L备胎内罩纳入先进的生产模式从采购、运输、储存、生产、检验、包装等进行了充分的物质准备和人员分配。 【E】= ×【D】 【G】= 【E】×【F】 【G】×日数/月 主要生产设备是国内先进的全电脑控制海天牌HTF2800X2/J1 2800吨注塑机。 所用模具是带有热浇道系统合格完好的 CHW070915 6 注塑模具。 注塑模具。 该生产系统生产能力的瓶颈点是注塑生产过程,所以以瓶颈工程为依据作如下客观评估:
不 进 入 下 一 过 程
4494.88
・
<生産対応实施后> → ※请记入时考虑加班,休日出勤 等! 稼働時間/日 分/直 直/日 分/日 ×60″ 秒/日 可動率 计划 0
产能分析报告(含附属全套EXCEL表)
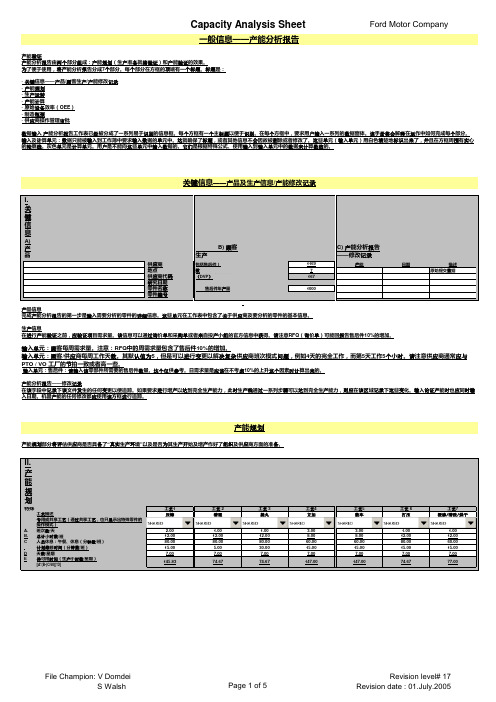
数据输入 产能分析报告工作表已经被分成了一系列易于识别的信息框。每个方框有一个主标题以便于识别。在每个方框中,要求用户输入一系列的数据窗体。该手册将会解释在运作中如何完成每个部分。 输入及计算单元:数据只能被输入到工作簿中要求输入数据的单元中。这就确保了标题,或者其他信息不会因故被删除或者修改了。这些单元(输入单元)用白色清楚地标识出来了,并且在方框周围有实心 的轮廓线。灰色单元是计算单元。用户是不能向这些单元中输入数据的。它们是根据特殊公式、使用输入到输入单元中的数据来计算数值的。
·计算单元:设备可用性会使用先前的数据自动计算得出。 设备可用性=(总计计划生产时间-停机时间)/总计计划生产时间
预计 合格 预计报废件和返工件的百分比
L 预计合格率(%)
1.50% 98.50%
0.50% 99.50%
0.50% 99.50%
0.50% 99.50%
0.60% 99.40%
·输入单元:预计报废率-输入该机器的损失值。注意:该工作表不记录相关工艺的报废率损失。为了计算相关工艺的输出,该报废率应乘上先前工艺的报废率。
·计算单元:正好满足顾客需求量所需的周期时间-仅供参考,工作表显示了正好满足顾客需求量的周期时间,是根据计划操作模式、预计停机时间及合格率计算得到的。这是用来与计划周期时间进行对比的 。 ·计算单元:每星期计划生产量和每天的计划生产量。这是为了与每星期或每天的顾客需求量进行对比的。
生产运转
在进行按节拍生产(阶段0)或者产能验证(阶段3)之前,供应商和顾客应就下列关键参数达成一致:要生产的零件数量、需测量的特性的选择、工艺设定、对涉及到的人员的审核、数据分析及报告。 生产运转的意图是为了确定供应商是否可以按照生产输入和速度生产出合格的零件。在生产运转计算中没有直接来自产能规划图的数据。
生产组织供应能力分析表
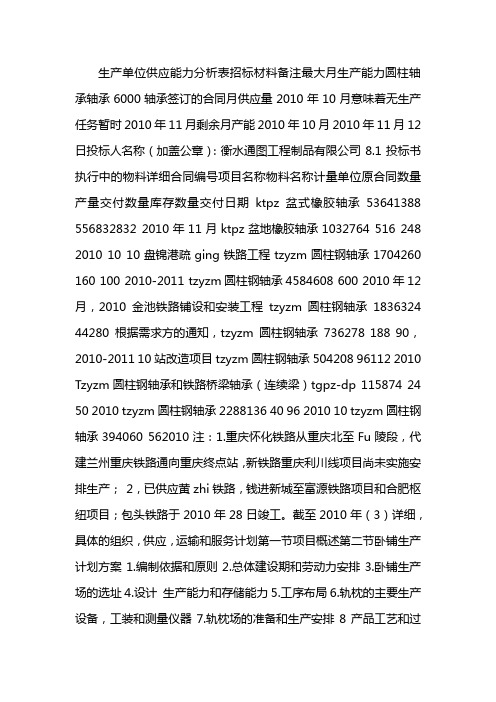
生产单位供应能力分析表招标材料备注最大月生产能力圆柱轴承轴承6000轴承签订的合同月供应量2010年10月意味着无生产任务暂时2010年11月剩余月产能2010年10月2010年11月12日投标人名称(加盖公章):衡水通图工程制品有限公司8.1投标书执行中的物料详细合同编号项目名称物料名称计量单位原合同数量产量交付数量库存数量交付日期ktpz盆式橡胶轴承53641388 556832832 2010年11月ktpz盆地橡胶轴承1032764 516 248 2010 10 10盘锦港疏ging铁路工程tzyzm圆柱钢轴承1704260 160 100 2010-2011 tzyzm圆柱钢轴承4584608 600 2010年12月,2010金池铁路铺设和安装工程tzyzm圆柱钢轴承1836324 44280根据需求方的通知,tzyzm圆柱钢轴承736278 188 90,2010-2011 10站改造项目tzyzm圆柱钢轴承504208 96112 2010 Tzyzm圆柱钢轴承和铁路桥梁轴承(连续梁)tgpz-dp 115874 24 50 2010 tzyzm圆柱钢轴承2288136 40 96 2010 10 tzyzm圆柱钢轴承394060 562010注:1.重庆怀化铁路从重庆北至Fu陵段,代建兰州重庆铁路通向重庆终点站,新铁路重庆利川线项目尚未实施安排生产;2,已供应黄zhi铁路,钱进新城至富源铁路项目和合肥枢纽项目;包头铁路于2010年28日竣工。
截至2010年(3)详细,具体的组织,供应,运输和服务计划第一节项目概述第二节卧铺生产计划方案1.编制依据和原则2.总体建设期和劳动力安排3.卧铺生产场的选址4.设计生产能力和存储能力5.工序布局6.轨枕的主要生产设备,工装和测量仪器7.轨枕场的准备和生产安排8产品工艺和过程介绍第3轨枕运输方案第4轨枕服务方案1.技术服务方案2。
销售服务方案第2章生产质量保证措施第1节。