飞秒激光加工超光滑光学表面综述
光学中的高功率飞秒激光的应用
光学中的高功率飞秒激光的应用飞秒激光是一种特殊的激光,其激光脉冲时间短至飞秒级别(1飞秒等于1亿分之一秒)。
高功率飞秒激光作为一种新兴激光技术,有很多应用,特别是在光学领域。
本文将探讨高功率飞秒激光在光学中的应用。
一、飞秒激光的基本原理飞秒激光通过特殊的激光器器件产生,其原理是采用了超短脉冲激光的工作原理。
在这种激光中,由于脉冲时间极短,激光在介质中的传播时间也很短,所以能量非常强,能达到数千瓦甚至上万瓦的高功率。
二、飞秒激光在光学加工领域的应用在光学加工领域,飞秒激光被广泛应用。
在最初的应用中,飞秒激光主要用于三维微加工,比如制造微小的微机电系统和激光微加工。
近年来,人们发现飞秒激光还可以用于材料加工的超精细切割。
与传统的机械切割相比,飞秒激光可以实现材料精细切割。
三、飞秒激光在生物医学领域的应用除了光学加工领域,飞秒激光在生物医学领域也有很多应用。
比如,它可以用于切割角膜、修补血管以及治疗皮肤疾病等。
四、飞秒激光在光谱学领域的应用飞秒激光在光谱学领域也有应用。
由于其脉冲时间极短,可以用于对材料的微观结构进行分析和研究,包括分子和晶体的内部结构以及它们之间的相互作用。
五、飞秒激光在信息处理领域的应用飞秒激光在信息处理领域也有应用。
利用飞秒激光对物质材料进行编码,在空间和时间上形成基于路径的量子逻辑门的运算,以实现量子计算。
这一应用能力说明了在全世界范围内,作为实际应用现场的飞秒激光,具有巨大的发展潜力。
六、飞秒激光的未来发展趋势随着科技的进步和人们对高质量生活的追求,飞秒激光的未来发展趋势是显而易见的。
在生物医学、光学加工和量子计算等领域,飞秒激光将会有越来越广泛的应用。
总之,飞秒激光作为一种新技术,其应用领域非常广泛,已经在很多领域得到了广泛的应用。
未来它将继续发挥重要作用,为科学技术的进步和人类社会的发展做出贡献。
飞秒激光加工方法及其在光学器件制造中的应用
一、概述随着科学技术的不断发展,激光技术在各个领域得到了广泛的应用,其中飞秒激光技术作为一种新型的加工方法,具有独特的优势,成为光学器件制造领域的热点研究对象。
本文将对飞秒激光加工方法进行介绍,并探讨其在光学器件制造中的应用。
二、飞秒激光加工方法概述1. 飞秒激光技术的基本原理飞秒激光是一种脉冲宽度在飞秒量级的激光,也称超短脉冲激光。
其基本原理是利用超短脉冲激光束对材料进行非热效应的加工,实现精密加工和微纳加工。
2. 飞秒激光加工的特点飞秒激光加工具有非常高的能量密度和极短的作用时间,可以实现高精度、微细加工,同时减少材料受热影响的区域,大大降低了激光加工的热损伤。
三、飞秒激光加工在光学器件制造中的应用1. 飞秒激光在光学薄膜加工中的应用飞秒激光可以精确控制在光学薄膜上产生微小的缺陷和结构,实现光学薄膜的微加工和修复,提高光学膜的光学性能和稳定性。
2. 飞秒激光在光学元件加工中的应用飞秒激光可以对光学元件进行微纳加工,制备微结构、光栅、微透镜等,实现光学元件的定制加工,提高光学器件的性能和功能。
3. 飞秒激光在光学器件组装中的应用飞秒激光可以实现光学元件的精确定位、组装和固定,提高光学器件的组装精度和稳定性。
四、飞秒激光加工方法的发展趋势飞秒激光加工技术在光学器件制造中的应用前景广阔,其发展趋势主要体现在以下几个方面:1. 飞秒激光加工精度的进一步提高随着飞秒激光技术的不断创新,加工精度将会进一步提高,可以实现超精密、超微观的加工。
2. 飞秒激光加工速度的提升未来飞秒激光技术的发展将致力于提高加工速度,实现高效的微纳加工,满足工业化生产的需求。
3. 飞秒激光加工材料范围的拓展飞秒激光加工技术将会拓展到更多的材料加工领域,包括金属、半导体、陶瓷等,扩大其应用范围。
五、结论飞秒激光加工方法作为一种新型的加工技术,在光学器件制造中具有重要的应用前景。
随着飞秒激光技术的不断发展和创新,相信其在光学器件制造领域将发挥越来越重要的作用,为光学器件制造带来更多的创新和突破。
飞秒激光抛光CVD金刚石涂层表面
(安徽建筑大学 机械与电气工程学院,安徽 合肥 230601)
摘要:为了实现降低金刚石涂层粗糙度的目的,本文研究了飞 秒 激 光 功 率,重 复 频 率 以 及 扫 描 速 度 对 金 刚 石 涂 层 表 面 粗 糙度的影响,试验之后利用白光干涉仪检测抛光区域形貌 以 及 粗 糙 度。试 验 结 果 表 明:粗 糙 度 随 着 功 率 的 降 低 而 减 小, 当功率降至100mw 以下时抛光后的粗糙度会随着功率的降低而略微的提高;重复频 率 对 抛 光 后 的 粗 糙 度 无 显 著 影 响 ; 粗糙度随扫描速度的增大而减小,当扫描速度增加到1.6mm/s之后,粗糙度会出 现 略 微 的 升 高。 在 功 率 100 mw,重 复 频率1KHz,扫描速度1.6mm/s的条件下,得到的粗糙度最低,约为0.14μm,局 部 区 域 粗 糙 度 可 降 至 100nm 以 下,并 且 抛 光 的 区 域 相 对 于 未 抛 光 区 域 更 具 有 致 密 性 ,基 本 上 满 足 金 刚 石 涂 层 低 摩 擦 表 面 的 要 求 。 关 键 词 :飞 秒 激 光 ;金 刚 石 涂 层 ;粗 糙 度 ;致 密 性 中 图 分 类 号 :TN249 文 献 标 识 码 :A doi:10.3788/OPE.20192701.0164
Abstract:In this study,the effects of femtosecond laser power,repetitive frequency,and scanning speed on diamond roughness were examined for the purpose of diamond coating surface Ra improve- ments.The morphology and roughness of fs-laser polished regions were analyzed with white-light in- terferometry.The experimental results showed that the diamond coating roughness decreased if the laser power decreased,and when the laser power was less than 100 mW,the roughness increased slightly with the reduced power.The laser repetitive frequency did not exhibit deteriorative effects on the roughness.The roughness decreased with decreasing scanning speed;however,a slight increase in the surface roughness was observed when the scanning velocity increased to 1.6mm/s.Finally,under the conditions of 100 mW laser power,1 KHz repetition rate,and 1.6 mm/s scanning speed,a mini- mum surface roughness of approximately 0.14μm was obtained,reaching as low as 100nm in certain local areas.Furthermore,the polished region had a higher compactness compared to the unpolished areas,and it met the requirements for low friction diamond coatings. Key words:femtosecond laser;diamond coating;roughness;compactness
飞秒激光在材料加工中的微观机理研究
飞秒激光在材料加工中的微观机理研究引言:随着科学技术的迅猛发展,材料加工领域涌现出了各种各样的先进技术。
其中,飞秒激光技术作为一种新兴的材料加工方法,因其出色的性能和广泛应用而备受瞩目。
飞秒激光以其独特的能量密度和微观加工效果,成为了研究人员们的关注焦点。
本文将探讨飞秒激光在材料加工中的微观机理研究,以及其对应的应用领域。
一、飞秒激光技术的概述飞秒激光技术是一种以极短脉冲激光为源的材料加工方法。
与传统的毫秒甚至微秒激光相比,飞秒激光具有更高的功率密度和更短的脉冲宽度。
这种短脉冲的特性使得飞秒激光可以在非常短的时间内向材料施加极高的能量密度,形成极高的局部温度和压力。
这使得飞秒激光在材料的微观结构和性能调控方面具有巨大的潜力。
二、飞秒激光在材料加工中的微观机理1. 飞秒激光下的光-物质相互作用飞秒激光在材料表面与光-物质相互作用时,主要通过光扩散、电子与物质相互作用和熔化/汽化三个过程来实现能量传递。
首先,光扩散导致了光在材料中的渗透和传播,从而形成一个具有均匀分布的光子场。
其次,飞秒激光的高能量脉冲可以使得材料的电子受激发,产生复杂的电子-原子相互作用。
最后,随着温度的升高,材料很快达到熔化温度,并进一步蒸汽化。
这种相变过程直接改变了材料的表面形态和结构,实现了飞秒激光加工的微观机理。
2. 飞秒激光诱导的微观效应飞秒激光加工中,由于极短的脉冲宽度和高能量密度,会出现多种微观效应,如飞秒激光诱导的电子、离子和光子效应。
其中,电子效应是最常见的一种,即由于飞秒激光的瞬时加热会导致电子的激发和散射等过程,从而改变材料的电子态密度和结构。
离子效应是指在飞秒激光加工过程中,离子通过碰撞和电子复合等方式与材料相互作用,导致材料的物理变化。
光子效应是指飞秒激光与材料相互作用后,产生的光子会被材料吸收,导致表面发生光相干检测等现象。
三、飞秒激光在应用中的突破1. 飞秒激光在光学材料加工中的应用飞秒激光由于其高的聚光性和精确性,广泛应用于光学材料的加工和制造领域。
超光滑加工

一、超光滑表面加工技术 现代科学技术的不断发展对超光滑表面的需求越来越多。
所谓的超光滑表面通常是指表面粗糙度小于10Å(rms)的表面,与之相应的加工技术就称为超光滑表面加工技术。
目前是,超光滑表面的应用主要集中在两个方面:一是一强激光、短波等为代表的工程光学领域。
二是以磁记录头、大规模集成电路基板等器件为主的电子工业领域。
近年来,超光滑表面加工已成为加工领域争先发展的热点。
1.1超光滑表面加工概述 超光滑表面加工技术从某中意义上讲是一种“超级”抛光技术。
抛光是超光滑表面加工的关键环节。
传统的抛光机理认为抛光是磨料对工件的机械磨削、工件表面的热流动、抛光液的化学作用共同作用的结果。
然而,对于超光滑表面加工这一理论就不完全实用了。
现今,超光滑表面加工技术种类很多,很难用同一中理论来加以解释。
然而,从已有技术的材料去除方式来看可大致有以下特点:(1)以机械磨削去除为注的超光滑表面加工技术。
(2)采用化学方法进行表面去除,实现无破坏层超光滑表面加工。
(3)以物理“碰撞”方法将工件以原子量级去除,实现超光滑表面加工。
2.2几种超光滑表面加工技术的介绍1、浴法抛光 浴法抛光(bowel-feed polishing)是已有超光滑表面加工技术中所需设备较为简单的一种。
它的特点是:抛光过程中液槽使抛光盘和工件浸没于抛光液中,抛光液的深度以静止时淹没工件10~15mm为宜;另有搅拌器,它能是抛光液处于悬浮状态。
浴法抛光加工超光滑表面可分为两个阶段:(1)获取较高面形。
这一过程类似与传统抛光的面形修改。
光学元件超光滑表面在精密抛光中表面光洁度控制的研究

中南大学硕士学位论文光学元件超光滑表面在精密抛光中表面光洁度控制的研究姓名:周艳申请学位级别:硕士专业:机械制造及其自动化指导教师:曾韬20091101 摘要随着科技的发展,高精度产品的需求日益迫切,具有亚纳米级粗糙度的超光滑表面在软X射线光学、强激光及激光陀螺等领域有着越来越广泛的应用。
抛光过程是一个极为复杂且难以控制的加工过程,实现生产的自动化是超光滑表面加工所追求的最终目标。
本文主要围绕影响抛光表面光洁度质量的几个关键技术进行研究。
论文首先针对超级研磨抛光机的工作状态,从流体动力学的角度,分析并计算了抛光液对工件产生的流体动压力;从理论上指出抛光中工件与抛光模处于接触状态,并通过两个抛光实验验证了这一观点。
论文就超光滑抛光机理进行了研究,详细地解释了超光滑抛光中工件原子级去除的概念,提出工件表面材料去除的动因是表面原子获得能量;工件与抛光模间的弱摩擦作用是去除表面原子的能量来源。
针对超光滑表面的特点,研究了超光滑表面抛光过程中的抛光液、抛光模、材料去除率等几个关键技术对超光滑表面的影响,通过实验,提出了一系列的工艺改进方案;并指出材料去除率与表面质量有着直接的关系。
论文最后对光学石英玻璃、微晶玻璃和K9玻璃三种典型光学材料进行的超光滑抛光实验研究,通过优化加工工艺均获得了较为理想的超光滑表面,最好表面粗糙度达RaO.1lnmRMS。
关键词精密抛光,超光滑抛光,超光滑表面,粗糙度ABSTRACTWiththedevelopmentoftechnology,thedemandforhigh.precisionproductisincreasingcontinuously.Ultra.smoothsurfacewithsub。
nanometerroughnesshasextensiveapplicationsinthefieldofsoftX。
rayoptics,highpowerlaserandlasergyro.Thepolishingprocessisanextremelycomplexanddifjficulttocontr01.Realizingproductionautomationforultr帷螅恚铮铮簦?surfaceprocessingiStheultimategoal.TheP印ermainlyresearchseveralkeytechnologieswhichinfluencethequalityofpolishing.Firstofall,accordingtotheworkingstatusofultra—smoothsurfacelappingmachineandthetheoryoffluiddynamics,thehydrodynamicpressurewhichimposedonworkpiecebythepolishingliquidisanalyzedandcalculated.Accordingtotheoreticalanalysis,theworkpieceandthepolishingplateisincontactingstateduringpolishingprocessandthisviewisvalidatedthroughtwopolishingexperiments.Furthermore,themechanismofultra-smoothsurfacepolishingisstudiedandputforwardadetailedexplanationoftheconceptofatomic—scaleremoving.ThematerialremovalofworkpiecesurfaceiSdrivenbythesurfaceatomstogainenergy.Theminorfrictionbetweenworkpieceandpolishingplateisthesourceofenergy.Accordingtothecharacteristicsofultra—smoothsurface.theinfluenceofseveralkeyfactorssuchaspolishingfluid,polishingplateandmaterialremovalrateonultra—smoothsurfaceiSdiscussed.Aseriesoftechnicsimprovementschemesareproposedbyexperiments.Moreover,therelationshipbetweenmaterialremovalrateandworkpiecesurfacequalityiSpointed…‘●out.·一treally,theP印ermakesanultra-smoothpolishingexperimentalstudyonthreetypicalopticalmaterialsincludingopticalquartzglass,ceramicglassandK9glass.Idealultra.smoothsurfaceisobtainedbyoptimizingprocessingtechnicsandaroughnessofuptoRaO.1lnm(RMS)isrealized.IIKEYWORDSprecisionpolishing,ultra-smoothpolishing,ultra—smoothsurface,roughness111硕士学位论文绪论第一章绪论1.1引言加工技术的发展是人类社会进步的重要标志之一。
高精度角度光学元件超光滑表面的加工和检测技术分析

高精度角度光学元件超光滑表面的加工和检测技术分析摘要:本文简要概括高精度角度光学元件超光滑表面的基本特征,再介绍古典法、磁流变抛光技术、气囊抛光技术三种高精度角度光学元件超光滑表面加工技术,同时详细阐述激光辅助显微镜检测、白光干涉仪检测、原子力显微镜形貌检测三种高精度角度光学元件超光滑表面检测技术,为光学元件研究人员提供参考。
关键词:高精度角度;光学元件;超光滑表面;加工技术;检测技术引言:高精度角度光学元件在很多领域都需要使用,所以如何保持光学元件的表面光滑度成为主要问题。
随着时代的发展,光学元件超光滑表面的精度和角度要求越来越高,传统的光学元件加工和检测技术已经无法满足需求,因此无论是光学元件的加工技术还是检测技术都在不断优化和进步。
1高精度角度光学元件超光滑表面的基本特征高精度角度光学元件表面的散射特性和粗糙度低才符合超光滑表面的定义,其中光学元件的表面粗糙度在1纳米RA以下,而且面形精度较高、粗糙度较低的表面才能成为超光滑表面。
除此之外,高精度角度光学元件超光滑表面对其疵病和损伤程度还有要求,具体可以参考GB/T 1185-2006零件表面疵病标准。
光学元件的表面残余加工应力小,而且晶体表面无错位且结构完整,同样属于超光滑表面的特征。
2高精度角度光学元件超光滑表面的加工技术2.1古典法高精度角度光学元件超光滑表面加工技术中古典法是最具有代表性的一种,该加工技术属于手工抛光方法,其原理与机械、相对运动、化学和热表面流动均有关。
古典法光学元件超光滑表面加工技术利用抛光盘去除表面的微量材料,提高光学元件表面的光滑度,从而使其符合高精度角度光学元件超光滑表面的特征。
古典法光学元件超光滑表面加工技术使用的抛光盘材料为聚氨酯和柏油,当抛光盘在机械设备的带动之下进行旋转,只需要将光学元件放置在抛光盘上面保持左右摆动,即可让抛光盘相对光学元件做旋转,最后即可完成表面的抛光,从而提高光学元件表面的光滑度。
仿生超滑表面的飞秒激光微纳制造及应用
仿生超滑表面的飞秒激光微纳制造及应用一、引言在自然界中,许多生物体具有超滑的表面,这些表面在湿润的环境中表现出优异的抗粘附特性。
例如,荷叶表面具有微纳尺度的凸起结构,使得水在其表面具有极低的接触角,从而使得污垢和微生物难以附着。
受此启发,科学家们开始模仿这些自然现象,开发出仿生超滑表面。
近年来,飞秒激光微纳制造技术的快速发展为仿生超滑表面的制备提供了新的手段。
飞秒激光具有高精度、高速度和高灵活性的优点,可以用于在各种材料表面制造微纳结构,从而实现超滑表面。
本文将重点介绍仿生超滑表面的飞秒激光微纳制造技术及其应用。
二、仿生超滑表面的飞秒激光微纳制造飞秒激光微纳制造技术利用飞秒激光的脉冲特性,在材料表面加工出微米至纳米级别的结构。
通过精确控制激光的聚焦深度和扫描速度,可以制造出具有不同形貌和尺寸的微纳结构。
在仿生超滑表面的制备中,常用的飞秒激光微纳制造技术包括激光干涉光刻和激光直写。
1.激光干涉光刻激光干涉光刻利用两束或多束相干激光在材料表面形成干涉图案,通过控制干涉光的相位和强度,可以在材料表面形成具有特定形貌和尺寸的微纳结构。
由于激光干涉光刻具有高精度和高速度的优点,因此适合大规模制备仿生超滑表面。
2.激光直写激光直写利用高聚焦的飞秒激光在材料表面逐点扫描,通过控制扫描的速度和激光的功率,可以在材料表面形成具有特定形貌和尺寸的微纳结构。
与激光干涉光刻相比,激光直写具有更高的灵活性和精度,可以制备出更复杂的仿生超滑表面。
三、仿生超滑表面的应用仿生超滑表面在许多领域都有广泛的应用前景,如防污、减阻、自清洁、生物医学和传感器等。
下面将介绍几个主要的应用领域。
1.防污和自清洁仿生超滑表面的低粘附特性使得污垢难以附着,从而具有良好的防污性能。
同时,由于其具有自清洁能力,水滴可以在其表面轻易滑落,从而带走表面的污垢。
这种特性使得仿生超滑表面在建筑、汽车和家电等领域具有广阔的应用前景。
2.减阻和节能仿生超滑表面的微纳结构可以有效地减少流体与表面的接触面积,降低摩擦阻力。
飞秒激光在光电材料加工中的应用研究

飞秒激光在光电材料加工中的应用研究飞秒激光已经成为了材料加工领域一种非常重要的工具。
通过研究飞秒激光的光学原理以及其在材料加工中的应用,我们可以更好地理解飞秒激光在光电材料加工中的应用。
1. 飞秒激光的光学原理飞秒激光的发射是通过的激光器发出谐振腔来实现的。
其工作原理是利用电子受激跃迁放出能量来实现放大。
由于飞秒激光具有极短的脉冲宽度,其波长可以达到比较长的红外波段,也可以到达紫外波段。
2. 飞秒激光在材料加工中的应用飞秒激光作为材料加工的工具已经被证明是非常有效的。
其最大的作用是产生高质量的切割和加工质量的控制。
2.1 切割飞秒激光切割是基于优秀的脉冲质量和其极短的脉冲宽度的。
由于飞秒激光的特性非常独特,因此可以得到非常高的精度和非常小的切割区域。
其精度可以达到纳米级别。
2.2 加工质量控制飞秒激光的加工质量控制是通过在加工的过程中进行控制来实现的。
由于飞秒激光的脉冲特性,可以实现非常精细的切割和加工,从而可以得到非常好的加工质量。
此外,在飞秒激光的加工过程中,会产生非常少的热量和能源,从而可以保证加工区域没有缺陷和裂缝。
3. 飞秒激光在光电材料加工中的应用飞秒激光在光电材料加工中应用非常广泛。
目前,其应用在光电材料中主要有以下几个方面。
3.1 晶体加工飞秒激光通过其优秀的切割和加工质量控制特性,可以实现非常精细的晶体加工。
在晶体加工中,需要进行非常精细的切割和加工过程,而飞秒激光可以实现非常高的精度和非常小的切割区域。
3.2 光波导加工飞秒激光在光波导加工中也有非常广泛的应用。
传统的光波导加工需要非常高的精度和精细的制造技术,而飞秒激光可以通过其优秀的切割精度和加工质量控制特性,实现非常好的光波导加工效果。
3.3 薄膜加工飞秒激光在薄膜加工中也有非常重要的应用。
由于飞秒激光可以实现非常高的切割质量和加工精度,因此可以实现非常好的薄膜切割和加工。
4. 结论飞秒激光在光电材料加工中应用非常广泛。
浅谈超光滑表面加工技术
浅谈超光滑表面加工技术超光滑表面加工技术属于超精密加工技术领域的前沿课题,是一个国家科学技术发展水平的重要标志,因此受到各国的重视。
文章阐述了现有超光滑表面加工的先概念,详细介绍了浮法抛光、等离子体辅助抛光、浴法抛光和流体抛光法等技术。
标签:抛光;超光滑表面;光学零件随着微电子学领域、光学领域及其相关技术的快速进展,越来越多的现代科学研究项目和民用商用装备仪器越来越多地需要具有高表面质量的光学元件[1],尤其是强激光技术、电子学以及薄膜技术的发展对光学元件表面粗糙度的要求更为苛刻,其明显特征是需要光学表面的表面粗糙度小于1nm[2-3]。
因此,超光滑表面加工技术已成为各国科学家研究的重点领域,高效、快速和稳定获得高质量表面越来越多受到重视。
1 超光滑表面概念所谓光学超光滑表面,一般是指其表面粗糙度均方根值(RMS)小于1 纳米的光学表面,并且对其表面损伤程度和物理结构等也有严格的要求,比如具有较高的表面面形精度和较低的表面疵病(surface defect)和亚表面损伤(SSD),表面残余应力极小、具有完整的晶格结构等[4]。
2 浮法抛光浮法抛光是以锡盘为抛光盘,采用浴式抛光方式的加工法。
它是一种非接触式抛光方法,机床主轴转动精度要求很高且转速很快,一般为60~200rpm,既可用软质磨料又可用硬质磨料,关键是磨料的粒度和均匀性。
为了增大工件与磨料的接触面积和碰撞概率,提高抛光效率,所用磨料粒度要小,最好为纳米量级,通常为20nm。
浮法抛光是一种去除量较小的抛光方法,工件需要用传统的抛光方法加工到一定的面性精度,一般为2~4个光圈。
它是目前所有超光滑表面加工技术中加工的工件表面粗糙度最小的方法[5-8]。
3 等离子体辅助抛光等离子体辅助抛光[5-8]的原理是利用被抛光工件表面的材料与等离子体发生化学反应达到光学零件抛光的目的。
光学零件利用等离子体辅助抛光技术实现光学抛光的主要两方面是:一是根据光学零件的材料选择合适的能与之发生化学反应的抛光材料;另一方面是抛光材料经过激光冲击形成等离子体。
超光滑表面加工技术
3
4
5
2
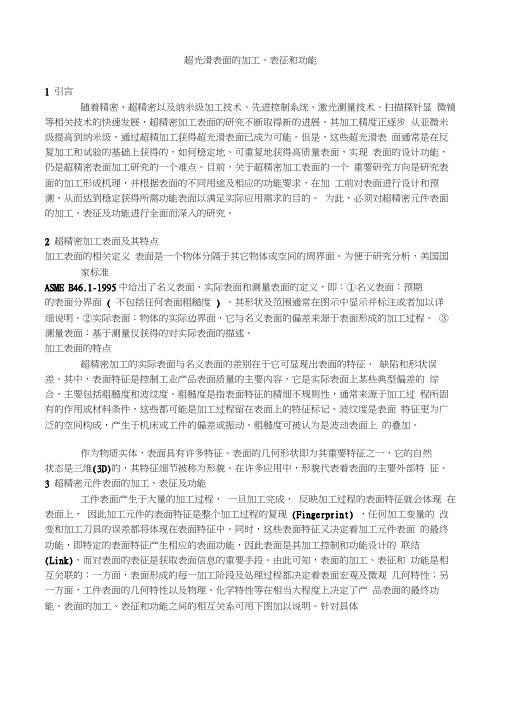
1.液槽 2.抛光液 3.搅拌器 4.抛光盘 5.工件
1
1.浴法抛光
2.浮法抛光
FP是日本大阪大学南波教授为加工抛光磁头 材料在1977年提出的。该方法已经获得表面 粗糙度Rq<0.1nm超光滑表面,是目前超光 滑表面加工技术中,工件表面粗糙度最小的 方法。
浮法抛光机的机械构造类似于定摆抛光机。镜盘在磨盘上;电 动机驱动主轴使磨盘旋转,镜盘和工件因为磨盘的作用而被动 地绕自身工作轴旋转;但由于镜盘工件轴是固定的,工件不在 磨盘上往复摆动。磨盘与工件均浸于抛光液中。磨盘材料不 是通常的沥青或聚氨脂或毛毡之类 ,而是金属锡 ,纯度在 99.99%以上,锡盘厚度约20mm。锡盘是这样制造的:先用钢 刀在锡盘上车出2mm宽的螺线或同心圆;再用钻石车刀在盘 面车出更精细的螺线,进给速度约 0.3 mm /rev 。
好的事情马上就会到来,一切都是最 好的安 排。上 午12时53分55秒上午12时53分00:53:5520.10.24
一马当先,全员举绩,梅开二度,业 绩保底 。20.10.2420.10.2400:5300:53:5500:53:55Oc t-20
牢记安全之责,善谋安全之策,力务 安全之 实。2020年10月24日 星期六12时53分55秒 Saturday, October 24, 2020
2.浮法抛光
2.浮法抛光
2.浮法抛光
浮法抛光中机械切削作用不占主要地位。采 用较软的或较硬的磨料均可获得超光滑表面 , 并且表面粗糙度可达到来亚纳米量级,接近原 子尺寸 ,这说明浮法抛光中,工件材料的去除是 在原子水平上进行的。浮法抛光过程 中,镜盘 与磨盘稳定旋转,抛光液运动产生的动压力,使 镜盘与磨盘之 间有数微米厚的液膜,磨料微位 在这层液膜中运动,与工件表面不断碰撞;工件 表面原子在磨料微粒的撞击作用下脱离工件主 体,从而被去除 。
超光滑表面加工技术
超光滑表面的加工、表征和功能1 引言随着精密、超精密以及纳米级加工技术、先进控制系统、激光测量技术、扫描探针显微镜等相关技术的快速发展,超精密加工表面的研究不断取得新的进展,其加工精度正逐步从亚微米级提高到纳米级,通过超精加工获得超光滑表面已成为可能。
但是,这些超光滑表面通常是在反复加工和试验的基础上获得的,如何稳定地、可重复地获得高质量表面,实现表面的设计功能,仍是超精密表面加工研究的一个难点。
目前,关于超精密加工表面的一个重要研究方向是研究表面的加工形成机理,并根据表面的不同用途及相应的功能要求,在加工前对表面进行设计和预测,从而达到稳定获得所需功能表面以满足实际应用需求的目的。
为此,必须对超精密元件表面的加工、表征及功能进行全面而深入的研究。
2 超精密加工表面及其特点加工表面的相关定义表面是一个物体分隔于其它物体或空间的周界面。
为便于研究分析,美国国家标准ASME B46.1-1995中给出了名义表面、实际表面和测量表面的定义,即:①名义表面:预期的表面分界面( 不包括任何表面粗糙度) ,其形状及范围通常在图示中显示并标注或者加以详细说明。
②实际表面:物体的实际边界面,它与名义表面的偏差来源于表面形成的加工过程。
③测量表面:基于测量仪获得的对实际表面的描述。
加工表面的特点超精密加工的实际表面与名义表面的差别在于它可显现出表面的特征、缺陷和形状误差。
其中,表面特征是控制工业产品表面质量的主要内容,它是实际表面上某些典型偏差的综合,主要包括粗糙度和波纹度。
粗糙度是指表面特征的精细不规则性,通常来源于加工过程所固有的作用或材料条件,这些都可能是加工过程留在表面上的特征标记。
波纹度是表面特征更为广泛的空间构成,产生于机床或工件的偏差或振动。
粗糙度可被认为是波动表面上的叠加。
作为物质实体,表面具有许多特征。
表面的几何形状即为其重要特征之一,它的自然状态是三维(3D)的,其特征细节被称为形貌。
在许多应用中,形貌代表着表面的主要外部特征。
浅谈光学零件的超光滑表面加工方法

浅谈光学零件的超光滑表面加工方法作者:王新海马瑾张永军来源:《山东工业技术》2018年第06期摘要:随着光学零件在前沿技术中的广泛应用,超光滑表面加工技术已经成为当前研究的热点。
文章阐述了超光滑表面的定义特点及机理,重点介绍目前国内常用的古典法抛光技术、磁流变抛光技术和气囊抛光技术等三种超光滑表面加工方法,并简要的说明了各种方法的优缺点。
关键词:抛光;超光滑表面;光学零件DOI:10.16640/ki.37-1222/t.2018.06.025光学零件在强激光、空间光学和航空航天等诸多高技术领域的需求数量越来越多,光学零件的超光滑加工技术已成为当代科技前沿的关键技术之一[1]。
随着科技的发展,光学零件不仅要求极高的表面质量,而且还有较低的亚表层损伤和严格的波前误差等低缺陷要求[2]。
目前,光学抛光加工阶段是光学零件加工过程中最重要的环节之一,抛光技术的优劣直接影响着光学零件表面的最终加工质量,文章主要阐述了目前国内广泛应用的光学零件超光滑表面技术。
1 超光滑表面所谓超光滑表面是指其表面粗糙度均方根值小于1nm的表面,并且具有较高的面形精度和较低的表面波纹度,无表面疵病和亚表面损伤,具有完整的晶格结构[3]。
机械学说、化学学说和流布学说等是光学玻璃的三种抛光机理,一般认为光学零件的抛光过程是三种机理共同作用下,与抛光头表面接触区域地光学玻璃表面的材料发生机械微切、分子流动和化学水解反应等实现光滑表面的抛光。
2 超光滑表面加工方法2.1 古典法古典法加工超光滑表面是利用光学零件与抛光盘之间产生相对运动,在抛光液的机械、化学和热的表面流动作用下,实现光学零件表面材料的微量去除,从而得到高质量的光学零件表面。
抛光盘一般由聚氨酯、柏油等材料制作而成,在主轴的带动下可以绕自身作旋转运动;光学零件置于抛光盘的上面作左右摆动运动,并且在抛光盘的带动下绕自身作旋转运动。
古典法加工超光滑表面光学零件具有成本低和设备简单等优点,主要通过对抛光盘、抛光液、主轴转速和摆动速度等工艺因素的精细化研究来实现光学零件的超光滑表面加工。
超光滑光学元件文献综述2
科研基础讲座课题:超光滑光学元件表面的加工与检测导师:班级:姓名:学号:摘要本文主要通过对超光滑光学元件表面的加工与检测技术进行综述。
此文首先对超光滑光学元件表面从特点、加工方法、加工原理等进行概述,然后再对超光滑光学元件表面的检测主要从检测工艺流程进行论述总结,最后以典型超光滑学元件中的超环面镜加工与检测为例进行详细论证。
关键字:超光滑磁流体抛光超环面镜目录:1.引言 (4)上篇:超光滑光学元件表面的加工2.超光滑表面光学元件的特点 (4)3.超光滑光学表面加工方法概述 (4)4.典型的一些加工方法原理 (5)4.1非接触式超光滑抛光原理 (5)4.2磁流体抛光超光滑光学表面原理 (6)4.2.1磁流体抛光装置及磁路结构 (6)4.2.2磁流变抛光实验 (7)下篇:超光滑光学元件表面的检测5.超光滑光学元件表面的检测工艺 (9)5.1光学表面曲率半径的测量 (9)5.2光学表面面形的测量 (9)5.3超光滑表面粗糙度的检测 (9)典型超光滑光学元件—超环面镜加工与检测6.超光滑超环面镜的加工工艺 (10)6.1 4B9B光束线光学系统设计简述及超环面镜的作用 (10)6.2超环面加工流程及工艺 (10)6.3超环面加工工艺小结 (11)7.超光滑光学元件的检测 (11)7.1大曲率半径的测量 (12)7.2面型误差的测量 (13)7.3表面粗糙度的测量 (14)8.参考文献 (15)1.引言日前,光学和光电子学,尤其是短波段光学涉及的相关技术对关键光学元件表面精度的要求越来越高,往往需要达到纳米甚至原子级,因此超光滑表而加工技术应运而生。
超光滑表面不仅要具备较高的而形精度和极低的表而粗糙度,还要具有完整的表面晶格排布,消除亚表面损伤。
因此,如何实现光学元件表面的超光滑加工与检测成为精密加工领域的一个重要课题。
上篇:超光滑光学元件表面的加工2.超光滑表面光学元件的特点[]1(1)光学系统绝大部分为反射系统;(2)光学元件表面要求粗糙度很低,一般为0.5nm~5nm ;(3)光学元件的面型多种多样:面型有平面、大半径球面、柱面、抛物面、椭球面、超环面等等,这些都是由光束线空间特性所决定的;(4)光学材料的选择:要考虑到光束线能量高,要求散热快,膨胀系数小,适合于超真空系统中工作等因素。
飞秒激光技术在材料表面微加工中的应用

飞秒激光技术在材料表面微加工中的应用飞秒激光技术是一种高精度的激光加工技术,它在微电子学、光学、材料科学、生物医学等领域得到了广泛应用。
利用飞秒激光技术,可以对材料表面进行微加工,实现纳米级的高精度加工,具有很高的应用价值。
飞秒激光技术的基本原理是利用超快速的飞秒激光脉冲,使材料表面的电子受到激发和扰动,进而发生化学反应和物理变化,从而实现表面微加工。
与传统激光加工技术不同,飞秒激光技术的激光脉冲持续时间极短,仅有几飞秒(10^-15 s)的时间,因此可以实现纳米级的高精度加工。
飞秒激光技术在材料表面微加工中的应用非常广泛。
例如,可以利用飞秒激光技术制造微型结构,如微镜头、微透镜等光学元件,在光学领域具有重要的应用价值。
此外,飞秒激光技术还可以制造微型管道、微孔阵列等微流控结构,在生物医学领域具有广泛的应用前景。
最近,飞秒激光技术在材料表面的微加工中又有了新的应用。
研究人员发现,飞秒激光脉冲可以实现材料表面的纳米结构形成,使材料表面具有特殊的物理和化学性质。
例如,可以制造具有超级疏水、超级亲水等特殊表面性质的材料,具有广泛的应用前景。
此外,飞秒激光技术还可以制造具有微纳米结构的超级黑色材料,如碳纳米管阵列、纳米金属阵列等,具有很高的吸光性能,可以应用于太阳能电池、光学传感等领域。
飞秒激光技术在材料表面微加工中的应用还具有很多挑战和问题需要解决。
例如,高能量的飞秒激光脉冲容易导致材料表面的局部熔化和燃烧,影响加工效果。
此外,飞秒激光技术在加工大型工件时面临着加工速度慢、加工质量不稳定等问题。
因此,我们需要进一步深入研究飞秒激光技术在材料表面微加工中的机理和特性,探索新的加工方法和工艺,提高加工效率和加工质量。
总的来说,飞秒激光技术在材料表面微加工中具有广泛的应用前景。
通过不断深入地探索和研究,我们相信飞秒激光技术在材料加工领域的应用会越来越广泛,为我们的科技和生产带来更多的创新和发展。
高精度角度光学元件超光滑表面的加工和检测技术研究的开题报告
高精度角度光学元件超光滑表面的加工和检测技术研究的开题报告一、选题背景和研究意义随着现代光学技术的飞速发展,越来越多的光学元件被广泛应用在精密仪器、航天、军事等领域。
其中,高精度角度光学元件的需求越来越大,如图形补偿器、准直器、倾斜镜等元件,其精度和稳定性直接影响到光学系统的质量。
而对于这些元件的制造和检测迫切需要解决的是如何实现超精密的加工技术和高精度的检测方法。
目前,国内外对于高精度角度光学元件的加工和检测技术研究已有很多的实践和理论经验,但是,仍然存在一些困难和挑战,如制造成本高、表面质量不稳定等。
因此,本课题旨在研究高精度角度光学元件超光滑表面的加工和检测技术,以提高光学元件的制造质量和效率,为光学系统的应用提供更好的技术支持。
二、研究内容和方案1. 研究现有高精度角度光学元件加工和检测技术的发展历程及优缺点,分析其适用范围和局限性;2. 研究超光滑表面的制备技术,设计合理的工艺流程和工艺参数,并探究加工过程中的不良影响因素和解决方案;3. 建立高精度角度光学元件表面质量检测系统,探究适用于超光滑表面的检测方法和技术,并制定可靠的质量控制方案;4. 对比不同加工工艺和检测方法的优缺点,探究适用于高精度角度光学元件的加工和检测技术。
三、预期目标和意义1. 建立适应于高精度角度光学元件的超光滑表面加工技术和表面质量检测技术,提高产品的生产精度和质量。
2. 探究适用于高精度角度光学元件的加工和检测技术,为相关行业提供技术支持和指导,促进该领域的发展。
3. 向相关学科领域提供有益的研究成果和经验,推动相关学科的研究和发展。
四、研究方法和计划1. 分析现有的高精度角度光学元件加工和检测技术,总结其优缺点和不足之处,寻找改进和创新的方向;2. 研究超光滑表面的制备工艺及不良影响因素,进行仿真和实验验证,完善优化工艺流程和参数;3. 设计并建立适应于高精度角度光学元件的表面质量检测系统,并对其进行测试验证;4. 对比不同加工工艺和检测方法的优缺点,制定可靠的质量控制方案;5. 撰写论文并撰写开题报告。
飞秒激光双光子聚合方法加工图案化微透镜及其成像测试
第28卷第12期2020年12月光学精密工程Optics and Precision EngineeringVol.28No.12Dec.2020文章编号1004-924X(2020)12-2629-07飞秒激光双光子聚合方法加工图案化微透镜及其成像测试苏亚辉1>2'3*,秦天天】,许兵4,吴东4(1.安徽大学电气工程与自动化学院,安徽合肥230601;2.安徽大学电子信息工程学院,安徽合肥230601;3.信息材料与智能感知安徽省实验室,安徽合肥230601;4.中国科学技术大学精密机械与精密仪器系,安徽合肥230022)摘要:为改善以往图案化透镜加工工艺复杂、制造技术昂贵、图案设计方面有限制等缺点,本文将飞秒激光双光子聚合加工技术应用于图案化微透镜的快速、高精度加工。
通过球面波因子的变形设计了不同图案的微透镜,利用飞秒激光双光子聚合加工技术在光刻胶样品中加工出图案化的微透镜,然后将光刻胶样品置于显影液中去除未聚合部分,得到图案化微透镜,最后对图案化微透镜进行成像测试和光强均一化分析。
将LED光源分别置于不同图案微透镜的下方,光线透过图案化微透镜成功聚焦出光强一致的焦点图案。
实验结果表明,使用飞秒激光双光子聚合加工可以实现灵活可控的3D图案化微透镜结构的加工,采用加工功率为7mW,曝光时间为2ms,扫描xy步距为0.5pm,步距为0.8〜1.5卩m,不仅保证了微透镜结构表面光滑,而且实现了微透镜的快速加工。
该技术在加工光学超材料、光学微器件、集成光学器件等方面具有广阔的应用前景。
关键词:激光加工;飞秒激光;双光子聚合;微透镜;光刻胶中图分类号:TN249文献标识码:A doi:10.37188/OPE.20202812.2629Patterned microlens processed using two-photon polymerization of femtosecond laser and its imaging testSU Ya-hui1,2,3*,QIN Tian-tian1,XU Bing4,WU Dong4(1.School of E lectrical Engineering a^id Automation,Anhui Uni r v ersity,Hefei230601,China;2.School of E lectronic Information Engineering,Anhui University,Hefei230601,China;3.AnhuiProvincialLaboratory of InformationMaterialsandlntelligentPerception,Hefei230601,China;4.Department of P recision Machinery and Precision Instrumientation,University of Science and Technology of China,Hefei230022,China)*Corresponding author,E-mail:u stcsyh@Abstract:Two-photon polymerization technology for use in a femtosecond laser was used in the rapid and high-precision processing of a patterned microlens to improve the previous shortcomings,including a com-收稿日期:2020-09-01;修订日期:2020-09-28.基金项目:安徽省高等教育学校自然科学基金重点项目(No.KJ2018A014);中国博士后科学基金会资助项目(No.2019M662190);中央高校基础研究经费资助项目(No.WK2090000016)2630光学精密工程第28卷plex processing technology,expensive manufacturing technology,and limited pattern design.First,threedimensional software was used to design the microlens pattern through the deformation of the spherical wave factor,and the two-photon polymerization processing technology for a femtosecond laser was used to process the patterned microlens in the photoresist sample.The sample was then placed in a developer to remove the unprocessed area and obtain the corresponding patterned microlens.Finally,an imaging test and a light intensity homogenization analysis of the patterned microlens were carried out.An LED light source was placed below the patterned microlens,and the light was successfully focused through the patterned microlens to obtain the corresponding patterns with the same light intensity.The experiment shows that the two-photon polymerization of a femtosecond laser can realize the flexible and controllable processing of a 3D microlens structure,a processing power of7mW,an exposure time of2ms,a scanning xy-step of0.5 pm,and a z-step of 0.8-1.5pm,ensuring the smooth surface of the microlens structure and realizing a rapid microlens processing.The two-photon polymerization technology for a femtosecond laser will play an important role in the processing field such as optical metamaterials,optical microdevices,and integrated optical devices.Key words:laser fabrication;femtosecond laser;two-photon polymerization;microlens;photoresist1引言光学器件的小型化、集成化是现代光学系统发展的重要趋势[11o近几十年来,作为一种重要的微光学器件,微透镜由于其体积小、质量轻、光学性能优异等优点在微成像[21、光束整形[31、人工复眼[41等方面的应用十分广泛。
光学面表面光度p等级
光学面表面光度p等级
在光学中,面表面光度通常使用“RMS”(均方根)来衡量。
RMS等级通常分为5个等级,从超光滑面(0级)到粗面(4级)。
每个等级都有其对应的RMS值范围,这些范围在各等级之间重叠,以使每个等级都有一个相对的“粗糙度”范围。
例如,0级表面要求其RMS值小于0.05微米,而1级表面要求其RMS值在0.05至0.1微米之间。
这些等级通常用于描述表面粗糙度,以帮助确定表面是否满足特定应用的需求。
例如,一些应用可能需要高反射率,而另一些应用可能需要减少散射或反射。
请注意,这里提供的信息是概括性的,具体数值可能会因制造工艺和应用需求的不同而有所变化。
如果你需要具体的数值或具有针对性的信息,建议咨询相关的光学专家或查阅具体的文献资料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
飞秒激光加工超光滑光学表面综述精密和超精密加工技术、制造自动化是先进制造技术的两大领域,精密工程、精细工程和纳米技术是现代制造技术的前沿,也是未来制造技术的基础。
超精密加工是一门新兴的综合性加工技术,它集成了现代机械、电子、测量及材料等先级,极大地改善了产品的性能进技术成就,使得目前的加工精度达到了0.01m和可靠性。
超光滑表面加工技术是超精密加工体系的一个重要组成部分,在国防工业、信息产业民用产品的制造中占有非常重要的地位且有着广泛的市场需求,具有良好的发展前景。
科技的进步极大地推动了技术的发展,随着光学领域和微电子学领域及其相关技术的发展,对所需材料的表面质量的要求越来越高。
大规模和超大规模集成电路对所用衬底材料的表面精度提出了很高的要求;短波段光学的发展尤其是强激光技术的出现,对光学元件表面粗糙度的要求极为苛刻。
从而产生了超光滑表面的概念,并出现一系列用于进行超光滑表面加工的技术和方法。
超光滑表面具有以下主要特征[1]:(1)表面粗糙度小于1nm Ra,对于光学元件,表面粗糙度小于1nm RMS(粗糙度均方根值),(2)尽可能小的表面疵病与亚表面损伤;(3)表面残余应力极小;(4)晶体表面具有完整的晶体结构,即表面无晶格错位。
超光滑表面的加工手段有抛光和超精密机械加工等,而抛光应用得最广泛。
超光滑表面加工的对象是晶体、陶瓷等硬脆性材料。
超光滑表面主要应用于现代武器惯导仪表的精密陀螺的平面反射镜、激光核聚变反射镜、大规模集成电路的基片、计算机磁盘、磁头和蓝宝石红外探测器窗口的透镜等。
对于各种超光滑表面的抛光加工手段,根据在加工过程中工件和抛光盘之间的接触状态可分为3种类型:直接接触、准接触和非接触。
在各种抛光方法中的接触状态均只属于其中一种,并在抛光过程中基本保持不变[1],[2]。
1.直接接触抛光直接接触抛光是指抛光盘和工件在抛光过程中直接发生接触,依靠抛光磨料的机械磨削作用和抛光盘的摩擦作用去除材料。
浴法抛光、Teflon法抛光等都属于这种接触方式。
2. 非接触抛光非接触抛光是指使工件与抛光盘在抛光时不发生接触,仅用抛光液冲击工件表面,以获得完美结晶性和精确面型的加工表面的抛光方法。
EEM、浮法抛光、激光抛光等都属于这种接触方式。
该方法的去除量极小,可用于加工功能晶体材料元件(强调表面的晶格完整性),也可用于加工光学元件(强调高面形精度和极低的粗糙度值)。
3. 准接触抛光准接触抛光是指,在抛光过程中产生的动压使抛光盘和工件之间存在合适的间隙。
化学机械抛光便是典型的准接触抛光。
随着材料表面技术的发展,表面抛光技术成为了一个越来越重要的技术。
抛光技术又称镜面加工技术,是制造平坦而且加工变形层很小、没有擦痕的面加工工艺。
在工业应用中,对材料表面粗糙度的要求越来越高,已经从微米级→亚微米级→纳米级→亚纳米级。
为了满足应用的需要,已经有多种抛光技术被应用在工业生产中。
抛光技术有:机械抛光、超声波抛光、化学抛光、离子束抛光、电解抛光、流体抛光、磁研磨抛光、激光抛光等。
这些抛光技术在电子设备、精密机械、仪器仪表、光学元件、医疗器械等领域得到广泛的应用。
超光滑表面的抛光机理:一般原子直径小于0.3nm,而超光滑表面的微观起伏的均方根值为几个原子的尺寸,因此实现超光滑表面加工的关键在于实现表层材料原子量级的去除。
传统的抛光理论认为,抛光是由磨料的机械磨削作用、抛光液的化学作用和工件表面材料的热流动共同作用的结果。
对于超光滑表面的抛光,其材料去除的方式不外乎也是通过机械的作用和化学的作用,区别在于作用的方式有所不同。
在硬脆性材料的超光滑表面抛光中,磨料的机械作用表现在以塑性的方式产生切屑。
T.G.Bif ano提出了塑性磨削理论,他认为如果将磨削深度控制在几十纳米到几个纳米之间,硬脆性材料在磨削过程中的去除机理由脆性崩裂变为塑性流动。
随着纳米粉体技术的发展,纳米级磨料在超光滑表面抛光中得到了越来越广泛的应用,这使塑性磨削成为可能。
在超光滑表面抛光中磨料的去除单位已在纳米,甚至已是亚纳米级,在这种加工尺度内,加工氛围中的化学作用显得尤为重要。
在超光滑表面抛光中抛光液的化学作用表现在:先在被加工表面形成一层易于磨削的软质层,再利用抛光料或抛光盘的机械磨削的作用加以去除。
这样就可以实现用软质抛光料加工硬质材料,而且对材料的去除及减少加工变质层是有利的。
目前普遍认为超光滑表面抛光是磨料或抛光盘的机械作用和抛光浆料的化学作用的结果,以物理、化学的方式去除材料。
不同的抛光方法就在于机械作用和化学作用的组合上有所不同。
目前关于超光滑表面加工机理的研究尚不完善,有待于通过纳米摩擦学的微切削理论做出进一步的解释。
在实际生产应用中,随着科学技术的迅速发展,对材料表面质量的要求越来越高。
对于一些超硬材料和脆性材料以及复合材料,传统的加工方法无法满足加工的技术要求。
激光抛光是一种新型材料表面处理技术,作为激光加工技术的重要应用之一,也随着激光技术的发展而出现并快速发展。
由于激光抛光具有其他加工方法无可比拟的优势,自20世纪90年代以来,许多西方国家的学者都开始对激光抛光进行研究,近年来,中国一些学者和科研机构也开始投入了对激光抛光技术的探索和研究工作[1],[2]。
1.激光抛光技术的发展自1964年~1965年相继发明了CO2激光器、YAG激光器后,激光器在工业上的应用变成了可能。
随着激光这种新能源的获得,材料加工的领域被大大拓宽,其中材料表面的激光处理就是激光应用的重要方面之一。
材料表面的激光处理主要集中在:材料表面激光相变硬化、激光合金化与涂覆、激光表面非晶化和微晶化、冲击硬化及激光对材料的表面改性等。
近年来,随着材料科学,特别是材料表面科学的发展,激光器在材料科学中的应用得到进一部的拓宽;更由于工业应用中对材料表面的光洁度的要求越来越高,人们不断探索新的抛光技术,由于激光独特的性质,激光抛光技术出现了。
刚开始,人们利用CO2激光器、YAG激光器等连续激光器,对一些材料进行了表面抛光的研究,得到了比较好的符合要求的光滑面,但容易在表面产生少量的裂纹。
现在研究人员把重点放在短波长准分子激光器和短脉冲的飞秒脉冲激光器上,利用它们抛光不易产生裂纹,抛光的效果更好。
从90年代中期以来,在美国、俄罗斯、德国和日本等国家,广泛开展了金刚石薄膜的激光抛光研究,已经得到了纳米级的表面粗糙度;近年来,日本大阪大学激光研究院的研究人员选用193nm烧蚀波长和PMMA(光学材料)组配获得高的表面光滑度,使其表面误差下降到只有0.17λ。
现在激光抛光已经在金刚石薄膜、高分子聚合物、陶瓷、半导体、光学元件、金属、绝缘体等得到广泛的研究。
2.飞秒激光的产生根据激光器工作方式的不同,激光通常可分为连续激光和脉冲激光。
脉冲激光是指以脉冲工作方式的激光器发出的光脉冲,简单地说,好比手电筒一样,合上开关立刻又关掉就是发出了一个“光脉冲”。
用脉冲方式工作有它的必要性,比如发送信号减少热量的产生等等。
近年来,超短光脉冲的产生、控制及应用获得了飞速地发展。
人们通常将皮秒(ps,1012s)、飞秒(fs,1015s)光脉冲称之为超短光脉冲。
从20世纪60年代激光的诞生到20世纪80年代,激光脉冲均处于皮秒量级。
1981年,弗克等人利用碰撞锁模技术从染料激光器中首次获得了飞秒激光脉冲,所谓锁模技术是指将激光器中同时存在的不同模式的激光脉冲实现相位锁定。
通常飞秒激光系统由四部分组成:振荡器、展宽器、放大器和压缩器。
在振荡器内,可利用锁模技术获得飞秒激光脉冲;展宽器将这个飞秒种子脉冲按不同波长在时间上拉开;放大器使这一展宽的脉冲获得充分能量;压缩器把放大后的不同成分的光谱再会聚到一起,恢复到飞秒宽度,从而形成具有极高瞬时功率的飞秒激光脉冲。
20世纪90年代以后,随着飞秒钛宝石激光器的研制成功,获得了高功率峰值、脉冲极短的飞秒激光,但其昂贵的成本,庞大的结构,复杂的操作严重阻碍了飞秒激光的应用。
为了突破现有飞秒激光局限,随着光子晶体光纤的问世,新一代飞秒激光研究于2000年后蓬勃发展起来。
在国际上,我国科学工作者首次实现了飞秒激光在400~700nm宽带连续可调谐,并研制成功国际上首台全光子晶体光纤飞秒激光放大系统,创造了39fs该技术当前最短脉宽纪录。
近年来,科学工作者又将超短光脉冲推进到了阿秒(1018s)量级[3]。
3.飞秒激光的特点[3]第一,脉冲宽度极短。
飞秒激光是一种以脉冲形式运转的激光,持续时间非常短,只有几个飞秒,飞秒的单位是fs(femto-second),1fs=10-15s,光在真空中1s内传播的距离是3.0×108m,而光在1fs内传播的距离仅为0.3μm,比大多数细胞的直径还要短,相当于光的波长的距离,病毒的体长,CD片的槽宽量级。
第二,经放大后峰值功率极高,可达太瓦(1012W )以上,经聚焦,峰值功率密度可达1018~1020W/cm2,其强度超过了原子内部的库仑场,比目前全世界发电总功率还要多出百倍。
第三,它能聚焦到比头发的直径还要小的空间区域,使电磁场的强度比原子核对其周围电子的作用力还要高数倍。
例如:将1mJ的能量集中在几个飞秒时间内并汇聚成直径为10μm的光斑,其光功率密度可达到1018W/cm2,将其换算成电场强度则为2×1012V/m,为氢原子中库仑场强(5×1011V/m)的4倍,这就有可能将电子从原子中直接剥离出来。
这些独有的特点使飞秒激光具有广泛而特殊的用途,它将对社会经济的发展起到巨大的带动作用。
传统的机械抛光加工过程是抛光→拆卸→清洗→面形测量→装夹→再抛光…循环往复,直至光洁度达到要求为止,这一过程非常耗时,如一块白宝石窗口所需加工时间就长达数月,探索新的抛光技术非常必要。
与其他加工方法现比,飞秒激光抛光具有独特的优势。
激光有4大特性:单色性、相干性、方向性和高能量密度。
这些性质使激光在加工方面具有独特的优势,激光可经聚焦产生巨大的功率密度(或能量密度)这使激光抛光成为了可能。
激光抛光有以下特点:(1)它是非接触式抛光。
接触式抛光在样品上施加了外力,样品在外力下容易破裂;而非接触式激光抛光则不会对样品施加任何压力;(2)激光抛光有很高的灵活性。
它不仅能对平面进行抛光,还由于激光抛光是非接触式加工,故运用计算机三维控制能够对各种曲面进行抛光,如是对称曲面效果则更好,激光能够抛光的面形有:平面、球面、椭球面、抛物面等;(3)抛光样品时,不需要其它的辅助药剂,故对环境的污染很小;(4)可以实现精密的抛光,材料表面经激光抛光后可以达到纳米级,甚至亚纳米级;(5)特别适合超硬材料和脆性材料粗抛光后的精抛光;(6)可实现微细抛光,对选定的微小区域进行局部抛光;(7)抛光需要的工作环境比较简单,一般在室温下进行,不需要特殊的工作环境[3]。