金属结合剂砂轮的研究与发展
金属结合剂金刚石砂轮制造技术新发展
金属结合剂金刚石砂轮制造技术新发展摘要:提高砂轮寿命和磨削效率是金属结合剂金刚石砂轮制造研究的关键问题。
本文综述了金属结合剂对金刚石磨料把持能力增强、砂轮修整修锐能力改善两方面的进展,介绍了高温钎焊技术应用与砂轮地貌优化研究的成果,在分析现有技术缺陷的基础上,提出了以高温钎焊技术为核心结合砂轮设计思想的创新制造金属结合剂超硬磨料砂轮换代产品的思路和构想。
关键词:砂轮;金刚石;金属结合剂;钎焊;砂轮地貌;把持能力工具寿命与加工效率是金属结合剂金刚石砂轮的主要性能指标。
就影响因素而言,金属结合剂对金刚石磨料的把持能力的强弱是影响工具寿命的关键因素,金属结合剂金刚石砂轮难以修整修锐是加工效率提高的重要障碍。
本文在综述金属结合剂对金刚石磨料把持能力增强、砂轮修整修锐能力改善两方面进展的基础上,介绍了高温钎焊技术应用与砂轮地貌优化研究的成果,提出以高温钎焊技术为核心结合砂轮设计思想的创新制造金属结合剂超硬磨料工具换代产品的思路。
1结合剂对磨料把持能力增强在传统的金属结合剂金刚石烧结砂轮的制造中,主要采取两类工艺措施来实现磨料把持能力的增强。
一是直接在烧结原料中添加活性的Ti(TiH2)、Cr、稀土元素等,二是通过金刚石表面金属化,在磨料表面镀上Ti、Cr等活性金属或它们的合金镀层,通过它们在高温烧结过程中与金刚石磨料和金属结合剂的反应与扩散,达到在磨料和金属结合剂间形成化学冶金结合,提高金属结合剂对磨料的把持能力。
虽然不同的研究者采用了不同的金属结合剂配方,所测得的试验数据有所差异,但试验结论基本一致,即这些工艺措施可提高结合剂对磨料的把持强度。
在其增强机理研究中,多数研究者通过多种微观分析方法,观察到在金属结合剂中活性元素分布不均衡现象,即在金刚石周围微区活性元素富集,而随离金刚石表面距离的增大,活性元素含量急剧下降,同时X射线衍射的物相分析也探测到了活性元素形成的碳化物的存在。
据此推断这些活性元素与金刚石发生化学反应,生成碳化物,通过这些碳化物作为过渡层,改善金属结合剂对金刚石磨料的润湿,使金刚石磨料与金属结合剂形成化学冶金结合。
金属结合剂CBN磨具的特性

金属结合剂CBN磨具的特性随着高速磨削和超精密磨削技术的迅速发展,对砂轮提出了更高的要求,金属结合剂砂轮因其结合强度高、成型性好、使用寿命长等显著特性而在生产中得到了广泛的应用。
金属结合剂CBN磨具根据原料种类及生产工艺形式的不同又分为烧结型金属结合剂和电镀及钎焊型金属结合剂磨具,主要应用在高速钢刀具、PCD刀具刃口抛光磨削,汽车凸轮轴和曲轴外圆磨削等领域。
烧结型金属结合剂CBN磨具具有强度高、韧性好、导热性好、使用寿命长等优点。
根据结合剂中金属元素及合金成分的不同,又可以分为铜基、钴基、钛基和铁基等类别。
电镀和钎焊型CBN磨具是利用电镀和钎焊工艺,将单层的CBN磨粒通过银、镍或钛等金属黏结剂固结在金属基体上,这样制成的磨具磨粒裸露高度在40%以上,大大增加了容屑空间,能使磨粒在磨削时更锋利。
金属结合剂CBN砂轮与其他类型砂轮相比,具有如下几点优势:(1)单位体积内磨粒的利用率高。
与普通砂轮相比,金属结合剂CBN砂轮在单位砂轮体积中含有较少的磨粒,在相同的总切入力条件下,金属结合剂CBN砂轮的各个工作磨粒上将具有更大的切入压力,且磨料极大部分都按正常的“切削”状态工作,不正常的“摩擦”和“耕梨”状态少,因此形成的切屑较粗大。
(2)与陶瓷结合剂和树脂结合剂砂轮相比,可承受的磨削压力更高。
这是由于金刚石结合剂CBN砂轮的磨粒对工件的总压力使得CBN磨粒与工件保持紧密接触,CBN磨粒和它的结合剂支撑非常强固。
(3)可长时期地保持切削锋利性。
金属结合剂CBN磨具使用的CBN磨料,在品种和性能方面,与陶瓷结合剂与树脂结合剂磨具的CBN磨料有所不同,关于CBN磨料的选择有如下几点要求:(1)CBN磨料的强度,一般要求采用具有中等强度系列的品种。
(2)对于粒度的选择,需根据加工工序和粗糙度的不同要求,依据粗磨-半精磨-精磨的顺序,其粒度一般可在50/60~230/270的范围内选择,这些粒度相对应的加工粗糙度一般可达到Ra1.6 ~0.2。
陶瓷磨削中新型多孔金属结合剂金刚石砂轮磨损特征研究
材料 A l2 O3
表 1 A l2 O3工程陶瓷 的主要性能
密度 g / cm3
抗弯强度 断裂韧性 弹性模量 硬度 HV
MPa MPa m 1/2
GPa
GP a
3. 98
330
5
385
18
图 2 砂轮修整前、后工作面的结构变化示意图
图 1 新型多孔金属结合剂金刚石砂轮示意图
2 试验结果与讨论
2. 1 金刚石磨料的磨损及出露 由图 3可以看出, 砂轮节块选定微区内的金刚石
磨损主要包括以下三个过程。 ( 1)金刚石的初期磨损 砂轮修整后, 金刚石出露状况良好, 随着磨削加工
材料的初步进行, 金刚石表面很快出现磨耗小平面, 由 于各颗金刚石出露高度存在差异, 其磨损程度不同, 见 图 3a。
18
金刚石与磨料 磨具工程
总第 171期
( 2) 金刚石的磨耗磨损与破碎 随着磨削不断进行, 金刚石的磨耗小平面面积不 断扩大, 金刚石逐渐开始钝化。同时, 部分金刚石在磨 削过程中还发生 了局部破碎现 象, 甚至出 现破碎, 磨 耗, 在反复破碎的过程中, 见图 3b, 3c, 3d, 3e。 ( 3) 金刚石的脱落 随着金刚石磨料以及周围结合剂的不断磨损, 结 合剂对金刚石的把持力降低, 当钝化的金刚石在磨削 过程中受到的磨削阻力大于结合剂 对磨料的把持 力 时, 金刚石最终从结合剂中脱落, 见图 3e。
第 3期
赫青 山等: 陶瓷磨削中新型多孔金属结合剂金刚石砂轮磨 损特征研究
19
会形成微裂纹并进一步扩展, 从而发生金刚石的破碎 脱落。发生微破碎的金刚石可以在其破碎表面形成一 些棱角, 充当新的切削刃, 这对磨削加工是有利的, 而 宏观破碎可以使金刚石失去切削能力, 不利于磨削加 工。
电火花沉积金属结合剂金刚石砂轮研究
表 面粗 糙 度 Ra为 0 3“ , . 6 m 电镀 砂 轮 加 工 工件 的 表 面 粗糙 度 R a却 为 0 6p . 7. m。
关 键 词 : 火花 沉 积 ; 属 结 合 剂 ; 刚石 ; 轮 ; 耗 比 电 金 金 砂 磨
中 图分 类 号 : Q14 T 4 T 6 ; G7
d p s in E D) h cotut r f S el a dt eb n ig itraeb t e e o i o ( S .T emi sr cu eo D wh es n h o dn efc ewen t r E n
t e d p stly ra d t e m ea a e we e iv sia e y t e S h e o i a e n h tlb s r n e tg td b h EM . Th rn ig p r e g id n e —
E D w el g idn e ne abd wh n tea u to ed wa t s h ai S h e r igc me tdcr ie s n l e h mo n f e s5t f m/ ,tert o wa 7 2a dtes raer u h eso h o k i e( )wa . 6t eest eRa s3 . n h u fc o g n s ftew rpe Ra c s0 3 / wh ra h n i
Ab t a t Th e a— o d d d a o d g i d n e l r a e b l c rc 1d s h r e sr c : e m t l n e i m n rn i g wh e s we e m d y e e t ia ic a g b
文献标识码 : A
金属结合剂金刚石砂轮的研究与进展
金属结合剂金刚石砂轮的讨论与进展1引言由金刚石或立方氮化硼(CBN)磨料制作的超硬磨料砂轮,因其优良的磨削性能,已广泛用于磨削领域的各个方面。
金刚石砂轮是磨削硬质合金、玻璃、陶瓷、宝石等高硬脆材料的特效工具。
近几年来,随着高速磨削和超精密磨削技术的快速进展,对砂轮提出了更高的要求,陶瓷和树脂结合剂的砂轮已不能充足生产的需要,金属结合剂砂轮因其结合强度高、成型性好、使用寿命长等显著特性而在生产中得到了广泛的应用。
金属结合剂金刚石砂轮按制造方式不同重要有有烧结和电镀两种类型。
为了充分发挥超硬磨料的作用,国外从20世纪90时代初开始用高温钎焊工艺开发一种新型砂轮,即单层高温钎焊超硬磨料砂轮,目前国内这种砂轮还处于研制开发阶段。
2烧结型金刚石砂轮烧结型金属结合剂砂轮多以青铜等金属作为结合剂,用高温烧结法制造,其结合强度高,成型性好,耐高温,导热性和耐磨性好,使用寿命长,可承受较大的负荷。
因砂轮在烧结过程中不可避开地存在着收缩及变形,所以在使用前必需对砂轮进行整形,但砂轮修整比较困难。
目前生产中常用的砂轮对滚整形方法不仅在修整时费时费劲,而且修整过程中金刚石颗粒的脱落较多,修整砂轮本身的消耗很大,整形精度较低。
近年来各国学者相继开展了应用特种加工方法修整金属结合剂金刚石砂轮的讨论工作,重要有电解修整法、电火花修整法和复合修整法等。
电解修整法速度快,但整形精度不高;电火花修整法整形精度高,既可整形又可修锐,但整形速度较慢;复合修整法有电解电火花复合修整法、机械化学复合修整法等,修整效果较好,但系统较多而杂,因此烧结型金刚石砂轮的修整问题依旧没有得到很好的解决。
此外,由于砂轮的制造工艺决议了其表面形貌是随机的,各磨粒的几何形状、分布及切削刃所处的高度不一致,因此磨削时只有少数较高的切削刃切到工件,限制了磨削质量和磨削效率的进一步提高。
3电镀金刚石砂轮电镀金刚石砂轮的优点:①电镀工艺简单,投资少,制造便利;②无需修整,使用便利;③单层结构决议了它可以达到很高的工作速度,目前国外已高达250~300m/s;④虽然只有单层金刚石,但仍有充足的寿命;⑤对于精度要求较高的滚轮和砂轮,电镀是唯一的制造方法。
树脂-金属复合结合剂金刚石微粉砂轮的电解调整原理和基础现象
学会.精密工学会春季大会学术讲演会讲演论[文C集].东京
2000
王先逵 工和超精密加工技术
193年2出生
博导
制造系统自动化
CAD/CAM 特种加
联系 电话
王先逵 北京清华大学精仪系制造所
100084
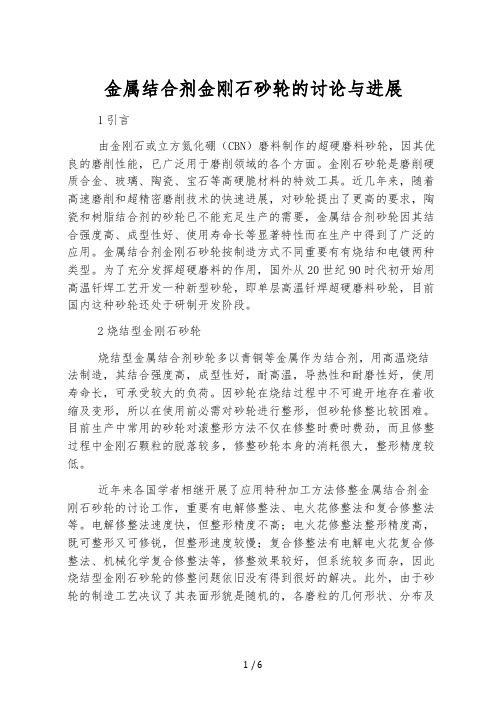
图 5 是砂轮表面同一位置电解调整前后的电子对
比扫描电镜照片
B为
电解调整前的砂轮表面
从 B可
以看出
在原来铜占据的位置上
形成孔穴
可
以确认
砂轮表层形成了有孔的树脂结
合剂组织结构
A 电解前
B 电解后
图 5 电解前后砂轮表面的电子扫描电镜照片
可以看出使用
电解调整后的砂轮
分别用未做电解调整和电解调整后的砂轮磨
电流的下降速度和电压的上升速度变得缓
慢 较高值保持稳定
电压在一个 电解
过程中被电解的物质的质量与电量成比
例
电解开始
时
5min 后溶解速度
变慢
这主要是由于
电解初期
溶出的铜离子
中的电阻增大 3.3 电解调整前后砂轮表面的观察
扩散比较容易 面形成一个个小洞 子的扩散越来越困难
电流密度降低 行
砂轮表 铜离
随着电解的进 电路
磨料层自身的导电性是电解调整可行的必要条
件
其区别是铜占结合剂的体积百分
比不同
测描电子显微镜观察试验后的的表面
因此砂轮有
表 2 铜的百分比与电解可行与否的关系
3.2 电解调整过程中电流和电压的变化
图 4 是电解调整过程中电极两端电流和电压的变化曲线
电解开始时
电压急剧上升
合剂结构
论述了树脂-金属复合结合剂金刚石微粉砂轮的电解调整原
铸铁结合剂金刚石砂轮ELID磨削硬质合金的性能研究

ti pp r h at rnb n e i n h es i iee t ri s eaea o t LD ( l t lt - hs a e,te s i od dda dw el wt df rn ga i r d pe i E I Ee r yi I c -o mo h f n z dn co cn
q ai u l y,b tt e a e lw rg i d n f ce c .T e EL D g i d n tt sa e d cd d b er t ft e g an t u h y h v e rn i g e in y h I n i g sae e i e y t a i o r i o i r r h o h
摘
要
硬 质 合金 具有 硬度 高、 强度 好 、 耐腐 蚀 和 耐磨 损 的特 点 , 用 传 统 方法 难 以 满足 精 密及 超 精 密 采
加 工的技 术要 求 。本 文采 用不 同粒 度 的铸铁 结合 剂金 刚石砂轮 E I LD镜 面磨 削硬 质合金 , 到 了不 同加 得
金属结合剂金刚石砂轮的研究
金属结合剂金刚石砂轮的研究作者:刘树来源:《科技视界》 2012年第35期刘树(云南锡业职业技术学院云南个旧661000)【摘要】近几年来,随着高速磨削和超精密磨削技术的快速发展,对金刚石砂轮提出了更高的要求,陶瓷以及树脂结合剂的砂轮已经不能满足现代生产的需要。
而金属结合剂砂轮因其具有把持力强,结合强度高、耐磨性好、成型性能好、寿命长、能承受较大的磨削压力等特点, 在工程陶瓷、光学玻璃、硬质合金等难加工材料的磨削加工中得到了广泛应用。
本文对金属结合剂金刚石砂轮应用特点及修整方法进行了研究和探索。
【关键词】金属结合剂;金刚石砂轮;运用金属结合剂砂轮存在自锐性差、砂轮表面容易堵塞、在磨削加工中容易造成工件表面烧伤, 影响工件的表面质量等问题,且金刚石砂轮具有极高的硬度,修整非常困难,这一定程度上也限制了金刚石砂轮的应用。
为解决金属结合剂砂轮在精密磨削加工中的缺陷, 国内外学者对金属结合剂砂轮的制备、结合剂配方设计、修整方法等方面的问题进行了不断的研究和探索。
1金属结合剂金刚石砂轮的分类和特点金属结合剂砂轮主要分为三种类型:①烧结金属结合剂砂轮;②电镀金属结合剂砂轮;③单层钎焊金属结合剂砂轮。
1.1烧结金属结合剂砂轮烧结型金属结合剂砂轮通常以青铜和铸铁等金属作为结合剂, 用高温烧结的方法制造而成。
其优点是结合强度高, 成形性能好, 耐高温, 导热性和耐磨性好, 并且使用寿命长, 可承受较大的载荷。
缺点是由于烧结型金刚石砂轮的制造工艺,决定了其表面形状是随机形成的,各磨粒的几何形状、分布及切削刃所处的高度圴不一致,磨粒分布不均匀,因此在磨削时只有少数较高的切削刃的磨粒能切削到工件,限制了磨削质量和磨削效率的提高。
1.2电镀金属结合剂砂轮电镀金属结合剂金刚石砂轮通常以镍或镍合金做镀层金属,其优点是电镀工艺简单,投资少,制造和使用方便,精度高,可以达到很高的工作速度,寿命长,对于精度要求较高的砂轮,电镀是唯一的制造方法,正是由于电镀金属结合剂砂轮具有这些优势,使得电镀砂轮在高速、超高速磨削中占据着主导地位。
空心球造孔制备的多孔金属结合剂金刚石砂轮的磨削性能研究
Ab t a t I t i e pe i e t p r u ea b n d a n wh es s r c n h s x rm n , o o s m tl o d imo d e l we e p e a e y o — r si g i trn r r p r d b h tp e sn sn ei g
2 1 年 4月 第 2期 01 第 3 卷 总 第 12期 1 8
金 刚 石 与 磨料 磨 具 工 程
Dimo d & Ab a ie a n r sv sEngn e ig ie rn
Apr201 . 1 No. Vo . S ra. 8 2 13l ei1 1 2
关键词
空心球 ; 多孔 { 金属结合 剂 ; 隙率 ; 孔 锋利性 ; 削 比 ; 面质量 磨 表
T 7 ; Q 6 文献标 识码 G 4 T 14 A DI O 编码 1 .9 9 ji n 10 0 3 6 /.s .0 6—82 .0 0 1 1 s 5 X 2 1 .2 0 1 0
文 章 编 号 :06— 5 X(0 1 0 04 0 10 8 2 2 1 )2— 0 4— 6
空 心 造 孑 制 备 的 多 孑 金 属 结 合 剂 球 L L 金 刚 石 砂 轮 的磨 削 性 能 研 究
熊华 军 刘明耀 夏举 学
( . 南工 业 大 学 , 州 40 0 ) 1河 郑 50 7 ( . 州磨 料 磨 具磨 削研 究 所 , 州 40 0 ) 2郑 郑 5 07
多孔金属结合剂金刚石砂轮的研究
多孔金属结合剂金刚石砂轮的研究赵亚庆;何方【摘要】重点介绍了多孔金属结合剂金刚石砂轮的成孔机理、制备方法,以及在孔隙存在时提高砂轮强度的措施,并对多孔金属结合剂金刚石砂轮研究方向做了展望。
%The pore formation mechanisms and preparation method of porous metal-bonded diamond gringding wheel and the way to improve the strength of it when the pores are present have been focused on in this article.In addition,the research orientation of the porous metal-bonded diamond gringding wheel has been predicted.【期刊名称】《超硬材料工程》【年(卷),期】2015(000)002【总页数】4页(P15-18)【关键词】金属结合剂;金刚石砂轮;孔隙;强度【作者】赵亚庆;何方【作者单位】河南工业大学,材料科学与工程学院,河南郑州 450001;河南工业大学,材料科学与工程学院,河南郑州 450001【正文语种】中文【中图分类】TQ164金属结合剂金刚石砂轮与树脂结合剂金刚石砂轮和陶瓷结合剂金刚石砂轮相比,具有成型密度高、组织致密、韧性好、耐磨性好等特点,多用来加工金属间化合物、高温合金、工程陶瓷、硬质合金和宝石等难加工材料[1]。
但传统金属结合剂金刚石砂轮属致密型砂轮,孔隙率很低,磨削过程中,自锐性差,磨屑易堵塞黏附,导致工件烧伤,且修整修锐困难[2]。
传统金属结合剂砂轮的这些缺点限制了其应用。
虽然目前采用激光修整[3]等技术可以实现金属结合剂金刚石砂轮的精确修整,但是如果能制造出一种本身自锐性就很好的砂轮,则能达到事半功倍的效果。
金属结合剂的砂轮

金属结合剂的砂轮是以金刚石或立方氮化硼(CBN)为原料,用金属如青铜、铸铁、镍或镍合金等作为结合剂制成的超硬磨料砂轮。
这种砂轮因其优良的磨削性能,已被广泛用于磨削领域的各个方面,尤其是磨削硬质合金、玻璃、陶瓷、宝石等高硬脆材料。
金属结合剂砂轮具有以下特点:
结合强度高:由于金属结合剂的强度和韧性,使得砂轮的磨粒在磨削过程中不易脱落,从而保证了磨削的稳定性和效率。
成形性能好:金属结合剂可以使磨粒在砂轮上均匀分布,形成规则的磨削面,提高磨削质量。
耐高温、导热性和耐磨性好:金属结合剂可以承受较高的温度和压力,不易磨损,从而延长了砂轮的使用寿命。
使用寿命长:由于金属结合剂的优异性能,使得砂轮在磨削过程中不易磨损,因此其使用寿命较长。
金属结合剂砂轮可以通过不同的制造工艺进行制造,包括烧结法和电镀法。
其中,烧结法是将磨料和金属结合剂混合后,在高温下进行烧结,形成具有一定形状和结构的砂轮。
而电镀法则是通过电镀的方式将金属结合剂沉积在磨料表面,形成砂轮的结构。
然而,金属结合剂砂轮也存在一些缺点,如砂轮在烧结过程中不可避免地存在着收缩及变形,所以在使用前必须对砂轮进行整形,但砂轮修整比较困难。
此外,金属结合剂砂轮的成本较高,因为其制造过程需要使用贵重的金属结合剂。
总的来说,金属结合剂砂轮是一种高效、稳定、耐用的磨削工具,特别适用于磨削高硬脆材料。
然而,其制造成本较高,且修整困难,因此在使用时需要注意这些问题。
砂轮行业现状及趋势

砂轮行业现状及趋势砂轮作为金属材料加工过程中不可或缺的工具,在各个行业都发挥着重要作用。
本文将介绍砂轮行业的现状及未来的发展趋势。
一、砂轮行业的现状目前,全球砂轮市场呈现出稳步增长的态势。
随着各行业的不断发展,对砂轮的需求量也越来越大。
据市场调研数据显示,砂轮行业市场规模已逐年扩大,并且呈现出增长趋势。
1.1 行业发展背景随着工业技术的不断进步和更新换代,金属加工技术也在不断提高。
砂轮作为一种重要的工具,在各个行业中得到广泛应用。
特别是在汽车、航空、机械制造等行业,对砂轮的需求量更是迅猛增长。
这些行业的发展为砂轮行业提供了巨大的市场空间。
1.2 行业现状分析目前,砂轮行业的竞争相对激烈。
在市场中存在着大量的砂轮生产企业,产品的质量和价格差异较大。
同时,一些大型制造企业也开始自主研发生产砂轮,使得市场竞争更加激烈。
在这种竞争环境下,企业需要不断提升产品技术含量和品牌影响力,才能在市场中立于不败之地。
二、砂轮行业的趋势未来,砂轮行业将呈现出以下几个发展趋势。
2.1 技术升级随着科技的进步,砂轮行业也将迎来技术的飞速发展。
一方面,新材料的应用将提高砂轮的耐磨性和切削效率;另一方面,自动化和智能化的生产设备将大幅提升砂轮生产的效率和质量。
2.2 砂轮消费升级目前,砂轮的主要消费群体为工业企业和个体工匠。
未来,随着人们对生活品质的不断追求,家庭和个人用户的砂轮需求也将逐渐增加。
例如,DIY、艺术品制作等领域的发展将推动砂轮消费的升级。
2.3 砂轮环保化在环境保护意识日益增强的背景下,砂轮行业也将朝着环保化的方向发展。
减少有害物质的使用、改善生产工艺、提高废料回收利用率等将成为砂轮行业的发展趋势。
2.4 砂轮国际化随着全球经济一体化的进程,砂轮行业也将朝着国际化的方向发展。
企业将加强与国外企业的合作,提升产品的国际竞争力。
同时,国内一些著名砂轮企业也将加大海外市场的拓展力度。
三、结语通过对砂轮行业现状及趋势的分析,可以看出该行业正处于稳步增长的阶段,并且未来有望迎来更好的发展。
金属基金刚石砂轮修整技术的研究进展
一、前言随着先进陶瓷、光学玻璃、半导体及人工晶体等高性能硬脆材料在航空、航天、汽车、电子、光学及仪器仪表中的应用,其高效、精密加工技术已成为当今的研究热点之一。
金刚石砂轮具有磨削效率高,加工质量好,加工精度高。
砂轮寿命长等特点,成为硬脆材料加工工具之首选。
砂轮的磨削性能在很大程度上取决于砂轮的表面特性,金属基金刚石砂轮具有结合强度高、耐磨性好、寿命长、能承受大负荷磨削的特点,所以在高性能硬脆材料的成形磨削和精密、超精密磨削中应用更广泛。
但是金属基金刚石砂轮的自锐性差、容易堵塞、在磨削加工中易产生由砂轮偏心引起的激振力,因而影响磨削过程的稳定性和磨削表面质量,从而限制了其在高性能硬脆材料的精密加工中的正常使用,为此,必须进行经常修整。
然而金属基金刚石砂轮存在修整时间长、修整难度大、修整效率低等特点。
因此,金属基金刚石砂轮的高效、高质量修整技术成为实现硬脆材料精密和超精密磨削、高速高效磨削、成形磨削、磨削自动化的关键技术。
二、金属基金刚石砂轮修整技术现状金刚石砂轮的修整技术是修整技术的新领域,也一直是磨削界的研究方向,然而传统的磨料研磨法、普通砂轮磨削法和磨削软钢法存在着修整效率低、修整次数频繁操作环境恶劣等缺点,各国学者竞相开发金属基金刚石砂轮的修整新技术,主要研究工作如下。
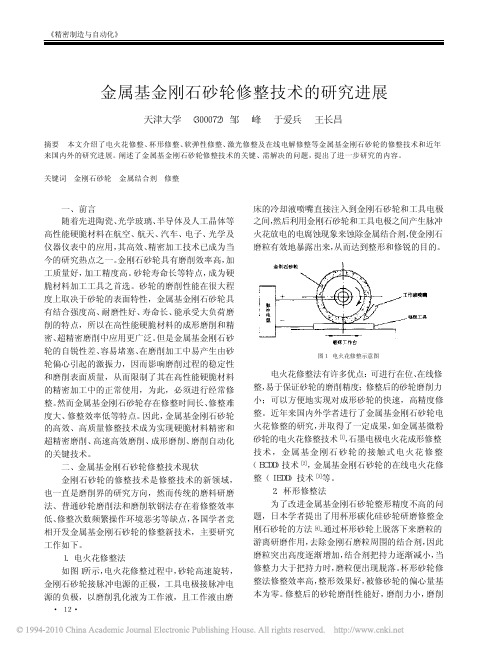
1.电火花修整法如图1所示,电火花修整过程中,砂轮高速旋转,金刚石砂轮接脉冲电源的正极,工具电极接脉冲电源的负极,以磨削乳化液为工作液,且工作液由磨床的冷却液喷嘴直接注入到金刚石砂轮和工具电极之间,然后利用金刚石砂轮和工具电极之间产生脉冲火花放电的电腐蚀现象来蚀除金属结合剂,使金刚石磨粒有效地暴露出来,从而达到整形和修锐的目的。
金属基金刚石砂轮修整技术的研究进展天津大学 (300072) 邹 峰 于爱兵 王长昌摘要 本文介绍了电火花修整、杯形修整、软弹性修整、激光修整及在线电解修整等金属基金刚石砂轮的修整技术和近年来国内外的研究进展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[摘要]
介绍了近年来有关金属结合剂砂轮的国内外研究进展,重点是金属结合剂砂轮的修整技术,也对金属
结合剂砂轮的发展提出了看法。 【关键词】砂轮;金属结合荆;制造;修整;发展 [中图分类号]TG74+3 [文献标识码]A [文章编号】1003—5451(2010)04—0038—04
Progress and Prospects of
内外对金属结合剂砂轮的制备、结合剂配方设计、修整 方法等方面进行了不断的研究。
2金属结合剂砂轮类型
金属结合剂砂轮按制造方法可分为:烧结金属结 合剂砂轮、电镀金属结合剂砂轮、单层钎焊金属结合剂 砂轮。烧结金属结合剂砂轮使用较普遍,电镀金属结 合剂砂轮只能用于磨削负荷较小的场合,单层钎焊金
’国家自然科学基金项目(50705028)资助
Wheel),将孔隙结构引人金属结合剂砂轮,以获得磨 料易出刃、易修整修锐,使用方便等优点。日本学者 Onishi、Tomino和Trong等人分别发展了多孔金属结合 剂金刚石砂轮热等静压法(Hot 结法(pulse
electric
current
isostatic
pies8)、通电烧
sintering)和真空烧结法。
EDM) 电火花法修整EDM(Electron
Discharge Machining
对600#金刚石砂轮进行修锐,磨削光学玻璃(BKIO) 后的R丑达到0.12p,m。谢晋和Tamaki对接触式放电 修整技术的电解质进行了一系列实验研究,实验结果 证明,电解质很大程度上决定了接触式放电修整技术
的性能。
Metal—Bonded Diamond
超声波电镀金刚石砂轮进行了电镀过程测试、磨粒密 度测试等研究,以获得合理超声波电镀工艺,提高电镀 金刚石工具的性能。 2.4单层钎焊金属结合剂砂轮 为了克服电镀金属结合剂砂轮结合强度差、磨粒 易脱落等缺点,设法增大金属结合剂对磨粒的把持力, 提高砂轮的结合强度。国内外学者在90年代初开始 研究用钎焊代替电镀开发单层高温钎焊超硬磨料砂 轮。Trenker利用活性钎料和镍基钎料的真空炉中钎 焊方法实现了金刚石与基体的牢固结合,大大提高了 金刚石工具的强度、性能和寿命等。 立方氮化硼(CBN)的化学稳定性特高,对其进行 钎焊比金刚石钎焊更加困难。肖冰等人利用Ni—cr 和Ag—cu—Ti两种活性钎料,在真空炉中钎焊的单层 钎焊CBN(立方氮化硼)磨料砂轮,提高了磨料结合 强度和砂轮寿命。杨志波等人采用激光钎焊的方法, 对金刚石磨粒进行钎焊实验研究分析,指出,钎焊过程 中元素在结合处相互扩散形成化学冶金结合,是实现 Ni—Cr合金层与钢基体有较高结合强度的主要因素。 2.5金属结合剂添加元素 为增强结合剂对磨粒的把持力,以及砂轮的结合 强度、磨削性能、机械性能、寿命等,可以在金属结合剂 中添加强碳化物形成元素、稀土元素及其它元素等。 研究表明,加入稀土元素La、Ce,可以提高金刚石和胎 体的结合力、胎体的机械性能、金刚石的出刃高度以及 改善金刚石工具的自锐性等作用。为满足金属结合剂 砂轮性能要求,Luciano等人提出在胎体材料中加入si (<2wt.%)等其它元素,可以提高胎体的耐磨性和对 金刚石磨粒的把持力。Truong等人在Ni—cu结合剂 中添加sn后真空烧结的金刚石砂轮,磨料问结晶物组 成的结合剂架桥生成的现象更为显著。在青铜基结合 剂中添加co、Cr等强碳化物形成元素,一定程度上可 以改善金属胎体与金刚石磨粒的结合状况。
属结合剂砂轮是处于研制开发中的一种新型金属结合
・38・
万方数据
《航空精密制造技术)2010年第46卷第4期
剂砂轮。 2.1烧结金属结合剂砂轮 烧结型金属结合剂砂轮多以青铜和铸铁等金属作 为结合剂,用高温烧结法制造,其结合强度高,成形性 好,耐高温,导热性和耐磨性好,使用寿命长,可承受较 大的负荷。传统的烧结型金属结合剂砂轮存在磨粒分 布不均等问题,王春华等人采用直接混合法和包裹法 烧结制备的SiC磨料金属结合剂磨具,SiC颗粒分散更 均匀。南京航空航天大学的肖冰针对目前金属结合剂 金刚石磨具采用机械混料的方式造成的磨粒分布不 均、效率低、结合剂与金刚石易烧伤等不足,进行了多 层磨料均布技术的研究。为了避免金属结合剂金刚石 砂轮烧结时容易造成金刚石的氧化或其它对金刚石的 损害,以及金刚石磨粒和结合剂粘接性能的降低,Ihara 开发了一种用金属层涂覆金刚石磨粒及多个涂覆金属 层的磨粒粘结在一起形成凝聚团的金刚石砂轮结构。 2.2多孔金属结合剂砂轮 传统的金属结合剂砂轮结合剂比较密实,砂轮中 气孔很少或几乎没有气孔,大大影响了砂轮的磨削性 能和效率,而且修整比较困难。为改善金属结合剂砂 轮的磨削及修整能力,日本Ritsumeikan大学研究人员 Tanaka等人在1992年提出了多孑L金属结合剂金刚石 砂轮PMBDW(Porous
[Abstract]The
study of
metal—bonded鲥nding
wheels
were
introduced in
recent
years,focusing analyzed.
on
the
metal—bonded
srlnding
wheels dressing technology,and the development of metal
2010年8月 第46卷第4期
AvlATloN PRECfsloN
航窄精密制造技术 MANUFACTURⅢG TEcHNo£DGY
^l罾2010
耽If.46 No.4
材料热工艺
金属结合剂砂轮的研究与发展木
范红伟1,袁巨龙1’2,吕冰海2,邓乾发1
(1.浙江工业大学特种装备制造与先进加工技术教育部重点实验室,杭州310014 2.湖南大学国家高效磨削工程技术研究中心,长沙410082)
Metal
Bonded Grinding
Wheel
FAN Hong—wei,YUAN Ju—long,LV Bing—hai,et a1.
(1.The
Key Laboratory of Special purpose equipment and advanced processing technology,Ministry of Education,
出的一种超硬磨料砂轮修整技术。它是利用旋转砂轮 与工具电极之间产生脉冲火花放电的电腐蚀现象来蚀 除砂轮表面的金属结合剂,使金刚石磨粒有效地暴露 出来,以达到整形和修锐目的。为消除对专门电刷和 绝缘主轴的要求,Suzuki和Tamaki等人分别提出了 “双电极法”和“旋转电极法”,使电火花修整逐渐应用 到实际中来。西班牙研究人员Sanchez等人采用单电 级电火花放电法实现了对金属结合剂CBN砂轮的修 整。相关研究表明:采用雾喷射电火花放电修整技术 修整金属结合剂超硬磨料砂轮,可获得很好的表面形 貌和磨削性能。 3.4接触式放电修整法(Electro—contact dressing,ECDD) 接触式放电修整法(Electro—contact
bonded srinding wheel
were
[Keywords]grinding
wheel;metal bond;manufacture;dressing;development
1
引言
修整比较困难,磨粒出刃难、出刃后出露度难以保持。 为解决金属结合剂砂轮在精密磨削/7n-r_中的缺陷,国
目前,使用超硬微细磨料砂轮(金刚石砂轮、CBN 砂轮)磨削加工是硬脆难加工材料获得高精度的高效 加工方法。金属结合剂砂轮因其具有磨粒把持力强, 结合强度高、耐磨性好、寿命长、能承受较大的磨削压 力等特点,成为高性能硬脆材料精密、超精密高效磨削 中应用最广泛的超硬磨料砂轮。但是金属结合剂砂轮 的自锐性差、砂轮表面容易堵塞、在磨削加工中易造成 工件表面烧伤等表面损伤,影响工件的加工质量;而且
ning
dressing,ECDD)是Tamaki和Kondoh在1999年首先提 出的。它利用砂轮的金属结合剂与金属切屑接触,构 成电流回路,产生瞬间放电,局部高温蚀除金属结合
Discharge Machi.
剂,达到对砂轮进行修整的目的。华南理工大学谢晋 和日本北见工业大学Tamaki采用接触式放电修整法
南京航空航天大学和华侨大学的研究人员对金属结合 剂多孔砂轮的研制、磨削性能等方面进行了深入的研 究。 2.3电镀金属结合剂砂轮 电镀金刚石砂轮通常以镍或镍合金做镀层金属。 由于精度高,电镀砂轮广泛应用于高速、超高速磨削精 密磨削。为了简化电镀金刚石砂轮的制作方法和调节 砂轮工作表面上金刚石磨粒的浓度,发明提出,金属结 合剂的厚度低于金刚石磨粒高度的1/2,所用填料尺 寸是金刚石磨粒尺寸的1.5—5.0倍。于爱兵等人对
charge electro—dis.
3.5气中电火花mr法
气中电火花加工法是由日本的Kunieda和Yoshi— da在1997年首先提出的,它利用从管状工具电极中 喷射出的高速气流去除已汽化和熔化的工件材料,同 时代替工作液起压缩放电通道限制其扩展的作用,使 放电能量高度集中在极小的区域内,达到去除结合剂 的目的。华南理工大学谢晋等人用气中单脉冲电火花 放电实现金属结合剂精密金刚石砂轮的修锐,产生了 较好的砂轮出刃形貌,改善了磨削表面质量。 3.6激光修整法 激光修整法是利用光学系统把激光束聚焦成极小 的光斑作用于砂轮表面,在极短的时间内使砂轮局部
Zhejiang University of Technology,Hangzhou 310014
2.National Engineering Research Center for Hi【gh Efficiency Grinding,Hunan University,Changsha
410082)
discharge discharge
dressing,ELID)技术,并且使用磨
粒网格尺寸为400#金属结合剂金刚石砂轮磨削了陶 瓷等硬、脆材料。1990年日本理化学研究所的大森整 (OHMORI)利用ELID成功的解决了铸铁基砂轮修锐 的难题,而且利用ELID使得超微细金刚石砂轮(粒径 为几微米到5nm)能用于硬、脆材料的镜面磨削。Is— lam等人用粒度为8000日铸铁结合剂金刚石砂轮进 行在线修整实验研究,研究了电流对磨削性能的影响。 此外,国内如哈尔滨工业大学、西北工业大学、湖南大 学和天津大学等许多高校和研究机构的研究人员对在 线电解修整技术进行了广泛深入的研究,促进了在线 电解修整技术在陶瓷、光学玻璃和航空航天等领域的 应用。 3.2电火花法修整EDM(Electron