车身覆盖件(发动机盖)的拉延工序
典型钢板汽车覆盖件拉延工艺介绍
10.16638/ki.1671-7988.2020.01.046典型钢板汽车覆盖件拉延工艺介绍李科杰,何星明,邬波,谷树华(浙江吉智新能源汽车科技有限公司工艺工程部,浙江杭州311228)摘要:拉延是利用拉深模使平面板料变为开口空心件的冲压工序。
作为典型汽车覆盖件冲压工艺的首道工序,拉延工艺的优劣将直接对汽车覆盖件外观质量以及后续的工艺设计产生影响。
文章以典型钢板汽车覆盖件为研究对象,结合实际生产经验,从常用板料、冲压方向、工艺补充注意点、拉延筋四个方面详细介绍了拉延工艺设计要点,分析了拉延工序中常见质量缺陷及避免方法,对典型钢板汽车覆盖件同步工程分析、模具设计及调试等具有一定的参考价值。
关键词:汽车覆盖件;拉延;板料;冲压方向;工艺补充;拉延筋中图分类号:U466 文献标识码:B 文章编号:1671-7988(2020)01-156-05Introduction of drawing process of typical steel body coverLi Kejie, He Xingming, Wu Bo, Gu Shuhua(Zhejiang JiZhi New Energy Automobile Technology CO. LTD. Process engineering department,Zhejiang Hangzhou 311228)Abstract: Drawing is the process of making the flat plate into open hollow part by drawing die. As the first process of typical automobile panel stamping process, drawing process will directly affect the appearance quality of automobile panel and subsequent process design. Based on the typical steel automotive covering parts as the research object, combined with the actual production experience, from common sheet metal, pressing direction, addendum attention points, drawbead drawing process design points are introduced in detail, analyses the drawing working procedure in addendum attention points of common quality defects and avoid method, the typical steel automotive covering parts synchronous engineering analysis, mold design and debug and so on has certain reference value.Keywords: Auto panel; Draw; Material; Pressing direction; Addendum; DrawbeadCLC NO.: U466 Document Code: B Article ID: 1671-7988(2020)01-156-05前言伴随着汽车产业的快速发展,人们对汽车覆盖件的实用性、可靠性和美观性的要求越来越高,拉延工序作为车身覆盖件成形过程最关键的工序,其设计的是否合理将直接影响汽车覆盖件的外观质量及新车型的开发周期,因此,对汽车覆盖件拉延工序进行分析,将有利于缩短模具设计时间,提高覆盖件外观质量,从而提高企业竞争力[1-2]。
汽车制造工艺设计教案3-4车身覆盖件的冲压工艺
授课内容
车身覆盖件的冲压工艺
授课学时
1学时
教学目的
能够熟悉典型车身覆盖件冲压工艺流程;能够识读冲压工艺文件
教学重点、难点
汽车典型覆盖件冲压工艺过程的理解掌握
教具和媒体使用
多媒体课件、板书
教学方法
讲授法
教学过程
一、车身覆盖件冲压工艺过程(1学时)
1.汽车覆盖件
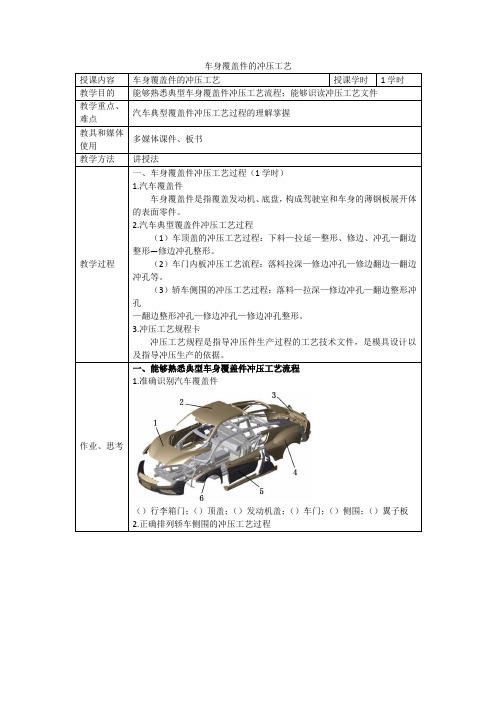
车身覆盖件是指覆盖发动机、底盘,构成驾驶室和车身的薄钢板展开体的表面零件。
2.汽车典型覆盖件冲压工艺过程
(1)车顶盖的冲压工艺过程:下料—拉延—整形、修边、冲孔—翻边整形—修边冲孔整形。
(2)车门内板冲压工艺流程:落料拉深—修边冲孔—修边翻边—翻边冲孔等。
(3)轿边整形冲孔
—翻边整形冲孔—修边冲孔—修边冲孔整形。
3.冲压工艺规程卡
冲压工艺规程是指导冲压件生产过程的工艺技术文件,是模具设计以及指导冲压生产的依据。
作业、思考
一、能够熟悉典型车身覆盖件冲压工艺流程
1.准确识别汽车覆盖件
()行李箱门;()顶盖;()发动机盖;()车门;()侧围;()翼子板
2.正确排列轿车侧围的冲压工艺过程
3.冲压工艺规程卡包括哪些内容
__________________________________________________________________________________________________________________________________
4.简述冲压工艺规程制定的步骤及原则
___________________________________________________________________________________________________________________________________________________________________________________________________
家用轿车引擎盖拉延成型过程分析
家用轿车引擎盖拉延成型过程分析
家用轿车引擎盖通常采用金属板材材料制作,其拉延成型过程可以分为以下几个步骤:
1. 材料准备:选择适当类型、规格和品质的钢板或铝合金板材,进行截板、剪裁和清洗等预处理工作。
2. 模具设计:根据引擎盖的尺寸、形状和曲率等要求,设计成型模具,并进行制造和调试。
3. 金属板成型:将经过处理后的金属板材固定在模具上,经过拉深、拉伸、胀形等成型工序,使其形成符合要求的引擎盖形状。
4. 焊接加工:对成型后的引擎盖进行切割、修整和焊接等加工,以满足装配要求。
5. 表面处理:对焊接后的引擎盖进行表面喷涂、防锈处理、油漆或镀层处理等工序,提高外观和功能性能。
以上是家用轿车引擎盖的拉延成型过程的大致流程。
在制造过程中,需要严格掌控成型过程的温度、压力、涂层类型和厚度等关键参数,以保证成型质量和稳定性。
汽车覆盖件拉延起皱开裂的影响因素及控制措施

汽车覆盖件拉延起皱开裂的影响因素及控制措施一、引言以车身覆盖件为代表的冲压零件多由复杂的空间自由曲面组成,其成形时坯料上各部分的变形状态比较复杂,差别较大,各处应力也很不均匀,常出现破裂、起皱、波纹、扭曲、松弛、瘪塘等质量缺陷。
使得汽车覆盖件成为板料成形领域最难成形的零件。
拉延件的工艺性是编制覆盖件冲压工艺首先要考虑的问题,只有设计出一个合理的、工艺性好的拉延件,才能保证在拉延过程中不起皱、不开裂或少起皱、少开裂。
在设计拉延件时不但要考虑冲压方向、压料面形状、拉伸筋的形状等可变量的设计,还要合理地增加工艺补充部分。
各可变量设计之间又有相辅相成的关系,如何协调各变量的关系,是成形技术的关键,要使之不但满足该工序的拉延,还要满足该工序冲模设计和制造工艺的需要,并给下道修边、翻边工序创造有利条件。
二、覆盖件的结构特征与成形特点1、覆盖件的含义覆盖件主要指覆盖汽车发动机和底盘、构成驾驶室及构成车身的一些零件,如轿车的挡泥板、顶盖、车门外板、发动机盖、水箱盖、行李箱盖、骨架等。
覆盖件组装后构成了车身或驾驶室的全部外部和内部形状,它既是外观装饰性零件,又是封闭薄壳的受力零件。
覆盖件的制造是汽车车身制造的关键环节。
覆盖件表面一般都具有装饰性,除考虑好用、好修、好造外,要求美观大方。
覆盖件与一般冲压件的区别:材料薄、形状复杂(多为立体曲面),结构尺寸大,尺寸精度高,因此冲压工艺编制、冲模设计、冲模制造工艺都有一些特殊的要求,冲压设计中常把他作为一种特殊类型研究。
2、覆盖件应满足的条件1.良好的表面质量;2.符合要求的几何尺寸和曲面形状;3.要有足够的刚性;4.良好的工艺性。
3、覆盖件主要冲压工序覆盖件的主要冲压工序有:落料、拉深、校形、修边、切断、翻边、冲孔等。
其中最关键的工序是拉深工序。
4、覆盖件的结构特征及成形特点1)分类:按功能和部位分类,可分为外部覆盖件、内部覆盖件和骨架件(结构件)三类。
外部覆盖件和骨架类覆盖件的外观质量有特殊要求,内部覆盖件的形状往往更复杂。
第一篇第六章车身覆盖件拉深工艺课件

汽车覆盖件: 覆盖汽车发动机、底盘,构成驾驶室
和车身的薄钢板冲压件、内部覆盖件 。 载货汽车的车前钣金件和驾驶室、轿
车的车身等。 特点: 覆盖件具有材料薄、形状复杂 、
结构尺寸大、表面质量高 。 覆盖件材料:通常由0.7~1.2mm的08系
列冷轧薄钢板冲压而成。
1
8
(6) 覆盖件上的孔一般应在零件拉深成 形后冲出,以预防 发生变形。
(7) 覆盖件拉深的压料圈形状设计,应 保证压料面材料变形流动顺利、坯料定 位的稳定性、可靠性和送料、取件的方 便性、安全性。
9
(8) 充分考虑为后续翻边、修边等工序 提供良好的工艺条件,包括变形条件、 模具结构、零件定位、送料、取件等。
29
2.拉深筋(槛) (1) 拉深筋的作用 ① 增加进料阻力和刚度。 ② 调节材料的流动情况 。 ③ 扩大压料力的调节范围。 ④ 降低对压料面的加工光洁度的要求,
降低大型拉深模的制造工作量。 ⑤ 纠平材料不平整的缺陷。
30
(2) 拉深筋的种类。 ① 拉深筋。 ② 拉深槛。
图6-19 拉深筋
16
(3) 工艺补充部分尽量小。
图6-6 方案a是将翻边展开为 水平面,再加上工艺补充部 分,垂直修边。
方案b是将翻边展开为斜面, 再加上工艺补充部分,垂直
修边。
方案c是将翻边展开为垂直面, 再加上工艺补充部分,水平
修边。
以上三个方案中,方案a最好,
拉深深度浅,易成形,垂直图 6-6 某汽车前围拉深件工艺补充部分的三个方
思考:车门外板单动拉深模主要结构和 辅助结构有哪些?
排气孔,限位器和到位标志器的作用?
39
(2) 双动拉深模的典型结构。
绘制汽车车身覆盖件冲压综合工序图[DL图]的方法 -2222
![绘制汽车车身覆盖件冲压综合工序图[DL图]的方法 -2222](https://img.taocdn.com/s3/m/ba1967f94693daef5ef73db8.png)
绘制汽车车身覆盖件冲压综合工序图[DL图]的方法 -1- 汽车车身覆盖件均系复杂的双曲面壳形薄钢钣件。
现代汽车外形日趋流畅和饱满,艺术性变换频繁,都给车身覆盖件冲压成形带来难度。
现代汽车行驶速度愈来愈高,对车身覆盖件的成形尺寸精度要求也愈来愈高,更加增加了车身覆盖件冲压成形的难度。
冲压成形汽车车身覆盖件是采用压力机上安装大型冲模,通过冲裁展开料,拉延成形,修边冲孔,翻边整形等程序冲压而成。
如何处置各道程序的成形內容,以及所采取的方式方法,是成形合格的车身覆盖件的关键。
我们把这一工程称为它们的综合工序图(DL图)或工法图或加工要领图的设计。
DL 图或工法图或加工要领图是大型冲模结构设计要实现的目标,这个目标出现差错, 大型冲摸结构设计再完善也多半会报废重来。
汽车车身覆盖件的成形方法是沿用了阶梯式矩盒形件拉延成形的变形理论基础,再演变发展而成的一种独特的成形方法。
a)车门內板拉延件b)阶梯式矩盒形拉延件(图一)拉延件的对照图如(图一) 所示,a为车门內板,b为阶梯式矩盒形件。
将车门內板附加工艺补充面之后, 就变成了一个可拉延成形的冲压件,它与矩盒形拉延件多么相似。
图中A和a同属于圆筒形拉延件圆筒壁的拉延变形区;B和b也同属于直边部拉弯之弯曲变形区,都属于类同的塑性变形方法。
如(图一)所示,C和c也同是阶梯形状,变形性质也是类同的。
无任工艺补充面如何变换,其拉延成形的基本点並没有甚么多大的改变。
(图一)a)还说明,任何汽车车身覆盖件均可以通过增加工艺补充面的方法演变成拉延制件,而覆盖件的主体双曲面形状均是在拉延模內一次拉延成形的,只有这样才能获得准确形状的覆盖件。
因而拉延成形制件是覆盖件成形的主体,也是覆盖件成形成败的关键。
满足汽车车身设计要求的覆盖件,往往不可能是理想的拉延制件,但是通过某些形状的变换之后,就成为了较理想的拉延制件了。
这些变换应该在后续的工序工程中再成形回复为覆盖件,而再成形时不仅成形形状准确,还要不再使已成形好的覆盖件主体形状发生意外变形。
新能源汽车制造技术教学课件:8-2车身覆盖件冲压工艺规程的设计和车身覆盖件拉伸模设计

01.车身覆盖件冲压工艺规程的设计和车身覆盖件拉伸模设计-02.冲压工艺方案设计
3.覆盖件拉深图的再设计 (1) 产品图是覆盖件在车上的位置,需要转换成拉深的覆盖件拉深件图,利用坐标转换变成可拉深 的零件图 (2)实现拉深的条件 拉深件的设计内容主要有拉深方向的选择、压料面与工艺补充的设计等工作
01.车身覆盖件冲压工艺规程的设计和车身覆盖件拉伸模设计-03.工艺数模设计原则
01.车身覆盖件冲压工艺规程的设计和车身覆盖件拉伸模设计-04.设计步骤
(2)冲压方向确定: 该工序的工作内容不能有负角,且工件定位可靠。 要考虑后面工序的角度,如拉延之后有修边工序、冲孔工序、翻边工序,要考虑修边角度、冲孔角度、翻 边角度,尽量不用斜楔结构。 拉延工序各处拉延深度尽量小,各处拉延深度不能相差不大,还要保证坯料进入工作零件时接触面应尽量大。
落料工序主要是获得拉深工序所需要的坯料形状和尺寸 整形工序的主要内容是将拉深工序中尚未成型出的覆盖件形状 修边工序的主要内容是切除拉深件上的工艺补充部分。这些工艺补充部分仅在拉深工序需要,拉深完成 后要将其切掉。 翻边工序位于修边工序之后,主要任务是将覆盖件的边缘翻边成型 冲孔工序用以加工覆盖件上的各种孔洞。一般在拉深or翻边工序之后进行。
01.车身覆盖件冲压工艺规程的设计和车身覆盖件拉伸模设计-04.设计步骤
1. 读入数模 2. 确定数模基准点和冲压方向 3. 前期数模处理 4. 压料面设计 5. 拉延立面和拉延圆角设计 6. 拉延筋设计
01.车身覆盖件冲压工艺规程的设计和车身覆盖件拉伸模设计-04.设计步骤
2. 确定数模基准点和冲压方向 (1)数模基准点原则 数模基准点原则与工序模具中心重合。且坐标值应为整数。 确定方法:使用CAE软件原始数模进行分析时,找到零件重心的坐标值,以此为依据进行手工调整。 顶盖前横梁的数模基准点坐标为(X900,Y0,Z1150)。
汽车覆盖件拉延工艺CAD设计
汽车覆盖件拉延工艺CAD设计
张扬;张连洪;李双义;王洪志;丁晓东
【期刊名称】《汽车工艺与材料》
【年(卷),期】2002(000)011
【摘要】汽车覆盖件模具工艺设计与CAD技术的结合对于汽车行业的发展有重大意义。
介绍了汽车车身覆盖件的拉延工艺特点和内容,以及在三维CAD环境下汽车覆盖件的拉延工艺设计制造流程。
基于具体实例,根据拉延工艺内容分析了在三维CAD环境下汽车顶盖拉延工艺设计的整个过程。
从中可以了解有别于传统的拉延工艺设计方式,为今后汽车拉延工艺设计乃至车型开发提供一定的经验。
【总页数】4页(P25-28)
【作者】张扬;张连洪;李双义;王洪志;丁晓东
【作者单位】天津大学机械学院,天津,300072;天津大学机械学院,天津,300072;天津大学机械学院,天津,300072;天津汽车模具有限公司,天津,300401;天津众石科技有限公司,天津,300122
【正文语种】中文
【中图分类】TG386.3
【相关文献】
1.基于CAD/CAE的汽车覆盖件拉延件设计 [J], 萧天;王雷刚;黄瑶
2.汽车覆盖件异型深拉延件工艺的研究及模具设计 [J], 王伟光
3.三维CAD环境下汽车覆盖件拉延工艺设计 [J], 张扬;张连洪;李双义;王洪志
4.基于UG的汽车覆盖件拉延工艺设计 [J], 段磊;张洋;徐超辉;王井玲
5.汽车覆盖件异型深拉延工艺及模具设计 [J], 刘勇
因版权原因,仅展示原文概要,查看原文内容请购买。
基于知识的车身覆盖件拉延模型面设计关键技术研究
基于知识的车身覆盖件拉延模型面设计关键技术研究你们有没有见过汽车?汽车在我们的生活中可常见,每天马路上都跑着好多好多。
那你们知道吗,汽车漂亮的外形,特别是那光滑的车身,背后可藏着好多有趣的设计秘密!今天,就一起来探索一下车身覆盖件拉延模型面设计的关键技术,就拿小汽车的车身来给大家讲讲哈。
一、什么是车身覆盖件。
车身覆盖件就像是汽车的“衣服”。
比如说小汽车的车门、引擎盖、后备箱盖这些部分,它们把汽车里面的各种零件都“包”起来,让汽车看起来整整齐齐、漂漂亮亮的。
就好像我们穿衣服一样,衣服不仅能保暖,还能让我们看起来更精神,汽车的车身覆盖件也是这个道理。
二、拉延模型面设计是怎么回事。
想象一下,我们要做一件衣服,是不是得先有个样子或者模板?汽车的车身覆盖件制作也差不多。
拉延模型面设计,就是在制作这些“汽车衣服”之前,先设计出一个合适的模型面。
这个模型面就像是一个神奇的模具,按照它的形状,就能把金属板材变成我们想要的车身覆盖件的样子。
比如说,小汽车的车门。
设计师们要先设计出车门的拉延模型面,这个模型面的形状要考虑很多很多因素。
就像要考虑车门打开和关闭的时候会不会碰到其他地方,还要考虑车门的形状好不好看,能不能和整个汽车的外形搭配起来。
这就好比我们画画的时候,要考虑颜色怎么搭配才好看一样,设计师们也要精心设计这个模型面。
三、关键技术都有啥。
这里面有一个很重要的关键技术,就是要让模型面的形状合适。
就像我们搭积木一样,每一块积木的形状都要刚刚好,才能搭出漂亮的造型。
如果模型面的形状设计得不好,做出来的车身覆盖件可能就会有皱纹,就像我们的衣服皱巴巴的,那多不好看!还有一个关键技术就是要保证模型面的精度。
你们玩过拼图?拼图的每一块都要严丝合缝地拼在一起,才能拼出完整的图案。
汽车的车身覆盖件也是一样的,模型面的精度要非常高,这样做出来的各个部分才能完美地组合在一起,汽车的外形才会很流畅、很光滑。
比如说,小汽车的引擎盖。
什么是汽车覆盖件-汽车覆盖件基础知识【大全】

什么是汽车覆盖件?汽车覆盖件基础知识大全本文将详细介绍汽车覆盖件基础知识,包括汽车覆盖件简介,汽车覆盖件组成及包括什么,汽车覆盖件加工设备有哪些,汽车覆盖件加工方向,汽车覆盖件质量要求等内容。
汽车覆盖件汽车覆盖件是指覆盖发动机、底盘,构成驾驶室、车身的金属薄板制成的空间形状的表面或内部零件。
按功能和部位可分为外部覆盖件、内部覆盖件和骨架覆盖件三类。
它们在工艺设计、模具加工、设备选择及质量控制(尺寸公差、形状精度、零件刚度、表面质量)等方面都具有与一般冲压零件不同的特点。
覆盖件表面上任何微小的缺陷都会在涂漆后引起光线的漫反射而损坏外形的美观,因此覆盖件表面不允许有波纹、皱折、边缘拉痕和其他破坏表面美感的缺陷。
欧、美、日等发达国家生产的A级表面精度的汽车覆盖件如引擎盖板,车顶盖,左、右车侧围,前、后车门,前、后、左、右翼子板,行礼箱盖板,发动机前支撑板,发动机前裙板,前围上盖板,后围板,后围上盖板,前裙板,前框架,前翼子板,车轮挡泥板、后翼子板、后围板、行李仓盖,后围上盖板、顶盖、前围侧板、前围板、前围上盖板、前挡泥板、发动机罩。
覆盖件的制造是汽车车身制造的关键环节。
汽车覆盖件基本工艺汽车覆盖件冲压成形的基本工序有:落料、预弯、拉延、修边、冲孔、翻边、整形等(见表)。
典型结构的汽车覆盖件一般需要4~6道工序,并可根据需要将一些工序合并,如落料拉延、修边冲孔、翻边整形等。
汽车覆盖件发展现状汽车覆盖件成形过程的有限元分析随着非线性理论、有限元方法和计算机技术的迅速发展,一种融计算机图形学、数值计算方法和塑性成形理论于一体的板料冲压成形数值模拟技术正逐步走向工业实用阶段,成为汽车制造厂家缩短开发周期、降低生产成本的有力工具。
已经形成商品化的板料冲压成形数值模拟软件有:PAM-STAMP、DNAFORM、AUTO:FORM 等。
这些软件均具有完整的前、后处理程序,可以直观地显示材料变形、流动的详细过程,了解材料应力、应变的分布情况及起皱、破裂的形成经过,并最终获得成形所需的载荷及零件冲孔修边的回弹。
汽车覆盖件工艺及拉延模设计烟台大学毕业论文

目录第1章概论1.1 课题背景及意义1.1.1 课题的来源1.1.1 课题的意义1.2 国内汽车覆盖件模具的现状及发展1.2.1 汽车覆盖件简介1.2.2 模具CAD三维参数设计第2章产品结构分析及工艺方案的确定2.1 产品的结构分析2.2 工艺分析2.2.1 工艺方案的确定2.2.2 工序流程图(DL图)的设计2.3 拉延件的设计2.3.1 拉延件的冲压方向2.3.2 工艺补充部分的设计2.3.3 压料面的设计2.3.4 拉延筋的设计第3章工艺计算及主要参数的确定3.1 毛坯确定3.1.1 毛坯的尺寸3.1.2 毛坯的材质3.1.3 材料利用率3.2拉延力的计算3.2.1 拉延凸模压力的计算3.2.2 拉深压边力的计算3.3压边圈压力的计算3.4卸料力的计算3.5凸、凹模间隙的确定3.6拉延模具的行程计算3.6.1 拉延工作行程3.6.2压边圈行程3.6.3顶杆行程3.6.4导板行程3.7压力机的确定3.8模具闭合高度的确定第4章拉延模结构设计4.1拉延模介绍4.1.1拉延模类型4.1.2拉延模压边形式4.1.3拉延模材料4.1.4拉延模铸件结构4.2拉延模的导向方式4.2.1凸模与压边圈4.2.3导板4.2.2压边圈与凹模4.3下模结构设计4.3.1凸模结构4.3.2下模座及组件4.4上模结构设计4.5压边圈设计4.5.1压边圈强度4.5.2压边圈尺寸4.6排气孔的设计4.7 其他组件的设计4.8拉延模总装配设计4.8.1总装配图4.8.2爆炸图第5章拉延件质量分析5.1制件的质量分析5.2基于Autoform的模拟仿真第6章基于UG的模具参数化建模6.1 分模设计6.2 其他组件的详细设计6.3 模具的工作原理致谢参考文献第1章概论1.1课题背景及意义1.1.1课题背景此次设计产品依托于所在烟台泰利汽车模具制造有限公司A130项目,产品名称:左/右侧围内板后侧延伸板;产品编号:5401657/58-0EU。
汽车覆盖件拉延成形过程分析
Th e An a l y s i s o f Sh e e t Me t a l F O r mi n g Pr o c e s s f o r Au t o mo t i v e Co v e r
DUAN Xi a n g —mi n,DAI Ro ng
r t h e s t a m p i n g f o r mi n g ft o h e in f i t e e l e en m t s i mu l t a on i fa o u t o mo b i l e c o v e r p a r t s . T a k i n g t h e p l t a e t e n s i l e b e f o r e b e m a fa o c ra a s n a e x mp a l e , t h e f o r m i n g p r o c e s s W s a s i m u l te a d , n dt a h e f o r ma b i l i t ya na l y s s i w s a c o n d u c t e da cc o r d i n gt o t e h s i mu l ti a o n r e s u l s, t w h i c h p r o v i d e dt h e b a s s i or f t h e s u b s e q u e n t m o u l dd e s i g n a n dm a n u f ct a u r e .
具设计与制造提供依据 。
关键词 : D y n a f o r m; 汽车覆盖件 ; 冲压成形 ; 模拟仿真
中图分类号 : T H1 6 ; T G 3 8 6 . 3 + 2 文献标识码 : A 文章编号 : 1 0 0 1 — 3 9 9 7 ( 2 0 1 3 ) 1 0 — 0 2 3 9 — 0 3
汽车制造工艺之冲压工艺
任务:车身覆盖件(发动机盖)的拉延工序
主讲教师: 辅导教师:
活动内容
接受任务 收集信息 制定计划 实施计划 检验评估总结提高Βιβλιοθήκη 接受任务 分小组:4人/组
汽车发动机盖的拉延工序
分析发动机盖的冲压工艺; 分析冲裁变形过程; 对落料模具进行结构分析;
收集信息
小组讨论
发动机盖 结构分析
工艺补充是拉延件不可缺少的组成部分,是指为了顺利拉延成 型出合格的制件,而在冲压件的基础上所添加的那部分材料,用以 满足拉延、压料面和修边等工序的要求。这部分材料仅仅是冲压成 型需要而不是零件所需要的,故在拉延成型后的修边工序中需将工 艺补充切除掉。
大多数汽车车身覆盖件都需要添加工艺补充后才能设计成能拉 延成型的冲压件,这是覆盖件冲压工艺设计的重要内容,也是与普 通简单拉延件拉延工艺设计的主要不同点。
拉延筋
覆盖件拉延成型时,在压料面上敷设拉延筋或拉延槛,对改 变进料阻力,调整进料速度使之均匀和防止起皱具有明显的效果。
敷设拉延筋的主要作用:
(1)增加局部区域的进料阻力,使整个拉延件进料速度达到平 衡状态。
(2)加大拉延成型的内应力,提高覆盖件的刚性。
(3)加大径向拉应力,减少切向压应力,延缓或防止起皱。拉 延筋的断面形状为半圆形,拉延槛的阻力更大,它多用在深度浅的 拉延件上。
模具结构分析
凹模
压边圈
导 向 装 置
凸模
检验评估
小组展示
1.拉延变形过程
检验评估
2.拉延质量 拉深过程中的主要缺陷是起皱和拉裂
起皱是拉深时由于较大的切向压应力使板料失稳造成 的,起皱是拉深工艺产生废品的主要原因之一,正常的 拉深工艺中是不允许的。常采用压力圈压住周边凸缘部 分材料来防止起皱。 拉裂一般出现在直壁与底部的过渡圆角处。拉深时材料 各部分厚度都发生变化,而且变化是不均匀的。而直壁 与底部过渡圆角部分材料在整个拉深中一直受到拉应力 作用,造成此处变薄最大,当拉应力超过材料的抗拉强 度时,此处将被拉裂。
基于UG的汽车覆盖件拉延工艺设计
理 确 定 拉 延 冲 压 方 向 ,应 满 足 如下 原 则 : ( )保证 拉 延 件 凸模 能够 顺 利 进入 拉 延 凹模 ,不应 出现 凸 1
模 接 触 不到 的 死区 ,所有 需拉 延 的 部位 要 在一 次 冲压 中 完成 。 () 拉延 开 始 时 , 凸模 和板 料 的接 触 面积 要 大 ,避 免 点接 2
响 到 工 艺 补 充 部 分 的 多 少 及 拉 延 后 各 工 序 的 方 案 。 因 此 ,合
致 , 方 便 成 形 时 定 位 及 后 序 修 边 、 翻 边 工 艺 的 拉 延 件 。 因
此 ,覆 盖 件 拉 延 工 艺 设 计 , 即拉 延 件 的 工 艺 补 充 面 和 压 料 面 设 计 的 合 理 与 否 ,将 直 接 影 响 整 个 覆 盖 件 的设 计 和 制 造 。 目 前 ,汽 车 覆 盖 件 拉 延 工 艺 设 计 主 要 还 是 凭 借 设 计 人
序 才 能 完 成 。其 中 拉 延 成 形 是 制 造 覆 盖 件 的 关 键 变 形 方 式 。
2 覆盖件拉延工艺设计
2 1 冲 压 方 向 的确 定 .
确 定 覆 盖 件 的 冲 压 方 向 就 是 确 定 其 在 模 具 中 的 3 坐 标 位 个
它 既 要 求 板 料 发 生 充 分 的 塑 性 变 形 ,达 到 合 理 的 硬 化 程 度 ,
又 不 产 生 起 皱 、 破 裂 、 回 弹 等 缺 陷 。为 了防 止 缺 陷 的 产 生 ,
置 。 用 户 所 提 供 的 覆 盖 件 通 常 都 是 在 汽 车 坐 标 系下 ,不 能 直
接 作 为 模 具 冲 压 坐 标 ,必 须 将 覆 盖 件 各 点 的 坐 标 进 行 转 换 计 算 才 能 用 在 模 具 上 。 正 确 确 定 冲 压 方 向 是 确 定 拉 延 方 案 首 先
大客车车身制造工艺 第四章

2. 工艺补充部分
覆盖件的拉延件通常是由覆盖件本体和工 艺补充部分两部分构成。工艺补充部分主要由 工艺补充面、压料面和拉延筋构成,如图 4-2所 示。
1) 压料面形状的确定 压料面是凹模圆角半径以外的那部分拉延毛坯。 2) 工艺补充面 为了满足拉延工序的需要,在覆盖件本体结构上 所作的工艺处理称为工艺补充。 3) 拉延筋 为了改善毛坯的流动状况,通常在压料面上设置 不同的拉延筋。
二、中厚板件下料方法
1. 剪板机剪切下料 2. 圆 盘剪切机下料 3. 冲裁模下料 4. 数控等离子切割机下料
三、中厚板件制孔方法
1. 摇臂钻床钻孔 2. 数控钻床钻孔 3. 冲孔模冲孔 4. 数控冲床冲孔
四、中厚板件成形方法
客车中厚板件的形状相对比较简单,成形加 工时毛坯以弯曲变形为主,常用的成形方法有折弯、 冲压成形和辊压成形等方法。
图 4-1所示客车前围中蒙皮的冲压工艺包括下 料、拉延、修边和检验工序,其制造工艺过程包括:
(1) 冷轧卷钢板采用数控板料开卷校平机下料, 在下料毛坯上按照成形毛坯样板尺寸画线,采用离 子切割机对画线毛坯进行切割下料。
(2) 毛坯料在拉延模具上定位,采用拉延复合 模在双动液压机上一次拉延深成形。
(3) 摆放修边靠模与拉 延件贴合,采用等离子切割 机进行修边。
五、冲压设备的选择
多数车身覆盖件冲压生产线是由一台双动 机械压力机或液压机与数台单动机械压力机组 成。双动机械压力机或液压机用于覆盖件拉延 成形,单动机械压力机主要用于修边、冲孔、 翻边、整形等工序。覆盖件冲压设备的选择包 括压力机类型和规格两项内容。
客车通常选用厚度为 4.0~ 10.0mm的热轧钢板, 采用下料、制孔、冲压成形等加工设备,加工各种中厚 板件。图4-3所示的车架纵梁、横梁、外撑梁和各种连 接及安装件是客车主要的中厚板件,其制造工艺过程包 括下料、 制孔、 成形、 检验和存放等工序,其中 制孔 和成形工序(模具冲压、折弯和辊压成形) 对中厚板件的 加工质量影响最大。转向角传动器安装件制造工艺过程 (图4-4) 包括下料、成形和制孔工序。
从拉深工序的工艺要素分析叉车发动机罩拉延模

也越来越重要。而构成叉 车车身 、 驾驶 室、 覆
盖 发 动机 与底 盘 的薄 板覆 盖 件就 成 为 其 个 性 化 最 有力 的彰显 武器 。覆 盖 件 既是 封 闭 薄 壳
状 的受力零件, 又是外观装饰性零件 , 不仅要 满足结构 上 的功能要求 , 还要满 足表面装饰 的美观要求 。因此覆 盖件是工程机械生 产制
坯
1 ・ 3
维普资讯
叉 技 圆 啊 车 术
料直径) 。当数值小于 l5时, 。 稳定性 差 , 必 须用压边圈 ; 当数值在 15~ . 间时, . 2 0之 压 边圈可用可不用 ; 当数值 大于 2 0 , . 时 则可 以
完 全 不考 虑压 边 圈 。
置, 大小 不 随压 力机 行程 而变 化 。
2 3 工 艺补 充面 .
为了弥 补 零 件 在 拉 延 工 艺 上 的 缺 陷 , 需
要在零件本体部分 以外增 添必要 的材料 , 如
将 原覆 盖 件 上 的 窗 口填 平 , 口部 分 连 接 成 开
封闭形状 , 无凸缘的增加压料面 , 这些增添的
00 。7由 于 t / D×10< <15 稳 定 性 很 差 , 0 ., 必
须要 用压 边 圈 。
模具 的 压 边 圈 安 装 在 设 备 顶 出杆 上 , 从
顶 出缸 获取 压边 力 。压 边 力属 于 刚 性 压边 装
低。部位 3 所示大 圆弧的弧线线 比较接近于 直线 , 处直线部位相同。这样布置拉深筋 , 增
从 一般 冲 压 件 中分 离 出来 , 为 一 种 特 殊 的 作
车身覆盖件的拉延工序

项目四:车身覆盖件的拉延工序
任务:小车门内板的拉延工序
拉 延 切边冲孔Βιβλιοθήκη 知识点板料拉延 变形分析
拉延模 结构
拉延模 工作原理
拉延件质量 缺陷分析
板料拉延 变形分析
以圆筒形件为例:
1.变形现象 平板圆形坯料的凸缘——弯曲绕过凹模圆角 然后拉直,形成竖直筒壁。
变形区——凸缘
已变形区——筒壁
底部和筒壁为传力区。
变形过程实质:
不变形区——底部
凸缘部分逐步缩小转变为筒壁的过程。
车身侧围板料拉延成型的过程:
2.金属的流动过程
圆形平板成为筒形零件的过程,必须去除材 料金。属进行了塑性流动而发
生转移 。
结果: 增加工件的高度 增加工件口部的壁厚
工艺网格实验 可先在毛料上画出间距相等的同心圆和分度相等的辐射线所 组成的网格。
模上钻空气孔。
拉深模间隙
(1)拉深力:间隙越小,拉深力越大。 (2)零件质量:间隙过大,容易起皱,而且毛料口部的
厚度得不到消除。另外也会使零件出现锥度。而间隙过 小,则会使零件容易拉断或变薄特别严重。故间隙过大 或过小均会引起工件破坏。 (3)模具寿命:间隙小则磨损加剧。
总结提高
1
板料拉延变形 特点。
2
拉延模结构特点 与工作原理。
3
拉延件的主要质 量问题?
五、思考
1.板料拉延后会有“回弹”现象,如何消减? 2.汽车车身轻量化开发——铝合金板材 (上网查找信息)
四、拉延模具结构
压料筋 压料筋在压料面上能控制整个拉延毛坯的
流动,根据拉延件的需要增加或减少压料面上 各部位的进料阻力。
(2)带锥形压边圈的倒装拉深模
汽车覆盖件异型深拉延工艺及模具设计
MANUFACTURING AND PROCESS | 制造与工艺时代汽车 汽车覆盖件异型深拉延工艺及模具设计刘勇重庆元创汽车整线集成有限公司 重庆市 401120摘 要: 随着科学技术的发展,汽车覆盖件的冲压工艺正在逐步得到促进。
汽车覆盖件的冲压工艺具有许多优点。
例如,它更好,因为它基本上适用于所有汽车覆盖件模具设计。
可行性和过程更加灵活。
但是,冲压过程的应用具有几个缺点。
例如,模具生产过程通常更复杂,参数也更多样化。
然而,总而言之,汽车覆盖件冲压工艺仍然是汽车制造中必不可少的元素。
如果保留覆盖件冲压过程,汽车制造效率将变得很低,因此我国的汽车制造行业将无法实现这一目标。
良好的发展。
关键词:汽车覆盖件 冲压工艺 优化1 汽车覆盖件概述所谓的汽车覆盖件是指车身的特殊形状以及构成车身或驾驶室的汽车零件表面,覆盖发动机和底盘。
汽车覆盖件部件不仅装饰性强,而且具有一定的冲击力,因此汽车覆盖件部件的功能非常复杂。
除了我们经常看到的门外装饰板,侧壁外装饰板和引擎盖之类的外部装饰物之外,汽车覆盖物还包括一些内部装饰物,例如地板和隐藏在汽车中的左右横梁。
2 盖件冲压工艺的特点在设计车身时,重要的是要考虑整体形状和结构功能,并且汽车设计师经常重视这一点,因为车身外罩是完成车身形状和结构功能的重要附件。
但是,尽管盖是汽车的重要组成部分,但由于设计者的专业知识的局限性,未对某些制造过程进行深入考虑,这可能会在盖制造过程中引起问题。
封面的冲压过程对封面的制造具有非常重要的意义,因此您需要给予足够的重视,在设计封面时应考虑冲压过程。
3 汽车覆盖件的冲压工艺设计与普通冲压件相比,汽车覆盖件具有薄板,大尺寸,复杂形状,多为空间曲线,对表面质量要求高的特点,因此设计汽车覆盖件的冲压工艺是一项非常重要的任务。
汽车覆盖件冲压工艺的设计通常需要在该行业工作多年的高级工程师才能完成。
盖件冲压工艺的设计是否合理,不仅会影响盖件的成型质量,还会对盖件模具的开发成本和开发周期产生较大影响。
06 汽车覆盖件拉深工艺
10/24/2017
第二节 汽车覆盖件拉深工艺设计
• 拉深筋的种类
拉深筋:剖面成弧形,一般在压料圈上,布置灵活,阻力较低。 拉深槛:剖面成梯形,一般在凹模上,阻力很大。
• 影响按拉深筋的作用布置
要求 布置原则
1 2
增加进料阻力,提高变形程度 增加径向拉应力,降低切向压 应力,防止毛坯起皱
放整圈的或间断的1条拉深槛或1~3条拉深筋 在容易起皱的部位设置局部的短筋
第六章 汽车覆盖件拉深工艺
• 汽车覆盖件
汽车覆盖件是覆盖发动机、底盘,构成驾驶室和车身的薄钢板冲压成形的 表面零件(外覆盖件)和内部零件(内覆盖件)。 汽车覆盖件材料薄、形状复杂、尺寸大、表面质量高,通常由冷轧薄钢板 冲压而成。
• 内、外覆盖件
第一节 汽车覆盖件的冲压和拉深特点
• 覆盖件冲压工序
凹模圆角外,被压料圈压紧的毛坯部分即为压料面。压料面应保证本身不皱不折,
保证被拉入凹模腔内的材料不皱不裂,并减少拉深深度。
• 压料面的两种情况
1.压料面就是覆盖件本身的凸缘面,压料面形状确定,在后续工序中整形。 2.压料面是工艺补充部分,压料面形状根据修边线形状设计,应减少压料面消耗。
• 确定压料面的基本原则
小批量生产:拉深使用模具,修边使用通用设备,翻边使用胎具,钻孔。 中批量生产:关键性覆盖件和劳动量大的覆盖件采用冲压模具,其他同小批量生产。 大批量生产:每一道工序都使用冲模。模具结构相对复杂,半自动生产。 流水生产:采用冲压自动线进行生产。
第一节 汽车覆盖件的冲压和拉深特点
• 覆盖件分类
1.浅拉伸件:外形简单,主要为局部延伸,变形、应力均匀,一般不会破。 2.一般拉伸件:外形复杂,主要为毛坯变形,变形、应力较均匀,一般不会破裂。
车身覆盖件(发动机盖)的拉延工序共17页文档

36、如果我们国家的法律中只有某种 神灵, 而不是 殚精竭 虑将神 灵揉进 宪法, 总体上 来说, 法律就 会更好 。—— 马克·吐 温 37、纲纪废弃之日,便是暴政兴起之 时。— —威·皮 物特
38、若是没有公众舆论的支持,法律 是丝毫 没有力 量的。 ——菲 力普斯 39、一个判例造出另一个判例,它们 迅速累 聚,进 而变成 法律。 ——朱 尼厄斯
4永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
发动机盖冲压工艺分析
车身覆盖件的工艺性关键是拉延工艺性。覆盖件一般都采用一次成型 法,为了创造一个良好的拉延条件,通常将翻边展开,窗口补满,再 加添上工艺补充部分,构成一个拉延件。
拉延工艺分析
工艺补充
冲压设备 操作
参考书 学习材料
拉延 工艺分析
模具结构 分析
制定计划
小组讨论
Hale Waihona Puke 发动机盖 结构分析发动机盖 冲压工艺分析
拉延工艺分析
拉延模 结构分析
实施计划
发动机盖结构分析
发动机盖(又称发动机罩)是最醒目的车身构件,是买车者经 常要察看的部件之一。对发动机盖的主要要求是隔热隔音、 自身质量轻、刚性强。
拉延筋
覆盖件拉延成型时,在压料面上敷设拉延筋或拉延槛,对改 变进料阻力,调整进料速度使之均匀和防止起皱具有明显的效果。
敷设拉延筋的主要作用:
(1)增加局部区域的进料阻力,使整个拉延件进料速度达到平 衡状态。
(2)加大拉延成型的内应力,提高覆盖件的刚性。
(3)加大径向拉应力,减少切向压应力,延缓或防止起皱。拉 延筋的断面形状为半圆形,拉延槛的阻力更大,它多用在深度浅的 拉延件上。
总结提高
学生归纳
1
车身覆盖件的拉 延成形
2
拉延工艺特点
?
?
3
拉延模结构
?
《汽车制造工艺》——冲压工艺
任务:车身覆盖件(发动机盖)的拉延工序
主讲教师: 辅导教师:
活动内容
接受任务 收集信息 制定计划 实施计划 检验评估
总结提高
接受任务 分小组:4人/组
汽车发动机盖的拉延工序
分析发动机盖的冲压工艺; 分析冲裁变形过程; 对落料模具进行结构分析;
收集信息
小组讨论
发动机盖 结构分析
工艺补充部分有两大类:外部工艺补充、内部工艺补充
外部工艺补充——压料面
压料面是指板料在凹模圆角以外的法兰部分,工件本体部分 或工艺补充部分组成,其应是平面或曲率较小的曲面,不允许有大 的起伏或拐点在拉延成型过程中,压料面的材料被逐渐拉入凹模型 腔内,转化为覆盖件形状。压料面与凸模形状保持一定几何关系, 保证在拉延过程中板料处于张紧状态,并能平稳地包拢凸模,防止 起皱破裂。
工艺补充是拉延件不可缺少的组成部分,是指为了顺利拉延成 型出合格的制件,而在冲压件的基础上所添加的那部分材料,用以 满足拉延、压料面和修边等工序的要求。这部分材料仅仅是冲压成 型需要而不是零件所需要的,故在拉延成型后的修边工序中需将工 艺补充切除掉。
大多数汽车车身覆盖件都需要添加工艺补充后才能设计成能拉 延成型的冲压件,这是覆盖件冲压工艺设计的重要内容,也是与普 通简单拉延件拉延工艺设计的主要不同点。
模具结构分析
凹模
压边圈
导 向 装 置
凸模
检验评估
小组展示
1.拉延变形过程
检验评估
2.拉延质量 拉深过程中的主要缺陷是起皱和拉裂
起皱是拉深时由于较大的切向压应力使板料失稳造成 的,起皱是拉深工艺产生废品的主要原因之一,正常的 拉深工艺中是不允许的。常采用压力圈压住周边凸缘部 分材料来防止起皱。 拉裂一般出现在直壁与底部的过渡圆角处。拉深时材料 各部分厚度都发生变化,而且变化是不均匀的。而直壁 与底部过渡圆角部分材料在整个拉深中一直受到拉应力 作用,造成此处变薄最大,当拉应力超过材料的抗拉强 度时,此处将被拉裂。