浅谈FANUC 0i系列数控系统参数数据保护措施
fanuc_0i_-m数据备份详细步骤说明

2021/10/10
58
• 此时 DNC 文件名变成O0001,即以选择了 相关的DNC 文件。
• 按下循环启动即可使用 M-CARD 中的 O0001 程序进行DNC 加工。
2021/10/10
59
2021/10/10
27
2021/10/10
28
计算机侧超级终端程序的设定
对超级终端程序的设定,主要是对与 RS232C串行通信电缆连接的计算机COM口 进行设置。在这里,以对COMl口进行设定为 例进行操作:
2021/10/10
29
2021/10/10
30
2021/10/10
31
2021/10/10
10
2021/10/10
11
用户程序恢复
2021/10/10
12
2021/10/10
13
2021/10/10
14
2021/10/10
15
备份/恢复PMC程序
PMC程序保存在数控系统的ROM,备份操作如下:
2021/10/10
16
2021/10/10
17
2021/10/10
18
2021/10/10
等) 可以在文本查看软件(如记事本、Word等)中进
行查看和修改。
2021/10/10
24
硬件与软件的准备:
硬件:
在计算机方面,推荐配置如下:
1)CPU:INTEL奔腾200或以上。 2)内存:64MB或以上。 3)硬盘:1GB或以上。 在通信电缆方面,使用的是数控系统侧为25针 接口,计算机侧为9针接口的标准RS232C串 行通信电缆。
浅谈FANUC 0i系列数控系统参数数据保护措施

浅谈FANUC 0i系列数控系统参数数据保护措施宋福林【摘要】This article takes FANUC Oi series CNC system for example, analyzes the importance of CNC system parameters protecting, summarizes some CNC system parameters data protection measures in CNC system maintenance.%以FANUC 0i系列数控系统为例,分析说明数控系统参数保护的重要性,总结了在从事数控维修时常用的一些系统参数数据保护的措施.【期刊名称】《制造技术与机床》【年(卷),期】2012(000)002【总页数】2页(P138-139)【关键词】数控系统;参数;保护措施;数控维修【作者】宋福林【作者单位】长沙航空职业技术学院,湖南长沙410124【正文语种】中文【中图分类】TH17随着我国经济的飞速发展,数控设备在中国企业生产设备中的普及率越来越高,而现在各企业的数控设备维修与维护人员又相对短缺,因此对现有的数控设备维修维护人员提出了更高的要求。
数控系统参数是确保数控机床正常运行中非常重要的数据文件,参数故障也是数控设备的常见故障之一。
笔者在企业从事数控设备维修中参数的故障约占数控机床故障总数的10%,而在这些参数的故障中往往很多是由于机床操作者的误操作而改变了机床的一些参数造成的。
因此对数控机床的系统参数等重要文件的保护,防止非专业维修人员的误操作也是数控设备维护的十分重要的一个环节。
下面以目前占国内数控系统市场份额最大的日本FANUC系统0i系列为例,列举出在数控机床维修的过程中常用的一些数控机床系统参数数据保护的一些措施。
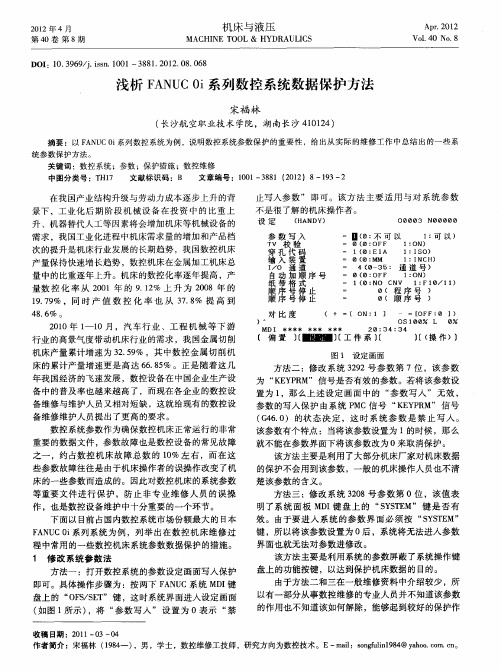
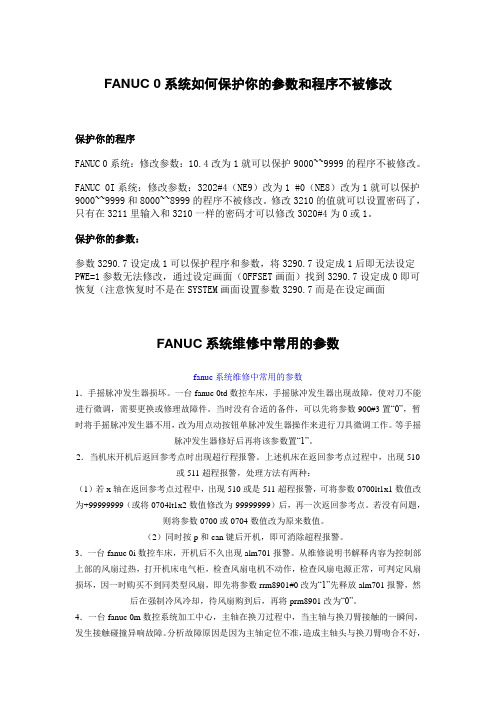
1 针对数控维修知识比较薄弱的操作者对这一类操作来说一般只需打开数控系统的参数写入保护即可。
具体操作步骤为:按2下FANUC系统MDI键盘上的“OFS/SET”键这时系统界面进入设定画面(如图1所示),将“参数写入”设置为0表示“禁止写入参数”即可。
fanuc0系统如何保护你的参数和程序不被修改
FANUC 0系统如何保护你的参数和程序不被修改保护你的程序FANUC 0系统:修改参数:改为1就可以保护9000~~9999的程序不被修改。
FANUC 0I系统:修改参数:3202#4(NE9)改为1 #0(NE8)改为1就可以保护9000~~9999和8000~~8999的程序不被修改。
修改3210的值就可以设置密码了,只有在3211里输入和3210一样的密码才可以修改3020#4为0或1。
保护你的参数:参数设定成1可以保护程序和参数,将设定成1后即无法设定PWE=1参数无法修改,通过设定画面(OFFSET画面)找到设定成0即可恢复(注意恢复时不是在SYSTEM画面设置参数而是在设定画面FANUC系统维修中常用的参数fanuc系统维修中常用的参数1.手摇脉冲发生器损坏。
一台fanuc 0td数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。
当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。
等手摇脉冲发生器修好后再将该参数置“1”。
2.当机床开机后返回参考点时出现超行程报警。
上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若x轴在返回参考点过程中,出现510或是511超程报警,可将参数0700lt1x1数值改为+(或将0704lt1x2数值修改为-)后,再一次返回参考点。
若没有问题,则将参数0700或0704数值改为原来数值。
(2)同时按p和can键后开机,即可消除超程报警。
3.一台fanuc 0i数控车床,开机后不久出现alm701报警。
从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数rrm8901#0改为“1”先释放alm701报警,然后在强制冷风冷却,待风扇购到后,再将prm8901改为“0”。
浅析FANUC 0i系列数控系统数据保护方法
Ⅱ( 不 可 以 0:0(: 0 OFF i 可 以
=
1: ON)
1 :I O S
=
=
1( : 0 E IA 0 ( : 0 MM
1:I NC )
=
4( — 5: 通 道 号 0 3
0( : 0 OFF 1: ON)
1: F 1( : 0 NO CN V
见表 1 。
2 修 改系统 参数 与 系统 P MC梯形 图相 结合 法
上述几种 方法 ,只要查 阅相关 的资料就可以解 除 保护 ,对一些 维修经验 比较丰富 的技术人员 ,就需要 更深层次的保护方法 。由于大部分 的一线维修技术人 员都无法 自己完成 系统 的 P C梯形 图的编 写 ,所 以 L
对 比 度
)
MD I 冰水水冰 木 水水
(十 一[O 1 】 N:
水水 水
=[F O ] O F: )
OS 1 O0% L O
21 0 0年 1 0月 ,汽 车行 业 、工 程 机械 等 下 游 —1 行业 的高景气度带动机床行业 的需求 ,我 国金属切削 机 床产量 累计增 速为 3. 9 ,其 中数控金 属切 削机 25% 床的累计 产量增 速更 是高达 6 . 5 。正 是随着 这几 68% 年我国经济的飞速发展 ,数控设备在 中国企业生产设 备 中的普及率也 越来越 高了 ,而现在各企业 的数控设 备维修与维护人员又相对短缺 ,这就 给现有 的数控设 备维修维护人员提出了更高的要求 。 数控系统参 数作 为确保数控机床正 常运行 的非 常
这里采用修改系统参 数和 系统 P C梯 形 图相 结合 的 M
表 1 F N C0 系统 K Y信号与保 护信 号对照表 A U i E
项目2-1 FANUC 0iD数控系统参数设定

任务一:系统参数设定
二、系统参数
序号
参数类型
21 与固定循环相关参数
22 与刚性攻丝相关参数(其1)
23
与比例缩放(M系列)/坐标旋转(M系 列)相关参数
24 与单向定位(M系列)相关参数
25 与极坐标插补(T系列)相关参数
26 与法线方向控制(M系列)相关参数
27 与分度台分度(M系列)相关参数
任务一:系统参数设定
一、参数类型
#7 #6 #5 #4 #3 #2 #1 #0
位型
任务一:系统参数设定 一、参数类型
非位型
任务一:系统参数设定
一、参数类型
参数按照数据的形式可分为位型和非位型 (字节型、字型、 双字型)。
按每个轴是否分别设置参数有分为轴型和非轴型。
任务一:系统参数设定 一、参数类型
非轴型
任务一:系统参数设定 一、参数类型
轴型
任务一:系统参数设定
一、参数类型
数据类型 位型
位轴型 字节型 字节轴型 字型 字轴型 双字型 双字轴型
实数型 实数轴型
有效数据范围
0或1
-128~127 0~255
-32768~32767 0~65535
-99999999~9999999
小数点后带数据
任务一:系统参数设定
二、系统参数
序 号
参数类型
71 与刀具偏置相关参数(其2)
72 与刚性攻丝相关参数(其2)
73 与程序相关参数(其2)
74 与基于PMC轴控制相关参数(其2)
75 与PMC相关参数
76 与防止错误操作相关参数
77 与手轮相关参数
78 与同步控制、混合控制和重叠控制(T系列) 相关参数(其2)
FANUC0iC系列CNC数控系统的数据备份

FANUC0iC系列是北京发那科机电有限公司2004年至2005年生产并投入使用数控系统,根据中国质量协会关于在全国实施“用户满意工程”的安排,2006年8月,中国质量协会用户委员会、全国数控设备用户委员会对0i型数控系统进行了用户满意度抽样复评,0i型产品的“产品质量”和“服务质量”总平均分数都达到或超过了“用户满意度”标准水平,被授予“全国用户满意产品”称号。
柳州五菱汽车联合发展有限公司最近采购的CNC数控设备共有15台,均采用了这种数控系统,相关的工程技术人员与维修人员都进行了设备预备验收时和终验收时的现场培训,主要是操作、编程和维护的培训,但都不是很系统,对CNC数控系统的结构原理、相关参数功能了解不多,有必要从这两方便进行一个较深入的探讨。
1FANUC0iC系列数控系统的基本构架介绍FANUC0iC系列数控系统属于内装式数控系统,与FANUC16i/18i系列高性能数控系统一样,均是直接安装在LCD的后面的,其结构紧凑,集成化程度高,一改FANUC0iB系列的体积庞大的独立式结构形式,使其板卡、插件更少,更加小型化,因此系统更加稳定可靠,如图1。
图1与显示器成为一体的CNC控制单元图2从背面看的全部硬件图图3CPU及F-ROM板图4存储器板(SRAM)图5轴卡(可控制4轴)图6CNC控制单元与LCD的连接图7从LCD板的背面看CNC控制单元的全部硬件结构如图2:图3的右上角是CPU及F-RAM板。
图4中间是存储器板SRAM。
图5的左边是轴控制卡。
FANUC0iC每块轴卡可控制4个轴,最多可以8个轴。
图6CNC控制单元与LCD的连接形式。
经验与创新FANUC0iC系列CNC数控系统的数据备份丁刚强(柳州五菱汽车联合发展有限公司技术工程处,广西柳州545007)摘要:介绍FANUC0iC系列CNC数控系统的基本结构,结合系统F-ROM和S-RAM中参数备份理论与实践,阐述了数控设备电气维修工程师的必备技能与知识,目的在于使工业企业更好地利用FANUC0iC系列CNC数控系统,及时排除故障,合理利用CNC数控设备,获得最高的经济效益。
FAUNC系统程序号保护参数设置(精)

发那科FANUC 0I系统保护8000-9000-9999号程序来源:数控产品网添加:2008-06-04 阅读:1531次 [ 内容简介 ] 参数No.3202#4(NE9 可以通过参数No.3210(PASSWD和参数No.3211(KEYWD将程序锁住以保护程序 3202 参数NE8 NO3202#0:隐藏o8000~~o8999程序参数NE9 NO3202#4:隐藏o9000~~o9999程序说明:参数No.3202#4(NE9 可以通过参数No.3210(PASSWD和参数No.3211(KEYWD将程序锁住以保护程序 No.9000 到No.9999 在锁住状态下,除非输入了正确的口令否则程序No.9000到No.9999将不能被修改锁住状态意味着参数PASSWD 的设置值与参数KEYWD 的设置值不同这些参数中的设置值不显示当参数PASSWD 的设置值与参数KEYWD的设置值相同时就可以解锁当参数PASSWD 显示为0时表明PASSWD没有设置当No.3211(KEYWD!=No.3210(PASSWD!=0 锁定状态,程序保护,无法修改口令及NO3202 锁住和解锁的步骤: 锁住: 1 置为MDI方式 2 设置参数开关为可写这时在CNC 上显示P/S100报警 3 设置参数No.3210(PASSWD 这时就设定为锁住状态 4 将参数写入开关置为禁止写入 5 按下解除报警状态解锁: 1 置为MDI方式 2 设置参数开关为可写这时在CNC 上显示P/S100报警 3 在参数No.3211(KEYWD中设置与参数No.3210(PASSWD相同的值这时锁住状态解除 4 将参数NE9(No.3202#4设置为0 5 将参数写入开关置为禁止写入 6 按下解除报警状态 7 程序No.9000到No.9999 现在就可以编辑了详细说明设置参数PASSWD:当参数PASSWD 中设置非0 值时就设置了锁住状态然而参数 PASSWD 仅在锁住状态尚未设置时,当PASSWD=0 或PASSWD=KEYWD 才可以设置如果在其它情况下设置该参数就会出现一个不能写入的警告当设置了锁住状态改变参数PASSWD:当锁住状态解除后当PASSWD=0 或PASSWD=KEYWD 就可以更改设置状态在解锁步骤的第3 步后可以在参数PASSWD 中设置一个新的参数从这时起必须在KEYWD 中设置一个新值才能解除锁住状态重新锁住:在锁住状态解除后可以通过在PASSWD 参数中设置一个不同的值来重新设定或者通过关掉NC电源再打开后将KEYWD 复位来设定警告一旦设定了锁住状态参数NE9 就不能被设为0 并且参数PASSWD在锁住状态解除之前或者执行清除所有内存的操作之前不能进行修改在设置PASSWD 时要千万小心。
FANUC系统的数据保护及恢复

任务4.1 FANUC 0i系统数据的备份及恢复
⑥螺距误差补偿数据。 3. DRAM ( Dynamic Random Access Memory,动态随机存储器) DRAM作为工作存储器,在控制系统中起缓存作用。 (二)FANUC系统的数据保护及恢复 FANUC数控系统的加工程序(PROGRAM)、参数(PARAMETER) ,
床数据意外丢失,应该把重要数据备份起来。可以每个机床配一个存
储卡单独存放,也可以备份到计算机上,集 Nhomakorabea管理。数据备份的方法有多种,有分项备份,也有所有内存数据统一备份,
在使用时应根据不同的要求进行选择,否则恢复数据时,可能会覆盖
不想被恢复的内容。
下一页
任务4.1 FANUC 0i系统数据的备份及恢复
差错都会导致以上数据的丢失。如果之前没有做好备份,那么数控机 床将会瘫痪,从而带来巨大的损失。
因此,在平时就要定期做好数据的备份工作,以防意外发生。 FANUC数控系统进行数据备份和恢复的方法主要有两个,一是使用存 储卡在引导系统屏幕画面时进行数据备份和恢复;二是通过控制单元上 的RS232 C串口与磁盘机、编程器、穿孔机和个人计算机连接进行数 据的备份和恢复。
1.利用存储卡备份数据 FANUC系统中数据备份用的存储卡有一定要求,可用于备份的存储 卡有SRAM存储卡、快闪存储卡、快闪ATA卡3种。
上一页 下一页
任务4.1 FANUC 0i系统数据的备份及恢复
这3种卡所使用的工作电压必须是SV,省电型(3.3 V)的存储卡不能用 于FANUC数控系统。存储卡可以直接购买与卡槽大小(标准PCMCIA 卡)一致的存储卡,也可以通过专用的转接卡架来转换,以方便计算机 上数据的读写。
fanuc0系统如何保护你的参数和程序不被修改
F A N U C0系统如何保护你的参数和程序不被修改(总14页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--FANUC 0系统如何保护你的参数和程序不被修改保护你的程序FANUC 0系统:修改参数:改为1就可以保护9000~~9999的程序不被修改。
FANUC 0I系统:修改参数:3202#4(NE9)改为1 #0(NE8)改为1就可以保护9000~~9999和8000~~8999的程序不被修改。
修改3210的值就可以设置密码了,只有在3211里输入和3210一样的密码才可以修改3020#4为0或1。
保护你的参数:参数设定成1可以保护程序和参数,将设定成1后即无法设定PWE=1参数无法修改,通过设定画面(OFFSET画面)找到设定成0即可恢复(注意恢复时不是在SYSTEM画面设置参数而是在设定画面FANUC系统维修中常用的参数fanuc系统维修中常用的参数1.手摇脉冲发生器损坏。
一台fanuc 0td数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。
当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。
等手摇脉冲发生器修好后再将该参数置“1”。
2.当机床开机后返回参考点时出现超行程报警。
上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若x轴在返回参考点过程中,出现510或是511超程报警,可将参数0700lt1x1数值改为+(或将0704lt1x2数值修改为-)后,再一次返回参考点。
若没有问题,则将参数0700或0704数值改为原来数值。
(2)同时按p和can键后开机,即可消除超程报警。
3.一台fanuc 0i数控车床,开机后不久出现alm701报警。
从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数rrm8901#0改为“1”先释放alm701报警,然后在强制冷风冷却,待风扇购到后,再将prm8901改为“0”。
FANUC 0I系统保护8000

FANUC 0I系统保护8000-9000-9999号程序Monday, December 03, 2007 11:27:58 PM 发布:sunlight3202参数NE8NO3202#0:隐藏o8000~~o8999程序参数NE9NO3202#4:隐藏o9000~~o9999程序说明:参数No.3202#4(NE9) 可以通过参数No.3210(PASSWD)和参数No.3211(KEYWD)将程序锁住以保护程序No.9000 到No.9999 在锁住状态下,除非输入了正确的口令否则程序No.9000到No.9999将不能被修改锁住状态意味着参数PASSWD 的设置值与参数KEYWD 的设置值不同这些参数中的设置值不显示当参数PASSWD 的设置值与参数KEYWD的设置值相同时就可以解锁当参数PASSWD 显示为0时表明PASSWD没有设置当No.3211(KEYWD)!=No.3210(PASSWD!=0) 锁定状态,程序保护,无法修改口令及NO 3202锁住和解锁的步骤:锁住:1 置为MDI方式2 设置参数开关为可写这时在CNC 上显示P/S100报警3 设置参数No.3210(PASSWD) 这时就设定为锁住状态4 将参数写入开关置为禁止写入5 按下解除报警状态解锁:1 置为MDI方式2 设置参数开关为可写这时在CNC 上显示P/S100报警3 在参数No.3211(KEYWD)中设置与参数No.3210(PASSWD)相同的值这时锁住状态解除4 将参数NE9(No.3202#4)设置为05 将参数写入开关置为禁止写入6 按下解除报警状态7 程序No.9000到No.9999 现在就可以编辑了详细说明设置参数PASSWD:当参数PASSWD 中设置非0 值时就设置了锁住状态然而参数PASSWD 仅在锁住状态尚未设置时,当PASSWD=0 或PASSWD=KEYWD 才可以设置如果在其它情况下设置该参数就会出现一个不能写入的警告当设置了锁住状态改变参数PASSWD:当锁住状态解除后当PASSWD=0 或PASSWD=KEYWD 就可以更改设置状态在解锁步骤的第3 步后可以在参数PASSWD 中设置一个新的参数从这时起必须在KEYWD 中设置一个新值才能解除锁住状态重新锁住:在锁住状态解除后可以通过在PASSWD 参数中设置一个不同的值来重新设定或者通过关掉NC电源再打开后将KEYWD 复位来设定警告一旦设定了锁住状态参数NE9 就不能被设为0 并且参数PASSWD在锁住状态解除之前或者执行清除所有内存的操作之前不能进行修改在设置PASSWD时要千万小心。
FANUC0I常用参数

FANUC0I常用参数
1.系统参数:
-系统时钟:设置系统时钟的时间和日期。
-系统尺度:用于定义坐标系的尺度因子。
-系统测量单位:定义系统中的尺度单位,如毫米、英寸等。
-系统报警:设置报警的声音和灯光等参数。
-系统语言:设置显示屏的语言。
-系统保护:设置系统的保护参数,如密码等。
2.通信参数:
-通信速率:设置与外部设备通信的速率。
- 通信协议:设置与外部设备通信时使用的协议,如Modbus、Ethernet等。
-通信地址:设置与外部设备通信时使用的地址。
3.插补参数:
-加速度/减速度:设置加速度和减速度的数值。
-插补速度:设置插补运动的最大速度。
-插补精度:设置插补运动的精度,影响运动的平滑程度。
-脉冲当量:设置脉冲当量的数值,用于转换坐标系。
4.自动化参数:
-工具半径补偿:设置工具半径补偿的数值。
-刀具长度补偿:设置刀具长度补偿的数值。
-自动化程序:设置自动化程序的相关参数,如循环次数、跳转地址等。
以上仅列举了部分常用参数,实际使用中还需要根据具体的机床和加工要求进行设置。
在操作FANUC0I系统时,了解和熟悉这些参数对于正确操作和编程非常重要。
FANUC 0I-D系统参数PMC数据备份及恢复方法
FANUC 0I-D系统参数PMC数据备份及恢复方法刘辉FANUC数控系统中加工程序、参数、螺距误差补偿、宏程序、PMC程序、PMC 数据,在机床不使用是是依靠控制单元上的电池进行保存的。
如果发生NC电池失效(也即是电池没电)或其他以外,会导致这些数据的丢失。
因此,有必要做好重要数据的备份工作,一旦发生数据丢失,可以通过恢复这些数据的办法,保证机床的正常运行。
数控系统的启动和计算机的启动一样,会有一个引导过程。
在通常情况下,使用者是不会看到这个引导系统。
但是使用存储卡进行备份时,必须要在引导系统画面进行操作。
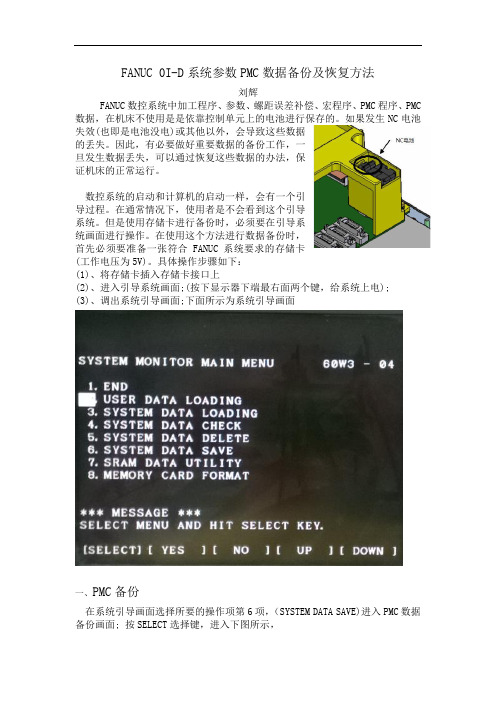
在使用这个方法进行数据备份时,首先必须要准备一张符合FANUC系统要求的存储卡(工作电压为5V)。
具体操作步骤如下:(1)、将存储卡插入存储卡接口上(2)、进入引导系统画面;(按下显示器下端最右面两个键,给系统上电);(3)、调出系统引导画面;下面所示为系统引导画面一、PMC备份在系统引导画面选择所要的操作项第6项,(SYSTEM DATA SAVE)进入PMC数据备份画面; 按SELECT选择键,进入下图所示,然后按向下方向键直至出现 PMC1.000,按SELECT选择键,等待几秒钟按YES 按键。
然后退出。
PMC即备份完毕。
二、参数备份在系统引导画面选择所要的操作项第7项,(SRAM DATA UTIRITY)进入下图,选择1、SRAM BACKUP, 按SELECT选择键,等待几秒钟按YES按键。
然后退出。
参数即备份完毕。
三、PMC恢复方法在开机引导画面,选择2、(USER DATA LOADING)按SELECT选择键进入下图界面选择PMC1.000,按SELECT选择键,等待几秒钟按YES按键。
然后退出。
PMC 即重装完毕。
四、参数重装在系统引导画面选择所要的操作项第7项,(SRAM DATA UTIRIT)进入下图,选择2、SRAM RESTORE 按SELECT选择键,等待几秒钟按YES按键。
FANUC 0系统如何保护你的参数和程序不被修改
FANUC 0系统如何保护你的参数和程序不被修改保护你的程序FANUC 0系统:修改参数:10.4改为1就可以保护9000~~9999的程序不被修改。
FANUC 0I系统:修改参数:3202#4(NE9)改为1 #0(NE8)改为1就可以保护9000~~9999和8000~~8999的程序不被修改。
修改3210的值就可以设置密码了,只有在3211里输入和3210一样的密码才可以修改3020#4为0或1。
保护你的参数:参数3290.7设定成1可以保护程序和参数,将3290.7设定成1后即无法设定PWE=1参数无法修改,通过设定画面(OFFSET画面)找到3290.7设定成0即可恢复(注意恢复时不是在SYSTEM画面设置参数3290.7而是在设定画面FANUC系统维修中常用的参数fanuc系统维修中常用的参数1.手摇脉冲发生器损坏。
一台fanuc 0td数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。
当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。
等手摇脉冲发生器修好后再将该参数置“1”。
2.当机床开机后返回参考点时出现超行程报警。
上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若x轴在返回参考点过程中,出现510或是511超程报警,可将参数0700lt1x1数值改为+99999999(或将0704lt1x2数值修改为-99999999)后,再一次返回参考点。
若没有问题,则将参数0700或0704数值改为原来数值。
(2)同时按p和can键后开机,即可消除超程报警。
3.一台fanuc 0i数控车床,开机后不久出现alm701报警。
从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数rrm8901#0改为“1”先释放alm701报警,然后在强制冷风冷却,待风扇购到后,再将prm8901改为“0”。
FANUC 0I系统保护8000-9000-9999号程序

FANUC 0I系统保护8000-9000-9999号程序参数NE8 NO3202#0:隐藏o8000~~o8999程序参数NE9 NO3202#4:隐藏o9000~~o9999程序说明:参数No.3202#4(NE9) 可以通过参数No.3210(PASSWD)和参数No.3211(KEYWD)将程序锁住以保护程序No.9000 到No.9999 在锁住状态下,除非输入了正确的口令否则程序No.9000到No.9999将不能被修改锁住状态意味着参数PASSWD 的设置值与参数KEYWD 的设置值不同这些参数中的设置值不显示当参数PASSWD 的设置值与参数KEYWD的设置值相同时就可以解锁当参数PASSWD 显示为0时表明PASSWD没有设置当No.3211(KEYWD)!=No.3210(PASSWD!=0) 锁定状态,程序保护,无法修改口令及NO3202锁住和解锁的步骤:锁住:1 置为MDI方式2 设置参数开关为可写这时在CNC 上显示P/S100报警3 设置参数No.3210(PASSWD) 这时就设定为锁住状态4 将参数写入开关置为禁止写入5 按下解除报警状态解锁:1 置为MDI方式2 设置参数开关为可写这时在CNC 上显示P/S100报警3 在参数No.3211(KEYWD)中设置与参数No.3210(PASSWD)相同的值这时锁住状态解除4 将参数NE9(No.3202#4)设置为05 将参数写入开关置为禁止写入6 按下解除报警状态7 程序No.9000到No.9999 现在就可以编辑了详细说明设置参数PASSWD:当参数PASSWD 中设置非0 值时就设置了锁住状态然而参数PASSWD 仅在锁住状态尚未设置时,当PASSWD=0 或PASSWD=KEYWD 才可以设置如果在其它情况下设置该参数就会出现一个不能写入的警告当设置了锁住状态改变参数PASSWD:当锁住状态解除后当PASSWD=0 或PASSWD=KEYWD 就可以更改设置状态在解锁步骤的第3 步后可以在参数PASSWD 中设置一个新的参数从这时起必须在KEYWD 中设置一个新值才能解除锁住状态重新锁住:在锁住状态解除后可以通过在PASSWD 参数中设置一个不同的值来重新设定或者通过关掉NC电源再打开后将KEYWD 复位来设定。
项目FANUC系统的数据保护及恢复

任务4.1 FANUC 0i系统数据的备份及恢复
一级缓冲、二级缓冲。另一种称为动态RAM (Dynamic RAM , DRAM) , DRAM保留数据的时间很短,速度也比SRAM慢,不过 它还是比任何ROM都要快,但从价格上来说DRAM相比SRAM要便 宜很多,计算机内存就是DRAM的。
一般在传送数据时波特率选择19200 b/s即可,如果传送时发 生错误,请检查连接,并将传送速度降低,如降为9600 b/s,
上一页 下一页
Байду номын сангаас
任务4.1 FANUC 0i系统数据的备份及恢复
如果连接很可靠也没有干扰,可以把传输速度设高一些。在校验选 项中,Even表示偶校验,Odd表示奇校验,None表示不校验。
存储卡(工作电压为5V)。注意:存储卡使用时必须断电插拔,以防接 口电路损坏。
1.使用存储卡备份/恢复内存(SRAM)数据 (1)将存储卡插入显示器旁边的存储卡接口上,注意正面朝向屏 幕。 (2)按下显示器下端最右面两个键不放,同时给系统上电。
(3)按着键不放,直到调出系统引导界面,如图4-5所示。 在此界面下,只能使用屏幕下方的软菜单来进行操作,
个存储卡单独存放,也可以备份到计算机上,集中管理。
数据备份的方法有多种,有分项备份,也有所有内存数据统一备份,
在使用时应根据不同的要求进行选择,否则恢复数据时,可能会覆盖
不想被恢复的内容。
下一页
任务4.1 FANUC 0i系统数据的备份及恢复
(二)实践操作 任务实施:将参数和PMC程序分别备份到CF存储卡中。
2.利用RS232串口备份/恢复数据 (1)在关机状态下将CNC与计算机通过RS232 C线缆连接,如果 在开机状态下插拔RS232 C线缆很容易烧毁串口。 (2)将计算机与机床分别上电,在CNC侧【ALL IO】菜单下设定 通信参数,如图4-1所示。要求CNC侧的通信参数与计算机侧要完全 一致,主要包括:I/ 0通道、波特率、停止位等。
fanuc发那科0I-9000参数及0M的一些参数维修说明书故障分析解决
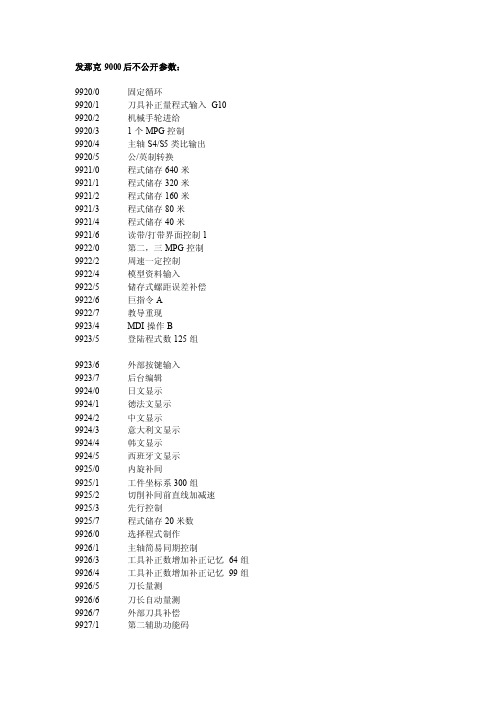
发那克9000后不公开参数:9920/0 固定循环9920/1 刀具补正量程式输入G10 9920/2 机械手轮进给9920/3 1个MPG控制9920/4 主轴S4/S5类比输出9920/5 公/英制转换9921/0 程式储存640米9921/1 程式储存320米9921/2 程式储存160米9921/3 程式储存80米9921/4 程式储存40米9921/6 读带/打带界面控制19922/0 第二,三MPG控制9922/2 周速一定控制9922/4 模型资料输入9922/5 储存式螺距误差补偿9922/6 巨指令A9922/7 教导重现9923/4 MDI操作B9923/5 登陆程式数125组9923/6 外部按键输入9923/7 后台编辑9924/0 日文显示9924/1 徳法文显示9924/2 中文显示9924/3 意大利文显示9924/4 韩文显示9924/5 西班牙文显示9925/0 内旋补间9925/1 工件坐标系300组9925/2 切削补间前直线加减速9925/3 先行控制9925/7 程式储存20米数9926/0 选择程式制作9926/1 主轴简易同期控制9926/3 工具补正数增加补正记忆64组9926/4 工具补正数增加补正记忆99组9926/5 刀长量测9926/6 刀长自动量测9926/7 外部刀具补偿9927/1 第二辅助功能码9927/2 三轴同动9927/3 增加轴控制9927/4 工件计数及跑合时间显示9927/6 工具径补正(切削补偿)C9927/7 工具径补正(切削补偿)B9928/1 原点复归速度设定9928/4 3次元坐标变换9929/0 绘图显示9929/1 程式图形对话9929/2 扩张内藏式行程检查9929/3 行程极限外部设定9929/6 外部讯息9930/1 程式再启动9930/1 程式再启动9930/2 外部资料输入9930/3 螺旋切削9903/5 PMC轴控制9930/6 自动转角进给率9931/0 单方向定位9931/2 刚性攻牙9931/3 时钟显示9931/6 卡式磁片资料显示9931/7 0.1单位增量系统9932/0 第三及第四回参考点9932/1 比率缩放9932/2 坐标系旋转9932/3 F15纸带格式9932/4 刀具寿命管理9932/5 工具补正数增加补正记?200组9932/6 增加选择性单节跳跃(最大)19个9932/7 巨集执行器9933/1 极坐标命令9933/3 F1段进给9933/4 I/O装置外部控制9933/5 四轴同动9933/6 中断形式巨集指令9933/7 巨集指令B9934/1 遥控式缓衡器9934/2 高速遥控式缓衡器A9934/3 高速遥控式缓衡器B9934/4 读带/打带界面控制29934/6 切削进给补间后直线加减速9935/0 高速循环加工9935/1 刀具补正记忆形式B9935/2 外部机械零点漂移9935/4 外部减速9935/5 动态绘图显示9935/6 登陆程式个数400组9935/7 登陆程式个数200组9936/0 刀具位置补正9936/2 选择性道角/转角R9936/3 简易同期制御9936/4 高速跳跃信号输入9936/7 扩张工件程式编辑程式COPY 9937/0 圆筒补间9937/1 S串列式输出9937/2 极坐标补间9937/3 Cs轴轮廓控制9937/5 C轴法线方向制御9937/6 刀具寿命管理512组9937/7 I/O同时操作9939/6 CAP19939/7 CAP19940/0 DNC-19940/3 索引功能9940/4 主轴同期制御9941/0 第一主轴定位9941/2 第一主轴输出切换9942/0 第二主轴定位9942/2 第二主轴定位9943/2 倾斜轴制御9943/3 制御轴扩张9943/5 登绿程式个数100组9943/6 程式儲存储1280米9943/7 工件座标系48组9944/0 切削进给速度调整9944/1 特殊JOG进给率调整9944/2 轴取出机能9944/3 浮动原点复归9944/4 圆弧半径速度箝制9944/5 自动转角减速9945/0 高精度轮廓控制9945/1 工具退避和复归9945/2 圆形拷贝9945/3 实际速度类比输出9945/4 工件坐标系预设9945/6 3次元工具補正9945/7 切削进给補间后锺形加减9946/0 PLC5000step9946/1 PLC8000step9946/2 PLC16000step9946/3 PLC24000step9946/4 PLC3000step9946/5 PLC12000step9946/6 PMC-RC程式语言-1M 9946/7 信号波形表示机能9947/0 PMC保持型记忆追加9947/1 PLC32000step9947/2 PMC程式语言256K 9947/3 PMC程式语言512K 9947/5 PMC程式语言2M 9948/0 NC格式转换输出9948/1 C语言9948/7 程式对话Super CAP-M 9952/4 指数函数补间9952/5 工具补正量499个9952/6 工具补正量999个9952/7 多段Skip9953/1 程式储存5120米数9953/2 程式储存2560米数9953/3 DNC29953/5 OSI网路9954/6 学习制御9962/3 马达速度信号输出9962/6 真直度补正9963/0 PMC轴制御扩张机能9963/1 HDISK9963/2 特殊高速循环9963/4 PMC轴速度指令机能9963/5 旋转轴控制9963/6 高速循环资料追加A 9963/7 高速循环资料追加B 9970/7 平滑补间9972/7 假想轴补间9972/4 实际速度类比输出B 9972/6 I/Olink29972/7 简易高精度9973/0 手动数值指令9973/2 姿势制御9973/5 非均匀B形云线补间9973/6 高速分配功能9976/2 PROFIBUS slave9976/3 PROFIBUS master 9976/4 多单节预读9977/2 二重位置检出机能9977/5 1CPU2系统101/7 NFD 数据输出时数据后的同步孔的输出 O O102 输入输出设备号:0:普通RS-232口设备(用DC1-DC4码)3:Handy File(3″软盘驱动器) O O 103 波特率:10:480011:960012:19200 O OI/O 通道1的参数:111/0 SB2 停止位数 O O111/3 ASI 数据输入代码:ASCII或EIA/ISO O O111/7 NFD 数据输出时数据后的同步孔的输出 O O112 输入输出设备号:0:普通RS-232口设备(用DC1-DC4码)3:Handy File(3″软盘驱动器) O O 113 波特率:10:480011:960012:19200 O O其它通道参数请见参数说明书。
FAUNC系统程序号保护参数设置

锁住:
1 置为MDI方式
2 设置参数开关为可写这时在CNC 上显示P/S100报警
3 设置参数No.3210(PASSWD) 这时就设定为锁住状态
4 将参数写入开关置为禁止写入
5 按下解除报警状态
解锁:
1 置为MDI方式
2 设置参数开关为可写这时在CNC 上显示P/S100报警
锁住状态意味着参数PASSWD 的设置值与参数KEYWD 的设置值不同
这些参数中的设置值不显示
当参数PASSWD 的设置值与参数KEYWD的设置值相同时就可以解锁
当参数PASSWD 显示为0时表明PASSWD没有设置 Байду номын сангаас
当No.3211(KEYWD)!=No.3210(PASSWD!=0) 锁定状态,程序保护,无法修改口令及NO3202
发那科FANUC 0I系统保护8000-9000-9999号程序
来源:数控产品网 添加:2008-06-04 阅读:1531次
[ 内容简介 ]
参数No.3202#4(NE9) 可以通过参数No.3210(PASSWD)和参数No.3211(KEYWD)将程序锁住以保护程序
3202
3 在参数No.3211(KEYWD)中设置与参数No.3210(PASSWD)相同的值这时锁住状态解除
4 将参数NE9(No.3202#4)设置为0
5 将参数写入开关置为禁止写入
6 按下解除报警状态
7 程序No.9000到No.9999 现在就可以编辑了
详细说明
设置参数PASSWD:当参数PASSWD 中设置非0 值时就设置了锁住状态然而参数
参数NE8 NO3202#0:隐藏o8000~~o8999程序
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈 F ANUCO 系 列 数 控 系 统 参 数 数 据 保 护 措施 i
宋 福 林
( 沙航 空 职业技 术 学院 , 南 长 沙 4 0 2 ) 长 湖 1 1 4 摘 要 : F UC 0 系列数控 系统为 例 , 以 AN i 分析 说 明数控 系统 参 数 保护 的重 要性 , 总结 了在 从 事 数 控 维修 时 常 用 的一些 系统 参数 数 据保 护的措 施 。 关 键词 : 控 系统 数 参数 保 护措 施 数控 维修 中图分 类号 : H1 T 7 文献 标识 码 : B
( hn saA rn ui l oai a adT c ncl ol e hn sa4 0 2 , HN) C agh eo a t a V ct n l n eh ia C l g ,C a gh 1 14 C c o e
Ab tac Th s a t l a e ANUC 0is re s r t: i ri e t k s F c e i sCNC s se f re a l a ay e h mp ra c fCNC y t m a y t m o x mp e, n lz st e i o t n e o s se p — r m ee s p o e tn a t r r t ci g, s mm aie o e CNC y tm a a tr a a p oe t n m e s r s i u rz s s m s se p r me e s d t r tc i a u e n CNC y t m o s se
电 , 0 6 1 ):9 4 . 2 0 ( 0 3 — 5
[ ] 民惠 , 工谦. 高 C C机床 的利 用 率 [ ] 航 空 工程 与 维 修 , 6张 梁 提 N J.
一
(+ 【O l 】 N:
{ } } 2 0 :3 4
【 : oFF 0 】)
L 0
F N C系 统 0 A U 系列 为 例 , 举 出在 数 控 机 床 维 修 的 列
过 程 中常用 的一些 数控 机床 系统 参数 数据 保 护 的一些
措施。
O S lO 0
0(
1 可 以) :
l :0 N )
1:I S0) l:I NCH)
通 遭 号)
l: 0N) 1: 1 F 0/ lI )
1( : 0 N0 C NV
顺 序 号 停 止 顺 序 号 停 止
对 比 度
MD I } }
程序号 ) 顺 序 号 )
m an e a c i t n n e.
Ke w o ds: y r CNC S se ;Pa a tr ;Pr t cin Me s r s CNC M an e a c y tm r me e s oe to a u e ; it n n e
随着 我 国经济 的飞 速 发 展 , 控设 备 在 中 国企 业 数 生 产设 备 中 的普及 率 越来 越 高 , 现 在 各 企业 的数 控 而
一
写入 保 护 即可 。具体 操作 步骤 为 : 2下 F N C系统 按 A U
MD 键 盘上 的 “ F / E ” 这 时 系统 界 面 进 入 设 定 I O SS T 键 画 面 ( 图 1 示 ) 将 “ 数 写 入 ” 置 为 0表 示 “ 如 所 , 参 设 禁 止写 入参 数 ” 即可 。
设 备 维修 与维 护人 员 又 相 对 短 缺 , 因此 对 现有 的数 控
1 针对数控维修 知识 比较薄弱 的操 作者
对 这一类 操 作来 说一 般 只需 打开数 控 系统 的参 数
设 备维 修 维护 人员 提 出 了更 高 的要求 。 数 控 系统 参数 是确 保数 控机 床 正常运 行 中非 常重 要 的数 据 文件 , 参数 故 障也 是 数 控设 备 的 常见 故 障之
下 面 以 目前 占国内数控 系统 市 场份额 最 大 的 日本
I
参 数 写 入 r 校 验 V 穿 L 码 代 输 入 _( 不 可 0:
1( : 0 EI A 0( : 0 MM 4( 毋一35: 0 ( : FF 0 0
设定 (A D ) H N Y
0 (0 : F F 0 O O 0 0 3 N 0 0 白 0 白
。
笔 者在 企 业从 事数 控设 备维 修 中参数 的故 障约 占
数 控机 床故 障 总数 的 1% , 在 这些 参 数 的故 障 中往 0 而 往很 多是 由于 机床 操作 者 的误操 作 而改变 了机床 的一 些 参数 造成 的。 因此对 数控 机床 的系统参 数 等重 要文 件 的保 护 , 防止 非专 业 维 修 人 员 的误操 作 也是 数 控 设 备 维护 的十分 重要 的一 个环 节 。
Dic s in o a a t r a a p o e t n me s r s o ANUC e is CNC y t m s u so n p r me e s d t rt c i a u e fF o Oi r s e s se
S 0NG ln Fu i
( 偏 置 )—嚼豳 (
) 工 件 系 ) 【 【
) 操 作 )) ((
图1
[] 江 , 2韩 李志鹏 , 道洋 , 基于网络 D C的车 间管理 系统 的研究 与 余 等. N 开发 [ ] 制造业 自动化 ,0 8 8 1 — J. 2 0 ( ):9 2 _ 2 [] 3 黄荣杰 , 波. 吴 基于 D C的 网络制造技术 的研究与应用 [ ] 机械 机 N J.