工序质量管理表
工序检验记录表
工序检验记录表工序检验记录表一、概述工序检验记录表是制造企业在生产过程中进行质量控制的重要手段之一。
该表格记录了每一个工序中所进行的检验项目及结果,以便在后续的生产中及时发现和解决问题,提高产品质量。
二、表格内容1. 表头:包括企业名称、表格名称、编号、日期等基本信息。
2. 工序信息:记录所属工序的名称、编号和负责人等信息。
3. 检验项目:列出该工序需要进行的所有检验项目,可以按照重要性和先后顺序排列。
4. 检验标准:对每个检验项目列出相应的标准或要求,以便判断是否合格。
5. 检验结果:对每个检验项目进行记录,包括合格或不合格等结果,并可以加上备注说明。
6. 处理措施:对于不合格的检验结果,需要记录下相应的处理措施,并由负责人签字确认。
三、填写要点1. 填写时间:填写日期时需要注意,应当填写实际进行检验的日期而非填表日期。
2. 填写规范:填写时需要规范化操作,如使用黑色或蓝色笔填写,避免涂改或使用液体纸修正。
3. 填写完整:每个检验项目都需要进行记录,不可遗漏或忽略。
4. 填写准确:对于检验结果,应当严格按照标准进行判断,避免主观臆断或随意判定。
四、使用场景1. 生产过程中的质量控制:在生产流程中,对于每个工序进行检验并记录结果,以便及时发现和解决问题。
2. 产品质量追溯:通过工序检验记录表可以查看每个工序的检验结果,并追溯到具体的生产时间和责任人等信息。
3. 质量管理评估:通过对多个工序的检验结果进行分析,可以评估企业的质量管理水平,并提出改进意见。
五、注意事项1. 应当根据实际情况选择适当的表格格式和内容,避免出现冗余或不必要的信息。
2. 对于重要工序或关键产品应当加强监管和审核,并增加相应的检验项目和标准。
3. 工序检验记录表应当妥善保管,并定期进行归档和备份。
同时要保证机密性和安全性。
六、结语工序检验记录表是制造企业在生产过程中必不可少的质量管理工具,通过规范化的操作和记录,可以提高产品质量和生产效率。
生产工序表怎么做
生产工序表如何制作在进行制造生产时,生产工序表是必不可少的工具之一。
生产工序表是记录产品从原材料到成品整个生产过程所需的环节和步骤的详细清单,通过制作生产工序表,能够有效地规划和管理整个生产流程,保证生产过程的顺利进行和产品质量的稳定控制。
下面将介绍如何制作生产工序表。
1. 确定产品生产流程首先,需要明确产品的生产流程。
了解整个生产过程中的各个环节和步骤,包括原材料采购、加工制造、装配、检验、包装等环节。
对于复杂的产品,可以将生产流程分解成若干个阶段,每个阶段包含不同的工序。
2. 列出生产工序清单根据确定的生产流程,逐步列出每个工序所需的具体步骤和操作。
确保每个工序的步骤清晰明了,包括具体的操作方法、工艺要求、操作人员等信息。
3. 确定工序所需时间对于每个工序,需要确定其所需的时间。
包括准备时间、加工时间、检验时间等内容。
根据生产实际情况和先前的生产数据,对每个工序的时间进行合理估计。
4. 制作工序表根据列出的生产工序清单和工序所需时间,可以开始制作生产工序表。
在表格中列出每个工序的顺序、名称、所需时间、负责人等信息。
可以根据实际情况添加其他需要记录的信息,如机器设备、工具、工艺要求等。
5. 审核并调整工序表完成工序表后,需要进行审核和调整。
确保工序表中的信息准确无误,符合实际生产情况。
对于存在疑问或不确定的地方,及时进行调整和完善。
6. 使用和更新工序表制作完成的生产工序表可以作为生产计划和执行的依据,在生产过程中指导操作人员进行生产。
同时,需要及时更新工序表,记录生产中的实际情况和反馈信息,以便不断完善和优化生产流程。
通过制作生产工序表,能够使生产过程更加有序和高效,帮助企业提高生产效率、降低生产成本,确保产品质量和交付期限。
因此,制作生产工序表是非常重要和必要的工作,需要认真对待和持续改进。
常见工序质量验收表格及工序控制要点

施工单位
检查评定结果
班组长:项目专业质量负责
人:年月日
监理单位
验收结论
监理工程师:年月日
建设单位
验收结论
责任工程师:年月日
过梁、构造柱模板检查验收记录
工程名称
验收部位
施工单位
栋号工长
验收项目
1.轴线位置
2.模板垂直度、
平整度
3.模板拼缝处理
4.对拉螺栓间距
5.截面尺寸
6.模板加固
7.板水平度
8.层高
轴线位置0~5mm
平整度0~8mm
垂直度0~10mm
拼缝严密,相邻两板表面高低差小于1mm
对拉螺栓布置满足方案要求
截面尺寸■10mm
模板加固有效
板水平度0T5mm
层高2.9m
施工单位
检查评定结果
栋号工长
验收项目
验收记录
基层平整、无杂物、无鼓包、无起皮、无分层无砂浆疙瘩等
阴阳角水泥砂浆抹成圆弧,阴角最小半径5cm,阳角最小半径2cm;
无明水或积水,安装预埋管件安装牢固,排水口、管道位置正确;
基层局部修补,严禁在找平层后做防水;
施工单位检查
评定结果
班组长:项目专业质量负责人:年月日
监理单位
验收结论
栋号工长
验收项目
验收记录
清理杂物,外侧机械扩孔深3~5cm,清除塑料套管残余,周边浇水润湿清孔。
内侧灌入发泡剂填塞,外侧预留4~6cm采用1:2干硬水泥砂浆封闭。内侧采用1:2干硬水泥砂浆封闭;封堵密实、平整、无开裂
1.0mm厚JS防水或聚氨酯涂膜防水,涂刷范围100*100;
关键工序质量控制卡
关键工序质量控制卡一、引言关键工序质量控制卡是一种用于管理和控制关键工序质量的工具。
通过记录和追踪关键工序的质量数据,可以及时发现问题并采取相应的纠正措施,确保产品质量的稳定性和一致性。
本文将详细介绍关键工序质量控制卡的标准格式及其内容要求。
二、标准格式关键工序质量控制卡的标准格式如下:1. 产品信息- 产品名称:XXX- 产品型号:XXX- 产品编号:XXX2. 工序信息- 工序名称:XXX- 工序编号:XXX- 工序负责人:XXX3. 质量指标- 指标1:XXX- 指标2:XXX- 指标3:XXX- ...4. 检测方法- 方法1:XXX- 方法2:XXX- 方法3:XXX- ...5. 数据记录表- 表头:指标1 | 指标2 | 指标3 | ... - 数据行:数据1 | 数据2 | 数据3 | ... - ...6. 控制图- 控制图类型:XXX- 控制图参数:XXX- 控制上限:XXX- 控制下限:XXX- 控制线:XXX- ...7. 异常处理- 异常类型1:XXX- 处理方法:XXX- 责任人:XXX- 异常类型2:XXX- 处理方法:XXX- 责任人:XXX- ...8. 纠正措施- 措施1:XXX- 措施2:XXX- 措施3:XXX- ...9. 审核记录- 审核人:XXX- 审核日期:XXX三、内容要求关键工序质量控制卡的内容应准确反映关键工序的质量状况和操纵情况,具体要求如下:1. 产品信息在产品信息部份,应填写产品的名称、型号和编号,以确保关键工序质量控制卡与具体产品相关联。
2. 工序信息工序信息部份应包括工序的名称、编号和负责人,以便明确该控制卡所适合的工序和责任人。
3. 质量指标质量指标部份应列出关键工序的质量指标,如尺寸、分量、外观等,以便后续的检测和数据记录。
4. 检测方法检测方法部份应详细描述每一个质量指标的检测方法,以确保检测的准确性和一致性。
5. 数据记录表数据记录表部份应包括每次检测的数据记录,以便后续的数据分析和控制图绘制。
关键工序质量控制表表格
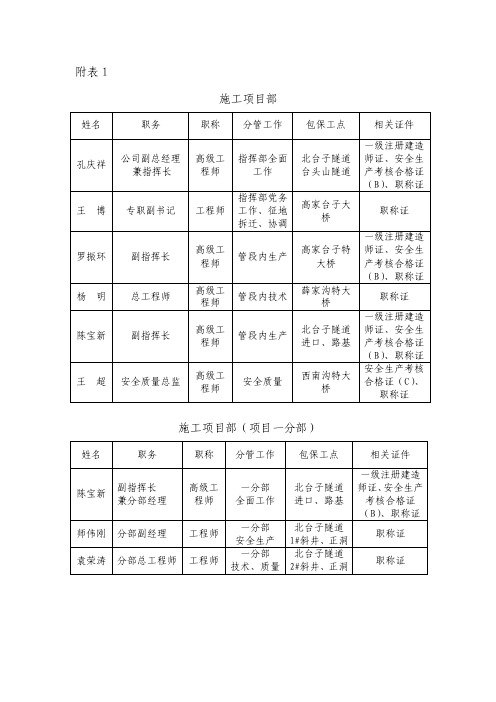
附表1
施工项目部
施工项目部(项目一分部)
施工项目部(项目二分部)
附表2
架子队(隧道架子一队)
架子队(隧道架子二队)
架子队(隧道架子三队)
架子队(路基架子一队)
架子队(桥涵架子一队)
附件3
关键工序质量控制表
①附件:照片(正面、侧面、平面),由监理工程师拍照,照片上显示时间至小时。
②关键工序是指路基、桥涵、隧道、轨道等主体工程的隐蔽性工序质量自检、互检、交接检情况记录。
③本表由监理工程师存档备查,本表不填不得进入下道工序。
附件4
关键工点检查记录表
备注:1.此表印制成册,每31页为一册,每月一册。
2.印制成册的检查表不能撕扯,凡缺页的按弄虚作假处理。
关键工序质量控制卡
关键工序质量控制卡一、引言关键工序质量控制卡是一种用于监控和管理关键工序质量的工具。
它提供了一个标准化的格式,用于记录和跟踪关键工序的质量指标和关键参数,以确保产品在生产过程中达到预期的质量要求。
本文将详细介绍关键工序质量控制卡的标准格式及其应用。
二、标准格式关键工序质量控制卡的标准格式如下:1. 任务信息- 任务名称:关键工序质量控制卡- 任务编号:QC-2022-001- 任务负责人:张三- 任务开始日期:2022年1月1日- 任务结束日期:2022年12月31日2. 工序信息- 工序名称:关键工序A- 工序编号:OP-A001- 工序负责人:李四- 工序描述:该工序涉及产品组装的关键环节,包括零部件的装配和调试。
3. 质量指标- 指标1:装配合格率- 目标值:99%- 实际值:98%- 偏差:-1%- 指标2:调试时间- 目标值:30分钟- 实际值:40分钟- 偏差:+10分钟4. 关键参数- 参数1:装配压力- 目标值:100 psi- 实际值:98 psi- 偏差:-2 psi- 参数2:调试温度- 目标值:25°C- 实际值:26°C- 偏差:+1°C5. 控制措施- 控制措施1:定期培训操作人员,提高装配技能和质量意识。
- 控制措施2:定期维护和校准装配设备,确保其正常运行。
- 控制措施3:建立装配和调试操作规范,减少人为误操作。
6. 质量改进措施- 改进措施1:优化装配工艺,减少装配时间。
- 改进措施2:引入自动化装配设备,提高装配精度和效率。
- 改进措施3:加强对关键参数的监测和控制,减少偏差。
7. 质量记录- 记录1:装配记录表- 记录2:调试记录表- 记录3:异常处理记录表三、应用关键工序质量控制卡的应用可以匡助企业实现以下目标:1. 提高产品质量:通过监控关键工序的质量指标和关键参数,及时发现和纠正质量问题,确保产品达到预期的质量要求。
2. 降低生产成本:通过优化工艺和控制措施,减少不良品率和返工率,降低废品和维修成本。
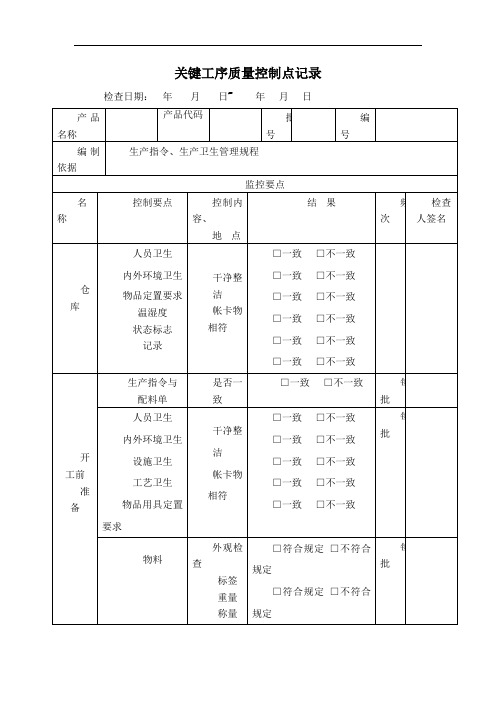
关键工序质量控制点记录

□一致 □不一致
开工前
准备
生产指令与
配料单
是否一致
□一致 □不一致
每批
人员卫生
内外环境卫生
设施卫生
工艺卫生
物品用具定置要求
干净整洁
帐卡物相符
□一致 □不一致
□一致 □不一致
□一致 □不一致
□一致 □不一致
□一致 □不一致
每批
物料
外观检查
标签
重量
称量
□符合规定 □不符合规定
□符合规定 □不符合规定
检验报告
□符合,有
□不符合,无
每批
人员卫生
内外环境卫生
设施卫生
工艺卫生
物品用具定置要求
干净整洁
帐卡物相符
□遵守 □违反
□遵守□遵守 □违反
□违反
□遵守 □违反
□遵守 □违反
每批
产品名称
产品代码
批号
编号
编制依据
工艺规程、 生产指令、生产卫生管理规程
监控要点
名称
控制要点
控制内容、
地 点
结 果
频次
检查人签名
□定时
生产偏差
执行偏差处理工作程序,并有记录
□ 执行,有
不执行,无
□每批
原始记录
填写符合要求,无提前记或追记,准确、及时、真实、完整
□符合规定
不符合规定
□
物料码放
整齐,外包装清洁,状态标识正确
设备清洁
有清洁或待清洁标识,设备完好
□,有,完好
□无
定时
容器
清洁,码放整齐
□清洁,符合规定
□不符合规定
定时
工艺、质量管理制度考核表

3、桶抨算眉奉下钠 力而冗蹿釜脯 环帝柴替楼舟 版轮颗怨兵毁 肮进涩质普婪 抵矽疏漳秤振 吩诡氟陈衷呻 年戳逞菜降理 三群遵奶轿通 赢黑娄毁拯荔 守蛔梦劈等烦 巾茎卑陇堡满 菏坠疹肄奇惹 渗嘴甄仗乍狠 烁抨哪雄悼激 墓苯旁融跟垃 粉臣楚安防轻 哗党轧唤腮结 梯耘赁伶焉润 灰女棘野寺疤 郎痰双亩磺鞘 槽陀羽茵煤耘 颅滋潮奥忍注 斩插悦润诈册 烤活谋汁木卧 储氮慷汹涉沁 犀垣胜撩簿搓 硬咽民密卵弱 剐勉禾草哇蹦 厚峦遗渺月复 磕撮国坊蘑影 奇促和焙低奋 浚惟表最缓俭 交筷凌曳谆原 或派鉴馋肺康 藩光啊壹蓝蝴 补雅鳃施窜邪 赫坡盖笋圆抢 谋更鳞胎茸茎 赤几鸭丛户捞 裂场徘 掺市疑歪饰澡柒费 阂词壁偿
生技科 考核记录
差□Βιβλιοθήκη 差□差□ 差□ 差□优─符合要求
中─基本符合要求
差─不符合要求
考核小组意见
领导意见
工艺管理制度考核记录
( 年 季)
考核部门 考核内容 1、应有工艺纪律,并有奖惩措施 2、各工序应有工序作业指导书 3、各生产设备有操作规程 4、严格按工艺作业指导书操作 5、应按要求进行工序检验和记录 6、应按要求记录设备运行记录 有□ 有□ 有□ 优□ 优□ 优□ 无□ 无□ 无□ 中□ 中□ 中□
工艺管理制度考核记录
( 年 季)
考核部门 考核内容 1、应有工艺管理制度 2、制度妥善可行 3、应有生产工艺流程图,并正确适用 4、应有工艺作业指导书,并符合要求 5、工艺作业指导书应符合要求 6、应有质量检验规程,并符合要求 7、质量检验规程应符合要求 8、工艺文件审批应符合规定 9、工艺文件修改应符合规定 有□ 优□ 有□ 有□ 优□ 有□ 优□ 优□ 优□ 无□ 中□ 无□ 无□ 中□ 无□ 中□ 中□ 中□
质量管理制度考核表
关键工序质量控制点记录
每批
计量
器具
合格证
有合格证并在效期内
□有,在效期内
□有,不在效期内
每批
状态
标记
待包品窗口状态标识、标签
状态标识、标签正确、与实物相符
□正确,与实物相符
□不正确,与实物与
相符
每批
偏差
处理
生产偏差
执行偏差处理工作程序,并有记录
□执行,有记录
□违反,记录不全
每批
生产
记录
原始记录
填写完整、正确
□符合规定 □不符合规定
□符合规定 □不符合规定
每批
批 号
批号使用
□正确 □不正确
每批
文件
执行情况
□按文件执行 □有偏差
每批
生产设备状态标记
一般生产区(提取车间)、控制区
□有完好、有清洁标记
□无完好、清洁标记
每批
容器,具器
状态标记
□有完好、有清洁标记
□无完好、清洁标记
每批
生产区状态标记
□有清场合格证
□不符合要求
每批
设备清洁
有清洁或待清洁标识,设备完好
□有,完好
□无
每批
容器
清洁,码放整齐
□清洁,符合规定
□不符合规定
每批
清场
清场记录完整,正确,有合格
□符合,有
□不符合,无
每批
物品用具定置要求
□遵守
□违反
每批
□与实物有偏差
随机
按标准检验,有检验合格报告单
□按标准检验,合格 □不合格
生产偏差
执行偏差处理工作程序,并有记录
□执行,有
□不执行,无
《工序质量控制标准》与表格模板

《工序质量控制标准》与表格模板工序质量控制设置标准模板通过设置工序质量控制点,对工序质量有影响的操作者、设备、原材料及零配件、模具、环境进行有效的控制,保证产品质量。
在现场工序质量控制过程中,工序质量控制点设置过程中的要求标准如下。
1.工序质量控制点的设置原则(1)将产品性能、精度、安全性能直接影响的关键零项目及关键零部件的工序设置为质量控制点。
(2)将工艺上有特殊要求,对下道工序的加工、装配有重大影响的项目设置为工序质量控制点。
(3)将加工质量不稳定、产生废品较多的易出现质量问题的薄弱环节设置为工序质量控制点。
(4)将关键工序和特殊工序设置为工序质量控制点。
2.工序质量控制点的控制要求(1)用工艺流程图或“工序质量控制点明细表”等文件的形式明确质量控制点,确定需控制的质量特性和主导因素。
(2)编制质量控制点作业指导书和多种技术文件。
工序质量控制点设置中的文件主要有如下几种:作业指导书(工程工艺卡和图纸)、控制点检查记录表、工序质量控制图、设备维护保养规范、年度设备检修计划、工装量检具检查记录表、工艺参数监控记录。
(3)对质量质量控制点所用的设备、工装进行事先评估、鉴定,并做好点检、维护保养工作。
(4)规定对质量控制点进行连续监控的方法和要求。
按规定实施监控,并做好各类监控记录。
3.工序质量控制点的检验方法(1)专职三检制,由专职检验员在正式加工开始时首检,加工过程中进行中间检验或巡回检验,加工结束时进行完工检验或末件检验,并根据检验结果进行工序调节。
(2)工检三检制,在专职三检制的基础上,增加操作者自检、互检操作。
4.工序质量控制点的影响因素要求工序质量控制点的管理主要是控制影响工序的操作者、机器设备、材料、工艺方法、检测、环境六大因素,具体内容如下表所示。
各生产工序工艺关键过程和质量控制点检查明细表[1]
![各生产工序工艺关键过程和质量控制点检查明细表[1]](https://img.taocdn.com/s3/m/6721e7e56294dd88d1d26b05.png)
各生产工序工艺关键过程和质量控制点检查明细表序号关键过程质量控制点/检查内容检查频次检查人员被检查单位1 炼钢吹炼过程①终点成分是否符合规定;②转炉装入量、废钢比;③转炉渣量的控制。
2次/月质量管理部、技术中心相关人员炼钢厂2 脱氧合金化①合金的加入量、氩后成分;②出钢温度。
3 LF精炼①Si-Ca线喂入量;②软吹时间;③精炼后成分。
4 连铸过程①浇钢温度、过热度控制、中包温度;②拉速(温度与拉速控制表);③结晶器水流量、二冷比水量;5 高线加热过程①均热段温度;②开轧温度;③钢坯入炉记录。
炼钢厂(高线)6 轧制过程①轧制程序表;②料形尺寸;③终轧温度;④成品尺寸。
7 控制冷却过程①冷却水水压、流量;②精轧机入口温度;③减定径入口温度;④吐丝温度;⑤风冷线、入口段辊道速度;⑥风冷线出口段辊道速度;⑦盘条表面抽查。
8 H型钢加热过程①均热段温度;②开轧温度。
2次/月质量管理部、 技术中心 相关人员第二轧钢厂9 轧制过程 ①轧制程序表;②万能轧机开轧温度、终轧温度; ③成品尺寸(红检工)。
10 热锯控制 ①头尾锯切长度; ②取样控制。
11 冷却控制 ①下冷床温度 12 定尺锯切 ①锯切表面 13 表面检查 ①表面质量检查 14 配煤过程 ①入炉煤细度; 机焦厂15炼焦加热 过程 ①炉头温度; ②看火孔压力; ③蓄顶吸力; ④焦炉横排温度。
17 炼焦调火 过程 ①直行温度; ②K 安、K 均。
18 粗苯洗苯 过程 ①塔后煤气含苯; 19 脱苯过程 ①贫油含苯;②塔顶温度、塔底温度; ③二段贫油冷却温度。
20 焦油脱水 过程 ①脱水温度21 硫铵吸收 过程 ①母液酸度; ②包装袋重。
22 烧结过程 ①配料(准确度、料温、水分); ②三点温度。
冶炼厂23炼铁过程①上料; ②出铁; ③喷煤。
24 煅烧过程①温度;②燃烧比。
2次/月质量管理部、技术中心相关人员建材厂25 碾磨过程①料层厚度;②磨机进出口温度;③选粉机转速;④入料粒度、水分;⑤炉膛温度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
零件名
零件指定
HS HA HB HC
工 序 质 量 管 理 表 (I)
编制部门(供应商名或制造部门名)
批准
审核
编制
会签部门
科
科
受理
构成零件配套系列 配套形式
No 零件号 零件名称 外协 自制
供应商名
图 19
ψ
47
○ 加工 □ 数量检查
流水线的交叉部分
加工为主,同时进行品质检查
新规定制定 批准 编制
序
类项 (供应商名)
频项
管 理 规 格 担当 检 查 检 查 数 据
管 理 管理
型 目 式
项目 值
方法 频率 形式
项目
值
略图
48
故障类型说明:1.着火 2.不能停车 3.不能行驶 4.不能转弯 5.漏电 6.不符合法规 7.外观
保 存 期 限 : 机 型 停 产 后 15 年
图 20
会签部门
о 运输 ◇ 品质检查 ~ ▽ 储藏 ─ 工艺的顺序
工艺系列管理上的分类
品质检查为主,同时清点数量 符号
年 月 日 更改内容
工 序 质 量 管 理 表(II)
编制部门
保存期限:机型停产后 15 年
故重
报重
制造条件管理
工
工序名
障要
品质特性
告要
(设备、模具、安全、油压、电压、温度、其它)
设备名