(手压阀)毕业设计
毕业设计液压操纵阀的研究与设计
液压操纵阀的研究与设计第1章绪论液压技术作为一门新兴应用学科,尽管历史较短,进展的速度却超级惊人。
液压设备能传递专门大的力或力矩,单位功率重量轻,结构尺寸小,在一样功率下,其重量的尺寸仅为直流电机的10%~20%左右;反映速度快、准、稳;又能在大范围内方便地实现无级变速;易实现功率放大;易进行过载爱惜;能自动润滑,寿命长,制造本钱较低。
因此,世界各国均已普遍地应用在锻压机械、工程机械、机床工业、汽车工业、冶金工业、农业机械、船舶交通、铁道车辆和飞机、坦克、导弹、火箭、雷达等国防工业中。
液压传动设备一样由四大元件组成,即动力元件——液压泵;执行元件——液压缸和液压马达;操纵元件——各类液压阀;辅助元件——油箱、蓄能器等。
液压阀的功用是操纵液压传动系统的油流方向,压力和流量;实现执行元件的设计动作以操纵、实施整个液压系统及设备的全数工作功能。
1.1 液压技术的进展历史液压传动理论和液压技术进展的历史可追溯17世纪,那时的荷兰人史蒂文斯(Strvinus)研究指出,液体静压力随液体的深度转变,与容器的形状无关。
以后托里塞勒(Torricelli)也对流体的运动进行研究。
17世纪末,牛顿对液体的粘度和浸入运动流动体中的物体所受的阻力进行了研究。
18世纪中叶,伯努利提出的流束传递能量理论及帕斯卡提出的静压传递原理,使液压理论有了关键性的进展。
1795年英国伦敦的约瑟夫.布拉默(Joseph Bramah 1749~1814)制造了世界上第一台水压机——棉花、羊毛液压打包机。
1905年,詹尼(Janney)设计了一台带轴向柱塞泵的油压传动与操纵装置,并于1906年成功地应用在弗吉尼亚号战舰的炮塔俯仰、转动机构中。
1936年,哈里.威克斯(Harry Vikers)提出了包括先导式溢流阀在内的些液压操纵元件有力地推动了液压技术的进步。
1958年美国麻萨诸塞州理工学院的布莱克本(Blackburn)、李诗颖制造了电液伺服阀,并于1960年发表了对液压技术有杰出奉献的论著——《流体动力操纵》。
AutoCAD2015中文版机械设计实例教程手压阀二维设计综合案例
第手压阀二维设计综合案例本章通过总体设计手压阀案例的练习,熟练掌握AutoCAD 二维设计的各个功能及操作方法。
第11章 手压阀二维设计综合案例36711.1 底座的绘制 底座绘制过程分为两步,对于左视图,由多边形和圆构成,可直接绘制;对于主视图,则需要利用与左视图的投影对应关系进行定位和绘制,如图11-1所示。
11.1.1 绘制视图(1)单击“图层”工具栏中的“图层特性管理器”按钮,打开“图层特性管理器”对话框,新建如下5个图层。
① 中心线:颜色为红色,线型为CENTER ,线宽为0.15mm 。
② 粗实线:颜色为白色,线型为Continuous ,线宽为0.30mm 。
③ 细实线:颜色为白色,线型为Continuous ,线宽为0.15mm 。
④ 尺寸标注:颜色为白色,线型为Continuous ,线宽为默认。
⑤ 文字说明:颜色为白色,线型为Continuous ,线宽为默认。
(2)绘制左视图。
① 将“中心线”图层设置为当前图层。
单击“绘图”工具栏中的“直线”按钮,以{(200, 150),(300, 150)}、{(250, 200),(250, 100)}为坐标点绘制中心线,修改线型比例为0.5,效果如图11-2所示。
② 将“粗实线”图层设置为当前图层。
单击“绘图”工具栏中的“正多边形”按钮,绘制外切于圆且直径为50的正六边形,并单击“修改”工具栏中的“旋转”按钮将绘制的正六边形旋转90°,效果如图11-3所示。
图11-1 底座 图11-2 绘制中心线 图11-3 绘制正六边形③ 单击“绘图”工具栏中的“圆”按钮,以中心线交点为圆心,绘制半径为23.3的圆,效果如图11-4所示。
(3)绘制主视图。
① 将“中心线”图层设置为当前图层。
单击“绘图”工具栏中的“直线”按钮,以{(130, 150),(170, 150)}、{(140, 190),(140, 110)}为坐标点绘制中心线,修改线型比例为0.5,效果如图11-5所示。
《综合创新训练》任务书
《综合创新训练》任务书姓名:班级:学号:一、题目:手压阀二、主要内容:设计日期:2010年6月28日——2009年7月9日设计任务:了解手压阀的相关原理、组成,并查找相关资料,设计相应的零部件结构或机构,实现手压阀的基本功能要求。
主要内容为对手压阀塞座和阀体的造型设计进行创新及改进,在造型设计中,要求使用尽可能少的命令来达到最佳的设计效果,设计的零件占用的计算机内存尽可能的少。
在装配过程中,选择最佳的装配过程及步骤,以满足手压阀的基本功能要求,并进行三维实体的渲染、零件的干涉检查等。
工作量:1、手压阀塞座和阀体的二维图设计(电子版)2、具有渲染效果的手压阀装配图一张(电子版);3、设计说明书。
三、计算机绘图与三维造型实验周的基本要求:要求每位学生在设计过程中,充分发挥自己的独立工作能力及创造能力,对每个问题都应进行分析、比较,并提出自己的见解,反对盲从,杜绝抄袭。
在设计过程中必须做到:(1)随时复习教科书、听课笔记及习题。
(2)及时了解有关资料,做好准备工作,充分发挥自己的主观能动性和创造性。
(3)认真计算和制图,保证计算正确和图纸质量。
(4)按预定计划循序完成任务。
四、检查教学效果和评价学生学习质量的方式与方法考勤、平时成绩占20%,设计图占80%。
五、注意事项:1、设计时发现问题,首先应自己考虑,查找资料,提出自己的看法和意见,与指导教师磋商,不应向指导教师寻求答案。
2、设计时学生必须在规定的教室进行设计,未经批准不得缺席,经常迟到或旷课者,除按考勤记录外,视情节轻重,影响设计成绩。
3、在星期五(即7月9日)下午下课前,将设计图纸上交,迟交者扣分。
六、参考书目1、廖希亮,陈清奎. 计算机绘图与三维造型. 机械工业出版社,20032、王旭,王积森. 机械设计课程设计. 机械工业出版社,20033、邢琳,张秀芳主编. 机械设计基础课程设计. 机械工业出版社,2007七、进度安排指导教师:教研室主任:。
手压阀说明书
目录目录 (1)一数据分析 (2)二实体建模 (2)三运动分析 (5)(1)装备 (5)(2)分析 (9)(3)运动 (10)(4)受力分析 (13)四CAM加工 (15)(1)箱底底座加工 (15)(2)G代码 (18)五附件 (23)(1)工程图 (23)手压阀说明书一、数据分析1、图纸介绍:根据手压阀的轴侧图和零件图在A3纸上按1:1绘制装备图。
2、参数选择:开口销GB\T91-2000 4x18 公称直径d=4mm 长度l=50mm 材料Q235 不经表面处理螺纹:螺套M24 螺距p=2mm 中径D1=22.701mm 小径D2=21.835mm; 阀体M36螺距p=2mm中径D1=34.701mm 小径D2=33.835mm其他参数,详情见附件。
二、实体建模1球头:主要采用旋转等指令2垫片主要采用旋转等指令3螺套主要采用拉伸旋转等指令4销钉主要采用拉伸钻孔等指令5、箱座主要采用拉伸、旋转、伸出项(切口)等指令6、箱体主要采用拉伸、旋转、钻孔等指令7手柄主要采用拉伸旋转等指令三、机构运动分析1装备一、箱体装备:采用缺省约束二、手柄装备:采用销钉约束三、阀杆装备:采用圆柱和添加集轴承链接四、螺套装备:采用销钉连接五、销钉装备:采用缺省装备六、胶垫装备:采用缺省装备七、箱座装备:采用销钉和平面装备八、球头装备:采用缺省装备2分析一、伺服电动机二、弹簧系统三、阻尼3运动手压阀是吸气和排出液体的一种手动阀门。
当手握住手柄向下压紧阀杆时,阀杆压缩弹簧向下移动,入口开通,此时液体排出;当手柄抬起时,弹簧松开,阀杆向上贴紧阀体,液体则不能通过。
4、受力分析四、CAM加工(箱体底座加工)1创建毛坯2加工机床设置3车轮廓(区域车削)4车轮廓(轮廓车削)5车轮廓(车螺纹)6车轮廓(孔加工)7 G代码1>PARTNO / MFG00022>MACHIN/,122>PPRINT / MFG00021 Pro/NC-GPOST Mill UNCX01 6.3.WN00 P-20.0 MACHIN/UNCX01,12 DATE: 12/13/2013 PAGE 1NIIGATA HN50A - FANUC 15MA - B TABLE/ MFG0002 ( MM ) INPUT CLREC N5G2X43Y43Z43B33Q43R43I43J43K43F42D2S4T3M2H22 2 $ / MFG00022 2 N5 G71$2 2 N10 ( / MFG0002)$2>INSERT G0 G17 G99$2 2 N15 G0 G17 G99$2>INSERT G90 G94$2 2 N20 G90 G94$8>UNITS/MM9>TURRET/110>CAMERA/1,0,0,0,0,1,0,0,0,0,1,011>SPINDL/RPM,300,CLW11 11 N25 S300 M03$12>RAPID13>GOTO /34.2,0,4.54624113 13 N30 G0 Z4.546$13 13 N35 X34.2 Y0.$14>FEDRAT/200,MMPM15>GOTO /30,0,4.54624115 15 N40 G1 X30. F200.$16>GOTO /30,0,-3616 16 N45 Z-36.$17>GOTO /32.2,0,-3617 17 N50 X32.2$18>RAPID19>GOTO /32.2,0,4.54624119 19 N55 G0 Z4.546$20>FEDRAT/200,MMPM21>GOTO /28,0,4.54624121 21 N60 G1 X28. F200.$22>GOTO /28,0,-1422 22 N65 Z-14.$24>ARCDAT/28,0,-16,0,1,0,225>GOTO /30,0,-1625 25 N70 X28.126 Z-14.004$25 25 N75 X28.252 Z-14.016$25 25 N80 X28.377 Z-14.036$25 25 N85 X28.501 Z-14.064$25 25 N90 X28.622 Z-14.099$25 25 N95 X28.741 Z-14.142$25 25 N100 X28.857 Z-14.193$25 25 N105 X28.969 Z-14.251$25 25 N110 X29.078 Z-14.315$25 25 N115 X29.182 Z-14.387$25 25 N120 X29.282 Z-14.465$25 25 N125 X29.376 Z-14.549$ 125 25 N130 X29.465 Z-14.639$25 25 N135 X29.548 Z-14.734$25 25 N140 X29.625 Z-14.835$25 25 N145 X29.696 Z-14.94$25 25 N150 X29.759 Z-15.049$25 25 N155 X29.816 Z-15.162$25 25 N160 X29.865 Z-15.278$25 25 N165 X29.907 Z-15.398$25 25 N170 X29.941 Z-15.52$25 25 N175 X29.968 Z-15.643$25 25 N180 X29.987 Z-15.768$25 25 N185 X29.997 Z-15.894$25 25 N190 X30. Z-16.$26>GOTO /32.2,0,-1626 26 N195 X32.2$27>RAPID28>GOTO /32.2,0,4.54624128 28 N200 G0 Z4.546$29>FEDRAT/200,MMPM30>GOTO /26,0,4.54624130 30 N205 G1 X26. F200.$31>GOTO /26,0,-1431 31 N210 Z-14.$32>GOTO /30.2,0,-1432 32 N215 X30.2$33>RAPID34>GOTO /30.2,0,4.54624134 34 N220 G0 Z4.546$35>FEDRAT/200,MMPM36>GOTO /24,0,4.54624136 36 N225 G1 X24. F200.$37>GOTO /24,0,-1437 37 N230 Z-14.$38>GOTO /28.2,0,-1438 38 N235 X28.2$39>RAPID40>GOTO /28.2,0,4.54624140 40 N240 G0 Z4.546$41>FEDRAT/200,MMPM42>GOTO /22,0,4.54624142 42 N245 G1 X22. F200.$43>GOTO /22,0,-1443 43 N250 Z-14.$44>GOTO /26.2,0,-1444 44 N255 X26.2$45>RAPID46>GOTO /26.2,0,4.54624146 46 N260 G0 Z4.546$47>FEDRAT/200,MMPM148>GOTO /20,0,4.54624148 48 N265 G1 X20. F200.$49>GOTO /20,0,-1449 49 N270 Z-14.$50>GOTO /32.2,0,-1450 50 N275 X32.2$53>CAMERA/1,0,0,0,0,1,0,0,0,0,1,054>SPINDL/RPM,500,CLW54 54 N280 S500$55>RAPID56>GOTO /19.5,0,056 56 N285 G0 Z0.$56 56 N290 X19.5$57>FEDRAT/300,MMPM58>GOTO /19.5,0,-14.558 58 N295 G1 Z-14.5 F300.$59>GOTO /28,0,-14.559 59 N300 X28.$61>ARCDAT/28,0,-16,0,1,0,1.562>GOTO /29.5,0,-1662 62 N305 X28.109 Z-14.504$ 62 62 N310 X28.218 Z-14.516$ 62 62 N315 X28.326 Z-14.536$ 62 62 N320 X28.432 Z-14.564$ 62 62 N325 X28.536 Z-14.599$ 62 62 N330 X28.636 Z-14.642$ 62 62 N335 X28.734 Z-14.692$ 62 62 N340 X28.827 Z-14.749$ 62 62 N345 X28.916 Z-14.813$ 62 62 N350 X29.001 Z-14.883$ 62 62 N355 X29.08 Z-14.959$ 62 62 N360 X29.153 Z-15.04$ 62 62 N365 X29.22 Z-15.127$ 62 62 N370 X29.28 Z-15.218$ 62 62 N375 X29.334 Z-15.314$ 62 62 N380 X29.38 Z-15.413$ 62 62 N385 X29.419 Z-15.515$ 62 62 N390 X29.451 Z-15.62$ 62 62 N395 X29.475 Z-15.727$ 62 62 N400 X29.491 Z-15.835$ 62 62 N405 X29.499 Z-15.944$62 62 N410 X29.5 Z-16.$63>GOTO /29.5,0,-3663 63 N415 Z-36.$66>TURRET/267>CAMERA/1,0,0,0,0,1,0,0,0,0,1,068>SPINDL/RPM,100,CLW68 68 N420 S100$69>RAPID170>GOTO /23,0,070 70 N425 G0 Z0.$70 70 N430 X23.$71>FEDRAT/200,MMPM72>OP/THREAD,TURN,FEDTO,.306715,TPI,2,CUTS,3,FINCUT,1,CUTANG,18073>GOTO /18,0,073 73 N435 G1 X18. F200.$74>GOTO /18,0,-12.24714974 74 N440 Z-12.247$75>OP/THREAD,NOMORE76>RAPID77>GOTO /23,0,077 77 N445 G0 Z0.$77 77 N450 X23.$78>SPINDL/OFF81>TURRET/483>CAMERA/1,0,0,0,0,1,0,0,0,0,1,084>SPINDL/RPM,400,CLW84 84 N455 S400$85>RAPID86>GOTO /0,0,1086 86 N460 Z10.$86 86 N465 X0.$87>CYCLE/DRILL,FEDTO,12,MMPM,25,CLEAR,588>GOTO /0,0,088 88 N470 G81 X0. Y0. Z-12. R5. F25.$89>CYCLE/OFF89 89 N475 G80$90>RAPID91>GOTO /0,0,1091 91 N480 G0 Z10.$92>SPINDL/OFF94>AUXFUN/3094 94 N485 M30$94>FINI9494 %$五、附件(工程图)。
手 压 阀 各 部 件 造 型 与 加 工
(一)工序的划分
在数控机床上加工零件,工序可以比较集中,在一次装夹中尽可能完成大部分或全部工序。首先应根据零件图样,考虑被加工零件是否可以在一台数控机床上完成整个零件的加工工作,若不能则应决定其中哪一部分在数控机床上加工,哪一部分在其他机床上加工,即对零件的加工工序进行划分。一般工序划分有以下几种方式:
此外,还应分析零件所要求的加工精度、尺寸公差等是否可以得到保证、有无引起矛盾的多余尺寸或影响工序安排的封闭尺寸等。
1.3
(一)加工方法的选择
加工方法的选择原则是保证加工表面的加工精度和表面粗糙度的要求。由于获得同一级精度及表面粗糙度的加工方法一般有许多,因而在实际选择时,要结合零件的形状、尺寸大小和热处理要求等全面考虑。例如,对于IT7级精度的孔采用镗削、铰削、磨削等加工方法均可达到精度要求,但箱体上的孔一般采用镗削或铰削,而不宜采用磨削。一般小尺寸的箱体孔选择铰孔,当孔径较大时则应选择镗孔。此外,还应考虑生产率和经济性的要求,以及工厂的生产设备等实际情况。常用加工方法的经济加工精度及表面粗糙度可查阅有关工艺手册。
关键词:计算机辅助设计和制造技术 机械加工工艺 毛坯制造 数控加工
摘要I
1系统功能及总体结构
1.1概述(1)
1.2数控加工工艺与分析(6)
1.3加工方法的选择与加工方案的确定(9)
1.4工序与工步划分(10)
1.5零件安装与夹具的选择(10)
1.6刀具选择与切削用量的确定(11)
1.7对刀点与换刀点的确定(13)
(二)零件各加工部位的结构工艺性应符合数控加工的特点
1)零件的内腔和外形最好采用统一的几何类型和尺寸。这样可以减少刀具规格和换刀次数,使编程方便,生产效益提高。
2)内槽圆角的大小决定着刀具直径的大小,因而内槽圆角半径不应过小。零件工艺性的好坏与被加工轮廓的高低、转接圆弧半径的大小等有关。
毕业设计--手动式浮动球球阀的设计
2
完成球阀各零件的设计及计算,并确定装配方案
09.03.25~09.04.25
3
用CAD绘制出球阀的零件图(7张)及装配图(1张)
09.04.25~09.05.15
4
编写毕业设计说明书及球阀的使用说明书
09.05.15~09.06.05
5
准备毕业答辩
09.06.05~09.06.15
The shortcomings of the traditional ball valve is friction, and life short, good sealing performance. Therefore, the key question is designed to minimize the risk of friction, sealing important, and ultimately to achieve high efficiency, high quality and durability requirements. Ball wear and tear of the headstock has a small, closed gate can control the flow and the benefits of labor-saving; as a result of the valve seat seal design is the flexibility to choose the valve seat, the ball valve to overcome a common result of excessive pressure sealing of sealing surface of the shortcomings of easy to wear and tear to extend the life of aball valve.
吾壹-毕业论文:阀体的造型设计

毕业论文:阀体的造型设计一创建阀体回转面曲面(1)新建文件单击“标准”工具栏中的“新建”图标按钮,系统弹出“新建”对话框,在对话框的“单位”选择框中选择“毫米”。
在“文件名”输入框中输入“fati”,单击“确定”图标按钮,完成新文件的建立。
(2)选择模块,设置用户界面选项、草图选项和建模选项1)选择模块。
单击“标准”工具栏中的“开始”图标按钮,在弹出的下拉菜单中选择“外观造型设计”模块,系统进入外观造型设计界面。
2)设置用户界面选项。
单击主菜单栏中的“首选项”菜单在弹出的下拉菜单中选择“用户界面”,系统弹出“用户界面首选项”对话框,将“在跟踪条中跟踪光标位置”左边的勾去掉,单击“确定”图标按钮,完成用户界面选项的设定。
3)设置草图选项。
单击主菜单中的“首选项”菜单,在弹出的下拉菜单中选择“草图”,系统弹出“草图首选项”对话框,在“尺寸标签”的右边的选择框中选择“值”设置“文本高度”为4,单击“确定”图标按钮,完成草图选项的设定。
4)设置建模选项。
单击主菜单栏中的“首选项”菜单,在弹出的下拉菜单中选择“建模”系统弹出“建模首选项”对话框。
在对话框中将“体类型”栏下的“片体”选中,单击“确定”图标按钮,完成建模选项的设定。
(3)绘制阀体中的圆弧轮廓单击“艺术曲线”工具栏中的“基本曲线”图标按钮,系统弹出“基本曲线”对话框,在对话框中单击“圆弧”图标按钮,在“跟踪栏”中的“XC”栏中输入0,“YC”栏中输入0然后回车,在分别输入“XC”为0,“YC”为-80后回车,输入“XC”为80,“YC”为0后回车,单击“打断线串”按钮,输入“XC”为80,“YC”为40后回车,输入“XC”为80,“YC”为20后回车,输入“XC”为100,“YC”为40后回车,单击“打断线串”按钮。
输入“XC”为70,“YC”为105后回车,输入“XC”为90,“YC”为105后回车,输入“XC”为70,“YC”为125后回车,单击“打断线串”按钮。
阀体毕业设计

阀体毕业设计目录设计任务书课程设计说明书正文序言一、零件的分析(一)零件的作用 (2)(二)零件的材料分析 (2)(三)零件的工艺分析 ..................................................................................3-4二、工艺规程设计(一)确定毛坯的制造形式 (5)(二)基面的选择..........................................................................................5-6 (三)制定工艺路线......................................................................................6-7 (四)机械加工余量、工序尺寸..................................................................7-8 (五)确定切削用量.. (8)三、专用夹具设计(一)定位方案 (11)(二)定位误差的分析与计算 (11)(三) 零件的拆装 (11)(四)切削力夹紧力的计算............................................................................11-13课程设计心得体会...................................................................................错误!未定义书签。
相关参考资料 (15)序言毕业设计是我们在学校完成了大学的全部课程,并在进行了生产实习的基础上进行的一个教学环节,也是学生在校学习阶段的最后一个重要的教学环节,是完成技师基本训练的一个必不可少的过程。
手压阀实体造型研究和设计

手压阀实体造型研究和设计2015年6月I摘要手压阀是吸入或排出液体的一种手动阀门,当操作手柄向下压紧阀杆时,弹簧因受力压缩而使阀杆向下移动,此时液体入口与出口相连,手柄向下抬起时由于弹簧弹力作用阀杆向上压紧阀体使液体入口与出口不通。
本课题通过对手压阀进行造型设计,绘制出相关的零件图和装配图,分析手压阀的工作原理。
本课题锻炼了绘图能力和实际加工的应用能力,对每一个工件的加工过程都做分析,对手压阀的工作原理、机械原理、适用范围等做介绍,并且对加工过程中所用到的机床、夹具也有了更深一步的了解。
【关键词】手压阀机械加工工艺分析配图II目录1手压阀的原理和应用 ····················································错误!未定义书签。
1.1手压阀的工作原理 (1)1.2手压阀的主要用途 (1)1.3手压阀的设计图 (1)2加工所需要的设备及夹具 (2)2.1车床 (2)2.1.1车床的用途 (2)2.1.2车床的工作原理 (2)2.1.3车床的功能 (2)2.2铣床 (3)2.2.1铣床的用途 (3)2.2.2铣床的工作原理 (3)2.2.3铣床的功能 (3)2.3刨床 (4)2.3.1刨床的用途 (4)2.3.2刨床的工作原理 (4)2.3.3刨床的功能 (4)2.4夹具 (5)2..4.1平口钳的用途 (5)2.4.2平口钳的工作原理 (5)2..4.3三爪自定心卡盘的用途 (5)2.4.4三爪自定心卡盘的工作原理 (5)3工件的工艺分析 (6)3.1手柄的加工工艺分析 (6)3.1.1手柄图纸的分析 (6)3.1.2毛坯的选择 (6)3.2.3夹具的选择 (6)3.1.4加工工艺 (7)III3.2调节螺母的加工工艺分析 (8)3.2.1调节螺母图纸的分析 (8)3.3.2毛坯的选择 (8)3.2.3夹具的选择 (8)3.2.4加工工艺 ······································································· 9~~103.3锁紧螺母的加工工艺分析 (11)3.3.1锁紧螺母图纸的分析 (11)3.3.2毛坯的选择 (11)3.3.3夹具的选择 (11)3.3.4加工工艺 ····································································· 12~~134 相关配图 (14)4.1总装配图 (14)4.2分解图 (14)4.3装配步骤图 ·········································································· 15~~194.4操作图 (20)5毕业课题总结 (21)6参考文献 (21)IV1手动阀的原理和应用1.1手压阀的工作原理手压阀是开启或关闭液路的一种手动阀门。
手压阀
装配是机械制造中最后决定产品质量的重要工艺过程,既使是全部合格的零件,如果装配不当,也不能形成质量合格的产品。而当今,各种先进的计算机辅助工具(CAD、CAM、CAE等)以及制造仿真软件层出不穷,与传统的产品开发过程相比,它们的应用减少了产品的开发消耗和开发周期,降低了成本,较好地适应了现代制造业中柔性、快捷及高质量的要求。但这些还不能完全支持可视化装配过程,从而影响机械设计和制造的最终完成。因此,企业需要一个直观、逼真的装配环境,对产品的可装配性进行虚拟验证,所以,机械虚拟装配技术应运而生。
2.1
与一般的装配仿真相比较,虚拟装配技术有着明显的区别。一般的装配仿真是在预先建立的仿真模型下将零部件组装在一起,首先是构建仿真的环境,接着预先编制产品的装配顺序,最后进行仿真组装。在这仿真的过程中没有人为的参与,装配仿真验证的只是产品在装配过程中是否发生干涉,仿真的效果完全依赖于预先建立的仿真模型,信息量少,局限性很大。相比之下,虚拟装配系统突出人的因素在虚拟装配中的重要性,尽量将装配技术人员的经验、专业知识融入装配系统。在虚拟装配过程,不仅要验证产品设计和装配的可行性,即可装配,还要寻找、验证设计和装配的科学性,即定出最优的设计方案和装配顺序。因此虚拟装配技术可称为人机一体的装配智能系统。其装配过程不同。在传统的CAD系统下,装配技术人员是通过鼠标拾取零件模型上的几何元素,根据菜单指定两个零件的约束关系,让系统自动计算两个零件间的位置关系,然后进行几何变换将待装配零件移动到目标位置,完成装配。在这过程中,装配技术人员无法感受到装配过程,系统也不能按照一条没有碰撞的路径将待装配的零件移动到目标位置。传统CAD系统中不考虑零件间的干涉,如按照传统CAD环境下的装配顺序来制定现实的装配顺序,往往是不可行的。在虚拟装配技术系统中,装配技术人员直接抓取虚拟零件,沿着一条没有碰撞的、优化的路径将待装配零件移动到目标位置,检测零件之间的干涉情况,并且融入了装配技术人员的经验、专业知识,由此获得的装配顺序一般是可行的和优化的。
proe手压阀课程设计
目录前言 (3)1 零件设计 (4)1.1 调节螺母设计 (4)1.1.1调节螺母三型 (4)2 阀体设计 (6)2.1 阀体二维图2-1 (6)2.2 阀体三维造型 (6)3 手压阀手柄设计 (9)4 手柄的设计表达分析 (11)5 装配 (11)5.1 各零件图三维图 (11)5.2 装配图(图5-1)与装配图的绘制(图5-2)...................... 12 5.3 爆炸图(图5-3) .. (13)5.4 装配注意事项 (13)6 结论 (13)谢辞 (14)参考文献 (15)前言Pro\ENGINEER是由美国PTC公司推出的一套博大精深的三维CAD\CAM 参数化软件系统,它的内容涵盖了产品概念设计、工业造型设计、三维模型设计、分析计算、动态模拟与仿真、工程图的输入、生产加工成产品的全过程,其中还包括了大量的电缆和管道布线、模具设计与分析等使用板块。
其应用领域包括航空航天、汽车、机械、数控加工、电子等诸多行业。
由于其强大而完善的功能,Pro\ENGINEER几乎成为三维CAD\CAM领域的一面旗帜和标准。
它在国外大学院校里已经成为学习工程必修的专业课程,也成为工程技术人员必备的技术。
随着我国加入WTO,一场新的工业设计领域的技术革命正在兴起,作为提高生产率和竞争力的有效手段,Pro\ENGINEER也正在国内形成一个广泛应用的热潮。
该产品为手压阀。
它有阀体、弹簧、胶垫、调节螺母、阀杆、销紧螺母、手柄、销钉和球头等零件组成。
手压阀是开启或关闭液路的一种手动阀门,手向下压紧阀杆时,弹簧受压,阀杆向下移动,使入口和出口相通,阀门打开;松开手柄,因弹簧的作用,阀杆向上压紧阀体,入口与出口不通,阀门关闭。
1 零件设计1.1 调节螺母设计调节螺母CAD图图图1-1调节螺母图1.1.1调节螺母三维造型首先打开Proe程序并点击草图,然后选择X-Y平面,在建模窗口中绘制一个直径为50的圆,如图1-2图1-2草绘图图1-3拉伸图点击完成草绘。
液压阀毕业设计
液压阀毕业设计液压阀毕业设计篇一:毕业设计论文-数字液压阀的系统设计摘要液压阀是流体传动中不可或缺的功能单元。
一方面,流体传动系统的优化升级需要液压阀相应提高性能;另一方面,液压阀本身的创新也给流体系统带来了新的活力。
如今,液压阀在体积、性能、能耗、智能化、制造加工工艺等方面都有了极大的发展。
随着液压系统与电子技术、IT技术以及网络技术的融合,液压阀进入了数字化时代。
液压数字阀是未来与比例阀、伺服阀相辅相争的一个全新的新阀种。
它具有价格更低、更易与计算机相接、放大驱动装置更简单,而且体积更小的特点。
看它的独特性能,在今后的市场上,势必将占有更大的份额!关键词:数字液压阀;步进电机;单片机控制;压力传感器反馈AbstractThe hydraulic valve is the indispensable part of function unit in the fluid drive. The fluid drive system's optimized promotion needs the hydraulic valve to enhance the performance correspondingly; On the other hand, hydraulic valve's innovation also bring new vigor to the fluid system. Now, the hydraulic valve hadenormous development in aspects volume, performance, energy consumption, intellectualized, manufacture processing craft and etc. Along with the hydraulic system, the electronic technology, the IT technology and networking's fusion, the hydraulic valve entered digital times. In the future, the hydraulic pressure digital valve will be a brand new valve which the proportioning valve, the servo valve auxiliary will contend with. It has the lower price , easier docking to the xxputer, simplerenlargement drive, moreover, the smaller volume. Its unique performance, will hold a bigger share inevitably in present's market!Keyboard:hydraulic valve;stepper motor;SCM Control;Pressure sensor feedback目录第一章绪论 11.1目的和意义--------------------------------------------------- 11.2 国内外发展现状---------------------------------------------- 31.3 毕业设计的内容---------------------------------------------- 5 第二章机械部分设计---------------------------------------------- 62.1 液压阀的选择------------------------------------------------- 72.2 步进电机的选择----------------------------------------------- 72.3 压力传感器的选择--------------------------------------------- 92.4 改造图及说明------------------------------------------------- 10 第三章控制系统硬件设计-------------------------------------------- 133.1 89C51单片机的介绍------------------------------------------- 143.1.1 引脚简要说明------------------------------------------- 143.1.2 P3口的第二功能--------------------------------------- 153.2 步进电机工作原理的介绍--------------------------------------- 153.3 硬件部分设计3.3.1 单片机电路-------------------------------------------- 163.3.2 反馈电路---------------------------------------------- 163.3.3 电路图------------------------------------------------- 17 第四章控制系统软件部分设计--------------------------------------- 194.1 环形脉冲分配------------------------------------------------ 204.2 步进电机的频率设定------------------------------------------ 214.3 89C51单片机源程序------------------------------------------ 21第五章实验------------------------------------------------------- 255.1 实际实验----------------------------------------------------- 255.2实验步骤-- 265.3 实际误差----------------------------------------------------- 305.4 实验图片----------------------------------------------------- 30 参考文献----------------------------------------------------------- 32 附录--------------------------------------------------------------- 33数字液压阀的系统设计第一章绪论1.1 目的和意义液压阀的发展应从技术与市场相结合来看,它分成三个层次和三种发展方向。
毕业设计 阀门的设计

一.阀体的结构形式是浮动球阀 连接形式是法兰连接 结构长度为230二.阀体厚壁的计算球阀阀体常用整体铸,段或棒材加工而成。
计算时一般把球阀的阀体当作受内压的薄壁圆筒来考虑。
即当外径与内径之比小于1比2时,按薄壁计算。
大于1比2时按厚壁计算。
1. 薄壁阀体 中低压金属球阀阀体的强度计算通常采用薄壁容器的计算公式Sb =S式中 考虑附加裕量的厚度按强度计算的厚壁设计压力阀体内腔的最大直径材料的许用拉力应力C 考虑铸,锻造偏差,工艺性和流体的腐蚀等因素的附加裕量。
根据经验一般取C =3-6mm 。
C 值也可参考表6-5选取2.厚壁阀体 高压金属球阀阀体厚壁的计算公式如下Sb =S `b +CS `b =2D (Ko-1) 整理上式 Sb =2D (Ko-1)+C 其中 Ko =[][]3p -σσ式中 []σ-----材料的许用应力。
取 与 两者的较小值b σ和1σ--------常温下材料的抗拉强度和屈服强度见表6-11表6-19nb 和 n1---------分别以抗拉强度为指标安全系数和以屈服强度为指标的安全系数。
取nb =4.25,n1=2.3[]σ=1.6 s `b =2.6 C =5 sb =7.6 D =1.8DN =90Sb+DN/DN<1.2 按薄壁计算 选球墨铸铁QT400-15 阀体最小壁厚的规定铁制球阀的最小壁厚为9.5三.阀体的材料是球墨铸铁QT400-15四.法兰的计算1.法兰螺栓载荷的计算 按以下两种情况进行()1操作情况 由于流体静压力所产生的轴向力促使法兰分开,而法兰螺栓必须克服此种端面载荷,并且在垫片或接触上必须维持足够的压紧力,以保证密封。
此外,螺栓还承受球体与阀座密封圈之间的密封力作用。
在操作情况下,螺栓受力的载荷为WPWp =F +Fr +Q =0.785Do 2P +2bmP π+ Q =45643.74式中Wp---------在操作情况下所需要的最小螺栓载荷F -------- 总的流体惊讶轴向力Fp -------- 连接接触面上总的压紧载荷Do -------- 载荷作用位置处垫片的直径,当bo ≤6.4mm 时。
毕业设计 阀门的设计
一.阀体的结构形式是浮动球阀 连接形式是法兰连接 结构长度为230二.阀体厚壁的计算球阀阀体常用整体铸,段或棒材加工而成。
计算时一般把球阀的阀体当作受内压的薄壁圆筒来考虑。
即当外径与内径之比小于1比2时,按薄壁计算。
大于1比2时按厚壁计算。
1. 薄壁阀体 中低压金属球阀阀体的强度计算通常采用薄壁容器的计算公式Sb =S式中 考虑附加裕量的厚度按强度计算的厚壁设计压力阀体内腔的最大直径材料的许用拉力应力C 考虑铸,锻造偏差,工艺性和流体的腐蚀等因素的附加裕量。
根据经验一般取C =3-6mm 。
C 值也可参考表6-5选取2.厚壁阀体 高压金属球阀阀体厚壁的计算公式如下Sb =S `b +CS `b =2D (Ko-1) 整理上式 Sb =2D (Ko-1)+C 其中 Ko =[][]3p -σσ式中 []σ-----材料的许用应力。
取 与 两者的较小值b σ和1σ--------常温下材料的抗拉强度和屈服强度见表6-11表6-19nb 和 n1---------分别以抗拉强度为指标安全系数和以屈服强度为指标的安全系数。
取nb =4.25,n1=2.3[]σ=1.6 s `b =2.6 C =5 sb =7.6 D =1.8DN =90Sb+DN/DN<1.2 按薄壁计算 选球墨铸铁QT400-15 阀体最小壁厚的规定铁制球阀的最小壁厚为9.5三.阀体的材料是球墨铸铁QT400-15四.法兰的计算1.法兰螺栓载荷的计算 按以下两种情况进行()1操作情况 由于流体静压力所产生的轴向力促使法兰分开,而法兰螺栓必须克服此种端面载荷,并且在垫片或接触上必须维持足够的压紧力,以保证密封。
此外,螺栓还承受球体与阀座密封圈之间的密封力作用。
在操作情况下,螺栓受力的载荷为WPWp =F +Fr +Q =0.785Do 2P +2bmP π+ Q =45643.74式中Wp---------在操作情况下所需要的最小螺栓载荷F -------- 总的流体惊讶轴向力Fp -------- 连接接触面上总的压紧载荷Do -------- 载荷作用位置处垫片的直径,当bo ≤6.4mm 时。
课程设计说明书(手压阀)

机制课程设计说明书题目:手压阀院(部):机电工程学院专业:机电工程及自动化班级:机械XX姓名:XXX学号:XXXXXXXXX指导教师:XXXXXXX完成日期:2010年7月7日目录1 任务·12 典型零件AutoCAD图纸2.1主视图··22.2俯视图·22.3 左视图·23典型零件造型设计·34其他零件设计4.1 轴·74.2 托架·84.3 垫片·84.4 填料压盖·95装配效果图·96 CAXA制造工程师6.1 加工对象的加工造型·106.2生成刀具轨迹·106.3知识加工轨迹明细单·12谢辞·13参考文献·13附录·141 任务了解手压阀的相关原理、组成,并查找相关资料,设计相应的零部件结构或机构,实现手压阀的基本功能要求。
(一)手压阀装配的手工绘图、以及塞座、阀体等二维图设计和手工绘制图。
选择典型零件进行工艺分析,编写机械加工工艺过程卡片,用CAXA 制造工程师进行造型设计,并生成刀具轨迹及加工仿真。
(二)对手压阀塞座和阀体的造型设计进行创新及改进,在造型设计中,要求使用尽可能少的命令来达到最佳的设计效果,设计的零件占用的计算机内存尽可能的少。
在装配过程中,选择最佳的装配过程及步骤,以满足手压阀的基本功能要求,并进行三维实体的渲染、零件的干涉检查等,具体时间安排详见任务书。
本课程设计在机械设计课程设计基础之上运用Solid Edge三维造型、CAXA制造工程软件对所设计的手压阀进行三维建模,并通过CAXA制造工程师进行进行造型设计,并生成刀具轨迹及加工仿真。
意义重大,机会难得,故需好好把握!2典型零件AutoCAD图纸2.1 主视图2.2 俯视图2.3 左视图3典型零件造型设计塞座零件设计1 首先打开Solid EdgeV16程序并点击草图,然后选择X-Y平面,在建模窗口中绘制正六边形,图形如下:2点击完成草图。
手压阀的建模与装配
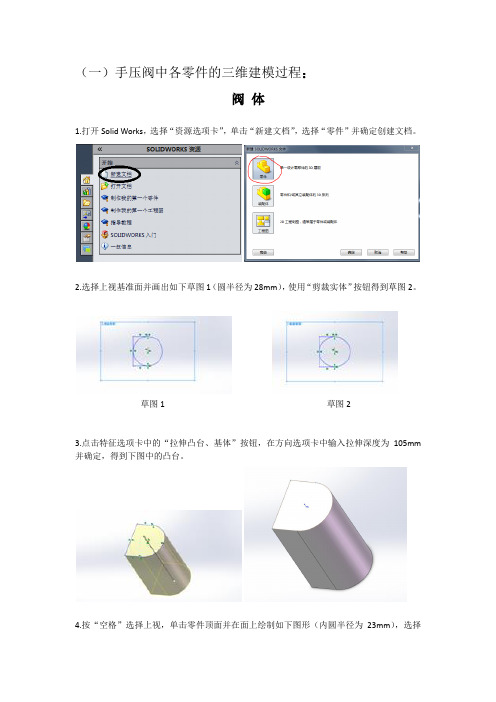
(一)手压阀中各零件的三维建模过程:阀体1.打开Solid Works,选择“资源选项卡”,单击“新建文档”,选择“零件”并确定创建文档。
2.选择上视基准面并画出如下草图1(圆半径为28mm),使用“剪裁实体”按钮得到草图2。
草图1 草图23.点击特征选项卡中的“拉伸凸台、基体”按钮,在方向选项卡中输入拉伸深度为105mm 并确定,得到下图中的凸台。
4.按“空格”选择上视,单击零件顶面并在面上绘制如下图形(内圆半径为23mm),选择特征中的“拉伸切除”按钮,输入切除深度为18mm,确定后得到如下实体。
5.右键点击“右视基准面”,选择“草图绘制”并在右视基准面中画一个圆心距底面35mm,半径为15mm的圆,再单击“拉伸凸台”按钮,设置拉伸长度为58mm,得到下图实体6.再次右键“右视基准面”,选择草图绘制并绘制如下草图,单击“拉伸凸台”按钮,选择“反向”,拉伸长度为60mm,确定后生成下例实体。
7. 右键“前视基准面”,选择草图绘制并绘制如下草图。
单击退出草图,选择特征选项卡中的“筋”特征,单击草图,设置宽度为6mm,确定后生成如下实体。
8.调整视图至左视,单击主柱体的左平面并右键选择“草图绘制”,绘制如下草图。
再单击“拉伸凸台”按钮,设置长度为24mm,确定后得到如下实体。
9.选择正视,单击长方体的面后画如下草图(圆r=12mm),并用拉伸凸台拉伸6mm成实体。
10.单击特征选项卡中的“镜像”按钮,镜像面选择前视基准面,镜像特征选择步骤8、9中拉伸生成的两个实体,点击确定后生成如下实体。
11.下面开始对阀体内部开始建模。
右键“前视基准面”并选择“剖面视图”,得到阀体剖面,右键选择前视基准面进入草图绘制,并画如下草图。
单击特征选项卡中的“旋转切除”按钮,给定深度360度,确定后得到如下实体。
12.在剖面上再绘制如下草图(孔直径均为15mm),同样用“旋转切除”按钮得到实体。
13.右键选择前视基准面并绘制如下草图。
手压阀的三维设计.
手压阀的三维设计系(院):学生姓名:专业班级:学号:指导教师:2012年11月10日声明本人所呈交的手压阀的三维设计,是在指导教师的指点和查阅相关资料下独立进行分析研究所完成的。
除文中注明引用的内容外,本论文不包含其他个人已经发表或撰写过的研究成果。
对本文的研究做出重要贡献的个人和集体,均已在文中作了明确说明并表示谢意。
作者签名:日期:2012年11月2日【摘要】根据UG NX软件的大量使用,UG NX软件已经成为目前机械行业的设计强有力的帮手,用UG NX做三维设计可以很大提高工作效率,方便观察。
为了掌握用UG NX软件进行产品三维设计的全过程,熟练UGNX运用技巧,本次毕业设计就以手压阀为设计对象,先对手压阀进行建模,重点在手压阀的绘制过程及装配环节,然后对模型进行了装配和渲染,最后生成比较逼真的手压阀外观图。
【关键词】:手压阀;UG NX;三维设计引言 (1)一、CAD/UG简介 (2)(一)CAD技术的发展现状 (2)(二)UG NX (2)二、利用UG软件进行三维设计 (3)(一)手压阀简介 (3)(二)建模思路 (3)(三)手柄的创建过程 (4)(四)阀体的创建过程 (5)(五)阀杆的创建过程 (9)(六)弹簧的创建过程 (12)(七)销钉的创建过程 (14)(八)锁紧螺母的创建过程 (16)(九)调节螺母的创建过程 (18)(十)胶垫的创建过程 (19)(十一)装配和渲染 (21)总结 (29)参考文献 (30)谢辞 (31)UG CAD/CAM(简称UG) 软件是当今应用最为广泛的大型CAD/CAE/CAM 集成化软件之一,它的功能覆盖了从概念设计到产品生产的整个过程。
并且广泛应用于航空、航天、汽车、造船、通用机械和模具加工及设计和医疗器械行业等领域。
它提供了强大的实体建模技术,提供了高效能的曲面构造能力,能够完成最复杂的造型设计。
CAD/CAM 系统提供了一个基于过程的产品设计环境,使产品开发从设计到加工真正实现了数据的无缝集成,从而优化了企业的产品设计与制造。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。