电极设计基础知识
02-41.2电极设计
项目三:手机型腔电花加工
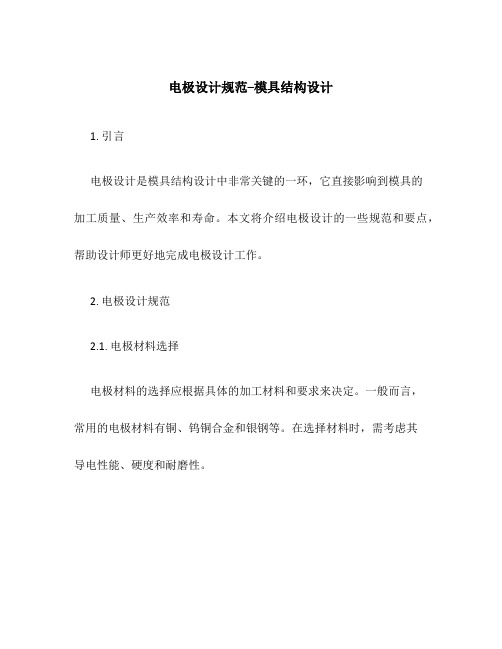
(0.4~0.8)(n-1)KH
特种
图4 电极长度计算说明图
加工
技术
项目三:手机型腔电火花加工
2)工具电极水平尺寸设计 工具电极的水平尺寸应比预定的冲孔截面尺寸均匀地 缩小一个单面的放电间隙,即
d=D-2S 式中:d——工具电极的水平尺寸;
D——加工后冲孔尺寸; S——单面的放电间隙。
1.电极的结构形式 电极的结构形式应根据其外形尺寸的大小与复杂程度 、 电极的结构工艺性等因素综合考虑。 1) 整体式电极 整体式电极是用一块整体材料加工而成的。 对于横截 面积及重量较大的电极, 可在电极上开孔以减轻电极重量 , 但孔不能开通, 孔口朝上, 如图1所示。
特种 加工 技术
项目三:手机型腔电火花加工
L=KH+H1+H2+(0.4~0.8)(n-1)KH
特种 加工 技术
项目三:手机型腔电火花加工
式中:L——设计工具电极高度;
H——凹模需要加工的深度;
H1——当模板后部挖空时,电极所需加长部分的深度;
H2一些小电极端部不宜开连结螺孔,而必须用夹具夹持电
极尾部时,需要增加的夹持部分长度(约10~20 mm);
(3) 凸、凹模配合间隙大于放电间隙,此时电极尺寸应等 于凸模尺寸加上放电间隙与配合间隙的差值。
特种 加工 技术
项目三:手机型腔电火花加工
3 电极的排气孔和冲油孔 电火花成型加工时,型腔一般均为盲孔,排气、排 屑条件较为困难,这直接影响加工效率与稳定性,精加 工时还会影响加工表面粗糙度。为改善排气、排屑条件, 大、中型腔加工电极都设计有排气、冲油孔。一般情况 下,开孔的位置应尽量保证冲液均匀和气体易于排出。 电极开孔示意图如图7所示。
电极设计问题点
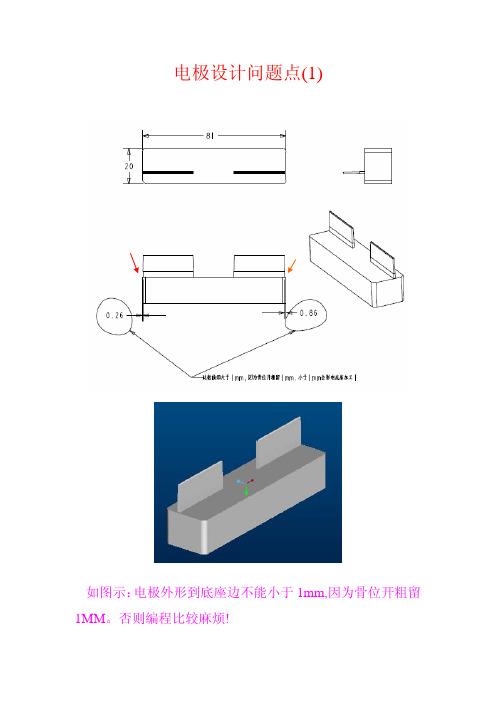
如图示:电极外形到底座边不能小于1mm,因为骨位开粗留1MM。
否则编程比较麻烦!如图示:须复制实体曲面旋转检查,确认两个零件是否一样!如图示:做中心线要检查X,Y是否中心。
Z是否零位!如图示:电极拆完后,用以上方法检查有无漏公!如图示:电极C角其它三边R角须一样大,方便标数!如图示:白色镶针顶面(弧面)为碰穿面,镶针只有¢2大。
CNC难加工,须出电极加工!如图示:镶件可升高一定高度拆电极,方便电极加强。
电极图纸注明升高多少加工即可!如图示:简单的零件也须同钢料编程员沟通商量加工问题,那部分光刀、那部分出电极。
不沟通很容易产生漏加工、漏电极!不要把问题留在自已身上,多沟通!如图示:红色处骨位(1mm宽、1mm深)出整公打火花,电极利角清至最小R角即可。
此类骨位电脑锣加工时间长,易损刀。
出电极加工快,骨位底部平整性好!如图示:斜顶胶位影响FIT斜顶,出电极时当A类电极拆!如图示:红色产品为软胶,黄色产品为硬胶,硬胶须FIT 模,出电极时要多加考虑(那部分该延长,那部分不该延长)!如图示:利角处须锣两面,做底座时靠边做,方便二次加工!如图示:唧嘴孔车电极加工,X、Y圆孔分中为零,Z 碰底。
出电极时要清楚光刀位置,出电极范围!所有圆柱铜公深度数须从铜公底部拿数,不能在其它级位拿数!机自检电极加工顺序一、 A类电极二、 B类电极三、 C.D类电极四、 E类电极.电极清单备注栏注明装镶件打类电极.五、 斜方(700~799)类电极.行位(800~899)类电极.六、 镶件类电极(电极量少的模具尽量一次加工完)(拆电极须按以上顺序)2007-08-02电极图纸常见问题1.X,Y,Z数数漏标、标错、经常是小数。
2.深度碰数面在图纸上不清晰、模糊。
3.分中拿数位置、单边拿数位置不清晰,没有指明清楚。
4.要指明偏数方向的没有标偏那一边。
5.中心线没有拉长,图纸上看不清楚那条是中心线6.电极C角漏标、标错。
7.备注栏注明不清楚、漏注明。
电极设计
第一節判斷放電加工工位在我們部門中,電極設計有別與其他部門,主要為很多地方都可以用NC銑床加工,且它的電極有2D和3D之分,放電加工部位一般為角落.加強肋等部位,為銑床.研磨.線切割等其它工段無法加工的地方第二節電極設計的原則及涉及事項在我們設計電極的時候,有幾個原則需要注意:一:Z軸優先;二:能淺不深;三:能整體不分體;1: 因為在放電加工中,Z軸的加工速度比XY軸的加工速度快,因此一般情況下都設計成Z軸向下加工∙(這主要是由伺服機構和電流的流向所造成)2:在設計電極時應將電極的加工方向朝向加工淺的一面,這樣可以節約加工時間,提升加工效率,提高加工精度∘3.1:在我們塑模,由於工件一般都較大,大都為銑床加工外形,對刀誤差大,所以盡可能的將電極設計成一整體,減少重復對刀誤差∘3.2:塑模的3D銑床能夠加工出複雜的形狀,而不受一般條件的限制∘我們知道放電加工主要有三個部分組成:1:電極設計部分2:電極制作部分3:放電加工部分這三大部分在我們設計電極時都要很好的去控制它,因為電極設計是放電加工的引頭部分,電極設計的好壞直接影響到電極制作與放電加工的效率與品質,同時也會影響加工成本∘在電極設計之前我們必需要選定電極材質與電極形狀:電極材質決定:(1):消耗率(2):價格(3):機械加工性能(4):放電加工性能等等電極形狀的決定因素有: (1):精度要求(2):加工數量(3):放電加工部位的大小及加工深度(4):電極的加工方法(1):電極的消耗率電極消耗率是放電加工極為重要的要素,通常電極材料的熔點高者或機械強度高.熱傳導率高者電極消耗率小(2):成本電極設計.制作的成本中,材料成本力求減少,在單純形狀電極中,材料成本比例較多,在複雜細小電極制作時,成本相對提高∘(3):加工性能一般情況下,放電加工性能良好的材料,其機械強度較弱,硬度較低,對電極的形狀精度維持較為困難∘如純銅硬度低,易粘附雜質,機械成形較困難∘電極設計原則上以加工條件的選擇為基準; 如:加工擴大量. 加工面粗度.電極消耗量.電極搖動量等因素決定∘1:電極斷面尺寸的決定:工件在有預孔時,電極入口側通常大于出口側而形成錐孔∘在無預孔時, 通常中間大,入口與出口側小∘這是由于粉屑與工件及電極之間產生二次放電結果∘為了能將加工留量減少到最小,同時又保證尺寸不超差;一般將減寸量設定為放電間隙的1.2----1.3倍∘電極工件2:電極消耗放電加工的電極消耗的大小,根據電極材質.工件材質.加工調件等因素而決定; 如圖:加工物消耗量=π/4(D-d)*H電極消耗量=π/4(D-d)*L加工物體積消耗比γ=L/Hd:電極外徑D:工作物下穴徑L:工作物厚度l:電極消耗長度以上為理想之假設形態,但是實際的加工消耗情況如圖所示:L1為電極的完全消耗部分L2為不完全消耗部分G為加工擴大量一般情況下我們將完全消耗部分L1視為電極消耗部分∘3:電極的數量如電極的底面較為複雜,則電極的底面消耗後就無法進行修正,或者是超硬合金材質無法採用低消耗加工,必須以多數個電極交換的方式進行放電加工∘電極的數量必須全面的考量工件材質.電極材質.工件的最大加工深度及容許誤差等因素; 一般材質硬.深度深.寬度窄的加工,電極的數量就會增加∘電極設計的注意點1:電極定位性的保證一般電極設計時都要作一基準,這樣電極在制作時就能利用基準進行有效的加工;但最好能將電極的定位基準.對刀基準.加工基準,三基準合並為一,使誤差減小到最小∘2:電極加工簡易化大小均勻化2.1電極設計時,盡量將各個工位設計在一起,這樣可以減少電極制作與放電加工時間; 但電極也不能設計的太大,一是:浪費成本, 二是:加工不穩定,影響加工速度與加工品質;2.2:電極設計時要盡量將各個工位的大小靠近,大小差別太大時,一是:加工不穩定, 二是:電極的銷耗不一致3:加工液處理在放電加工中加工粉屑與氣體的排除,也影響著加工速度;那麼我們怎樣來提升加工粉屑與氣體的排除呢?我們可以在電極上制作噴流孔與排氣孔,(這主要適用于大面積工位及深工位加工)孔徑的大小及位置可以隨電極粗細的不同而由所區別,最後殘留部分可另加電極實施局部放電∘4:電極剛性與架設平衡大型電極架設時,最好能將其重心位置盡量放在放電加工機的主軸中心位置,避免電極在油中上下運動時形成搖擺現象,而影響到加工精度∘5:電極及放電加工的標準化放電加工標準化的建立,主要是建立在高精度的泛用治具系統(如公司內的EROW A治具)∘這類治具系統主要的特點有:(1):電極加工的基準面可共用在其它加工工程上;(2):電極安裝及交換時,可省略煩雜的安裝精度作業;(3):電極安裝作業可先行在機台外部完成.減少放電加工機的停止時間;因此在我們實際工作中,一定要活用標準化,以獲得放電加工的精度安定化,及減少架設時間,以換取高效率的放電加工∘第三節舉例說明下面我們舉幾個例子作個說明: 此兩處可鑽排氣孔以上工件為母模,要求工件表面不能缺陷; 此電極為一整體電極,這樣對電極制作與電極加工效率的提升有很大的益處; (1)處地方為平面,用來校正電極用;電極外形求中對刀,此電極如果在(2)處鑽兩個孔用來排除加工中產生的氣體,並可用吸附管來吸加工中產生的大量廢棄物,將會對加工起到極積的作用∘電極電極。
关于锂电池极片设计的基础知识
书山有路勤为径;学海无涯苦作舟
关于锂电池极片设计的基础知识
锂离子电池是一种高容量长寿命环保电池,具有诸多优点,广泛应用于储能、电动汽车、便携式电子产品等领域。
电极极片是锂离子动力电池的基础,直接决定电池的电化学性能以及安全性。
锂电池电极是一种颗粒组成的涂层,均匀的涂敷在金属集流体上。
锂离
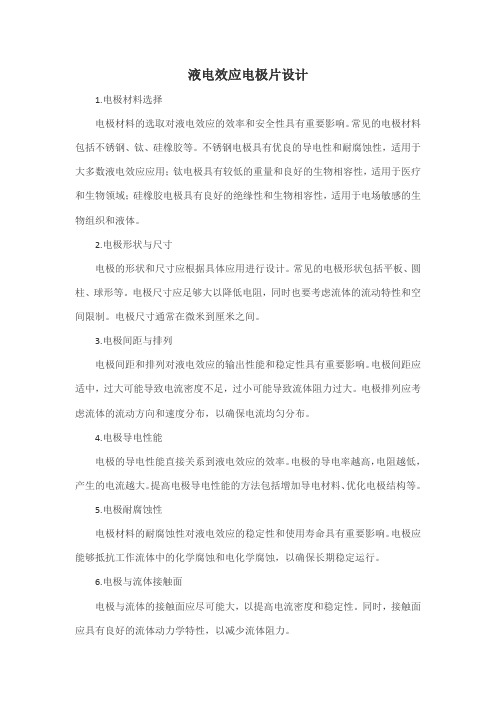
子电池极片涂层可看成一种复合材料,如图1所示,主要由三部分组成:(1)活性物质颗粒;(2)导电剂和黏结剂相互混合的组成相(碳胶相);(3)
孔隙,填满电解液。
各相的体积关系表示为:孔隙率+ 活物质体积分数+ 碳胶相体积分数= 1 (1)
图 1 极片微观结构示意图
锂电池极片的设计是非常重要的,现针对锂电池极片设计基础知识进行
简单介绍。
(1)电极材料的理论容量
电极材料理论容量,即假定材料中锂离子全部参与电化学反应所能够提
供的容量,其值通过下式计算:
其中,法拉第常数(F)代表每摩尔电子所携带的电荷,单位C/mol,它是
阿伏伽德罗数NA=6.02214 ×1023mol-1与元电荷e=1.602176 ×10-19 C的积,其值为96485.3383±0.0083 C/mol。
例如,LiFePO4摩尔质量157.756 g/mol,其理论容量为:
三元材料NCM(1/1/1)(LiNi1/3Co1/3Mn1/3O2 ) 摩尔质量为96.461
专注下一代成长,为了孩子。
模具电极设计

模具电极设计
模具电极设计是电火花加工(EDM)中的关键步骤,其目的是确保高效率、高精度和良好表面质量的电极制造。
设计模具电极时需要考虑以下因素:
1. 材料选择:电极材料需要具有良好的导电性、足够的硬度和强度、以及良好的热稳定性。
常用的电极材料包括铜合金、铍铜合金、石墨和铜钨合金等。
2. 电极形状与尺寸:电极的形状和尺寸应与最终产品的模具形状相匹配。
需要精确计算电极的几何尺寸,以保证加工出的模具能够达到所需的精度和公差。
3. 电极加工:电极加工应采用高精度数控机床进行,以确保电极形状、尺寸和位置的精确度。
对于复杂形状的电极,可能需要采用电火花加工或线切割加工等特殊工艺。
4. 电极冷却与排屑:电火花加工过程中会产生大量热量,因此需要设计有效的冷却系统来降低电极温度,防止热损伤。
同时,还需要考虑排屑问题,确保加工过程中产生的碎屑能够及时清除。
5. 电极刚性与支撑:电极需要足够的刚性来抵抗加工过程中的振动和变形。
因此,在设计电极时需要考虑其支撑方式和结构强度。
6. 电极寿命:电极的寿命直接影响到电火花加工的效率和成本。
因此,在设计电极时需要考虑其耐磨性、抗疲劳性和可修复性。
7. 电极与工件的相对运动:电火花加工过程中,电极与工件之间的相对运动方式(如垂直运动、旋转运动等)也会影响加工效果。
因此,在设计电极时需要考虑其与工件的相对运动方式。
总之,模具电极设计是一个复杂而精细的工作,需要综合考虑多个因素,以确保最终制造出的模具能够满足产品质量和生产效率的要求。
电极规范2010.03.20

、筋条电极(筋条小口≤1.50mm)。
1-2条电极墨筋条电极电极数量火花间隙1 件一般为-0.2 mm1-3放电体积(v) 电极数量≤20x20x20 2件≥v≥20x20x20 2件(1粗1精)≥v≥40x40x40 2件(1粗1精)3件(1粗2精 /其一:两侧面。
拖表时,两侧面的竖向方向拖过后,在任选一侧面拖横向方向,即可校正电极因此电极设计时,特别是较大的电极,可选择适合的基准来设计,达到减小电极体积、省料的目的,如图:3、所有电极的座台高度(Z 2)需≥20mm(因为背面钻螺钉孔深度为15 —19mm )否则容易钻穿,通常为20mm。
1-6电极座台顶面相邻两边(不需四边)要凸出7mm(平面,不含R角,即X / X1表用(托表指针端为R1;常用靠数基准球为R5)和靠数用。
拖表的基准面的长度应大于被校正的面的长度的三分之一。
电极的造型:电极的外形不可太小,至少要大于12×12×20mm,以方便电火花人员进行靠数基准角一般做成C3,电极尺寸较大时则可做大。
尺寸要求较高时,需分粗精打,同一个电极的精打电极要倒斜角,粗打电极要倒定模上的电极的R角需全部重倒(成锐角的面重倒时变化大,需注意适当重倒或将该电极分粗精打,、在其他方式不好加工时,可考虑设计成靠模,靠模仍可按普通电极设计,只是线切割加工时分别加工出电极头和电极座台,然后将电极头装入电极座台,即成靠模。
出火花图时必须以电极头的顶点靠数。
如图:电极设计由于在造型上不能扣火花间隙的电极,可交由编程人员扣火花间隙。
火花间隙为整体放(整个电极含电极头、座台等整体扣火花间隙),需在电极造型上刻字,如“产品面与分型面的电极,能分开尽量分开。
如工件上斜顶槽的产品面与靠破面相交接的地方,电极不能延伸,需止于分型面,否则易导致产品飞边、溢料。
在设计动模侧的电极前,需先确定是否要将小镶块装在大镶块里一起打,若要,则先取单独动模大镶块上配合处的电极,再取单独动模大镶块上产品处及其他电极,之后再取小镶块、斜顶上需单独打的电极,最后将小镶块、斜顶、顶针等装入动模后一起取;若不装在一起打,则优先取动小镶块和大镶块面分别有筋。
电极设计规范

门
会ቤተ መጻሕፍቲ ባይዱ
签
可
另
附
页
部门
意见
签字
日期
编程
EDM
质量
起草部门意见:
主管部门意见:
审
核
分管领导意见:
批准
总经理:
青岛麦瑞模具供应链有限公司
程 序 文 件
编号
ZZ-53
页次
1/1
版本
V1
生效期
2012-11-10
主题:
电极设计规范
1.目的:规范电极设计基本要求杜绝电蚀加工异常
2.范围:青岛麦瑞模具供应链有限公司
模具类型
加工位置
粗公火花位
精公火花位
备注
汽车、家电模具
分型面、插碰穿面
胶位面
粗公可根据电极大小调整火花位
筋位厚度小于
精密模具
分型面、插碰穿面
胶位面
筋位厚度小于
5.4.电极清角设计:
汽车类模具在拆电极时,没有特别要求的情况下,转角为尖角的位置无需分拆,在电极图上注明手工清尖角,由钳工做清角处理,以防止电极数量多,增加放电时间;
青岛麦瑞模具供应链有限公司
程序文件会签表
编号
版本
A/0
生效期
2011-11-16
文件名称
电极设计规范
起草人
陈丕新
起草部门
加工部
说明:本文件属□新增;□修订。本文件编号为ZZ-53,第1次修改。
本文制定修改的目的是:规范电极设计基本要求杜绝电蚀加工异常。
文件涉及部门:编程、质量、EDM
2012年11月10日
5.5.组合电极设计:
拆电极时考虑放电质量的同时也应该充分考虑放电的效率,电极数量较多并且高度相仿,属性相仿的电极,拆电极时应考虑用铝板工装一次放电的办法,以防止电极数量多,增加放电时间;
2D电极设计基础
电极治具的设计
目的﹕
放电工段用到的治具通常有洗电极治具和辅助装夹 治具2种﹕ 在工件加工中﹐经常会遇到一些小工位工件﹐这种工件 有的数量较多﹐若按正常的方式设计成型电极则会造 成电极制作成本高周期长﹐加工时需多次架设电极﹐ 抓尺寸易造成异常等问题。这种时候就可以考虑设计 洗电极治具﹐以一支电极进行加工。 辅助装夹治具主要应用于﹕
d’:粗加工放电间隙
RB
RB1
2.方形摇摆加工﹐ RB1=RB- d’
d’:精加工放电间隙
电极间隙及其几何形状与摇摆的关系
6.断差﹕
断差的设计一般等于图面的尺寸﹐
即:A1=A
A A1
一般来说﹐放电加工时的断差尺寸由
A1
电极保证﹐因此﹐在电极设计时﹐对此 A
类尺寸的公差要求要严一些;
对深度方向的断差﹐如右图所示。由于
复合形状电极设计
如图所示﹐我们由前面的计算方法可得﹕
粗放电极﹕A1=A-(1-tgδ/2)*d
B1=B-2*d
E1=E-2*d
精放电极﹕A2=A-(1-tgδ/2)*d”
B2=B-2*d”
E2=E-2*d”
# 如要用一种电极加工﹐可以先将工件 尺寸整体内缩精修间隙﹐再单独对直边 进行间隙的缩放
A B
向
向
电极拆分原则
2﹑开向尺寸延长之原则﹕
在放电设计时﹐由于电极的尖角极易消耗﹐加上放 电的间隙﹐在角落处就会形成圆角。对于开向尺寸 的加工时﹐如果电极设计得刚好和开向形状一样大 小﹐则在开向尺寸的外边就会有一部分余料留下﹐ 故在设计时﹐对于开向尺寸应加于延长.
余料
平直无余料
电极拆分原则
3﹑可重复利用之原则﹕
d’﹕粗加工放电间隙 d”﹕精加工放电间隙
联净干法电极-概述说明以及解释

联净干法电极-概述说明以及解释1.引言1.1 概述概述:联净干法电极是一种新型的电极材料,具有很好的电导性能和化学稳定性。
本文将介绍联净干法电极的原理、应用和优势,旨在探讨其在电化学领域的潜在应用价值。
通过深入了解联净干法电极,我们可以更好地理解其在能源转换、储存和传感等方面的作用,为其在工业生产和科研领域的进一步发展提供参考。
1.2 文章结构本文包括以下几个部分:1. 引言:介绍了联净干法电极的背景和意义,以及本文的目的和结构。
2. 正文:2.1 联净干法电极的原理:详细介绍了联净干法电极的工作原理和技术特点。
2.2 联净干法电极的应用:探讨了联净干法电极在工业生产中的具体应用情况。
2.3 联净干法电极的优势:分析了联净干法电极相对于传统电极的优势和特点。
3. 结论:3.1 总结:总结了本文对联净干法电极的介绍和分析,强调其在环保和能源领域的重要性。
3.2 展望:展望了联净干法电极在未来的发展前景和潜力。
3.3 结语:对本文的内容做一个简要的总结,并提出对读者的启发和思考。
1.3 目的:本文旨在介绍联净干法电极的原理、应用和优势,旨在帮助读者更全面地了解这一新型电极技术的工作原理、相关领域的应用情况以及相比传统电极的优势所在。
通过本文的阐述,读者将能够对联净干法电极有一个更为清晰的认识,进而为其在相关领域的应用提供参考和指导。
同时,本文也旨在促进该领域的学术交流与技术进步,推动联净干法电极在工业生产和科研领域的应用与推广。
2.正文2.1 联净干法电极的原理:联净干法电极是一种新型的电极设计,其原理基于干法电极的工作原理和联净技术的应用。
在传统的干法电极中,电极表面通常会受到环境中的各种杂质和污染物的影响,导致电极性能下降和使用寿命缩短。
而联净技术通过特殊的表面处理和包覆层的设计,可以有效地阻止外部污染物对电极的影响,保持电极的稳定性和性能。
具体来说,联净干法电极通过在电极表面加工一层特殊的纳米级材料,能够形成一个类似于保护膜的屏障,阻止外部污染物渗透到电极内部。
8.3电极设计
型芯
型芯电极
启动UG 6.0后,打开需要做电极设计的模具设计文件,选择开始→所有应用 模块→注塑模向导,打开注塑模向导工具栏。
打开电极设计 工具进入电极 设计对话框
在部件列 表中提供 了两种电 极组件: 型腔电极 和型芯电 极,本例 子我们选 “型芯电 极”。
电极的外部形状,正方形、矩形、圆形 电极X方向长度 电极平面与模具坐标系XY平面的距离 电极固定面与模具坐标系XY平面的距离 清理平面与模具坐标系XY平面的距离
选择电极设计对话框的“确定” 按钮,进入点构造器对话框。 选择“绝对坐标系”定位方式 定位,输入坐标(44.8773, 90.9482,40),为了使电极 面略高于型腔上表面,该点设 在型腔面中心点上方10mm处。 单击“确定”→“后退”按钮 确认。
设计出来 的电极
目标体
选择工具栏中的“修剪模具组 件”按钮,进入模具修剪组件 对话框。点击“目标体”图标 选择我们设计的电极,选择 “工具片体”图标,跳出“修 剪部件”及“修剪曲面”栏。
工具片体
点击“修剪模 具组件”
“修剪曲面”选择栏我们选择“CORE_TRIM_SHEET”选项,以型 芯面的裁剪方式修剪曲面。跳出“选择方向”对话框,点击“翻 转方向”调整正确的裁剪方向,再点击“确认”按钮确认修剪。
选择我们设计的电极,按鼠标右键弹出下拉选择栏选择“转为显 示部件”单独显示电极工件。
选择电极工件在UG 树状目录下的节点 位置 选择电极工件定位 方式,这里选“点” 定位方式
选择电极设计对话框的“尺寸” 按钮,进入尺寸修改对话框, 在此可以修改电极相关尺寸。 注意:修改完尺寸数据后要按 “Enter”键确认修改。本例 我们按以下数据修改 x_length=130 y_length=240 burn_level=-35 尺寸的大小按照型芯的大小来 设计,要保证设计出来的电极 大于型芯需电火花加工的部分。
电极设计方法及原则

电极设计方法及原则电极是化学电池中的关键部件,其设计的合理与否直接影响着电池的性能和寿命。
本文将从电极设计的方法和原则两个方面展开介绍。
一、电极设计的方法1.确定电极类型:根据电池的应用场景和工作原理,确定电极的类型。
常见的电极类型包括正极、负极、参比电极等。
2.选择电极材料:根据电池的工作条件、电化学反应的特性和电极的功能要求,选择合适的电极材料。
电极材料的选择通常需要考虑其导电性、化学稳定性、可逆性和可循环性等因素。
3.设计电极结构:电极结构的设计包括电极的形状、尺寸和排列方式等。
电极的形状和尺寸对其表面积和质量承载能力有直接影响,而排列方式则决定了电流分布的均匀性。
4.优化电极工艺:电极工艺的优化可以通过调整电极的制备方法、添加剂的选择和工艺参数的控制等方式实现。
通过优化电极工艺可以提高电极的导电性、析气稳定性和循环寿命等性能。
5.测试和评估电极性能:完成电极设计后,需要对电极进行测试和评估。
通常包括电化学性能、电容性能、稳定性和循环寿命等指标的测试,以及与实际应用场景的匹配度评估。
二、电极设计的原则1.合理选择材料:电极材料的选择应根据其在电化学反应中的活性和稳定性来确定。
材料的选择要综合考虑功率密度、能量密度、循环寿命和成本等因素。
2.提高电极活性:通过调控电极结构和制备工艺,提高电极活性面积,增强电极与电解质的接触,提高电极的反应速率和离子传输速率。
3.保持电极稳定性:电极在循环过程中需要经受反复的氧化还原反应,因此电极材料必须具备较高的稳定性。
合理选择材料、添加稳定剂和控制工艺参数等方法可以提高电极的稳定性。
4.提高电极循环寿命:电极的循环寿命直接影响电池的使用寿命。
通过合理选择材料、优化工艺和添加循环稳定剂等方式,可以提高电极的循环寿命。
5.实现电极性能匹配:电极的性能要与电解质、收集剂和隔膜等其他组件相匹配,以保证整个电池系统的性能稳定和提高。
总之,电极设计是电池研究中的一个重要环节。
电极设计基础知识
第一章电极设计部分自放电加工在工业生产中应用以来﹐首先获得大量使用的就是模具制造行业。
近来﹐随着模具要求的提高﹐模具材料愈来愈多地使用超硬合金﹐放电加工得到了更为广泛的应用。
其中﹐放电加工又分为雕形放电加工及线切割放电加工。
本书主要介绍雕形放电加工的有关内容。
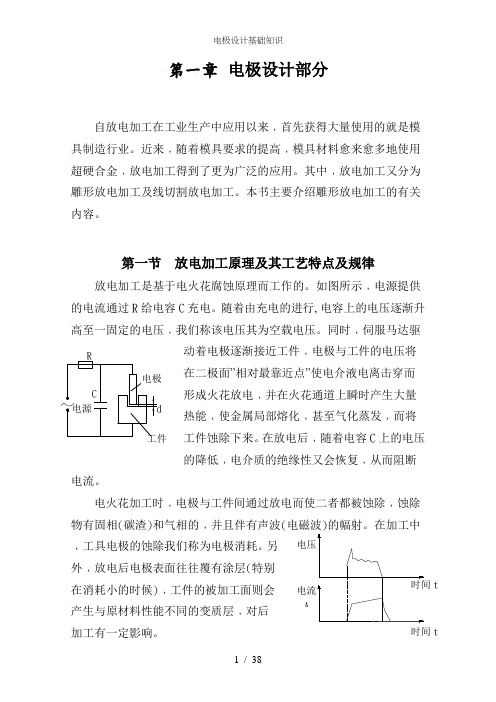
第一节放电加工原理及其工艺特点及规律放电加工是基于电火花腐蚀原理而工作的。
如图所示﹐电源提供的电流通过R给电容C充电。
随着由充电的进行,电容上的电压逐渐升高至一固定的电压﹐我们称该电压其为空载电压。
同时﹐伺服马达驱动着电极逐渐接近工件﹐电极与工件的电压将在二极面”相对最靠近点”使电介液电离击穿而形成火花放电﹐并在火花通道上瞬时产生大量热能﹐使金属局部熔化﹐甚至气化蒸发﹐而将工件蚀除下来。
在放电后﹐随着电容C上的电压的降低﹐电介质的绝缘性又会恢复﹐从而阻断电流。
电火花加工时﹐电极与工件间通过放电而使二者都被蚀除﹐蚀除物有固相(碳渣)和气相的﹐并且伴有声波(电磁波)的幅射。
在加工中﹐工具电极的蚀除我们称为电极消耗。
另外﹐放电后电极表面往往覆有涂层(特别在消耗小的时候)﹐工件的被加工面则会产生与原材料性能不同的变质层﹐对后加工有一定影响。
t时间t VA电火花放电电压与电流的波形如上图所示﹐其放电电压一般在25~45伏之间﹐其大小与电极与工件材料的性质﹑工作液﹑脉冲电流等因素均有关系。
正常放电过程一般认为是”充电------介质电离------放电-----放电结束-----介质绝缘恢复”的重复过程。
一般:U1>U2>U3>U4<表1-1>放电加工的产物可分为固相﹑气相和辐射波三部分。
它们的产生与放电的强弱有很大的关系。
固相电加工产物的形状﹐产生场合以及对加工的影响见表1-2﹕气相产物主要为CO﹑CO2﹐其中有一部分是有毒气体。
<表1-2>放电加工的工艺特点﹕放电加工时﹐工件材料的去除不是靠刀具的机械刀﹐加工时无机械切削力的作用﹐因此就没有因为切削力而产生的一系列设备﹑工艺问题。
电极形状设计
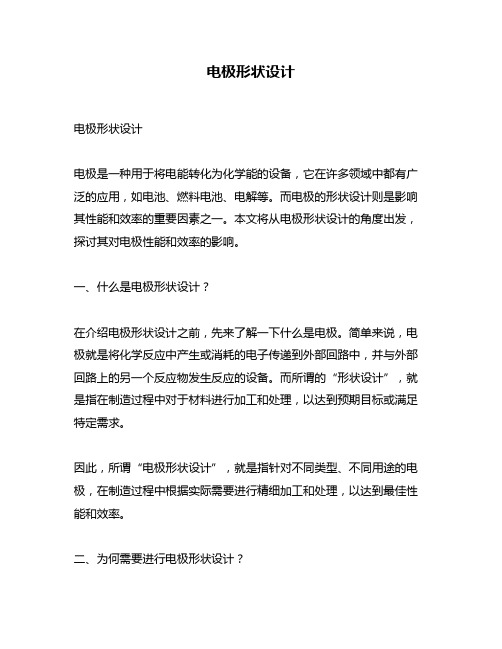
电极形状设计电极形状设计电极是一种用于将电能转化为化学能的设备,它在许多领域中都有广泛的应用,如电池、燃料电池、电解等。
而电极的形状设计则是影响其性能和效率的重要因素之一。
本文将从电极形状设计的角度出发,探讨其对电极性能和效率的影响。
一、什么是电极形状设计?在介绍电极形状设计之前,先来了解一下什么是电极。
简单来说,电极就是将化学反应中产生或消耗的电子传递到外部回路中,并与外部回路上的另一个反应物发生反应的设备。
而所谓的“形状设计”,就是指在制造过程中对于材料进行加工和处理,以达到预期目标或满足特定需求。
因此,所谓“电极形状设计”,就是指针对不同类型、不同用途的电极,在制造过程中根据实际需要进行精细加工和处理,以达到最佳性能和效率。
二、为何需要进行电极形状设计?在实际应用中,不同类型、不同用途的电极需要具备不同的性能和效率,因此需要进行电极形状设计。
具体来说,电极形状设计的目的主要有以下几个方面:1. 提高电极反应速率电极反应速率是衡量电极性能的重要指标之一。
而电极形状对于反应速率有着直接的影响。
例如,在锂离子电池中,正极采用球形颗粒可以提高其反应速率和循环寿命。
2. 提高电极利用率在实际应用中,为了提高电池的能量密度和功率密度,需要尽可能提高电极材料的利用率。
而通过优化电极形状设计,可以实现更好的材料利用效果。
3. 提高电池安全性在一些特殊场合下,如航空航天、医疗器械等领域中,对于电池安全性要求较高。
而通过合理的电极形状设计,可以减少内部压力集中和外界冲击等因素对于安全性的影响。
三、常见的电极形状设计方法在实际生产中,常见的电极形状设计方法主要包括以下几种:1. 球形颗粒设计球形颗粒是一种常见的电极形状设计方法。
其优点在于可以提高电极反应速率和循环寿命,并且具有较好的材料利用效果。
例如,在锂离子电池中,正极采用球形颗粒可以提高其反应速率和循环寿命。
2. 多孔材料设计多孔材料是一种常见的电极形状设计方法。
电极设计基础测试题1

电极设计基础测试题(共4页)一、填空题:( 30x1’= 30’)1.电极,俗称”铜工”,制作电极常用的材料有:_红铜_和 _石墨_两种.2.塑胶模具的四大系统为:_机构系统_ ,_进浇系统_ ,_冷却系统_ ,_顶出系统_.3.常见的浇口型式有:_潜伏浇口_ ,_针点浇口_ ,_扇形_ ,_重叠式_等.4.零件之间的三种配合方式为: _过盈 ,_过渡_ ,_间隙_.在模具中顶针与模仁之间应为_间隙_配合方式.5.在设计顶出系统时,当成品表面为曲面时应注意圆顶针的_防转_及 _防呆_ ,且顶针的头部形状需采用 _放电_加工方式加工出来.6. CNC常用刀具类型按外形来分,主要有球刀 ,平刀 ,圆鼻刀.目前精密模具部可选用的最小规格的球刀和平刀分别为 _R0.3_和 _D0.6_ ;在加工电极时,其有效切削深度最深可达 _6mm_.7.模具材料的热处理方式中的”四把火”是指:_退火_ ,_正火_ ,_淬火_ ,_回火_;而调质处理是其中 _淬火_和 _回火_的两者结合.8.模具分型面上的排气槽都是在钳工FIT模具后才加工.根据塑料溢边值,排气槽前端深度一般为 _0.015~0.02mm_ ,宽度为 _5~6mm_ ,长度为 _2~3mm_ ;分型面为平面时,排气槽通常用_磨床_加工方式加工;分型面为曲面时,排气槽用_放电_加工方式加工.二、选择题:( 10x2’= 20’)1.目前精密模具部常用的标准电极夹具EROWA的装夹部分,根据其槽宽及外形尺寸有以下四种规格. 现有一长宽高为38*19*38的电极坯料,应选用的合理夹具为( A ).A).20.5;51*51*30 B).26.5;51*51*30 C).32.5;61*51*30 D).40.5;71x51*302.国际上制图的正投影法有第一角投影法和第三角投影法.目前精密模具部采用的投影法及其标识符号为 ( B ).A).第一角, B).第三角,C).第一角, D).第三角,3.解决产品中间包风问题的排气方式主要有以下几种,其中排气效果最好的为 ( B ).A).排气镶件 B).排气薄片组 C).排气钢 D).排气镶针4.根据放电加工特性﹐加工电流为0.1A/mm*mm时加工性能最好.请根据下面电流与电极间隙经验值对应列表,在加工一长宽深为5mm*4mm*3mm简单斜顶挂台槽时,选择的电极间隙值为 ( B).电流值<1.0A 1.0A~ 2.5A 2.5A~ 4.0A 4.0A~8.0A>8.0A 电极间隙值0.030.04~0.080.08~0.150.15~0.250.25(mm)A).0.03 mm B).0.07 mm C).0.10mm D).0.20mm5.放电加工工位面积较大(20mm*20mm以上)时,目前精密模具部采用粗、精电极的间隙为( C ).但因机台﹑放电条件等多种因素影响,其放电间隙不会超过0.25mm﹐故设计的电极间隙也不要超过0.25mm.A).0.20和0.07 B).0.25和0.07 C).0.20和0.10 D).0.25和0.106.3D电极是指电极成型部分有非贯通部分,须由CNC铣销才能加工到位的电极.2D电极是指电极成型部分为贯通形状﹐可由传统铣削﹑研磨或线割加工到位的电极.电极间隙的产生可有以下几种方式,目前精密模具部产生3D电极电极间隙的方式为(多选):( B,C,D ).A).电极设计者人为缩间隙; B).CNC编程者人为缩间隙; C).CNC编程者改小刀径理论值; D). CNC编程者让刀路自动补正;E).火花机操作者偏移电极7.目前精密模具部购进的用来做电极的铜料规格为长1000 mm的长方体铜条,其截面尺寸(单位为mm)主要有19*19,19*30,19*38,19*50,19*63,19*75;30*25,30*30,30*38,30*50,30*63,30*75; 38*38,38*50,38*63,38*75,25*25这些规格.根据上述规格,那么下列用来做电极的坯料尺寸(长*宽*高)不合理的有(多选):( C,E,F ).A).100*19*35 B).120*60*38 C).50*63*50 D).110*25*25 E).100*50*63F).80*80*30 G).19*19*808.对于一件需放电加工开向工位的工件,在设计电极时,曾出现了如下图的三种方案 ,请选出最佳方案 .( C )A). B). C).9.在设计电极时,有的电极可通过下列各种不同方式跑位来加工工件的多个工位 , 请选出最佳方式.( B )A).旋转180度 B).平移 C).逆时针转90度 D).顺时针转90度10.自2007年1月1日起 ,精密模具事业部实行新的模具编号方案 .请选出下列不符合新方案的零件编号(多选):( A,B,E )A).P20011-5l01 B).P40023-1S02 C).P90123-1F02 D).P30023-2L02E).P1023-1S02 F).P15023-3F11三.简答题:( 3x10’= 30’)1.写出以下英文的中文含义:EDM(Electron Discharge Machining)---放电加工CNC(Computerized Numerical Control)---电脑数值(数字)控制QC(Qulity Control)---质量控制(管理)CAM(Computer Aided Manufacturing )---计算机辅助制造(加工)ISO(International Organization for Standardization)---国际标准化组织2.放电加工的优点和缺点各有那些?优点: A.对工件的硬度和强度无限制,工件不会产生弹性变形;B.有利于加工薄壁结构﹑蜂窝结构﹑小孔﹑窄槽和微细的型孔和型腔。
电极设计规范--模具结构设计
电极设计规范–模具结构设计1. 引言电极设计是模具结构设计中非常关键的一环,它直接影响到模具的加工质量、生产效率和寿命。
本文将介绍电极设计的一些规范和要点,帮助设计师更好地完成电极设计工作。
2. 电极设计规范2.1. 电极材料选择电极材料的选择应根据具体的加工材料和要求来决定。
一般而言,常用的电极材料有铜、钨铜合金和银钢等。
在选择材料时,需考虑其导电性能、硬度和耐磨性。
电极的形状和尺寸应考虑到加工工艺的要求,确保能够顺利进行放电加工。
一般情况下,电极的尺寸应稍大于被加工图形的尺寸,以保证加工余量;而电极的形状则根据被加工图形的形状来确定,可以采用直角形、圆形或其他形状。
2.3. 电极排放规范电极的排放位置应遵循以下原则: - 排放位置应易于加工操作,便于放电加工工艺的顺利进行; - 排放位置应尽可能远离起配、切口等重要部位,以免影响模具的正常使用; - 排放位置应避免与其它电极交叉,以免产生穿丝等问题。
电极的固定方式应稳固可靠,以保证加工精度。
常用的电极固定方式有螺纹固定、夹紧固定和磁力固定等。
具体选择哪种固定方式,需考虑到电极尺寸、加工精度要求以及生产效率等因素。
2.5. 电极的表面处理电极的表面处理有助于提高放电材料的附着力和耐磨性。
可以采用电镀、氧化和喷涂等方式进行表面处理。
不同的加工材料、要求和成本预算会影响到表面处理的选择。
3. 模具结构设计与电极设计的关系模具结构设计与电极设计密切相关,两者相互影响。
模具结构设计需要考虑到电极的放置和固定,以及电极排放位置的设定。
而电极设计受限于模具结构的要求和限制,需要与模具结构设计师密切合作,确保设计的实用性和可操作性。
4. 结论电极设计是模具结构设计中不可或缺的一部分,它直接关系到模具的加工质量和生产效率。
本文介绍了电极设计规范的一些要点,包括电极材料选择、形状尺寸、排放规范、固定方式和表面处理等。
同时,也强调了电极设计与模具结构设计的密切关系,希望能对模具设计师在电极设计方面提供一些参考和帮助。
液电效应电极片设计
液电效应电极片设计1.电极材料选择电极材料的选取对液电效应的效率和安全性具有重要影响。
常见的电极材料包括不锈钢、钛、硅橡胶等。
不锈钢电极具有优良的导电性和耐腐蚀性,适用于大多数液电效应应用;钛电极具有较低的重量和良好的生物相容性,适用于医疗和生物领域;硅橡胶电极具有良好的绝缘性和生物相容性,适用于电场敏感的生物组织和液体。
2.电极形状与尺寸电极的形状和尺寸应根据具体应用进行设计。
常见的电极形状包括平板、圆柱、球形等。
电极尺寸应足够大以降低电阻,同时也要考虑流体的流动特性和空间限制。
电极尺寸通常在微米到厘米之间。
3.电极间距与排列电极间距和排列对液电效应的输出性能和稳定性具有重要影响。
电极间距应适中,过大可能导致电流密度不足,过小可能导致流体阻力过大。
电极排列应考虑流体的流动方向和速度分布,以确保电流均匀分布。
4.电极导电性能电极的导电性能直接关系到液电效应的效率。
电极的导电率越高,电阻越低,产生的电流越大。
提高电极导电性能的方法包括增加导电材料、优化电极结构等。
5.电极耐腐蚀性电极材料的耐腐蚀性对液电效应的稳定性和使用寿命具有重要影响。
电极应能够抵抗工作流体中的化学腐蚀和电化学腐蚀,以确保长期稳定运行。
6.电极与流体接触面电极与流体的接触面应尽可能大,以提高电流密度和稳定性。
同时,接触面应具有良好的流体动力学特性,以减少流体阻力。
7.电极安装与固定电极的安装和固定方式应确保其稳定性和安全性。
应根据具体应用选择合适的安装材料和方式,如螺丝固定、粘合剂粘贴等。
同时,应考虑流体对电极的冲刷作用,以确保电极位置稳定。
电焊电极知识点总结
电焊电极知识点总结一、电焊电极的分类1. 按照电极涂层的成分分类(1)碱性电极:主要成分是氧化钙和氧化钛等碱性助焊剂,适用于直流焊、交流焊和低碳钢及低合金钢等的焊接,焊接性能好。
(2)草酸型电极:主要成分是氧化钡和氧化铁等草酸盐助焊剂,适用于焊接低碳钢、低合金钢和铸铁等,焊缝形态好,焊接变形小。
(3)氧化钾型电极:主要成分是氧化钾等氧化钠型助焊剂,适用于焊接高强度钢、合金钢和镍合金等,焊接性能好。
(4)钙钛型电极:主要成分是氧化钙和氧化钛等钙钛型助焊剂,适用于焊接低碳钢及低合金钢,焊缝性能好。
2. 按照电极涂层的用途分类(1)焊接用电极:主要用于各种金属材料的焊接,广泛用于工程结构、压力容器、管道等的制造。
(2)耐磨用电极:主要用于金属表面的耐磨修复,适用于各种机械设备、工业设施的修复和加固。
(3)耐热用电极:主要用于高温设备的维修和制造,适用于高温炉具、石油化工设备等的焊接。
3. 按照电极的焊接方式分类(1)手工电弧焊电极:主要用于手工电弧焊,适用于户外作业和紧急维修。
(2)自动焊接电极:主要用于自动焊接设备,适用于大量生产和高效焊接。
二、电极涂层的特点1. 化学成分:电极涂层的成分对焊接性能有很大的影响,一般包括草酸盐、氧化物、金属碳酸盐等。
不同的成分可以影响焊接时的熔滴飞溅、气孔生成等现象,从而影响焊接质量。
2. 熔滴转移方式:电极涂层会对焊接时的熔滴转移方式有一定的影响。
硬碱性电极适用于垂直下焊和垂直上焊,助焊剂的成分可以促进熔滴的稳定传递。
3. 涂层的抗打底能力:电极的涂层具有一定的粘附和抵抗扩散的能力,可以在较低的电弧能量下保持一定的电弧稳定性。
4. 渣层的特点:电极的涂层还包括一定量的渣层,渣层的特点对于熔滴传递、焊接熔池的形成和凝固都有较大的影响。
三、电极的选用原则1. 根据焊接基材的性能特点选择电极:不同的基材需要选择不同类型的电极,例如焊接不锈钢需要使用不锈钢电极,焊接铝合金需要使用铝合金电极等。
锂电池极片设计基础、常见缺陷和对电池性能的影响

锂电池极⽚设计基础、常见缺陷和对电池性能的影响⼀、极⽚设计基础篇锂电池电极是⼀种颗粒组成的涂层,均匀的涂敷在⾦属集流体上。
锂离⼦电池极⽚涂层可看成⼀种复合材料,主要由三部分组成:(1)活性物质颗粒;(2)导电剂和黏结剂相互混合的组成相(碳胶相);(3)孔隙,填满电解液。
各相的体积关系表⽰为:孔隙率 + 活物质体积分数 + 碳胶相体积分数=1锂电池极⽚的设计是⾮常重要的,现针对锂电池极⽚设计基础知识进⾏简单介绍。
(1)电极材料的理论容量电极材料理论容量,即假定材料中锂离⼦全部参与电化学反应所能够提供的容量,其值通过下式计算:例如,LiFePO4摩尔质量157.756 g/mol,其理论容量为:这计算值只是理论的克容量,为保证材料结构可逆,实际锂离⼦脱嵌系数⼩于1,实际的材料的克容量为:材料实际克容量=锂离⼦脱嵌系数 × 理论容量(2)电池设计容量与极⽚⾯密度电池设计容量可以通过下式计算: 极⽚涂层⾯积 电池设计容量=涂层⾯密度×活物质⽐例×活物质克容量×极⽚涂层⾯积其中,涂层的⾯密度是⼀个关键的设计参数,压实密度不变时,涂层⾯密度增加意味着极⽚厚度增加,电⼦传输距离增⼤,电⼦电阻增加,但是增加程度有限。
厚极⽚中,锂离⼦在电解液中的迁移阻抗增加是影响倍率特性的主要原因,考虑到孔隙率和孔隙的曲折连同,离⼦在孔隙内的迁移距离⽐极⽚厚度多出很多倍。
(3)负极-正极容量⽐N/P负极容量与正极容量的⽐值定义为:N/P要⼤于1.0,⼀般1.04~1.20,这主要是处于安全设计,防⽌负极侧锂离⼦⽆接受源⽽析出,设计时要考虑⼯序能⼒,如涂布偏差。
但是,N/P过⼤时,电池不可逆容量损失,导致电池容量偏低,电池能量密度也会降低。
⽽对于钛酸锂负极,采⽤正极过量设计,电池容量由钛酸锂负极的容量确定。
正极过量设计有利于提升电池的⾼温性能:⾼温⽓体主要来源于负极,在正极过量设计时,负极电位较低,更易于在钛酸锂表⾯形成SEI膜。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章电极设计部分自放电加工在工业生产中应用以来﹐首先获得大量使用的就是模具制造行业。
近来﹐随着模具要求的提高﹐模具材料愈来愈多地使用超硬合金﹐放电加工得到了更为广泛的应用。
其中﹐放电加工又分为雕形放电加工及线切割放电加工。
本书主要介绍雕形放电加工的有关内容。
第一节放电加工原理及其工艺特点及规律放电加工是基于电火花腐蚀原理而工作的。
如图所示﹐电源提供的电流通过R给电容C充电。
随着由充电的进行,电容上的电压逐渐升高至一固定的电压﹐我们称该电压其为空载电压。
同时﹐伺服马达驱动着电极逐渐接近工件﹐电极与工件的电压将在二极面”相对最靠近点”使电介液电离击穿而形成火花放电﹐并在火花通道上瞬时产生大量热能﹐使金属局部熔化﹐甚至气化蒸发﹐而将工件蚀除下来。
在放电后﹐随着电容C上的电压的降低﹐电介质的绝缘性又会恢复﹐从而阻断电流。
电火花加工时﹐电极与工件间通过放电而使二者都被蚀除﹐蚀除物有固相(碳渣)和气相的﹐并且伴有声波(电磁波)的幅射。
在加工中﹐工具电极的蚀除我们称为电极消耗。
另外﹐放电后电极表面往往覆有涂层(特别在消耗小的时候)﹐工件的被加工面则会产生与原材料性能不同的变质层﹐对后加工有一定影响。
t时间t VA电火花放电电压与电流的波形如上图所示﹐其放电电压一般在25~45伏之间﹐其大小与电极与工件材料的性质﹑工作液﹑脉冲电流等因素均有关系。
正常放电过程一般认为是”充电------介质电离------放电-----放电结束-----介质绝缘恢复”的重复过程。
一般:U1>U2>U3>U4<表1-1>放电加工的产物可分为固相﹑气相和辐射波三部分。
它们的产生与放电的强弱有很大的关系。
固相电加工产物的形状﹐产生场合以及对加工的影响见表1-2﹕气相产物主要为CO﹑CO2﹐其中有一部分是有毒气体。
<表1-2>放电加工的工艺特点﹕放电加工时﹐工件材料的去除不是靠刀具的机械刀﹐加工时无机械切削力的作用﹐因此就没有因为切削力而产生的一系列设备﹑工艺问题。
也不会产生由于切削刀而引起的弹性变形。
有利于加工薄壁结构﹑蜂窝结构﹑小孔﹑窄槽和微细的型孔和型腔。
放电加工的电流密度很高﹐产生的高温足以熔化和气化任何导电材料。
即使象硬质合金﹑热处理后的钢材及合金等﹐都能加工。
虽然放电加工具有很多优点﹐但也有它的缺点﹕1.加工需要电极﹐电极的加工占整个加工过程不小的比例。
2加工表面有变质层﹐对后加工及使用均有不利的影响。
3.加工效率偏低。
4.加工精度相对较低。
5.加工工件必须是导电材料。
第二節电极间隙及其几何形状与摇摆的关系从上节放电加工原理中我们知道﹐由于放电时工件与电极之间是通电介质的击穿来进行加工的﹐在空间上有一段距离﹐再加上放电时电火花也有一定的作用范围。
两者综合后的结果是工件加工后的尺寸要比电极的尺寸大一些﹐我们将这大一些的尺寸称为放电间隙。
为了保证加工后工件的尺寸﹐我们在电极设计时要特别考虑放电对截面间隙的影响。
下面我们要讨论一下﹕(注﹕在这里﹐我们主要讨论2D电极的加工﹐3D电极的设计另有章节专门加工说明)。
一﹑基本几何形状基本几何基状可分为方形﹑圆形﹑球形﹑倒角﹑倒圆﹑断差﹑斜面等。
a.方形﹕如图所示﹕电极的截面尺寸可分别计算如下﹕B1=B-2*d’L1=L-2*d’B1﹕电极宽度 B﹕工件图面宽度尺寸 d’﹕放电间隙 L1﹕电极长度 L﹕工件图面长度尺寸在计算截面尺寸时﹐只要每边均减去一个放电间隙即可﹐这里是全封闭的摇摆方式﹐方形电极在精修时可直接作方形跑位加工即可﹕设d”为精修放电间隙d1=d’-d”则精修时可使用如下程序进行跑位加工。
(1).先在x+d1 y+d1处加工.(2).再在x+d1 y-d1处加工.(3).再在x-d1 y+d1处加工.(4).最后在x-d1 y+d1处加工.在具有摇摆功能的放电加工机来说﹐则可以使用对应的方形摇摆功能。
如Sodisk机台﹐可设定为 LN001 STEP d1。
b.圆形﹕如图所示电极的截面尺寸可计算如下﹕D1=D-2*d’D1﹕电极直径 D﹕工件图面直径 d’﹕放电间隙摇摆方式﹕(1).可使用圆形轨迹指令G02﹑G03使电极作圆轨迹加工。
(2).使用相应机台的圆形摇摆模式。
c.球形﹕如图所示﹕电极的截面尺寸可计算如下﹕ SR 1=SR-d ’SR 1﹕电极尺寸 SR ﹕工件图面尺寸 d ’﹕放电间隙 摇摆方式﹕(1).对于有球形摇摆的机台来说﹐可使用该功能。
(2).使用圆形加工方式(G02 G03)。
(3).使用圆形摇摆方式。
无论在使用圆形摇摆方式还是圆形加工方式均会造成加工后球面的底部有一小平面。
设d ”为精加工时的间隙 则SR ’=SR 1+d ” S=(d ’-d ”)*2SR ’﹕加工后实际球半径 SR 1﹕电极球半径S ﹕底部平面直径 d ’﹕粗加工放电间隙(电极设计间隙) d ”﹕精加工实际间隙如果工件底部不充许有平面﹐则需要再设计一精加工电极﹐其尺寸按﹕SR 1=SR-d ”进行设计﹐则可以解决此问题。
d.倒角﹕如图所示﹐计算如下﹕ A 1=A-(1-tg δ/2)*d ’ B 1=B-(1-tg(90-δ)/2)*d ’ C 1=C-2*d ’摇摆方式﹕1.采用方形摇摆。
2.采用方形跑位。
但是不论是采用方形摇摆还是直接采用方形跑位加工﹐如果只是采用一种间隙的电极(一般为粗加工时的间隙)均会使得在精加工后的倒角尺寸偏小﹐而造成工件异常。
对于这种状况﹐可采取以下两种方法解决﹕1.采用两种电极加工﹐分别按粗加工时的间隙和精加工时的间隙设计﹐但会增加制造成本。
2.在设计电极时﹐尺寸C按粗加工间隙设计﹐而对尺寸A﹑B则按精加工间隙设计﹐计算如下﹕A1=A-(1-tgδ/2)*d”B1=B-(1-tg(90-δ)/2)*d”C1=C-2*d’d’﹕粗加工放电间隙 d”﹕精加工放电间隙e.倒圆﹕如图所示﹐计算如下﹕ R a1=R a+d’R b1=R b-d’A1=A-2*d’d’:粗加工放电间隙RB1A同倒角一样﹐为了避免使用同一电极精修造成工件R 角偏小﹐也可使用倒角的设计方法﹐R 设计为精加工间隙。
对于右图﹐在设计成一样间隙时﹐可以采用圆形摇摆加工﹐也能保证尺寸。
f.断差﹕断差的设计一般等于图面的尺寸﹐即﹕A 1=AA 1﹕电极断差尺寸 A ﹕图面断差尺寸一般来说﹐放电加工时的断差尺寸由电极保证﹐而与放电加工的操作无关。
因此﹐在电极设计时﹐对此类尺寸的公差要求要严一些﹐一般均要比工件图面尺寸精度高1~2个级别。
另外﹐对深度方向的断差﹐如右图所示。
由于较深的部分在加工时消耗要大一些﹐故在设计时应将尺寸标注为正公差﹐不宜使尺寸偏小。
另外﹐对电极修整容易性来说﹐当断差尺寸偏大时﹐只要在较深的面OK 后﹐将电极底部修整掉一部分﹐即可将较浅的面也加工OK 。
从这一方面来说﹐电极上断差的尺寸也是宜大不宜小。
g.﹕斜面﹕‘A斜面与倒角有类似之处﹐但斜面呈在尖点﹐在加工时应特别注意到在精加工时﹐如果是用粗电极加工﹐应该先加工尖点的一侧﹐再跑位加工另外一侧﹐这时应该Z 轴抬起一个深度﹕ t=X ’*tg δt ﹕Z 轴应减小的深度 X ’﹕X 轴的摇摆量 δ﹕斜面角度当然﹐采用粗﹑精两种电极的设计方案也是可行的。
二﹑复合形状电极设计﹕复合形状是一般我们要设计的图形﹐它是基本几何形状组合而成﹐其设计方法与基本几何形状的设计大同小异﹐但由于各种几何形状组合在一起他们之间相互有所制约。
因此﹐在设计时应加以注意﹐特别是在只设计一种电极来完成粗﹑精加工的情况下﹐如果没有注意选择合适的设计方法﹐往往会造成加工后尺寸超差或不到位的情况发生﹐下面由一个例子来说明此种情况﹕ 例﹕以上图所示﹐我们由前面的计算方法可得﹕设电极粗放间隙为d ﹐精修间隙为d ’﹐则在设计两种电极(粗﹑精)分别加工时﹐A ﹑B 的尺寸分别为﹕ 粗放电极﹕A 1=A-(1-tg δ/2)*dB1=B-2*d E1=E-2*d精放电极﹕A2=A-(1-tgδ/2)*d”B2=B-2*d” E2=E-2*d”在此种情况下﹐可以使工件加工完毕﹐并保证了尺寸。
而假设我们只设计一种电极来加工工件﹐由于精修时的间隙是一样的﹐故设计后的电极的A尺寸应等于A2﹐即应按下述尺寸设计﹕A’=A-(1-tgδ/2)*d” B’=B-2*d’ E’=E-2*d’由上例可见﹕在只设计一种电极来完成粗精加工时﹐特别应注意使与斜面相关联的尺寸保证按精修间隙设计才能保证能使加工后工件尺寸是正确的。
粗放条件的间隙较大﹐可以通过单独对直边进行间隙的缩放来达到。
当然﹐有些几何形状是无法通过此一种方法来设计的(比如3D电极)﹐此时就只能设计成多种间隙的电极来加工了。
第三节放电间隙的选择在电极设计的过程中﹐如何选择合适的间隙是首先要考虑的。
一般来说﹐放电间隙的大小是取决于放电加工条件的强弱的﹐所选用的条件越强﹐放电间隙就越大。
而放电加工条件选择则取决于放电面积的大小。
在一般情况下﹐放电面积越大﹐所采用的放电条件也越强﹐这样才能保证有较好的加工效率。
但问题是我们如何确定在一定面积下所选的加工条件能保证有较高的加工效率? 是不是所选择的加工条件越强则加工效率就越高呢﹖在回答这个问题之前﹐我们先来看一个图表﹕加工效率(mm 3/mm) (铜/石墨电极 负极性加工)上图是一个加工面积﹐加工电流(加工条件)及加工效率的关系图。
曲线表明﹕(1).在相同面积时﹐加工效率并不随加工条件的增加而呈线性增加。
(2).加工面积越大﹐加工电流也充许越大﹐且加工效率也随之增加。
(3).在面积一定的情况﹐存在一个极限电流的大小﹐在加工电流超 过此值后﹐加工效率不仅不升高﹐反而下降。
因此﹐并不是加工条件越强﹐加工效率就越高。
据一些技朮文献说明﹐各种材料的电极加工的最大电流密度如下﹕铜和铜合金 < 5A/CM 2石墨 < 3A/CM 2铁合金(包括铸铁) < 2A/CM 2在我们公司﹐一般按0.1A/mm 2作为极限加工电流密度。
因此﹐电极设计时的间隙的确定一般可采用两种方法﹕一种是由加工时的放电面积计算出IP(峰值电流)﹐一般可参照下式﹕IP=放电面积* 1A/mm 2(放电面积以mm 2为单位)然后选择合适的加工方案﹐并确定对应的加工条件﹐再根据条件以条加工电流(A)件表中查出δ和R max﹐并将δ和R max相加便可作为放电间隙的设计依据。
另外一种是查表法(也叫近似间隙法)﹐该方法使用更为方便。
由于放电加工时﹐机台可作一定的摇摆加工﹐可对放电间隙进行一定的补偿﹐故设计时﹐间隙并不需要十分准确。
一般来说﹐只要达到与实际间隙的有80%的准确度即可。
因此﹐使用此方法在设计时更为实用﹐其方法如下﹕(1).由公式﹕IP=放电面积* 1A/mm2(放电面积以mm2为单位)计算出IP值注﹕1.此表仅供参考﹐实际设计时可作适当调整。