金刚线切割机的主参数研究
用STX-1203金刚石线切割机切割锗单晶
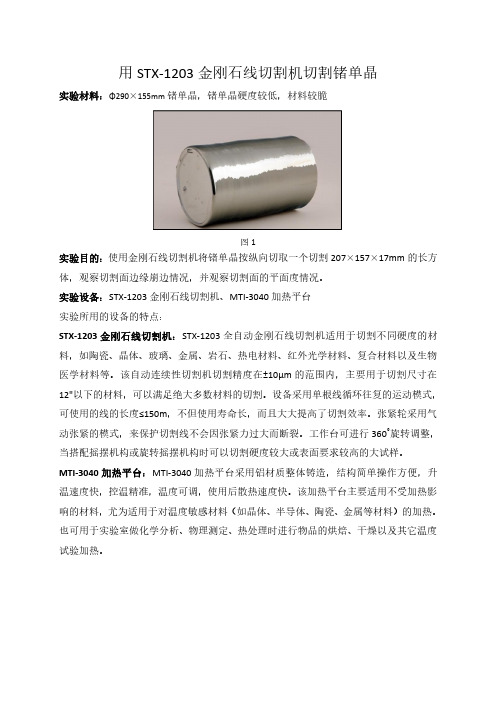
用STX-1203金刚石线切割机切割锗单晶实验材料:Φ290×155mm锗单晶,锗单晶硬度较低,材料较脆图1实验目的:使用金刚石线切割机将锗单晶按纵向切取一个切割207×157×17mm的长方体,观察切割面边缘崩边情况,并观察切割面的平面度情况。
实验设备:STX-1203金刚石线切割机、MTI-3040加热平台实验所用的设备的特点:STX-1203金刚石线切割机:STX-1203全自动金刚石线切割机适用于切割不同硬度的材料,如陶瓷、晶体、玻璃、金属、岩石、热电材料、红外光学材料、复合材料以及生物医学材料等。
该自动连续性切割机切割精度在±10μm的范围内,主要用于切割尺寸在12"以下的材料,可以满足绝大多数材料的切割。
设备采用单根线循环往复的运动模式,可使用的线的长度≤150m,不但使用寿命长,而且大大提高了切割效率。
张紧轮采用气动张紧的模式,来保护切割线不会因张紧力过大而断裂。
工作台可进行360˚旋转调整,当搭配摇摆机构或旋转摇摆机构时可以切割硬度较大或表面要求较高的大试样。
MTI-3040加热平台:MTI-3040加热平台采用铝材质整体铸造,结构简单操作方便,升温速度快,控温精准,温度可调,使用后散热速度快。
该加热平台主要适用不受加热影响的材料,尤为适用于对温度敏感材料(如晶体、半导体、陶瓷、金属等材料)的加热。
也可用于实验室做化学分析、物理测定、热处理时进行物品的烘焙、干燥以及其它温度试验加热。
实验耗材:石蜡棒、树脂陶瓷切割衬垫、金刚石线图4实验所用耗材图实验过程:试样固定:首先将试样和树脂陶瓷切割衬垫一同放到MTI-3040加热平台进行加热,待树脂陶瓷切割衬垫的温度达到石蜡融化温度(80-120℃)后将石蜡涂在树脂陶瓷切割衬垫将要与样品相连接的位置,样品的放置顺序如图5(1)所示,最上面是样品,中间是石蜡层,最下面是树脂陶瓷切割衬垫;然后将试样放置到切割衬垫上涂石蜡的位置,固定在树脂陶瓷切割衬垫上的试样的示意图如图5(1)所示;最后将二者一同从加热平台上挪下进行冷却,待二者冷却后一同放置到切割机固定样品的载样台上准备对试样进行切割,固定在切割机上的试样如图5(2)所示。
金刚线切割机的主参数研究
金刚线切割机的主参数研究
主要参数是影响金刚线切割机性能的重要指标。
以下将从切割速度、切割厚度、精度和功率这四个方面进行研究。
首先,切割速度是金刚线切割机的一个重要参数。
它影响到生产效率和加工质量。
切割速度取决于工作台在X、Y方向上的移动速度,以及金刚线的速度。
因此,设计者应根据实际需求确定合适的参数。
过高的速度可能导致精度下降,而过低的速度则会降低生产效率。
其次,切割厚度是另一个关键参数。
金刚线切割机可以切割的厚度范围非常大,从几毫米到几十毫米不等。
一般来说,切割厚度越大,切割效果越差,而且切割速度也会降低。
因此,在选择金刚线切割机时,需要根据实际加工需求来确定最大切割厚度。
第三,精度是金刚线切割机的重要参数之一、精度主要包括定位精度和切割精度。
定位精度是指工作台在X、Y方向上的定位误差,影响到切割位置的准确性。
切割精度是指切割面的垂直度和平整度,这直接影响到加工零件的质量。
为了提高精度,金刚线切割机的结构应该具有较好的刚性,并配备高精度的传感器和控制系统。
最后,功率是金刚线切割机的关键参数之一、功率大小直接影响到金刚线的切割能力。
过低的功率可能导致切割速度慢、效果差,而过高的功率则会增加设备成本和能耗。
因此,在选择金刚线切割机时,应根据加工材料的硬度和厚度来确定合适的功率。
总结起来,金刚线切割机的主要参数是切割速度、切割厚度、精度和功率。
这些参数直接影响到金刚线切割机的加工效率和加工质量,因此,
在选择和应用金刚线切割机时,需要根据实际需求对这些参数进行合理的研究和选取。
金刚石线切割机床的动态特性分析与实验研究

金刚石线切割机床的动态特性分析与实验研究线锯和进给系统是金刚石线锯切割机最重要的两个部件。
线锯作为线锯切割机的刀具,其动态特性直接影响着晶片的表面粗糙度和损伤层的大小;金刚石线锯切割机进给系统的动态特性直接影响机床的加工质量和效率。
因此,本文通过理论建模、有限元分析及动态特性实验相结合的方法分析了线锯和进给系统的动力学特性,研究内容主要包括:建立了线锯的有限元模型,分析了不同张紧力下线锯的固有频率,自由模态实验显示前3阶固有频率误差在5%以内,从而验证了有限元模型的正确性;在自由模态模型的基础上完成了线锯工作模态的分析与实验验证,结果显示,切削参数不变时,线锯张力越大其第1阶工作模态越大。
基于二自由度理论建立了金刚石线锯切割机进给系统的动力学方程,通过经验公式分别确定了轴向上丝杠、轴承与丝杠结合面、丝杠与螺母结合面的等效刚度以及侧向上导轨与滑块结合面的等效刚度,进而确定出进给系统前4阶固有频率解析值,为进给系统参数化建模与变动态特性研究奠定了分析基础;建立了进给系统考虑结合面和不考虑结合面时的有限元分析模型,完成了相应的模态分析与谐响应分析,进给系统模态实验显示考虑结合面的进给系统有限元模型更精确,因此,研究线锯切割机涉及的结合面特性是必要的。
最后,为了完善金刚石线锯切割机进给系统的有限元模型进而实现整机系统的动力学特性分析,设计了结合面特性研究的实验平台,并对其进行了强度校核,验证了实验平台设计的合理性。
光伏硅片金刚石线多线切割机切割参数优化研究的开题报告
光伏硅片金刚石线多线切割机切割参数优化研究的开题报告一、选题背景光伏硅片作为光伏发电的重要材料,随着光伏行业的发展,其生产和加工技术也得到了快速的发展和提升。
硅片的切割是光伏硅片生产中的重要工艺环节,切割品质和效率的提高直接影响到产品的成本和质量。
金刚石线切割机是目前光伏硅片切割的主要工具,其切割速度快、切割成本低、切割精度高、切割裂纹少等优点,使其成为了光伏行业中不可替代的重要设备。
然而,由于切割参数的优化程度不同,同一批硅片在不同切割条件下可能会出现大小不一、表面粗糙、裂纹加重等缺陷,影响了硅片的加工效率和产品质量。
因此,本文拟通过对金刚石线切割机切割参数进行优化研究,在提高切割效率、降低切割成本和减少硅片表面缺陷的同时,提高硅片的质量和产量,推动光伏行业的发展。
二、研究目的和意义本文旨在通过对光伏硅片金刚石线多线切割机切割参数的优化研究,探索提高硅片切割质量和效率的方式,具体包括以下方面:(1)对金刚石线切割机进行必要的改造,提高其工作效率和稳定性;(2)通过对切割机的切割参数进行研究和优化,实现硅片的高效、高质量切割;(3)研究切割参数对硅片表面缺陷、硅片厚度、硅片损耗等影响,建立优化模型,实现最佳切割参数选择。
通过对金刚石线切割机切割参数的优化研究,可以提高硅片的加工效率和产品质量,降低成本,提高产量,具有重要的实际意义和应用前景。
三、研究内容和方法1. 研究内容(1)对金刚石线切割机进行必要的改造,提高其工作效率和稳定性。
(2)考虑到硅片尺寸的不同,分别选取合适的硅片进行实验。
(3)通过实验研究不同切割参数下硅片切割质量、切割成本和切割效率的变化规律。
(4)通过图像处理技术和表面缺陷分析技术,对硅片表面缺陷、硅片厚度和损耗率等指标进行评价和分析。
(5)建立切割参数优化模型,确定最佳切割参数方案。
2. 研究方法(1)根据现有硅片切割生产工艺,改进金刚石线切割机的结构和控制系统,提高硅片的加工效率和产品质量。
金刚线细线化质量控制研究
金刚线细线化质量控制研究发表时间:2018-10-17T10:04:38.683Z 来源:《电力设备》2018年第19期作者:高鹏1 许江涛2 赵洪军3 张晓俊4 王毅5 秦忠[导读] 摘要:硅片细线化切割质量控制是金刚线切片行业中常见的质量控制点。
(国家电投西安太阳能电力有限公司西宁分公司青海西宁 810000)摘要:硅片细线化切割质量控制是金刚线切片行业中常见的质量控制点。
本文总结了细线化切割过程中,硅片表面质量的几种类型,分析其产生机理,并提出解决办法。
关键词:金刚线;硅片;崩边;线痕;TTV;解决办法引言太阳能电池是目前获得太阳能最主要的技术之一,它可以将太阳光直接转换成电能,且对环境无害[1]。
2015年6月,国家能源局、工业和信息化部、国家认监委联合印发《关于促进先进光伏技术产品应用和产业升级的意见》,要求发挥市场对技术进步的引导作用、严格执行市场准入标准、实施“领跑者”计划等八项举措。
该政策进一步促使光伏产业的健康发展,同时对产品提出了更高要求,传统技术将面临新一轮的技术革新。
太阳能光伏发电具有无污染、可持续、总量大、分布广、应用形式多样等优点,单晶发电效率受到世界各国的高度重视,故此在未来光伏切片行业,单晶硅片切割技术将会拥有率占据最广。
在单晶硅片切割领域,对硅棒原料纯度要求越来越高,材料的物理特性,更有利于金刚线细线化、硅片薄片化技术研发。
金刚线细线化、硅片薄片化切割技术已成为单晶切片行业内的主流发展趋势。
本文以生产工艺及原辅材料为基础,研究单晶硅片在生产过程中硅片表面质量产生的原因,并通过实验验证提出了解决方案。
1.金刚线细线化切割技术最主要的优势金刚线细线化切割技术是应用母线线径更细的电镀金刚线、电镀镍层厚度更薄、金刚石颗粒更密集等特性相兼容,其结构更有利于切割。
该技术是通过专业切片设备,系统调节进刀速度、切割线速度、张力大小等核心参数,使之达到匹配性能最佳状态,实现稳定量产切割的目的;其切割原理:①高速旋转并往复回转的主辊带动金刚石线做往复运动;②通过自动控制工作台向金刚线垂直进给,从而使金刚线与被切割物件间产生磨削而形成切割。
金刚石线锯质量检验

金刚石线锯质量检验周波;毛剑波【摘要】为检验金刚石线锯的质量,以显微图像分析为基础,采用数学三维建模的方法,共选择5个线锯样品,对其表面的磨粒出刃高度、磨粒出刃率、磨粒面积比、线锯丝径、包络丝径、磨粒堆积直径等参数进行量化分析.结果表明:分析结果能很好地反映产品质量的变化,对于线锯产品质量检验与控制,具有非常有效的指导作用.%To inspect the quality of diamond wire saw,mathematics three-dimensional modeling method is proposed based on the microscopic image analysis to quantitatively analyze parameters such as protrusion height,protrusion rate and area ratio of the grits,and diameters of wire,saw and grits.Five samples are chosen to compare and analyze.Results show that this method could reflect the change of the product quality well,which is an effective guidance for wire saw product quality inspection and control.【期刊名称】《金刚石与磨料磨具工程》【年(卷),期】2017(037)002【总页数】5页(P73-77)【关键词】金刚石线锯;显微图像分析;数学三维建模;量化分析【作者】周波;毛剑波【作者单位】郑州建斌电子科技有限公司,郑州450007;超硬材料磨具国家重点实验室,郑州450001;西安隆基硅材料股份有限公司,西安710100【正文语种】中文【中图分类】TQ164;TG74电镀金刚石线锯是以电镀金属为结合剂,通过电沉积,把金刚石磨料固结在芯线上而制成的一种线状切割工具[1],是近几年新发展起来的一种高新技术产品,广泛用于太阳能硅片、LED、半导体、宝石、光学玻璃等贵重材料以及精密器件的切割,具有切割效率高、精度高、环保节能等显著优点[2]。
金刚石木工铣刀专用线切割机及数控系统的研究

赵行志 , 竹 木复合 是高效利用竹材 的重要途径 [] 等. J. [4 王小青 , 1]
木材加工机械 ,0 2 ( )2 — 7 2 0 ,4 :5 2 .
[ 5 岳金方 , 1] 左春丽 , 字. 周 竹木复合材是 良好 的家具 和家装用材 [j人造板通讯 ,0 4 ( )1 — 8 J. 2 0 ,5 :7 1. 关 J’ [6 赵 仁杰 . 于发 展 竹材 人造 板 工 业 的 思考 [] 林 产工 业 , 1]
近年来 ,由于地板行业 的迅速发展 ,特别 是俗称 “ 金刚板 ” 的强化木 地板迎合 了现代人快节 奏和轻松便 捷 的生活方 式 ,成 为 2 世 纪地 面装 饰材 料 的 “ l 生力 军 ” 强化 木地板 的表层含三 氧化 二铝 ,表 面硬度极 。
进行加工才 能使 地板 的加工质 量得到保证 。目前 , 国 我
维普资讯
金 刚 石 木 工 铣 . 7 2专 用 线 切 割 机 及 数 控 系 统 的 研 究
权 喜 , 金维洙 , 腾玉彬
( 东北林 业大学 , 江 哈 尔滨 10 4 ) 黑龙 5 0 0 摘 要 :介绍 了五轴金 刚石木 工铣 刀线切割机的加 工特 点 以及新增数控 分度 回转轴 的机 械结构和控制 系统 ,
学术大会 . 0 5 6 8 2 0 :- . [8 杜春贵 , 1] 赵仁杰 , 浸渍纸贴面径 向竹木复合模板的研究 [] 等. J. 延边 大学农 学学报 , 0 ,5 4 :5 — 5 . 2 3 2 ( )2 4 2 8 0 [9 郑丹 丹 , 1] 刘玉环 , 竹废料开发利用研究 []福 建林 业科技 , 等. J.
2 o .2 2 :5 — 5 . o 5 3 ( )1 3 17
金刚线切片机讲解

主界面
XUSHENG NEW ENERGY TECHNOLOGY CO.,LTD
切割液供应
过滤装置压力:判断 过滤袋堵、热交 换器堵塞等 浆液循环
XUSHENG NEW ENERGY TECHNO
切割液供应 -设置
切割液温度、喷嘴流 量设置
过滤压力范围设定
张力系统— 张力设定
导轮(主辊)直径:更 换导轮时输入
XUSHENG NEW ENERGY TECHNOLOGY CO.,LTD
张力系统
XUSHENG NEW ENERGY TECHNOLOGY CO.,LTD
张力系统— 热机
热机参数:一工艺要求 为准
XUSHENG NEW ENERGY TECHNOLOGY CO.,LTD
主界面
XUSHENG NEW ENERGY TECHNOLOGY CO.,LTD
冷却系统给
XUSHENG NEW ENERGY TECHNOLOGY CO.,LTD
主界面
XUSHENG NEW ENERGY TECHNOLOGY CO.,LTD
张力系统
工艺或热机执行的剩 余循环走线距离
工艺要求使用线径选择: 60、65、80;
XUSHENG NEW ENERGY TECHNOLOGY CO.,LTD
主界面
XUSHENG NEW ENERGY TECHNOLOGY CO.,LTD
工件进给
XUSHENG NEW ENERGY TECHNOLOGY CO.,LTD
工件进给— 手动设置
XUSHENG NEW ENERGY TECHNOLOGY CO.,LTD
维护
故障代码类 别
对应位置的点 击参数
设备维修人员 操作模式
金刚线多线切割主辊参数研究

金刚线多线切割主辊参数研究金刚线多线切割是一种高效率、高质量的金刚线切割技术,广泛应用于金刚线产业中的切割工艺。
在金刚线多线切割中,主辊是一个重要的参数,其设计与使用对切割效果有着直接影响。
本篇文章将通过研究金刚线多线切割主辊参数,探讨其对切割效果的影响,并提出一些优化建议。
首先,主辊直径是主辊的一个重要参数,对切割效果有着直接影响。
辊直径的选择应考虑切割速度和切割精度两个方面。
辊直径越大,切割速度越快,但对材料切割精度要求也越高。
因此,在选择主辊直径时需要综合考虑切割速度和切割精度两个因素,并根据具体应用需求进行选择。
第二,主辊间距是影响金刚线多线切割切割宽度的一个重要参数。
主辊间距越小,切割宽度越小;主辊间距越大,切割宽度越大。
在实际应用中,应根据需要选择合适的主辊间距,以获得所需的切割宽度。
第三,主辊转速对金刚线多线切割切割质量有着重要影响。
辊转速过高或过低都会影响切割质量。
因此,在金刚线多线切割中,需要选择合适的辊转速,以获得高质量的切割效果。
第四,主辊表面处理也会对切割效果产生影响。
主辊表面质量越好,对金刚线的配合度越高,切割效果也越好。
因此,应选择具有较好表面处理的主辊,以提高切割质量。
最后,为了提高金刚线多线切割的切割质量和效率,还可以考虑使用多辊设计。
多辊设计可以增加切割线数,提高切割效率。
同时,多辊设计还可以提高切割的平稳性和稳定性,进一步提高切割质量。
综上所述,金刚线多线切割主辊参数对切割效果有着重要影响。
在设计和选择主辊参数时,应综合考虑切割速度、切割精度、切割宽度、切割质量等因素,并根据具体应用需求进行选择和优化。
通过合理的主辊参数选择和优化设计,可以提高金刚线多线切割的切割质量和效率。
金刚石切割片的理想转速
金刚石切割片的理想转速
金刚石切割片的理想转速因切割材料和应用场景而异,以下是一些常见的转速范围:
1. 30米/秒以上:金刚石线切割的转速通常在30米/秒以上。
2. 800转至10000转:烧结金刚石切割片的转速大约在800转至10000转之间。
各大公司生产的切割机的切割片速度不一致,有的切割机的转速仅有800转至2000转,而更有的切割机转速可以达到最高10000转。
3. 500转:对于硬度较高的金属,如高速钢、不锈钢等,金刚石车刀的最佳转速应要高一些在500转。
这些数据仅供参考,建议咨询相关厂家,获取更准确的信息。
碳化硅金刚线切割表面粗糙度的研究

一
一
一
. 一
/ /
飞 祀 二 已
. 0
片 月
根据表 3 , 做 出切割线 速度与切割 晶片表面 粗 糙度 的 变 化 曲线 图如 图 4 所 示 从 图 中可 以看 出 , 表 面粗 糙度 随 着 切 割 线 速 度的增加而相应地降低 , 但变化幅度不大 , 表面粗
糙 度 的数 值 都 在 1 林 以下 m 这 是 由于 切 割 线 速 度 提 高 以 后 , 在 相 同 的切 割 时 间 内 , 将 会 有 更 多 的 金 刚石 磨 粒 参 与 磨 削 , 磨 粒 的研 磨 作 用 更 加 明显 , 同 时 , 磨 粒 与 晶片 接 触 的作 用 力 也 会 有 效 降 低 , 这
0 .0 0 1 5 0 .0 0 5 0 .0 1 5
进给速度 /~
s一
(线速度 10 t :, 摆动频率 0. H z) / n ; 3
图 5 表 面 粗糙 及 与 进 给 速 度 的 关 系
从 图 中可 以看 出 , 表 面 粗 糙度 随 着进 给 速 度
( 第202 期 总 )困. 组口
的增加而相应增加, 但变化幅度不大 , 表面粗糙度 的数值都在 1 林 以下 m 这是 由于 , 进给速度增加 以后 , 切割线 与晶片作用力将相应的增加 , 晶片 的 表面损伤将会更大 , 这会造成切割 晶片表面粗糙 度升高
的 数值
. 2 2 切割线速度对表面粗糙度影响
表 4 不 同进给 速度 下的切 割表 面粗 糙度值
下 面 分 析一 下 表 面粗 糙 度 与切 割 线速 度 的
进给速 度 / 1 5一 r n t . ,
0 .00 15
0 .0 0 5
R 澎林 m
金刚石线锯锯切工艺参数的试验研究

图$
切向锯切力与金刚石粒度的关系
颗粒的压入深度增加, 从而提高了锯切效率; 但同时 也增加了单颗金刚石颗粒的切削面积, 从而使切向 锯切力也增大。
图!
锯切效率与金刚石粒度的关系
!"$ 锯切速度对锯切过程的影响 金刚石粒度为 ’## $ % ’(# $ , 进给压力为 #,-. * 图 - 分别为进给速度、 切向锯切力与锯丝 ))。图 "、 速度的关系。由试验结果可以看出: 在侧向压力一定 的情况下, 随着锯丝速度的提高, 锯切效率明显提高, 切向锯切力有所下降。因为随着锯丝速度的提高, 单 位时间内参加切割的金刚石磨粒数将增多, 使锯切效 率随之提高; 另一方面, 锯丝速度的提高会使单颗金 刚石颗粒的压入深度减小, 从而使锯切力降低。 !"! 侧向压力对锯切过程的影响
图& 切向锯切力与锯丝速度的关系
金刚石粒度为 ’## $ % ’(# $ 的锯丝, 锯切速度为 。侧向压力分别取 、 、 、 记录切 ’#) * + /. 2. !’. !-., 向锯切力值和工件进给速度。图 /、 图 & 分别为工 件进给速度、 切向锯切力与侧向压力间的关系。由 图 / 可以看出: 随着侧向压力的增大, 工件的进给速 度明显增大, 且工件进给速度基本与侧向压力成正 比。因此, 增加侧向压力对提高锯切效率是有益的。 但试验中也发现, 侧向压力的提高会使锯丝产生较 大的弯曲, 从而增加锯丝的弯曲应力, 对提高锯丝的 寿命不利。因此, 侧向压力并非越高越好。由图 & 可以看出, 随着侧向压力的增大, 切向锯切力也随之 增大。分析原因如下: 侧向压力的增大会使金刚石
金刚石绳锯切割工艺的研究
53第2卷 第34期金刚石绳锯切割工艺的研究蓝敏俐(福建船政交通职业学院机械与智能制造学院,福建 福州 350007)摘要:金刚石绳锯是粉末冶金加入人造金刚石作为金刚石串珠,与钢丝绳、经过硫化处理的橡胶、弹簧、金属接头等,由专用设备组装成金刚石绳锯,是一种适用于大批量石材,以及钢筋混凝土等材料切割的工具。
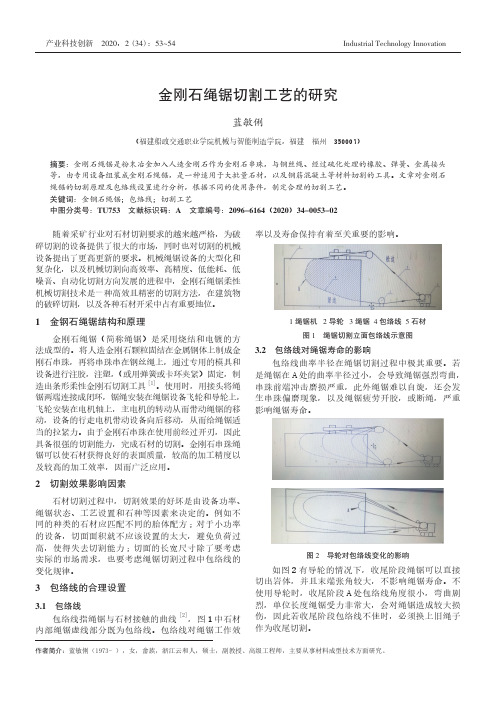
文章对金刚石绳锯的切割原理及包络线设置进行分析,根据不同的使用条件,制定合理的切割工艺。
关键词:金钢石绳锯;包络线;切割工艺中图分类号:TU753 文献标识码:A 文章编号:2096-6164(2020)34-0053-02随着采矿行业对石材切割要求的越来越严格,为破碎切割的设备提供了很大的市场,同时也对切割的机械设备提出了更高更新的要求。
机械绳锯设备的大型化和复杂化,以及机械切割向高效率、高精度、低能耗、低噪音、自动化切割方向发展的进程中,金刚石绳锯柔性机械切割技术是一种高效且精密的切割方法,在建筑物的破碎切割,以及各种石材开采中占有重要地位。
1 金钢石绳锯结构和原理金刚石绳锯(简称绳锯)是采用烧结和电镀的方法成型的。
将人造金刚石颗粒固结在金属钢体上制成金刚石串珠,再将串珠串在钢丝绳上,通过专用的模具和设备进行注胶,注塑,(或用弹簧或卡环夹紧)固定,制造出条形柔性金刚石切割工具[1]。
使用时,用接头将绳锯两端连接成闭环,锯绳安装在绳锯设备飞轮和导轮上,飞轮安装在电机轴上,主电机的转动从而带动绳锯的移动,设备的行走电机带动设备向后移动,从而给绳锯适当的拉紧力。
由于金刚石串珠在使用前经过开刃,因此具备很强的切割能力,完成石材的切割。
金刚石串珠绳锯可以使石材获得良好的表面质量,较高的加工精度以及较高的加工效率,因而广泛应用。
2 切割效果影响因素石材切割过程中,切割效果的好坏是由设备功率、绳锯状态、工艺设置和石种等因素来决定的。
例如不同的种类的石材应匹配不同的胎体配方;对于小功率的设备,切面面积就不应该设置的太大,避免负荷过高,使得失去切割能力;切面的长宽尺寸除了要考虑实际的市场需求,也要考虑绳锯切割过程中包络线的变化规律。
金刚石线切割的原理、特点及其在精密超精密加工领域的应用

1金刚石线切割20世纪90年代,国际上为了解决大尺寸硅片的加工问题,采用了线锯加工技术将硅棒切割成片。
早期的线锯加工技术是采用裸露的金属线和游离的磨料,在加工过程中,将磨料以第三者加入到金属线和加工件之间产生切削作用[1]。
这种技术被成功地用于对硅和碳化硅的加工。
为了进一步缩短加工时间,以及对其它坚硬物质和难以加工的陶瓷进行加工,人们将金刚石磨料以一定的方式固定到金属线上,从而产生了固定金刚石线锯。
3.1金刚石线切割的原理图3.1金刚石线切割原理图如图3.1高速往复运动的切割线带动砂浆到切割区,使砂浆中的研磨颗粒(SiC颗粒)与硅棒表面高速磨削,由于研磨颗粒有非常锐利的棱角,并且硬度远大于硅棒的硬度,所以硅棒与线锯接触的区域逐渐被砂浆磨削掉,进而达到切割的效果,同时砂浆也可以带走磨削中产生的大量热[2]。
在对金刚石线锯切割机理的认识过程中,许多研究者认为,金刚石磨粒的微观切削运动是一个滚动、嵌入过程,提出了“滚动 -嵌入”模型。
Li 等人提出锯丝施加在磨粒上的力带动磨粒沿切削表面滚动,同时压挤磨粒嵌入切削表面,从而形成剥落片屑和表面裂缝,形成宏观的切割作用。
重点研究了磨粒嵌入工件时的应力分布和作用,发现磨粒对材料的最大剪切应力发生在微观切削表面之下,据此对磨料的选择进行优化。
Kao 等人指出在“滚动 - 嵌入”模型中,磨粒的运动除滚动和嵌入外,还包括刮擦,三者共同形成切削作用。
Bhagavat等人则在这个模型中考虑了磨浆的作用并认为,在锯丝带动游离磨料切割硅锭的小区域内,锯丝与磨浆的运动构成了一个弹性流体动力学环境,用有限元方法分析锯丝与硅锭间的磨浆弹性流体动力学模型,得到磨浆薄膜厚度和压力分布关于走丝速度、磨浆粘度和切割条件的函数,还得出结论:磨浆薄膜厚度大于平均磨粒尺寸,是磨粒的流动产生了切削[3]。
3.2 金刚石线切割的导线轮根据切割材料直径不同和设备制造厂家的技术考虑导线轮有2轮、3轮、4轮不等,安装方法有2轮平行、等边三角形或梯形,如图3.2所示。
金刚石线切割机的选用
金刚石线切割机的选用一、金刚石线切割机金刚石线切割机原理金刚石线切割机装有一个绕丝筒。
绕丝筒在高速旋转的同时进行往复回转运动进而带动金刚石线做往复运动,金刚石线被两个张紧轮所张紧,为增加切割的精度和面型,在张紧轮下面安装两个导向轮。
[1] 通过自动控制工作台向金刚石线方向不断地进给,或是控制金刚石线向工作台方向不断进给,从而使金刚石线与被切割物件间不断产生磨削进而切割。
金刚石线锯切割优势电火花线切割加工要求被加工材料必须导电,其工作原理是在绝缘油介质中,靠金属切割盘与试样之间产生的电弧起切割作用。
将工件接入脉冲电源正极,采用钼丝或铜丝作为切割金属丝,将金属丝接高频脉冲电源负极作为工具电极,利用火花放电对加工零件进行切割。
脉冲电源提供加工能量,加工过程中应用专用的线切割工作液清除加工中产生的碎屑[2]。
切割过程中若工件材料过厚时,工作液较难进入和充满放电间隙,会对加工精度和表面粗糙度造成影响。
有时某些工件可能会在表面出现裂纹、变形等问题。
切割后的金属表面没有裸露最原始的金属,而是覆盖一层氧化皮,若想观察原始金属层,需先将金属表面的氧化皮磨掉,否则影响整个样品表面的形态。
对于一些熔点特别高的金属,如钨合金,切割时接触点放电的热量所提供的温度达不到其熔点,因此难以对其进行切割。
当被加工材料不导电且需要采用线切割的方式进行加工时,此时电火花线切割机不再适用。
而金刚石线切割机的加工优势便显现出来,金刚石线切割机同时适用于导电材料和不导电材料(硬度要比金刚石线小)的切割。
因此,金刚石线切割机被广泛用于各种金属和非金属及复合材料的切割,如陶瓷、玻璃、岩石、宝石、玉石、陨石、单晶硅、碳化硅、多晶硅、耐火砖、环氧板、铁氧体、PCB 以及建筑材料、牙科材料、生物材料及仿生复合材料等,特别适用于切割各种高硬度、高价值、易破碎的脆性材料。
[3-4]金刚石线切割机常用的金刚石线有电镀型和树脂型两种。
1、电镀型:用电镀的方法在金属丝上沉积一层金属(一般为镍和镍钴合金),并在金属内固结金刚石磨料制成的一种线性超硬材料工具。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
因此,主辊中心距及切割线弓引起的线网附加 力及相应的进给力是金刚线切割机主切割单元 的关键设计参数。
第9页
三、切割主辊参数研究
多线切割机主辊的主要参数
多线切割机中,主辊是其核心部件之一。金刚线多线切割机与砂 浆线多线切割机相比,最大的区别之一是主辊的设计不同。不同的主 辊参数,对金刚线的切割效率影响较大。影响金刚线切割质量和成本 的主要主辊参数有: 1. 2. 3. 4. 5. 6. 主辊直径 (涂覆后主辊外径尺寸) 主辊中心距 (两个主辊间的中心距离) 主辊长度 (主辊总长度) 主辊数量 (确定装载晶棒的数量) 主辊质量 (主辊涂覆后的总重量) 涂层耐用度
因此主辊长度受限条件下,部分机型采用2根晶棒分层装载的方式来降低主 辊长度太长的风险。
文档标题
第19页
四、切割线速度与加速度
线速度与加速度的研究
传统砂浆线切割大部分采用的是单向切 割,而金刚线切割普遍采用的是双向切割。金 刚线切割的线磨损小,双向切割充分提高了金 刚线的利用率。 传统砂浆线切割的线速度为12-15m/s,加 速度为2m/s² ;金刚线切割线速度为1825m/s,加速度为3-5m/s² ,金刚线切割大幅减 少了切割时间,提高了切割效率。
金刚线抗拉强度(Mpa) r 金刚线半径(mm) v 切割线速度(m/s) 金刚线单位体积重量(N/mm^3) A 金刚线截面积(mm^2)
4000 2000 0 0 5 10 切割线弓 /mm 15 20
第8页
二、金刚线切割受力模型
I. 以主辊直径270mm,主辊长度640mm,中心 距470mm,槽距0.325mm,线网张力23N为 例,计算得单个主辊受力为42500N,线弓引 起的线网附加张力及相应进给力如右图。 线弓增大,线网附加张力呈非线性增加趋 势,10mm线弓对应线网附加张力约 6000N。 线弓增大,相应进给力呈线性增加趋势, 10mm线弓对应进给附加张力约9000N。 以主辊直径270mm,主辊长度640mm,槽 距0.325mm,线网张力23N,线弓10mm为 例,研究中心距对线网附加张力及进给力 的影响。 随着主辊中心距的变大,线弓引起的线网 附加张力及对应的切割力呈非线性减小趋 势,且线网附加张力减小速率更大。
Operation excellence
金刚线切割机主切割单元参数研究
顾建明 常州贝斯塔德机械科技有限公司
北京 金刚线切割产业化应用研讨会 2014年4月22日
金刚线切割机主切割单元参数研究
一、金刚线切割原理 二、多线切割受力模型分析 三、切割主辊参数研究(直径、长度、中心距 等) 四、切割线速度、加速度研究 五、BSMT金刚线切割机器介绍
型号 直径/mm 长度/mm 数量 中心距/mm 市场主流金刚线切割机主辊参数 A型 270 640 2 470 B型 210 620 2 400 C型 220 520 4 440 D型 200-210 320 3 325 型号 直径/mm 长度/mm 数量 中心距/mm 传统砂浆线切割机主辊参数 A型 300 520 4 660 B型 350 1040 2 660 C型 250 320 2 630 D型 330 880 2 560
长度520mm空心主辊的变形分析图
长度840mm实心主辊的变形分析图
长度1040mm实心主辊的变形分析图
主辊的变形除了跟长度关系很大外,还跟主辊的结构(空心或者实心)有很大关系。
文档标题
第16页
三、切割主辊参数研究
主辊变形分析
下面对市场上一些常见的主辊进行了变形分析,长度从520mm~1040mm。 包括实心和空心的变形也进行了对比。
金刚线切割机未来发展过程中在主切削速度方面还有很多研究空 间。
文档标题
第7页
二、金刚线切割受力模型
金刚线多线切割机两主辊数量居 多,以两主辊机型A为例创建切割受力 模型,分析切割过程中线弓对线网附 加张力以及进给力的影响。 线网附加张力:
16000
总进给力:
14000 12000 10000 力 /N 8000 6000 总进给力F 线网附加张 力ΔT
主辊变形
60 变形量/um 40 20 0 11.5 14.6 15.2 21 44 43.6 48 48
系列1
主辊长度
通过分析可以看出,主辊越长,其变形量相对增大;实心的主辊比空心的主辊变形有 大幅降低。但实心主辊的大惯量对频繁加减速是个不利因素。轻量化、高刚度的主辊是未 来发展的趋势。
文档标题
第17页
文档标题
第11页
三、切割主辊参数研究
不同机型的主辊中心距
700 600 主辊中心距 500 主辊直径 400 300 200 100 0 A型 B型 C型 D型 砂浆线切割机 金刚线切割机 400 350 300 250 200 150 100 50 0 A型 B型 C型 D型 砂浆线切割机 金刚线切割机
金刚线切割机主辊参数分析
与传统砂浆线切割相比,金刚线切割线速度及加速度均大幅提高,以增加金刚线的切 割能力,目前主流切割速度在18~25m/s范围,加速度在3~5m/s^2。高线速度、高加速度 及高进给速度下线网的运转稳定性是影响切割质量的关键因素,示意图中尺寸L,即金刚线 跨距对线网运转稳定性起着关键作用。
文档标题
第2页
切割单元主参数
线速度v,加速度a 进给速度f 切削力F,切削功率P 导轮直径D,导轮长度L0 导轮中心距L 导轮数量n
文档标题
Байду номын сангаас第3页
一、金刚线切割原理
金刚石作为刀具加工脆硬 材料的应用比较广泛,金刚 石砂轮磨削是典型的应用之 一。金刚线切割微观切削机 理与砂轮磨削类似。 磨粒在钢丝/砂轮工作表面上 是相对 均匀的随机分布 每一颗磨粒的形状和大小都是不规则 的
不同主辊中心距对TTV\线痕的影响
右图中可以看出,相同的工艺条件 下,主辊中心距越大,线痕、TTV越 大,成品率越低。
线痕/TTV
通过实验可知:缩小主辊中心距,是 改善金刚线切割质量的关键因素之 一。
300 415 主辊中心距 660
导轮中心距尺寸L越大,金刚线越长,线网 运转越不稳定,切割质量越差。
主辊直径变小的负面影响
1. 转速过高:线速度不变,直径变小,主辊转速就会变大,对动平衡要求高,速度过 快, 对主辊表面涂层寿命等都会带来负面影响; 2. 主辊变形大:主辊直径变小,对受力影响较大,主辊变形量变大,影响切割精度。 3. 主辊应力大:主辊受力不变,直径变小,会导致主辊的应力变大,主辊设计难度加大。 4. 潜在不确定因素:中心距缩小后在切割过程中钢丝扭转受限对切割效率的影响。
三、切割主辊参数研究
主辊质量的影响分析
主辊的质量直接影响到其惯量,主辊的惯量越大,对其驱动扭矩要求越大。不同材质的 主辊驱动扭矩差距较大。目前碳纤维是主辊筒体材质发展的一个趋势。 下面列举市场上常见几款机型主辊的参数,并对其 加减速时需求的扭矩进行对比分析。
A型 主辊筒体材料 钢 碳纤维 质量/kg 105.61 58.41 转动惯量/kgm^2 1.7142 0.7678 线加速度/m/s^2 4 4 导轮直径mm 300 300 线速度/m/s 20 20 需求扭矩/Nm 182.9 81.90 B型 钢 碳纤维 64.025 31.9 0.6773 0.2684 4 4 250 250 25 25 86.69 34.36 C型 钢 碳纤维 142.3 30.5 0.7546 0.2684 4 4 210 210 25 25 57.49 20.45
不同机型的主辊直径
通过对比不难发现:金刚线切割机的主辊设计更加紧凑,缩小中心距和减小主辊 直径,以缩短金刚线跨距,提高线网运转稳定性。
文档标题
第12页
三、切割主辊参数研究
金刚线切割主辊中心距实验分析
主辊中心距越小,切割的稳定性就越好,BSMT通过大量切割实验分析了 主辊中心距对切割质量的影响。通过对主辊中心距在300mm~660mm内的主辊 实际切割的硅晶片及蓝宝石片数据进行了统计分析。
有利于磨削热快速传出,减小磨削裂纹。
第6页
一、金刚线切割原理
分析磨削原理,主要目的为金刚线切割机切割单元的2个主参数提 供参考:切割速度v和进给速度f。 普通砂轮磨削速度30-35m/s,高速磨削>45m/s 现有金刚线切割机线速度:
• • 蓝宝石切割:6-15m/s 硅片切割:12-25m/s
-
文档标题
第18页
三、切割主辊参数研究
主辊长度对轴承的影响
主辊越长,金刚线缠绕的圈数就相对越多,主辊受力越大。因此对轴承箱的要 求也越高。通过对300mm和600mm长度的主辊受力分析可以看出,轴承的空载静 态径向力变大近一倍,对轴承箱承载能力要求更高。 轴承座受力分析
120 轴承径向力Fr/KN 100 80 60 40 20 0 320 主辊长度/mm 620 系列1
主辊材质与驱动扭矩分析
200.0 180.0 160.0 140.0 驱动扭矩 120.0 100.0 80.0 60.0 40.0 20.0 0.0 A型 B型 C型 34.36 20.45 57.49 81.9086.69 钢导轮 碳纤维 182.9
经过对比可以明显看出碳纤维主辊质量轻、惯量小,加减速时驱动扭矩需求 较小,是未来金刚线切割主辊发展的必然趋势。
16000 14000 12000 力 /N 10000 8000 6000 4000 2000 0 0 5 10 切割线弓 /mm 15 20 总进给 力F 线网附 加张力 ΔT
II.
16000 14000 12000 10000 力 /N 8000 6000 4000 2000 0 300 400 500 600 主辊中心距/mm 线网附加张 力ΔT 总进给力F
文档标题