如何降低烟支重量的标准偏差
提高白沙(硬)烟支重量稳定性
提高白沙(硬)烟支重量稳定性作者:王志胜冯雪高辉王兴梅房婷婷陈广文来源:《科学导报·学术》2020年第60期【摘要】减少烟支单支重量波动,提高烟支重量的过程能力,可以为稳定烟支吸阻、感官质量奠定基础,保证烟支吸食品质的稳定性。
烟支重量标准偏差下降到21.5mg以内,单箱烟丝消耗减少,原辅材料损耗降低,提高经济效益。
通过分析6#机组烟支重量情况,白沙(硬)烟支重量均值由0.884g达到为0.878g,烟支重量标准偏差由0.0230g降低到0.021g左右,使白沙(硬)烟支重量整体控制水平较好,重量标准偏差波动减小,烟支重量控制精度满足要求,此次研究提高了白沙(硬)烟支重量的稳定性。
【关键词】白沙(硬);重量;稳定性引言当前,我厂卷包车间生产白沙(硬)烟支重量控制较差,重量标准偏差波动较大,随着国家局对工艺规范重新进行修订,其中对烟支重量标准偏差提出了更加严格的标准,要求卷烟重量的标准偏差≤21mg,白沙(硬)烟支重量控制还不能满足要求,因此,提高白沙(硬)烟支重量的稳定性具有重要的现实意义。
此次研究方案全面分析影响白沙(硬)烟支重量控制主要因素,并对各因素进行有效改进,提高了白沙(硬)烟支重量的稳定性。
1 界定原理统计不同机组2016年8月份到2017年1月份卷制的白沙(硬)烟支重量的过程能力,生产白沙(硬)卷烟时,以8#机组波动稍小,7#机组烟支重量控制最差,6#机组波动较大,白沙(硬)烟支重量的整体过程能力偏低。
根据生产计划安排,当前主要由6#机组负责生产白沙(硬),不同月份该机组生产白沙(硬)过程能力波动较大,因此,选取该机组进行研究,统计发现6#机组生产的白沙(硬)烟支重量均值稳定在0.884g,烟支重量标准偏差在0.023g 左右,距离控制要求还有较大差距。
2 测量模型搭建根据现状分析,烟支重量整体偏重,从人、机、料、法、环进行综合考虑,找到影响烟支重量的因子进行鱼骨图分析,找到末端因素。
如何降低烟支重量的标准偏差
400
200
0 -90 -70 -50 -30 -10 10 30 50 70 90
降低烟支重量的标准偏差
调查2010年5月车间重量标准偏差的情况
卷烟重量的标准偏差26.63mg
降低烟支重量的标准偏差
南宁卷烟厂 真龙QC小组 第7页
三、活动计划
课题确定后,我QC小组遵循PDCA活动程序,结合业务工作安排制定了如下活动计划。
经过现场调查,烟支的重量标准偏差烟支的重量标准偏差低于工艺要求 ,为了提高产 品质量,提高产品竞争力,车间成立公关小组,并将此次QC活动的课题定为:
公司要求
工艺考核要求
企业生产现状 选定课题
2011年7月
创建卓越卷烟工厂,不断提升顾客满意度
1200
1000
卷烟重量的标准偏差小于23mg
800
600
小于工 艺标准
调整重量 校准加1
随机抽取20支烟
测量重量的平均值
重量是否超过工艺要求 工艺标准 范围内
结束调整
大于工 艺标准
调整重量 校准减1
2011年7月
南宁卷烟厂 真龙QC小组 第29页
参数估计的QC统计工具估计总体的平均值
第一步:现场抽查数据,现场抽取20支卷烟的重量,测量样本 的数据如下:(单位:mg)
烟支取样的操作方法不相同 重量调整方法不合理
环境温湿度波动大
计量仪器未定期校准
测试台数据不准确
重量控制电路检测不准确
南宁卷烟厂 真龙QC小组 第18页
旧版软件存在漏洞 核扫描器测量不确定度大
七、要因确认
•要因确认1 SRM系统培训不到位
2011年7月
南宁卷烟厂 真龙QC小组 第19页
卷烟单支重量标准偏差的调整
卷烟单支重量标准偏差的调整作者:王红素来源:《人间》2015年第25期摘要:烟支单支克重的标准偏差决定了卷烟的各项物理指标,直观上造成卷烟吸味发生变化,间接上影响各原材料的消耗偏高,从而导致成本上升,并在一定程度上造成质量隐患。
为了及时排除质量、设备隐患,提高生产过程控制能力,因此特选定“降低卷烟单支重量标准偏差”作为此次研究对象,重点找出影响标准偏差波动的根源,制定有效的防控措施,从根本上提高产品质量。
关键词:标准偏差;CPK;改善中图分类号:TS47 文献标识码:A 文章编号:1671-864X(2015)09-0067-01一、发现问题通过采集2015年3月~10月卷烟四项物理指标,计算各项物理指标的标偏及CPK,发现重量CPK及标准偏差波动最大,重量的平均值为0.885g ,组内偏差24.2mg,组间偏差27.7mg,标准偏差较大,CPK只有0.88,过程控制能力不足,烟支克重不稳定,废品剔除率及消耗都很大。
二、验证测量系统卷包车间现有测综合测试台10台,车间有综合测试台校准制度及校验制度,由于综合测试台是电子显示,为了检验综合测试台的重复性和再现性现做了以下测量实验。
测量对象为烟支重量(连续数据),样本数量20个。
2名工艺员利用1#~10#台综合测试台对同20支烟支分别进行两次测量,并记录其结果。
测量系统分析中重要的指标包括系统的分辨力、重复性与再现性。
测量系统的分辨力是指系统识别并反映被测量微小变化的能力,用可区分类别数进行判别。
结论:通过分析得出,该测量系统的P/TV=7.47%,P/T=7.79%,可区分的类别数=17,表明测量系统可用。
三、找出关键因子从烟丝来料、烟丝供给、吸丝成型、烟条成型、烟支成型五个流程中逐个分析每个流程的输入因子,通过因果矩阵中的28个因子找出影响重量及其标偏的因子,并用柏拉图针对这28个有可能影响到关键输出的流程因子进行FMEA,通过一次FMEA从中筛选出了12个关键因子,并对部分因子进行了快速改善;通过二次FMEA从中筛选出了8个关键因子。
降低ZJ17卷烟机烟支质量标准偏差探讨
降低ZJ17卷烟机烟支质量标准偏差探讨发布时间:2022-07-12T01:25:36.146Z 来源:《科技新时代》2022年7期作者:鲁向东马斌[导读] 为适应公司高质量发展要求,夯实我厂高质量发展基础,为卷烟产品的均质化、稳定化打下坚实基础。
四川中烟工业有限责任公司西昌卷烟厂四川省西昌市615000【关键词】ZJ卷烟机;烟支质量标准偏差;烟支质量标准偏差控制【摘要】为适应公司高质量发展要求,夯实我厂高质量发展基础,为卷烟产品的均质化、稳定化打下坚实基础。
本文针对ZJ17卷烟机进行全过程分析,运用QC及六西格玛相关分析工具,找到了影响我厂烟支重量标准偏差波动较大的关键因素,并进行相应设备改造处理。
有效降低了卷烟机烟支质量标准偏差,同时降低了因烟支重量波动大而产生的废烟支数量,降低了原辅材消耗,实现了一定经济价值。
Abstract:In order to meet the high-quality development requirements of the company, consolidate the high-quality development foundation of our factory, and lay a solid foundation for the homogenization and stabilization of cigarette products. In this paper, the whole process of ZJ17 cigarette machine is analyzed. By using QC and six sigma correlation analysis tools, the key factors affecting the fluctuation of standard deviation of cigarette weight in our factory are found, and the corresponding equipment transformation is carried out. The standard deviation of cigarette quality of cigarette machine is effectively reduced. At the same time, the quantity of waste cigarettes produced due to the large fluctuation of cigarette weight is reduced, the consumption of raw and auxiliary materials is reduced, and a certain economic value is realized.1 概述ZJ17卷烟机是中国烟机公司通过技贸合作的方式从德国HAUNI公司引进的高速卷烟机。
卷烟生产过程中烟支单支克重的影响因素研究
卷烟生产过程中烟支单支克重的影响因素研究摘要:在卷烟生产过程中,制丝、卷接、包装等过程涉及的生产工艺环节较为繁琐,其烟支单支克重的影响因素也较多。
卷烟生产车间的人员技能水平、设备、参数设置、烟丝水分等都会影响到烟支的单支克重。
本文对卷烟厂的检测数据、设备等方面内容进行整合和探析,分析卷烟生产过程中烟支单支克重的影响因素,降低烟支单支克重的波动。
关键词:卷烟生产;烟支单支克重;影响因素引言:经过数据分析和研究发现,我国虽然是世界上卷烟生产量最大的国家,但是在针对卷烟质量的调查研究中发现,我国卷包成品烟支克重偏差较大。
对此,为保证卷烟生产企业的正常运行以及卷烟行业的高质量发展,需要针对烟支单支克重的影响因素进行详细的分析。
深度挖掘影响因素的主要成因,从而提出针对性的解决方法,保障卷烟生产企业的正常运行,提高卷烟成品的质量。
一、卷烟生产过程中烟支单支克重的影响因素分析实验(一)分析克重影响原因并制定方案在研究卷烟生产过程中烟支单支克重的影响因素时,需要从操作人员、生产设备、车间水分含量、烟丝水分含量、车间设备参数等方面进行检查。
利用理论分析、现场检查、调查数据分析等方法进行具体的分析,查找真正的影响因素。
(二)制定规范的重量调整方法1、在卷烟车间的生产过程中,至少按照每组一小时的测量频率来进行,保证每组的质量数据处于正常的范围内波动。
2、在测量过程中,需要保证每组的烟支质量,还需要对烟支单支的重量进行定点测量,如果处于正常的范围内,则可以继续进行。
如果波动较大,则需要进行优化调整。
二、控制烟支单支克重偏差较大的措施(一)查询卷烟机的设备数据,分析烟支单支克重偏差较大的原因在对本企业生产的卷烟数量、卷烟类型、卷烟批次等信息进行对比性的实验分析之后,可以发现在卷烟生产过程中因为机器设备、人员操作、生产参数设置、车间来料烟丝水分等原因都会影响到烟支单支克重。
同时也会因为各个因素的变化和波动引起烟支单支克重的偏差。
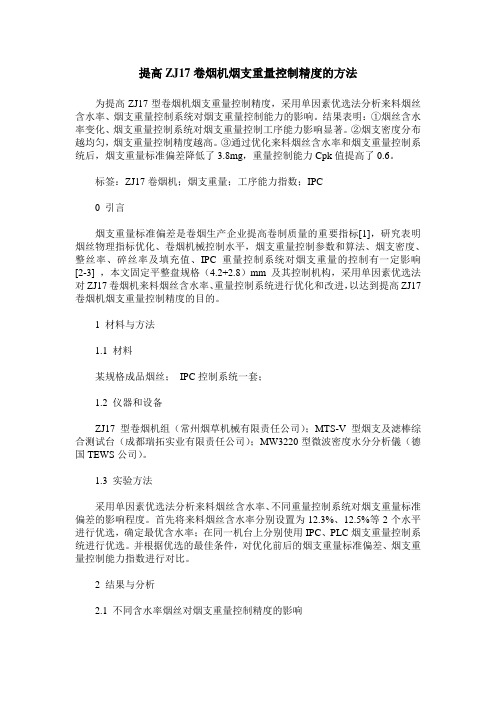
基于TRIZ理论的烟支单支克重偏差的改进
基于TRIZ理论的烟支单支克重偏差的改进何㊀兴摘㊀要:二十世纪九十年代以来,PASSIM卷接机型已经逐步成为各大㊁中型烟草企业的主流卷接设备,但在设备运行中由于烟丝供丝不均,造成PASSIM烟支单支克重偏差较大,对产品质量控制造成不利影响㊂文章以TRIZ创新理论为指导,通过矛盾矩阵分析方法,找出对设备进行改造的合理有效方法,有效地解决了这一难题㊂通过对设备的改进,使得烟支单支克重标偏(SD)从平均0.025下降到了0.021,减小了内外排烟支重量的波动,提高了产品质量稳定性,并且改造后的设备部件结构更为简单,为设备保养和管理带来了很大的方便,同时带来了巨大的经济效益㊂关键词:TRIZ理论;PASSIM卷接机;烟支单支克重偏差;设备改进一㊁引言烟草制造企业为了满足竞争日益激烈的市场需求,引进了大量国内外先进烟草加工制造设备,这其中就包括了PAS⁃SIM7000卷接机㊂ZJ19(PASSIM7000)卷接机组是由中国烟草总公司引进英国MOLINS公司技术,由许昌烟草机械有限责任公司制造,该机组经由许昌烟机公司改造后,生产速度可达8000支/分㊂在引入先进设备的同时,各个烟厂也需要重视对设备进行一些必要的改进以适应不同生产环境和不同原辅材料对产品工艺质量的影响㊂二㊁TRIZ理论介绍TRIZ的意思是发明问题解决理论(TheoryoftheSolutionofInventiveProblems),由苏联发明家里奇.阿奇舒勒在1946年创立㊂他们从大量专利中取出符合要求的部分专利,并将其中各种发明问题的最有效的解决方式进行综合整理,形成了TRIZ解决发明问题的基本方法㊂这些方法,又可以广泛应用于新的发明问题中,帮助人们获得灵感,找出发明问题最有效的解决方式㊂TRIZ主要解决发明过程中遇到的冲突问题,主要包括技术冲突和物理冲突㊂技术冲突是指改善一个子系统中的有用功能(工程参数),导致另一个功能(工程参数)产生恶化㊂比如增大卷烟机的排梗量可以减少烟支刺破,但却会造成烟丝消耗的上升㊂物理冲突指仅涉及系统中的一个子系统或部件,而对该子系统或部件提出了相互矛盾的要求㊂如我们希望设备的生产速度越快越好,但生产速度越快对设备的损耗也就越大㊂物理冲突是TRIZ要研究解决的关键问题之一,与技术冲突相比,物理冲突是一种更尖锐的冲突,设计中必须解决㊂目前应用广泛的矛盾矩阵表是冲突解决原理最直接有效的TRIZ应用工具㊂当发明过程中遇到有冲突的问题时,将冲突的两个方面整理成符合矛盾矩阵的标准参数代入矩阵的行和列中,在行列的交叉点就能够找到解决冲突的有效原理㊂通过冲突解决的原理的启发,最终能够辅助发明者找到正确的思考方向㊂三㊁TRIZ理论在解决PASSIM烟支单支克重偏差的应用(一)PASSIM重量控制装置的现状分析要解决PASSIM烟支单支克重偏差我们需要先了解PASSIM卷接机的烟支重量控制工艺流程:烟丝经过PASSIM供料系统的两步风分共同作用后,使烟丝与烟梗及杂物得以较充分地分离,通过集流管将吹浮的烟丝吸附,使烟丝转向并加速抛入吸丝道㊂吸丝道在负压的作用下,将供料系统供给的烟丝沿吸丝道上吸而被吸附在吸丝带上,随吸丝带运动形成连续烟丝束雏形㊂在重量控制装置的作用下,由平准器对所供烟丝束雏形进行修剪,使烟丝束的截面基本均匀一致,确保规定长度上的烟丝束重量偏差较小㊂修剪下来的烟丝在螺旋回丝器与回丝振槽的作用下送至供料系统以重新利用㊂但是在实际生产过程中,平准器作为重量控制装置中的重要部件由于被烟尘污染导致伺服电机控制的不精确和不稳定造成重量控制失衡,无法适应我厂生产要求㊂因此,目前我厂PASSIM卷接机组生产的烟支重量均采用手动调节重量的方式来控制,也就是通过手柄手动调整平准器的位置,将平准器固定在某一个合适的位置,因此这就对来料烟丝密度有了更严格的要求,我们需要保证吸附在吸丝带上的烟丝更加均匀且足够多才能确保平准器控制的有效性,也就是说需要保证经过集流管被抛入吸丝道的烟丝密度的稳定性㊂由于由定子和转子组成的集流管采取的是负压吸附烟丝的方式来输送烟丝,造碎的烟丝很容易将集流管上部分负压吸风孔堵塞,同时积淀的烟尘粘附于定子上改变了定子的轮廓形状,最终导致提供的烟丝流密度不均匀㊂尤其是来料烟丝碎丝率较大时,需要经常对集流管进行清洁保养才能保证烟支重量达到工艺要求㊂(二)定义TRIZ矛盾和关键参数通过上述分析,我们可以确定造成我厂PASSIM烟支单支克重偏差大的主要原因是:集流管的负压吸风口容易被造碎的烟丝堵塞,造成了烟丝流密度的不稳定,最终导致生产出来的烟支克重偏差较大㊂但由于改变集流管构造涉及负压气路等多方面的改动,改造难度较大,这样就产生了技术矛盾,描述为:为了保证烟支单支克重稳定,就需要保证烟丝流来料密度的稳定性,并直接导致需要对集流管进行重新设计,间接导致了设备的复杂性(恶化)㊂从上述技术矛盾推导中,可以看出:要改善的参数为烟丝流来料密度的稳定性,对应到TRIZ矛盾矩阵表中的39个通用工程参数中,最合适的需要改进的参数是(13)物体稳定性;恶化的参数为(36)设计复杂性㊂通过查询矛盾矩阵,找到推荐的创新原理,如表1所示:表1 适用的创新原理改善的参数恶化的参数(36)设计复杂性(13)物体稳定性 (2)㊁(35)㊁(22)㊁(26)㊀㊀各创新原理的具体解释如下:(2)抽取:从物体中抽出必要的部分或属性㊂(35)物理或化学参数变化:改变物体的物理状态㊁浓度或黏度㊁柔性㊁温度或体积等参数㊂(22)变害为利:将有害的要素相结合来消除有害的作491技术与检测Һ㊀用㊁利用有害的因素,得到有益的结果㊁增加有害因素的幅度直至有害性消失㊂(26)复制:用简单㊁廉价的复制品代替复杂㊁高价㊁易损㊁不易获得的物体㊂(三)TRIZ方案的实施结合TRIZ理论中提供的案例和长期的工作经验,我们选择抽取原理和复制原理制订解决方案㊂1.由于集流管的主要作用是输送烟丝,因此我们将抽取并保留它的这一主要功能属性,但是对于存在缺陷的负压吸风结构设计应当舍弃㊂2.利用复制原理,我们可以设计一个结构更为简单的装置来代替结构较为复杂的集流管㊂结合以上两点的综合考虑,我们可以重新设计一个抛丝辊取代集流管,通过吹向抛丝辊的高压气流辅助烟丝到达抛丝辊处,烟丝受到抛丝辊导向,随高速旋转的抛丝辊表面沿切向送到烟丝前导板,在前导板有一排高压风孔,形成一排气流,将烟丝导向并减速送入吸丝道㊂抛丝辊的结构由于不再需要负压可以将小风机及其相应气流管道等结构取消㊂同时,抛丝辊变成实心体,在抛丝辊上增加滚花增大摩擦系数,以利于烟丝的输送㊂(图1)图1 抛丝辊工艺结构示意图(四)改进效果通过对集流管改进前后各一个月PASSIM烟支重量数据统计,烟支重量标偏(SD)从平均0.025下降到0.021,有效控制了烟支重量的波动,对稳定产品质量起到了积极作用㊂改进后的抛丝辊结构更为简单,保养更为便利㊂同时,取消小风机及其管路也减少了一项维修保养的项目,减轻了维保人员的工作强度㊂四㊁结论文章初步了解了TRIZ理论,并通过TRIZ在PASSIM烟支单支克重偏差问题中寻找改进方案的过程,实践中运用了TRIZ技术矛盾解决矩阵,解决了设备改造时的技术难题㊂可以看出,TRIZ理论中能够重塑我们思考解决问题的模式,并能够提供有效的问题分析和解决方案,保证我们按照正确的方向去寻找问题的解决方法㊂参考文献:[1]檀润华.创新设计TRIZ:发明问题解决理论[M].北京:机械工业出版社,2002.[2]‘卷烟卷接工专业知识“编写组编.卷烟卷接工专业知识[M].郑州:河南科学技术出版社,2012.[3]王德吉.TRIZ在GDX2包装机白卡纸接头剔除装置改造中的应用[J].自动化博览,2011(11).作者简介:何兴,江西中烟井冈山卷烟厂卷包车间㊂(上接第193页)使用的方法,也是一种药品检验必不可少的重点手段㊂在国家药监局或者基层药品管理机构当中,对于药品的检验工作,主要的技术基本集中在药品化学性质的检测方面㊂不同的药品,其具有不同的化学性质㊂通过化学反应,观察药品反应的现象,去反应速度㊁气泡有无㊁颜色变化㊁气味的散发等,使用化学反应操作的烧杯㊁玻璃棒㊁试管㊁漏斗等一系列仪器,或者使用专门的药品检验设备,能够为合理㊁有效㊁准确的检验药品提供良好的条件㊂使用药品的化学性质,进行化学反应,如分析化学中的沉淀反应㊁电极反应㊁离子反应㊁标准溶液与待测溶液的反应等,都可以对药品化学性质进行检验,从而确定药品的安全性和质量性㊂(三)加强药品检测人员的工作在药品检测中,为保障检测的效果具有方法,从而达到有效的成果,所检测的工作人员是这个过程中的主要影响者㊂这时在加强药品检测时,首先要对工作人员自身的专业技能做出提升,只有检测人员具备一定能力,才能将检测方法,落实到工作当中㊂对此,管理人员就可以对药品检测人员做出定期的培训,并且每天都可举行一次会议,来加强工作人员的思想态度,从而也可以举例说明,药品的检测,在医学当中的重要性质,以及出现问题的案例,才能提高工作人员对药品检测重要性的意识,更好的通过自身的专业能力,达成对医药发展的检测㊂五㊁结语根据以上的分析可见,药品检验就是在国家相关制度及其标准的指导下,对药品进行生产日期㊁厂家㊁包装质量㊁性能㊁药品质量㊁安全性等全面的检测㊂药品检验对于用药的安全性㊁药品市场的规范㊁药品纠纷的解决等,具有积极的作用㊂在药品检验中,通过肉眼观察药品的包装㊁结合药品基本特征进行检验㊁依照药品化学性质进行真伪性和优劣性的检验等,是药品检验的常用技术㊂参考文献:[1]宋孝芳,豆艳芝.药品检验中的相关技术分析[J].饮食保健,2019,6(9):290-291.[2]刘毅,吴建敏,鲁涓,等.差示扫描量热法在化学药品对照品纯度分析中的应用[J].中国新药杂志,2017(10):1115-1118.[3]杨晓赫,高晗,单柏宇,等.分析药品检验中的相关技术[J].世界最新医学信息文摘,2017,17(4):160-161.作者简介:杜柏桥,通标标准技术服务(上海)有限公司㊂591。
烟支单支克重偏差影响因素分析
0引言烟支单支克重偏差是衡量卷烟生产企业工艺生产水平的一项重要指标,不仅制约着企业的生产制造成本,且对卷烟的其他物理指标如吸阻、硬度、总通风率等物理指标也有着不同程度的影响,对由重量产生的其他派生指标如重量均值、重量标偏、重量过程能力指数、重量变异系数及重量合格率、重量标偏合格率、重量过程能力指数合格率等指标的高低也起着决定作用。
为此,根据数据库查询结果,围绕卷烟质量控制也开展了一系列的研究改进工作。
黄威在《微波检测技术在烟支重量控制系统中的应用》[1]中介绍了卷接机组烟支重量检测和控制系统的工作原理;王胜枝、肖伟忠等在《卷烟生产中梗签二次分离装置的设计》[2]中介绍了梗签二次分离装置的总体结构设计,分析了工作原理,并基于梗签与烟丝受力分析对风机和软管的参数进行选择;向虎、郭阁等在《卷烟机平准盘最佳凹槽深度研究》[3]中利用无凹槽平准盘对卷烟进行试验,通过硬度、空头、端部落丝量等指标确定最佳紧头和中段密度,根据经过平准盘后吸丝带下方烟丝束与成品烟条内相应部位烟丝含量相等,推算出凹槽体积的计算方法,最终确定卷烟机平准盘最佳凹槽深度;赵迎春,王颖在《ZJ17卷接机组中SRM90重量控制系统的参数设置》[4]根据烟支的具体型号、质量精度和实际操作经验等对SRM 重量控制系统的状态设置、牌号设置、基本参数设置和内部参数设置进行了精确选定。
由于导致烟支单支克重偏差的影响是多因素交互作用的结果,单一因素的分析改进针对局部作用效果明显,但实际生产过程中并不具备充足条件进行微细调整研究,只能基于烟支情况、设备状态、工艺条件保障情况进行判断,以最利时效性原则对烟支单支克重波动进行控制。
下面以PROTOS70卷烟机为例,对影响烟支单支克重的因素进行分析,并提供参数设置合理范围及最佳合理化建议,为实际生产提供帮助。
1烟支单支克重影响因素及措施1.1微波重量控制1.1.1测量原理由于微波信号频率高、变化速度快,对材料密度及湿度的变化反应极其敏感,当烟条通过微波的电磁场时,由于烟条的密度及水分含量的不同,使微波电磁场能量参数发生变化,我们利用电磁场能量参数的变化来检测烟丝条的重量。
提高ZJ17卷烟机烟支重量控制精度的方法
提高ZJ17卷烟机烟支重量控制精度的方法为提高ZJ17型卷烟机烟支重量控制精度,采用单因素优选法分析来料烟丝含水率、烟支重量控制系统对烟支重量控制能力的影响。
结果表明:①烟丝含水率变化、烟支重量控制系统对烟支重量控制工序能力影响显著。
②烟支密度分布越均匀,烟支重量控制精度越高。
③通过优化来料烟丝含水率和烟支重量控制系统后,烟支重量标准偏差降低了3.8mg,重量控制能力Cpk值提高了0.6。
标签:ZJ17卷烟机;烟支重量;工序能力指数;IPC0 引言烟支重量标准偏差是卷烟生产企业提高卷制质量的重要指标[1],研究表明烟丝物理指标优化、卷烟机械控制水平,烟支重量控制参数和算法、烟支密度、整丝率、碎丝率及填充值、IPC重量控制系统对烟支重量的控制有一定影响[2-3] ,本文固定平整盘规格(4.2+2.8)mm及其控制机构,采用单因素优选法对ZJ17卷烟机来料烟丝含水率、重量控制系统进行优化和改进,以达到提高ZJ17卷烟机烟支重量控制精度的目的。
1 材料与方法1.1 材料某规格成品烟丝;IPC控制系统一套;1.2 仪器和设备ZJ17型卷烟机组(常州烟草机械有限责任公司);MTS-V型烟支及滤棒综合测试台(成都瑞拓实业有限责任公司);MW3220型微波密度水分分析儀(德国TEWS公司)。
1.3 实验方法采用单因素优选法分析来料烟丝含水率、不同重量控制系统对烟支重量标准偏差的影响程度。
首先将来料烟丝含水率分别设置为12.3%、12.5%等2个水平进行优选,确定最优含水率;在同一机台上分别使用IPC、PLC烟支重量控制系统进行优选。
并根据优选的最佳条件,对优化前后的烟支重量标准偏差、烟支重量控制能力指数进行对比。
2 结果与分析2.1 不同含水率烟丝对烟支重量控制精度的影响选择同一牌号烟丝,将烟丝含水率分别控制在12.3%、12.5%,然后使用同一台卷烟机进行卷制,分别取10组烟支运用综合测试台进行重量控制能力测量,并运用单因素方差法进行分析。
影响烟支重量精度的因素与处理措施
性 。为此 , 通过拆 除铰链板 , 对电气 系统进行模拟铰链板开合过 程改造 , 可 以使落料 器送人计量箱 的烟丝连续 , 且取消 了落料器
下落烟丝在重力作用下对原有计量箱烟丝 的间歇性 冲击 ,能更 好地保证计量箱烟丝 的均匀性 。 2 . 定量辊 烟丝团的稳定性直接影响烟只单支重量的稳定性 。设备 的
磨损情况 , 发现磨损严重 的要及时更换。每周维 护调 整 1 次, 确 保粗细针辊之间的间隙在 0 . 8 ~ l m m, 以保证供丝的均匀性。
5 . 粗细钩子辊 的变速驱动
粗细钩子辊的速度波动使烟丝团大小 均匀不易 于保证 。变
系统 驱 动 为 独 立 驱 动 。 粗 钩子 辊 由伺 服 电机 直 接 驱 动 , 细 钩子 辊
为 目标设计的 , 没有考虑单支烟重量控制精度 的要求 。
二、 影 响烟支重量精度的因素分 析与处理措施 通过对烟支卷制流程进行试验研究与系统分析 ,找到制 约 烟 支单支 重量 控制精度 的因素 主要 有 2 5 个 关键点 。通过对设 备进行调整 、维护与局部改造等方式加 以改善和提高单支烟控 制精度 。 1 . 落料器
在机器运转期间 , 灰尘易被 吸入集流管 , 将会 在烟道底部 导
致阻塞 , 从而使漂浮室的负压 不稳 , 影响烟丝的均匀稳定 性。定
期拆下集流管的定子 , 除去集流管内的烟尘 。
7 . 漂 浮室
卷烟机漂浮室 的负压 由卷烟机风机单独提供 ,负压风机始 终 以恒定速度运行 ,当进入漂浮室 的烟丝不均匀或设备加减速 时漂浮室的负压不能满足均匀性和稳定性 的要求 。根据对吸梗
浅谈影响单支卷烟重量控制精度的分析与探讨
《浅谈影响单支卷烟重量控制精度的分析与探讨》摘要:因为劈刀的控制是一种滞后响应,前面检测的烟支不合格,后面生产的烟支未必就不合格,因此劈刀大幅度上下运动极易造成超调现象,从而增大烟支的重量偏差,各参数的设置应根据机器状况、原附材料的情况、控制效果等现场调整,自动IO测量功能、重量校准功能一定要使用,这样才能保证重量控制精度,综上所述,单支卷烟重量控制精度是一个复杂、系统的过程,需要我们在实际生产工作中不断地进行探索与研究,使卷烟单支重量控制精度逐步的完善,满足生产工艺的要求刘友【摘要】现在使用卷接设备烟支重量控制系统存在着(1)烟支重量超标(2)烟支重量离散大(标准偏差、离散系数超标)(3)空头率高,为减少烟支空头增加烟支平均重量使得消耗增加(4)内外排烟支重量差异大等问题。
【关键词】单支卷烟重量控制精度分析探讨1. 影响控制精度的因素分析控制精度的偏差除了与设备的自身状况、现场使用与维护等有很大关系,具体来说,以下多种因素均会对控制精度造成影响。
1.1原辅材料烟丝质量的优劣对卷烟质量有很大影响,优质的烟丝柔软绵长,卷制的烟支不但外观、透气度良好,很少有空头产生,而且单支平均重量偏差可以控制在20mg以内,重量控制精度相对较高,很少出现不合格的超重、偏轻或竹节烟。
而劣质的烟丝除碎、短外,还掺杂有不少附加物,使烟丝发干、硬,卷制的烟支透气度差、空头多,最重要的是使供丝不均匀,极容易产生超重、偏轻或竹节烟。
1.2供丝系统供丝系统有两部分需要速度调整:(1)提升带速度。
(2)大梳理鼓速度。
提升带是靠变频器驱动,具体原理是根据计量室里的烟丝团高低,由PLC控制变频器,调整提升带速度。
在机器全速运行时,若探测到烟丝团高,则提升带低于机器速度的25%运行。
反之,则高于机器速度的25%运行。
提升带的调整不能平滑过渡,因此易造成烟丝团的过高或过低。
虽然该信号在PLC程序内做了延时处理,但仅使用两个传感器检测烟丝团,检测不够精确,易造成供丝不均。
ZJ17卷烟机SRM参数对烟支重量控制精度的影响
ZJ17卷烟机SRM参数对烟支重量控制精度的影响摘要:本文从实际工作中通过对ZJ17卷烟机SRM参数的应用过程中研究和分析,找出了影响烟支重量控制精度的SRM参数。
并对SRM参数优化方法进行了阐述,为提高烟支重量控制精度提供了较好的途径。
关键词:SRM参数;控制精度;ZJ17卷烟机;烟支重量;参数优化《卷烟工艺规范》要求对生产过程中的工艺参数进行有效控制,加强了烟支物理指标允差的控制要求,规定单支重量标准偏差应≤21.0mg[1]。
重量控制系统对于烟支重量控制有着十分重要的作用,在烟支卷接过程中,对烟支重量进行设置、检测、控制、识别、剔除不合格烟支,确保生产出重量符合设计要求的卷烟[2]。
因此,对针对SRM各参数进行相关性分析,找出SRM参数对烟支重量控制精度的影响,旨在通过SRM参数优化提高烟支重量控制精度。
1 材料和方法1.1 材料与仪器设备某规格成品烟丝; ZJ17型卷烟机组(常德烟草机械有限责任公司);烟支及滤棒综合测试台(成都瑞拓实业有限责任公司);MW3220型微波密度水分分析仪(德国TEWS公司)。
1.2 方法控制变量法:采用同一牌号烟丝、同一送丝方式,同一卷烟机组,同样车速(7000支/min)、卷制成相同规格的烟支在不同SRM参数设置状态下的烟支重量控制精度的对比。
烟支重量控制精度检测:烟支重量每次取样30支,按随机抽样的方式展开,计算烟支重量偏差,偏差的计算公式为:控制精度评价:按烟支重量偏差低于21.0mg为合格,采用合格率评价控制烟支密度的检测:烟支密度每次随机取样内、外排各50支。
采用MW3220型微波密度水分分析仪进行检测,仪器按照标准方法进行校准。
2 结果与分析2.1 SRM参数相关性分析由于SRM各参数之间存在着特定联系,为找出参数之间的联系,以西昌卷烟厂10台ZJ17卷烟机做为调查对象,对SRM部分重要参数进行了数据采集、分析。
数据见表1。
由表1数据分析得到结论: M目标重量=校准斜率*M内部标量+ M校准调整满足线性关系y=kx+b。
PT70卷烟机运行参数对烟支重量稳定性影响及优化
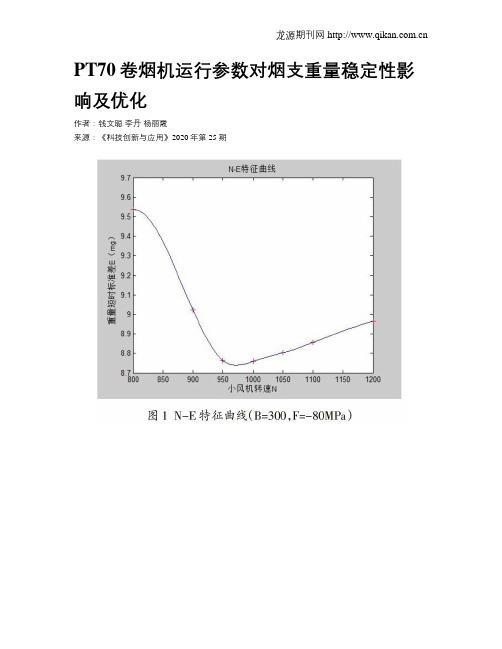
PT70卷烟机运行参数对烟支重量稳定性影响及优化作者:钱文聪李丹杨丽霞来源:《科技创新与应用》2020年第25期摘 ;要:PT70卷烟机运行参数中小风机转速、回丝量以及VE风室负压是对烟支重量稳定性影响较大的运行参数。
通过实验以获得烟支重量标准偏差,从而确定各运行参数对烟支重量稳定性的影响,并以此为依据,对运行参数进行优化,以提高烟支重量稳定性。
关键词:卷烟机;运行参数;重量稳定性中图分类号:TS43 ; ; ; ; 文献标志码:A ; ; ; ; 文章编号:2095-2945(2020)25-0077-04Abstract: Roller speed of small fan, rate of recycling excess tobacco and negative pressure of VE are the operating parameters of cigarette maker that affect the stability of cigarette weight powerfully. The data of cigarette standard deviation getting from the experiment is researched to find out the relationship between the operating parameters and the stability of cigarette weight. And an optimization process is launched based on the relationship to enhance the stability of cigarette weight.Keywords: cigarette maker; operating parameters; stability of cigarette weightPT70卷烟机是国内卷烟生产企业广泛使用的设备[1],其烟支的重量控制是卷烟生产工艺中一个极为重要的环节。
浅谈影响烟支重量的因素及控制烟支重量的意义

浅谈影响烟支重量的因素及控制烟支重量的意义作者:付东华来源:《经济视野》2016年第02期摘要:本文从工艺及设备两方面分析了影响烟支重量的因素。
提高烟丝质量,可以降低烟支重量。
提高设备加工精度、加强设备检查力度,可以提高烟支重量控制水平。
为了改善卷烟的感官质量,减少有害物质生成,从而减少对吸烟者的身体伤害,适当降低烟支重量,控制烟支重量波动意义重大。
关键词:烟支重量影响因素感官质量一般烟支重量通常用两种方法来表示,即单支烟重量和烟支组重量。
两种表示方法意义不同,利用数学方法进行分析时,单支烟重量反映的是烟支重量的离散度,烟支组重却可以反映烟支在重量上的稳定性。
在卷烟生产加工过程中,烟支重量是一个较为关键得参数也是质量控制的一个重要指标,烟支重量的控制精度可以反映一个卷烟企业是否拥有先进的设备、是否有较高的工艺管理水平以及员工的质量意识是否较高。
下面就影响烟支重量的几方面进行阐述。
工艺方面的影响因素1.烟丝造碎率。
造碎率高的烟丝,在经过卷烟机卷制时,容易出现空头烟,因此为了降低烟支空头率,会适当增加烟支重量。
通过研究分析发现烟丝质量是影响烟丝造碎率的重要原因。
烟丝质量主要包括烟丝外观、含水率、整丝率、碎丝率、烟丝填充值。
烟叶经过调制、分级、复烤、发酵后再加工成烟丝。
不同品种的烟由于配方不同,采用的烟丝等级也不同。
例如,低档烟的烟丝选用的烟叶色泽差、油性差,这样的原料加工出来的烟丝必然韧性较差,运输及加工过程中造碎率较高,卷制成形时会出现烟支空头,一般在生产低档烟时,烟支会偏重。
为了降低这种影响,就要提高烟丝的质量。
实验表明相同的烟丝在同一含水率条件下,烟丝整丝率越高其填充值也越大。
这就需要加强制丝车间的工艺管理,提高制丝生产设备性能,降低生产过程中烟丝造碎率。
2.烟支密度。
烟支是由原辅材料通过卷制成形、滤嘴接装加工而成。
因此烟支的重量包括:烟丝、滤嘴、水松纸、盘纸及胶水的重量。
辅料重量较为稳定可不做考虑。
卷烟重量新型控制方法的设计与应用
卷烟重量新型控制方法的设计与应用发布时间:2022-09-28T07:55:31.709Z 来源:《福光技术》2022年20期作者:周航天王志勇赵晓兵[导读] 对于卷烟行业来说,质量是企业的竞争力。
卷烟企业作为产品制造第一线,产品质量加工水平的高低直接关系着卷烟企业的生存与否。
河南中烟工业有限责任公司漯河卷烟厂河南省漯河市 462000摘要:针对烟支重量控制精度不够高和标准偏差较大等问题,采用烟支重量的标准偏差作为响应变量,优化设计响应曲面的参数,得到响应曲面回归模型,进一步根据响应曲面回归模型,采用指数加权移动平均的方法,对烟支重量进行反馈调整。
参数设计好后,在实际生产过程中根据生产结果的变化对烟支重量进行反馈调整,最终达到有效提高了烟支重量控制的精度,进一步保证卷烟重量的稳定性的目的。
关键词:烟支重量标准偏差;响应曲面回归模型;指数加权移动平均;反馈调整对于卷烟行业来说,质量是企业的竞争力。
卷烟企业作为产品制造第一线,产品质量加工水平的高低直接关系着卷烟企业的生存与否。
烟支的重量对稳定卷烟内在质量起到举足轻重的作用。
在卷烟卷制过程中,单支卷烟的重量控制往往是通过微波或红外对烟条密度的检测来推算烟支重量,再通过PID反馈控制平整器位置的往复移动实现对卷烟重量的调节,这种控制方法响应速度较慢,它通过一个较长的烟条的平均密度来计算单支重量,使得过程中出现的重量波动很难及时被发现并有效控制。
因此,亟需一种卷烟重量控制方法。
1 建立响应曲面回归模型在卷烟卷制过程中,影响卷烟重量控制的因素有很多,主要包括:平整器刀片间隙、和/或弹丝漉转速、和/或小风机气压。
为了提高重量控制的精度,降低烟支重量的标准偏差,首先将烟支重量的标准偏差作为响应变量,以平整器刀片间隙、弹丝漉转速、小风机气压等为自变量,对响应曲面的参数进行优化设计。
1.1 实验设计根据实际情况,选择中心复合表面设计,针对平整器刀片间隙、弹丝漉转速、小风机气压这三个自变量,每个自变量选取一个较高水平参数和较低两水平参数,作为一个示例而非限定,将平整器刀片间隙这一自变量的低水平参数设置为0.5,高水平参数设置为1.5;将弹丝漉转速这一自变量的低水平参数设置为40,高水平参数设置为60;将小风机气压这一自变量的低水平参数设置为1000,高水平参数设置为1600。
矿产
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
利用相关系数法计算卷烟吸阻与重量的相关系数为0.86,可见卷 烟的重量与卷烟的吸阻强相关。
2011年7月
南宁卷烟厂 真龙QC小组 第3页
吸阻示意动画
滤棒
盘纸透气度
2011年7月
短支烟
水松纸透气度
吸阻是对卷烟感官质量 影响很大的一项物理指标。
度
南宁卷烟厂 真龙QC小组 第5页
超标的概率与标准偏差的关系
小组成员利用正太分布的QC统计工具,计算烟支重量超标的概率与烟支重量标准偏差的关系如下:
LSL
USL SD=15
SD=26
2011年7月
可见,标准偏差越大,重量超标的概率
越高,因此小组决定采用重量标准偏差作为 课题的考察指标。
南宁卷烟厂 真龙QC小组 第6页
注:计划进度
2011年7月
实际进度
南宁卷烟厂 真龙QC小组 第8页
四、设定课题目标
经过讨论决定本次QC活动以工艺考核值为课题目标:
烟支重量标准偏差小于23mg。
27
26.7
26
25
24 23
23
22 现状
工艺要求
23 目标
2011年7月
南宁卷烟厂 真龙QC小组 第9页
五、目标可行性分析
可行性分析1 引起烟支重量波动的原因分析
结论:不同规格的卷烟设计的平均重量不相同,但是生产的卷烟重量标准偏差 没有明显区别,因此烟支的重量标准偏差与配方没有相关关系。
2011年7月
烟支的重量标准偏差与烟丝的 配方无关
南宁卷烟厂 真龙QC小组 第12页
小组成员又对不同的机台的标准偏差进行调查:
结论:不同的卷接机生产卷烟的重量标准偏差明显不同,因此烟支的重量 标准偏差与机器有关。
400
200
0 -90 -70 -50 -30 -10 10 30 50 70 90
降低烟支重量的标准偏差
调查2010年5月车间重量标准偏差的情况
卷烟重量的标准偏差26.63mg
降低烟支重量的标准偏差
南宁卷烟厂 真龙QC小组 第7页
三、活动计划
课题确定后,我QC小组遵循PDCA活动程序,结合业务工作安排制定了如下活动计划。
57.67%
74.87%
85.33%
87.52%
102
62
74
13
100% 80% 60% 40% 20%
0 重量调整
烙铁设定
机器速度
进刀复位
其他
重量控制系统并不稳定
南宁卷烟厂 真龙QC小组 第15页
利用类似的方法我们对比不同的卷接机各部分的工作情况:
查阅卷接机的资料可知卷接机的重量控制系统包括:供丝部分、重量控制 部分和废品剔除部分,经小组讨论分析得出结论:
2011年7月
卷接机的重量控制系统不稳定是问题的症结
南宁卷烟厂 真龙QC小组 第16页
目标可行性分析:
❖ 小组成员随机抽查了984支计卷算这烟批的卷重烟的量标:准偏
差为26.3,假如剔除超 过工艺要求的42支卷烟, 那么标准偏差降低到 22.9mg,通过改善重量 控制系统的稳定性,保 障不合格的烟支准确剔 除,可以实Q现C课小 题的目
滤棒
4.2 盘纸
6.5 水松纸
20% 4.4
胶水
标准偏差(mg)
30 25 25.4 95.49% 99.62% 99.62% 99.62% 20 15 10
100% 80% 60% 40%
5பைடு நூலகம்
0 烟丝
1.1 滤棒
0 盘纸
0 水松纸
20% 0.1
胶水
2011年7月
南宁卷烟厂 真龙QC小组 第11页
不同牌号的卷烟的烟丝配方或成分不相同,因此小组成员对不同牌号的卷烟 重量进行调查。
2011年7月
南宁卷烟厂 真龙QC小组 第1页
一、小组概况
2011年7月
南宁卷烟厂 真龙QC小组 第2页
人员结构图
17% 42%
41%
管理人员 技术人员 操作人员
二、选题理由及课题确定
(一)选题理由 小组成员调查1000支卷烟吸阻与重量的关系,用散点图统计如下:
1.8 1.6 1.4 1.2
1 0.8 0.6 0.4 0.2
烟支的重量标准偏差与设备有关
2011年7月
南宁卷烟厂 真龙QC小组 第13页
小组成员对烟支在卷接机的生产流程进行分析:
烟丝
供丝
成条
重量控制
供嘴
接装
切割
打条
供纸
2011年7月
剔废
装盘
南宁卷烟厂 真龙QC小组 第14页
卷接机的历史调整数据
2011年7月
600 500 400 342 300 200 100
南宁卷烟厂 真龙QC小组 第4页
引起烟支吸阻超标的原因
数量(支)
累积%
1000 800 600
92.4%
67.7% 677
98.6%
99.9%
100% 引起烟支吸阻超 标的主要原因是
80% 烟支的重量超标。
60%
400
200 0
重量
2011年7月
247
圆周
40%
62
20%
13
1
仅 吸 圆度 长
0
阻
经过现场调查,烟支的重量标准偏差烟支的重量标准偏差低于工艺要求 ,为了提高产 品质量,提高产品竞争力,车间成立公关小组,并将此次QC活动的课题定为:
公司要求
工艺考核要求
企业生产现状 选定课题
2011年7月
创建卓越卷烟工厂,不断提升顾客满意度
1200
1000
卷烟重量的标准偏差小于23mg
800
600
前言
❖ 南宁卷烟厂是以生产真龙卷烟为主的制造工厂, 年生产能力80万箱,拥有一条6000千克/小时制丝生 产线,16套卷接包装机组。我们一直秉承“卓越品 质铸真龙”的方针,为追求卷烟内在质量精益求精, 我们对卷烟的吸阻稳定进行控制。吸阻是对卷烟的 感官质量和焦油含量影响很大的一项物理指标,烟 支的重量的稳定性是影响烟支吸阻稳定的重要因素。 本次QC活动通过对卷接机重量控制系统(即SRM系统) 深入调查研究,改善卷接机的控制参数,降低烟支 重量的标准偏差,提高烟支重量的稳定性,使卷烟烟 支的吸阻稳定性得到进一步提高,从而提高产品的 内在质量。
小组成员对100支卷烟组成材料的重量进行测量:
2011年7月
南宁卷烟厂 真龙QC小组 第10页
烟支的重量标准偏差大主要材料在烟丝部分
平均重量(mg) 1200
1000 800
98.3% 80.0% 721.4
98.8%
600
99.5%
100% 80% 60%
40% 400
200 0 烟丝
165.3
标。 目 标 可 行
真
龙
组
2011年7月
南宁卷烟厂 真龙QC小组 第17页
专用章
人
卷
机
接
机
重
量
控
制
系
料
统
不
稳
法
定
环
测
2011年7月
员工不熟悉SRM系统
SRM系统培训不到位
重量控制部分 电路部分 供丝部分