烟支重量在线识别及控制
卷烟卷制包装质量自检程序1
卷烟卷制包装质量自检程序制定目的:为操作人员提供规范的质量自检操作程序,加强生产中的自检和自控能力,促使操作人员质量意识向责任和行为转化,弥补自检过程中的疏漏。
质控中形成一种规范的自检方式,促进产品质量的稳定和提升。
结合《卷烟制造工艺管理体系》中《卷烟卷制质量控制方案》制定本程序。
1、检测项目及步骤:1.1卷制质量检测项目分为:烟支两端切口、烟支长度、烟支外表、烟支搓接部分、烟支重量五项。
1.1.1烟支两端切口:①日测烟支端面是否空头、触头、不圆,切口是否卷边、斜面、毛口、挂烂。
②日测嘴棒端面是否有气泡、孔洞、变形、内飞边,切口是否有毛渣、斜面。
1.1.2烟支长度:①把内外排烟支同时放在量烟盘上日测烟支长度,若长短进一步确认,是内排长短还是外排长短、是烟支长短还是嘴棒长短。
1.1.3烟支外表:①日测烟支表面是否有皱纹、不洁、刺破。
②日测烟支搭口是否有翘边、夹沫、宽窄是否一致,上胶是否牢固(爆口)。
1.1.4烟支搓接部分:①把内外排烟支同时放在量烟盘上日测水松纸包裹烟支部分是否长短,若长短进一步确认,是内排长短还是外排长短。
②日测水松纸是否皱纹、字体衔接是否完整(圆周)、包裹烟支部分是否牢固(漏气、掉头),搭口粘贴是否牢固(飞边)、对齐(错牙、对口)、有无夹末。
③撕开水松纸日测上胶情况和上胶位置是否正确。
1.1.5烟支重量:①随机取20支烟为样品单位放在校准后的天秤上检测重量。
②分别检测内外排烟支的重量和单支重量并计算出两排偏差。
③用手轻握烟支感觉烟支内部填充效果,是否有竹节和空松。
1・2卷制质量具体检测方法及步骤:设备正常运行的情况下,在烟支出口处以100支烟为样品单位,对烟支的外观及内在质量进行全面检测。
①分别取内外排烟支,在日测完两端切口质量后,嘴棒朝下放置在量烟盘上。
(在取样时烟支轻握在手里感觉其软硬程度,以此来判定烟支的大致重量),②通过量烟盘上的刻度线分别对烟支长度、水松纸长短及两端切口是否平齐进行检测。
protost70卷烟机重量控制系统说明及图纸

Protor-70重量控制系统功能调试说明SRM烟条重量校准在以下情况下,必须进行重量校准。
1、首次启动生产线。
2、更换烟支牌号时。
3、当生产取样中的平均重量偏离设定的目标重量时。
4、更换扫描器或扫描器内测量管时。
第1页第2页SRM 牌号设置页面SRM 状态设置页面1、设定目标重量、烟条长度、切口距离(02 目标重量mg 、23 烟条长度mm、17 切口距离 mm)。
2、调整劈刀盘位置,以使在重量控制功能关闭的情况下当前烟支重量偏离◇ 额定重量不超过-30。
◇ 将重量控制功能关闭。
SRM状态设置/04 重量控制◇ 执行目标重量取样。
取样报告/01 目标重量取样如不能取样,先按第6~12页取样剔废功能调试设置好相关参数并能正确取出烟支,然后进入下一步。
◇ 将取出的烟条称重。
◇ 如果重量偏差大于±30mg,必须调整劈刀盘的位置,检查回丝量大小(35%~45%)及吸丝负压大小是否合适是否稳定(6~9KPa)。
◇ 重复这一过程,直到达到需要的重量偏差为止。
3、重量控制设置为关闭时的重量修正◇ 机器以4000支/分钟左右的速度运行。
◇ 利用重量调整参数把重量偏差调到接近于零。
◇ 如果调整了重量调整参数偏差变得更大,则必须根据先前调整的参数反向调整。
4、重量控制设置为打开时的重量修正◇ 机器以4000支/分钟左右的速度运行。
◇ 执行目标重量取样。
◇ 将取出的烟条称重。
5、如果偏离目标重量,重量调整方法如下示例◇ 进入SRM牌号设置页面。
◇ 目标重量:800mg。
◇ 取出的烟条称重,步骤4得出,结果为:790mg。
◇ 计算出差值:目标重量减去称重:800-790=10mg。
◇应设置的重量调整参数则为:10mg。
6、重复步骤4和5,直到单个烟条重量相当于设定的目标重量为止。
第3页第4页校准斜率设定取样报告页面取样结果页面1、随机取样50支烟条。
2、将取出的烟条称重,求得取出烟条的实际标准偏差。
3、读取取样结果页面中由SRM计算出来的标准偏差。
卷烟单支重量标准偏差的调整
卷烟单支重量标准偏差的调整作者:王红素来源:《人间》2015年第25期摘要:烟支单支克重的标准偏差决定了卷烟的各项物理指标,直观上造成卷烟吸味发生变化,间接上影响各原材料的消耗偏高,从而导致成本上升,并在一定程度上造成质量隐患。
为了及时排除质量、设备隐患,提高生产过程控制能力,因此特选定“降低卷烟单支重量标准偏差”作为此次研究对象,重点找出影响标准偏差波动的根源,制定有效的防控措施,从根本上提高产品质量。
关键词:标准偏差;CPK;改善中图分类号:TS47 文献标识码:A 文章编号:1671-864X(2015)09-0067-01一、发现问题通过采集2015年3月~10月卷烟四项物理指标,计算各项物理指标的标偏及CPK,发现重量CPK及标准偏差波动最大,重量的平均值为0.885g ,组内偏差24.2mg,组间偏差27.7mg,标准偏差较大,CPK只有0.88,过程控制能力不足,烟支克重不稳定,废品剔除率及消耗都很大。
二、验证测量系统卷包车间现有测综合测试台10台,车间有综合测试台校准制度及校验制度,由于综合测试台是电子显示,为了检验综合测试台的重复性和再现性现做了以下测量实验。
测量对象为烟支重量(连续数据),样本数量20个。
2名工艺员利用1#~10#台综合测试台对同20支烟支分别进行两次测量,并记录其结果。
测量系统分析中重要的指标包括系统的分辨力、重复性与再现性。
测量系统的分辨力是指系统识别并反映被测量微小变化的能力,用可区分类别数进行判别。
结论:通过分析得出,该测量系统的P/TV=7.47%,P/T=7.79%,可区分的类别数=17,表明测量系统可用。
三、找出关键因子从烟丝来料、烟丝供给、吸丝成型、烟条成型、烟支成型五个流程中逐个分析每个流程的输入因子,通过因果矩阵中的28个因子找出影响重量及其标偏的因子,并用柏拉图针对这28个有可能影响到关键输出的流程因子进行FMEA,通过一次FMEA从中筛选出了12个关键因子,并对部分因子进行了快速改善;通过二次FMEA从中筛选出了8个关键因子。
卷烟机新型重量控制系统设计与应用
卷烟机新型重量控制系统设计与应用摘要:为增加卷烟机生产烟支重量标偏的合格率,设计一种新型长短周期重量控制基本原理和方法。
用这种方法设计的系统在passim卷接机组进行试验应用,取得了很好的使用效果。
关键词:长短周期重量控制标准偏差中图分类号:tp271 文献标识码:a 文章编号:1674-098x (2013)02(c)-00-01卷烟重量是卷烟的一项基本指标。
直接影响卷烟的吸阻、硬度、主流烟气和感官质量等各项指标[1]。
在目前实现的卷烟机烟支重量控制系统中,烟支重量都是采用大惯量的闭环控制,重量控制系统通过检测的烟支重量与目标重量进行比较,根据残差的大小,通过执行机构进行调整,调整后的重量再进行检测以确定执行的结果,这样反复的进行检测、调整达到闭环控制的目的,即重量的检测在执行机构之后。
其优点是可以对执行的情况进行监控和不合格品剔除,从而实现闭环,实现稳态控制;缺点:具有滞后性,对于某个烟支不能进行控制,不能适应烟丝离散带来的烟支重量的偏差。
而烟支中烟丝的合理分布对卷烟物理指标的稳定性有着重要影响。
[2]烟支重量短期标准偏差是衡量烟支质量与卷烟设备运行情况的一个重要指标,它与原料烟丝的质量特性,供料系统的送丝、匀丝、计量、分选、吸丝成型、劈刀刷丝轮机构、重量控制系统等密切相关。
影响该参数的因素较为复杂,其主要因素和原材料、机械、电器控制有关。
我们针对机组的电控系统,结合设备的实际性能以及卷烟环节的控制,找出了几个影响卷烟烟支重量精度的几个因素,并加以改进。
设计一种新的重量控制系统—卷烟机长短周期重量控制。
来解决passim机组的标偏的问题。
1 长短周期重量控制的设计原理1.1 设计的基本思想(1)在原重量与紧头控制系统中增加短周期重量检测与控制。
短周期检测位置在劈刀边缘前256 mm左右,先检测后控制,达到对单烟支重量控制的目的。
(2)由于长短周期都需要对重量进行控制,即对执行机构进行操作,为协调二者之间的关系,对执行机构的操作统一到短周期控制板进行。
QTM综合测试台在卷烟质量控制中应用

QTM综合测试台在卷烟质量控制中的应用摘要:本文通过对qtm综合测试台的分析,介绍qtm不同测量单元的结构、工作原理以及各单元的测量功能和优点,便于对检验人员的操作和维护,同时也便于qtm能够在卷烟质量控制中得到更好的应用。
关键词:qtm;过程控制;重量;吸阻;硬度一、引言qtm综合测试台(以下简称qtm)是英国斯茹林公司专门为烟草行业设计生产的一套用于卷烟及滤棒的常规物理指标的专业精密仪器,能够测量烟支或滤棒的重量、长度、圆周、吸阻、硬度等物理指标。
模块化的设计使qtm既可满足测量需求,又能被单机或联机使用,且可根据用户需求进行随意定制,灵活性定制性超强。
qtm 可以与企业mes及oa管理系统的对接,能够对生产过程的产品质量情况进行实时监控,对卷烟企业产品质量控制起到很好的保障作用。
二、qtm不同测量单元的测量原理qtm采用了模块化设计能够该设计,能使仪器单机或联机使用具有操作简单、测量精度高、稳定性强、便于维护等特点。
以下对本厂使用的qtm0pc83le5u7综合测试台的各功能单元展开进行分析。
1.重量单元重量单元采用比例力补偿测量系统准确测量烟支重量。
其测量原理如图1所示。
在一块永久磁铁的轴上缠绕着一个线圈以支撑负载称盘。
一个线性水平轴承可沿着轴向做垂直运动(无水平运动)。
当电流通过线圈时,轴承升起支撑起线圈、轴和称盘(这是静态或去皮状态)。
当有一个负载放在称盘上时,线圈会被压下。
如果线圈中的电流增高使得线圈及称盘等又回到原始位置,增高的电流和增加的重量成正比。
给线圈电路串联一个电阻,线圈电流的变化可以通过测量电阻两端电压变化而得知,这个电压变化同样和负载的变化成正比。
这样我们就可以测量出样品的重量。
2.圆周单元圆周单元可测量的参数有圆周,直径,椭圆度等。
烟支样品由负压卡盘吸附固定,烟支垂直于激光束并随着卡盘旋转一周,烟支的纵向横截面始终位于激光束的有效测量区域内,平行于发射端的激光束接收端所接收到的中间无光的部分即为被测烟支的直径。
浅析ZJ119卷烟机重量控制系统常见故障处理方法
浅析ZJ119卷烟机重量控制系统常见故障处理方法摘要:近年来,随着烟草生产企业对产品质量要求的不断提高,烟支物理指标的工艺要求日趋严格。
烟支重量作为日常生产过程中衡量烟支是否符合工艺标准的一项重要指标,是生产操作人员控制的重点。
如何维护好设备的重量控制系统,对产品质量的控制至关重要。
本文对ZJ119卷烟机的微波重量控制系统工作原理进行简要介绍,并结合生产实际,针对日产生产中遇到的常见问题进行分析,找出相应的解决思路和方法。
关键词:ZJ119,重量控制系统;问题分析;解决思路1 微波重量控制系统原理1.1微波控制系统流程图图11.2控制原理ZJ119微波重量控制系统主要由微波测量头、轴编码器、吸丝带挡块控制系统、劈刀盘、重量废品剔除系统及CPU组成。
当前(后)道烟条经过测量通道时,其自身的烟丝密度变化会导致微波频率产生变化,该信号对应烟条相应的重量变化。
系统将采集到的反映前(后)道烟条实际重量的密度信号反馈到控制系统,与给定重量进行比较。
根据设定值与实际值的差异,分别控制执行机构(前、后吸丝带挡块)上下移动,调整吸丝带与劈刀盘的间距,以此改变烟条中的烟丝量,从而达到调整烟条重量的目的。
图2吸丝带控制机构示意图如图2所示,当前道烟条重量偏重时,通过伺服电机4使挡块9下降,减小吸丝带与前道劈刀盘间隙,劈下烟丝多余量后,烟条重量符合所设定的额定重量。
当烟条重量偏轻时,挡块9上升,增大吸丝带与劈刀盘间距,减少所劈下的烟丝量。
后道烟条同理,通过伺服电机5带动挡块8上下移动调整吸丝带位置。
2 常见问题分析2.1运行过程中烟支重量失控正常生产中,常会出现烟条实际重量与标准值不符的情况,该问题有以下几方面原因:1.由于卷烟纸搭口漏胶或设备长时间运行积尘,导致微波测量通道脏污,从而引起测量信号出现误差,使重量控制系统对烟条重量进行了错误调整;2.重量控制系统目标重量参数设定不符合标准;3.设备影响烟支重量的工作部位出现异常。
影响PASSIM卷接机组重量控制精度之因素探讨及对策
影响PASSIM卷烟机重量控制精度之因素探讨及对策关键词:放射源重量控制系统控制精度摘要:本文较详细地分析了PASSIM7000型机组中影响烟支重量控制精度的各种因素,其中不仅有系统本身设计的不完善原因,而且还与原辅材料的情况、设备自身状况以及现场使用与维护有很大关系。
针对以上因素,结合多年的烟机电控产品开发经验,作者提出了多种改进方法,对于提高烟支重量控制精度具有一定的指导作用。
Discussion on Factors Influencing Precision of Weight Control of PASSIM Maker and Improvement MethodLU HONG-JUNZhengzhou Changhe Electronic Engineering Co.,Ltd of CETC 27th Research Institute,Zhengzhou 450005,ChinaKeywords: The scanner unit; Weight control system; Control precision Abstract: This article analyzed the several factors that infuluenced the precision of Weight Control of PASSIM Maker detailedly . These factors are not only in connected with the design of the control system itself but also in connected with the conditions of raw material ,and machine ,the operation and maintenance of the control system.Considering those factors ,the author put forward several Improvements based on the author’s experience in developing the control system of cigarette maker.These methods will be helpful to improve the precision of Weight Control the cigarette.引言PASSIM7000型卷接机组是烟草总公司二十世纪九十年代初引进英国MOLINS公司的高速卷接设备,自从九六年样机投放市场并批量生产以来,以其优质的卷接质量及高度的自动化控制过程为广大用户认可。
提高卷烟单支重量控制精度的研究
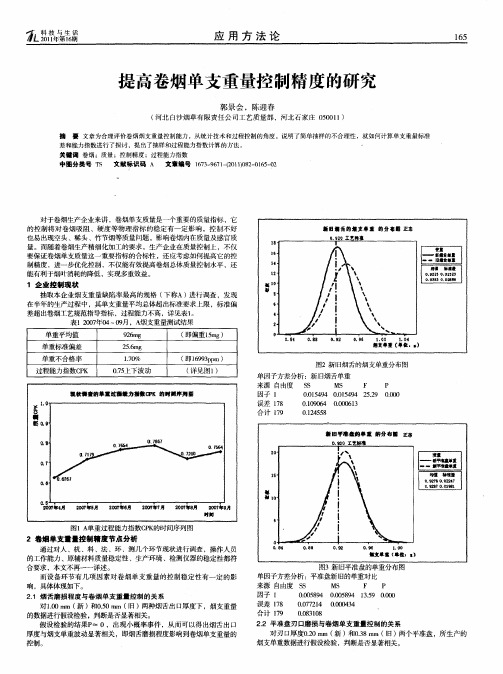
21 烟舌磨 损程度与卷烟单支重量控制 的关 系 . 对 1 0 m ( )和0 0 m ( ) . m 新 0 . m 5 旧 两种烟舌 出口厚度下 ,烟支重 量 的数据进行假设检验 ,判断是否显著相关 。
4 优化 后 的效 果
通过对 影响卷烟单 支重量控 制的两项 节点进行优 化控制后 ,对在 线生 产产 品进行 随机抽 查 ,发现当班的烟支单重平均值为9 5 g 2 m ,波动 ( 偏S . 大小为2 m ,分散度 明显减小 ,短期过程能力指数C K= 标 . ) D 3g P
l 6 6
应 用 方 法 论
5 结 束 语
2 第期 i 科年 1 L 0 6 厚 1 霸 1
假设检验 的结果P 0,m现小概率 事件 , 而可以得出平准盘刃 一 从 口 度与烟 支单重波动显著相关 ,即平准盘刃 口的磨损 程度影 响到卷烟 厚 单支重量的控制 。
3 提 高卷 烟单 支重 量 控制 精度 方 案确 定
卷烟单支重量控制精度 的提高 ,不仅对卷烟生产企业实现卷烟生产 精细化加 工有较 大意义 ,并 且可为企业带 来一定的经济效 益和社会效 益。本文中的各项研究以本企业实 际情况为出发点 ,对于其它企业的适 用性不做进一步深入研究。
冈5不 同平准盘刃口磨损程度下烟支重量分布图
图4不同烟舌磨损程度下烟支重量分布图
因子 1 误差 1 8 7 合计 19 7
P
简述ZJ118卷烟机组提升重量取样及剔除准确性的方法
简述 ZJ118 卷烟机组提升重量取样及剔除准确性的方法摘要:本文介绍了烟支重量控制系统常见问题的原理分析、处理方法。
着重就烟支重量控制有效性验证的具体方法进行阐述,提升在卷烟重量控制系统的维护和验证效率。
关键字:重量控制系统;验证;卷烟机一、前言今年来随着各大卷烟企业对烟支产品质量要求提升,对检测设备的精度、准确性要求也越来越高,特别对重量验证的要求也有质的提升。
烟支重量的指标和烟支吸阻为线性关系,控制重量真正的目的是为了控制吸阻,最终实现卷烟产品均质化的要求,让消费者从品吸中认可该产品的质量,从而提高消费者的满意度和认可度。
二、常见问题通过在ZJ118日常的重量控制维护和校准过程中发现,ZJ118 重量取样及剔除问题主要表现在两个方面,一是如何快速验证 ZJ118 重量控制系统剔除是否准确,二是ZJ118 短支烟目标重量取样如何能快速找到准确无误的取样槽位。
其中问题一决定ZJ118在生产过程中产生的过轻、过重烟支能否准确的剔除,从而保证向下一环节输送的烟支的整体重量标偏,且避免剔除重量正常的烟支带来的浪费;问题二决定能否准确地对重量控制系统性能进行验证,确保整个重量控制系统的有效性和准确性,提升产品保障能力。
三、原理分析卷烟机属于高速生产设备,其检测系统对烟支定位的准确度要求较高,ZJ118卷接机组的检测系统采用DCP(Double Clock Pluse)双长烟支时钟脉冲信号对每一个烟支传递槽位进行编码实现与其他信号的同步,确保烟支取样和提出的准确性[1]。
DCP信号产生依靠固定在检测轮上的绝对轴编码器输出,因此该系统脉冲信号通过调整检测轮校准,同时该参数可根据实际在ZJ118参数设置界面上在一定范围内进行设置。
当的石墨块上的刻度线与鼓轮上的刻度线对准时,此状态为DCP轮脉冲信号的零位,修改重量取样参数设置中DCP的设置值,即可以调整检测位距离短支烟取样、剔除点的双长脉冲数值,该脉冲数值决定剔除和取样的准确性,故而解决剔除和取样的准确性问题首先要解决DCP脉冲数值设置问题。
烟支卷制工艺及过程质量控制
•★ 烟支外观检验
➢取样:在卷烟机运输带出口处取样,样本量n=20支。 ➢检验方法:按“卷接包外观质量缺陷分类标准”逐支进行检查 ➢自检:检验频次n=1/10分钟,填写“卷烟机质量自检记录” (见 链接表1) 。 ➢专检:n=1/小时/机台,填写“烟支外观质量专检记录”。 ➢巡检质检人员:不定期抽检。 ➢外观质量缺陷处置流程:按 “卷烟外观质量缺陷分类标准及处 置流程”执行。
•
•★ 卷接后烟支各项物理指标要求:
项目 熄火 端部落丝量 吸阻
开花
圆周 硬度 质量 长度 总通风率(流量分数) 含末率(质量分数) 含水率(质量分数)
单位 mm mg Pa
/
mm % g mm % % %
指标要求 ≥40 mm ≤8.0 mg 设计值±150
卷烟在自由燃烧过程中 不应出 现开花
24.20、27.00±0.20 设计值 ±10.0
钢印部分拉墨或模糊,部分钢印不可辨认,但整个钢印清晰可认
YB25
钢印残缺(如钢印位置过高,被水松纸盖住)
•
➢ C类外观质量缺陷
缺陷代码
缺陷描述
YC01
烟支毛切口,1个(深度烟支外观质量缺陷(B类)大于1mm)或多个(轻微粗糙)
YC02 YC03
烟支斜面,大于1mm 烟支皱纹(包括卷烟纸不平整、扭曲起皱)
•
•★ 卷烟外观质量缺陷分类 :
缺陷分类
缺陷分类等级
A1
严重质量缺陷
A
A2
较严重质量缺陷
B
一般质量缺陷
C
轻微质量缺陷
缺陷分类描述
使产品不适用,对顾客有着巨大的影响,会引起顾客 不满、投诉、索赔。通常为产品功能的散失,生 产中材料错误使用
zj17卷接机组srm重量控制系统的ipc改造
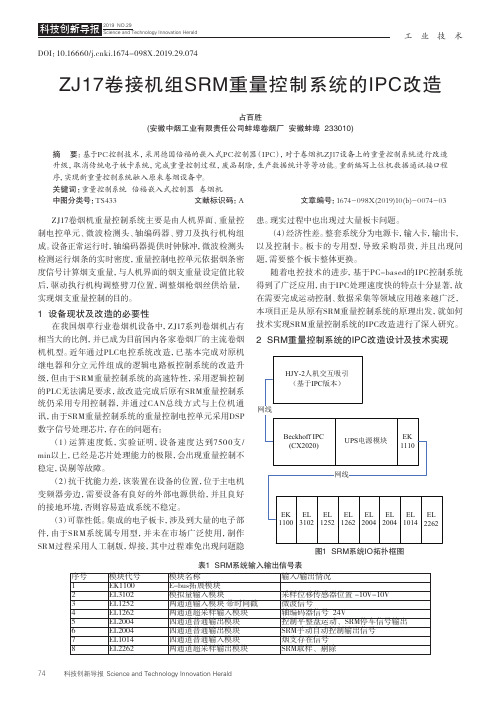
工业技术DOI:10.16660/ki.1674-098X.2019.29.074ZJ17卷接机组SRM重量控制系统的IPC改造占百胜(安徽中烟工业有限责任公司蚌埠卷烟厂 安徽蚌埠 233010)摘 要:基于PC控制技术,采用德国倍福的嵌入式PC控制器(IPC ),对于卷烟机ZJ17设备上的重量控制系统进行改造升级,取消传统电子板卡系统,完成重量控制过程,废品剔除,生产数据统计等等功能。
重新编写上位机数据通讯接口程序,实现新重量控制系统融入原来卷烟设备中。
关键词:重量控制系统 倍福嵌入式控制器 卷烟机中图分类号:TS433 文献标识码:A 文章编号:1674-098X(2019)10(b)-0074-03ZJ17卷烟机重量控制系统主要是由人机界面、重量控制电控单元、微波检测头、轴编码器、劈刀及执行机构组成。
设备正常运行时,轴编码器提供时钟脉冲,微波检测头检测运行烟条的实时密度,重量控制电控单元依据烟条密度信号计算烟支重量,与人机界面的烟支重量设定值比较后,驱动执行机构调整劈刀位置,调整烟枪烟丝供给量,实现烟支重量控制的目的。
1 设备现状及改造的必要性在我国烟草行业卷烟机设备中,ZJ17系列卷烟机占有相当大的比例,并已成为目前国内各家卷烟厂的主流卷烟机机型。
近年通过PLC电控系统改造,已基本完成对原机继电器和分立元件组成的逻辑电路板控制系统的改造升级,但由于SRM重量控制系统的高速特性,采用逻辑控制的PLC无法满足要求,故改造完成后原有SRM重量控制系统仍采用专用控制器,并通过CAN总线方式与上位机通讯,由于SRM重量控制系统的重量控制电控单元采用DSP 数字信号处理芯片,存在的问题有:(1)运算速度低,实验证明,设备速度达到7500支/min以上,已经是芯片处理能力的极限,会出现重量控制不稳定,误剔等故障。
(2)抗干扰能力差,该装置在设备的位置,位于主电机变频器旁边,需要设备有良好的外部电源供给,并且良好的接地环境,否则容易造成系统不稳定。
不同规格平准器对超细规格卷烟质量的影响
2021年2期科技创新与应用Technology Innovation and Application研究视界不同规格平准器对超细规格卷烟质量的影响云杰,仇锦*,郭春雷,孙振(山东中烟工业有限责任公司济南卷烟厂,山东济南250104)近两年,国内许多卷烟企业都加大了超细支(圆周17.00mm )规格卷烟产品的开发及生产。
由于细支规格卷烟是一种全新的产品,烟草行业内还没有进行相关工艺技术研究,技术储备不足,烟支空头率较常规烟支(圆周24.20mm )明显偏高,烟丝损耗量大。
国内关于不同规格平准器对烟支空头、吸阻及感官质量影响的研究[1-2]都是基于常规烟支的研究成果,鲜有对超细规格烟支的研究报道。
如果把常规烟支研究成果照搬应用到超细规格卷烟,有可能南辕北辙,有必要进行一些基础性研究。
为此,本研究在PROTOS1-8超细支卷烟机上试验了8种不同规格平准器,得到了烟支空头、吸阻及感官质量的影响变化趋势,为选择超细规格平准器提供了技术参考。
1材料与方法1.1设备仪器(1)卷烟机:PROTOS1-8超细支卷烟机,德国HAU -NI 公司生产;配置MIDAS-XR 型在线微波烟支重量控制系统,德国HAUNI 生产;配置Laser 300S 型在线激光打孔装置,德国HAUNI 设计、生产,其中高频激光发生器由美国生产。
(2)检测仪器:QUANTUMNEO 型综合测试台(超细烟支专用),英国CERULEAN 公司生产。
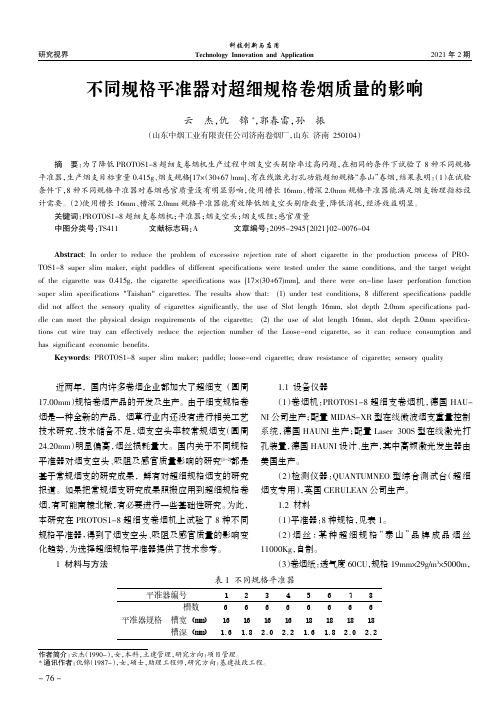
1.2材料(1)平准器:8种规格,见表1。
(2)烟丝:某种超细规格“泰山”品牌成品烟丝11000Kg ,自制。
(3)卷烟纸:透气度60CU ,规格19mm ×29g/m 3×5000m ,摘要:为了降低PROTOS1-8超细支卷烟机生产过程中烟支空头剔除率过高问题,在相同的条件下试验了8种不同规格平准器,生产烟支目标重量0.415g 、烟支规格[17×(30+67)mm]、有在线激光打孔功能超细规格“泰山”卷烟,结果表明:(1)在试验条件下,8种不同规格平准器对卷烟感官质量没有明显影响,使用槽长16mm 、槽深2.0mm 规格平准器能满足烟支物理指标设计需要。
卷包在线质量控制系统评定方法探讨
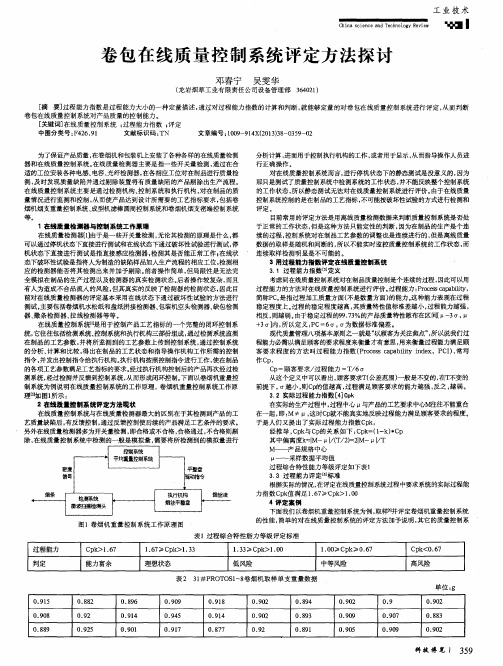
为 了保证产 品质量 , 在卷 烟机 和包装机上 安装 了各种各 样的在 线质量检 测 器和 在线 质量控 制 系统 。 在 线质量 检测器 主 要是指 一些 开关量 检 测 , 通 过在 合 适的工 位安 装各种 电感 、 电容 、 光纤 检测器 , 在各 相应工 位对 在制品进 行质量 检 测, 及 时发现 质量 缺陷 并通过 剔 除装置将 有质 量缺 陷 的产品剔 除 出生产 流程 。 在 线质量 控制 系统 主要是 通过 检测 机构 、 控 制系统 和执 行机 构 , 对 在 制品 的质 量情 况进 行监测 和控 制 , 从 而使产 品达 到设计 所需 要的 工艺指 标要 求 , 包括 卷 烟机烟 支重量 控制 系统 、 成 型机 滤棒 圆周 控制 系统和卷 烟机烟 支密端 控制系 统 等。 1在 线质 量检 测器 与控 制 系统 工作 原理 在 线质 量检 测器 [ 1 】 由于是 一些 开关量 检测 , 无 论其 检测 的原理 是什 么 , 都 可以通过停机状态下直接进行测试和在线状态下通过破坏陛试验进行测试, 停 机状 态下 直接进 行 测试是 指直 接感 应检 测器 , 检测 其是 否能正 常工 作 , 在线状 态下破 坏性试 验是 指将人为 制造 的缺陷样 品加人 生产流 程的相 应工位 , 检测 相 应 的检 测器 能否 将其 检测 出来 并加予 剔 除。 前者操 作简 单 , 但局 限 I 生 是 无法 完 全模 拟在 制 品的生产 过程 以及 检测器 的真 实检 测状 态 。 后者 操作 较复杂 , 而 且 有人 为造成 不合 品流 人的 风险 , 但 其真实 的反 映 了检 测器 的检 测状 态 , 因此 目 前对在 线质 量检 测器 的评定 基本 采用 在线状 态 下通过破 坏性 试验 的方 法进行 测试, 主要包括卷烟机水松纸和盘纸拼接检测器、 包装机空头检测器、 缺包检测 器、 撤条 检测 器 、 拉 线检 测器 等等 。 在 线质 量控 制 系统 1 是用于 控 制产 品工 艺指标 的 一个完 整 的闭环 控 制系 统, 它往往包 括检 测系统 、 控 制系统和 执行机 构三部份 组成 , 通 过检测 系统监 测 在制 品的 工艺参 数 , 并将 所监 测到 的工艺 参数 上传 到控 制系统 , 通 过控 制系统 的分析 、 计算 和 比较 , 得出在 制 品的工 艺状 态和指 导操 作机 构工作 所需 的控 制 指令 , 并发 出控制 指令给 执行机构 。 执行 机构 按照控制 指令进 行工 作 , 使在 制 品 的各项工 艺参 数满足 工艺指 标的要 求。 经 过执行 机构控 制后 的产品再 次经过检 测系统 , 经过 检测 并反馈 到控制系 统 , 从 而形 成闭环 控制 下面 以卷烟机 重量控 制系统 为例 说 明在线 质量 控制 系统 的工作 原理 , 卷烟 机重量 控 制系统 工作 原 理口 l 如 图1 所示 : 2在线 质量 控 制系 统评 定方 法现 状 在 线质量 控制 系统与 在线 质量检 测器 最大 的区 别在于其 检测 到产 品的工 艺质量 缺陷后 , 有反 馈控 制, 通过 反馈控 制使 后续的产 品满足 工艺 条件的 要求 。 另外在 线质量 检测器 多为开 关量检 测 , 即合格 或不合格 , 合格 通过 , 不合 格则剔 除, 在线 质量控 制 系统 中检测 的一般 是模 拟量 , 需 要将所 检 测到 的模拟量 进行
深圳市鸿捷源自动化系统 HJYSRM 烟支重量控制系统 说明书

HJYSRM 烟支重量控制系统 使用说明书 深圳市鸿捷源自动化系统有限公司 目 录 一、概述…………………………………………………………………………………………1 二、系统硬件组成 ……………………………………………………………………………3 三、报告数据项说明……………………………………………………………………………7 四、重量控制系统故障分析 …………………………………………………………………35 深圳市鸿捷源 源自动化系统有 有限公司 如有任 任何问题请来电 电 售后服务 务部 电话:0755 0 ‐33970911 一、概 概述HJ JYSRM 烟支重 重量控制系统 统是 ZJ17 型卷 卷接机组的重 重量控制系统 统和数据处理 理系统,在烟 烟支卷接过程 程中,对 对烟支重量进行设置、检测 测、控制、识 识别、剔除不 不合格烟支,确保生产出 出重量符合设 设计要求的卷 卷 烟。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
烟支重量在线识别及控制
烟支重量在线识别及控制
摘要:主要介绍了一种低成本的基于DSP微控制器的在线识别烟支重量的方法。
在介绍系统组成的基础上,分析了系统的工作原理及对烟支重量进行实时控制的实际算法和实现途径,并通过在实际应用中所取得的数据和以前的数据进行比较分析,得出整个系统改进后的可行性和稳定性。
关键词:DSP;重量识别;重量控制
烟的重量作为香烟品质的一个重要指标,越来越受到烟厂的普遍关注。
烟支重量的一致性与恒定性直接影响到香烟的吸阻、透气度等品质。
高速卷烟生产过程中烟支重量的识别及控制,是整个高速卷烟机实时控制过程中最为复杂、技术含量最高的环节。
目前,国内外所使用的高速卷烟机上配备的烟支重量的识别及控制系统主要有基于红外线扫描传感器和基于核子扫描传感器的两种系统。
其中,红外扫描因受烟丝来料的温度、湿度等外部因素影响较大,在使用过程中控制参数需经常调整;核子扫描由于其性能稳定且受烟丝来料的温度、湿度以及外部因素影响不大而被广泛采用。
目前中高档高速卷烟机上配备的烟支重量的识别及控制系统大多为基于核子扫描传感器。
本文所述烟支重量的识别及控制以核子扫描传感器为例。
1系统组成由于烟支重量的识别过程的强实时性要求(要求>8 000支/min),烟支的采样、跟踪和剔出过程的强实时性要求,以及与上位人机界面及实时数据库的实时数据交换的要求,本系统中的主控芯片采用DSP2407微处理器芯片。
主控芯片负责对核子扫描信号的处理,形成
与烟支重量相关的所有数据信息,识别不合格的烟支、软点和硬点,形成烟丝分布状态曲线、完成重量控制任务以及与上位人机界面及实时数据库之间的实时数据交换。
DSP2407[1]是TI公司生产的24X系列微控制器中的一员,采用高性能静态CMOS技术,内嵌Flash或ROM可选,两个事件管理器模块(EVA和EVB),其中包括了两个定时器[2]、8个16bit 脉宽调制(PWM)通道、3个外部事件的时间捕获单元、片上正交译码接口电路。
同时DSP还集成了CAN2.0、SCI、SPI、电源管理等模块。
除了主控芯片外,采用了一片Microchip公司的PIC16F877[3]单片机作为系统的I/O接口控制单元,完成现场生产状态数据的采集及控制指令输出。
PIC16F877通过I2C串行总线扩展端口完成现场生产状态数据的采集,包括产量计数、外部剔废计数、故障及报警信息等,PIC16F877内部集成有8bit并行从动口,可以很方便地与主控芯片并行实时交换数据。
主控芯片通过外围数据控制器PDC通道以RS232串行方式与上位机界面及数据库之间实时交换数据。
还通过外围总线扩展控制器EBI扩展CAN 总线接口及ETHENET接口与生产设备过程控制系统之间及生产车间管理信息系统之间交换数据。
其原理框图。
2工作原理2.1烟支重量的识别[4]重量控制必须以重量识别为前提,烟条重量的识别通过测试烟条中烟丝的密度而实现。
烟条中烟丝的密度由核子扫描传感器连续测量,通过转轴编码器将烟条分成可识别的微分段,旋转编码器每转一周,输出一个索引脉冲及256个增量脉冲,索引脉冲对应实际烟支的切口位置(物理与电器上的对应要通过切口校正完成),这一
位置表明一支烟的起点,实际上每个索引脉冲包含4支单烟即两支双倍长烟条。
256增量脉冲对应2支双倍长烟条,每支单烟包含64个增量,所以,轴编码器输出的增量脉冲即为微分计量单位。
图2所示为烟支重量识别示意图。
DSP2407微处理器的定时器0、定时器1工作于捕捉器方式,定时器0用于捕捉核子扫描器输出的与烟支密度相对应的脉冲信号的低电平宽度(大的脉冲低电平宽度对应高的烟丝密度),每次捕捉事件产生时产生捕捉中断,CPU以最高优先级响应该捕捉中断,读入本次扫描中断时扫描脉冲信号低电平的宽度Wi(以μs计),同时通过定时器1读入本次扫描中断时所经历的烟条增量脉冲数INCi,读出的扫描脉冲宽度代表当前烟条一个增量微分断的烟丝密度,通过线性化查表及运算可得对应的烟条增量微分断的密度值Segi:其中K为核子扫描传感器信号的比例系数,在放射源的半衰期内其值不变,这里取K=1.3。
2.2重量控制重量调节通过控制修整器(俗称劈刀)的位置实现。
当烟支重量过重时,控制平整盘马达向上运动减小烟丝通道,达到削减烟丝量的目的。
反之,当烟支重量过轻时,控制平整盘马达向下运动增大烟丝通道,达到增加烟丝流量的目的,。
2.3重量偏差到位置偏差的换算烟支重量调节以采样一组连续16支烟的实际重量相对目标重量偏差的平均值作为一次调节依据。
在对修整器的位置控制之前,需要将当前采样所得的烟条重量相对于目标重量的偏差
转换成对应的修整器的位置偏差,采用以下PID调节方式计算:其中DWk 为100支烟的重量偏差的平均值的绝对值。
由于从核子扫描传感器中心到修整器位置处有一定烟条数的距离,从一次完全采样到重量调节发生而产生烟条重量的变化有一段时间的滞后,因此,烟支重量偏差的采样周期由从传感器中心到修整器位置处的烟条数决定,缺省值为48。
自一次修整器调节结束后,每N支烟产生,则查看所需等待的延迟烟条数的计数状况。
如果延迟未到,则不作修整器位置更新;反之,则计算出新的修整器期望位置。
2.4马达控制当修整器期望位置要求更新这一事件标定后,使能马达控制任务。
马达控制任务首先采样修整器所在的实际位置PA,然后与期望位置PT比较,如果:当|PT-PA|<修整器迟滞数时(由用户设定),表明修整器控制到位,本次马达控制任务结束,注销马达控制任务;当|PT-PA|>修整器迟滞数时:(1)PT-PA>0:表明烟支重量过轻,控制修整器向下运动,加大烟丝通道;(2)PT-PA<0:表明烟支重量过重,控制修整器向上运动,减小烟丝通道。
马达控制任务125ms调用一次,以满足高速生产状态下的重量控制的实时性要求,在马达控制任务执行过程中,每0.5s检测一次修整器的实际位置,以免修整器到达电气控制极限位置。
一次使能马达控制后,如果5s内还不能到达期望位置,则认为修整器控制机构执行出错,注销本次马达控制任务,并发出相关的报警或停机信息。
3实际应用分析新型的重量控制系统在武汉卷烟厂运行一年以来,受到了工程技术人员的一致好评。
系统涵盖了原有系统的全部功能,电气接口完全兼容,性能上有了新的突破,为烟厂的生产管理和数据统计、设备管理同时提供了有
力的保证。
测试方法:将10支烟称重,该厂定义单支合格范围为:(910±60)mg。
改造前的测试数据如表1所示。
改造后的测试数据如表2所示。
从以上的对比数据中可以明显看出,改造以后的设备运行生产的产品在单支克重这一数据指标上好于未改造的设备。
重量控制系统生产的烟支质量好。
重量控制系统是烟厂重要的设备之一,要求精确度较高,所以对该设备的要求也很高。
在以往的同类型产品中,速度、实时性都存在缺陷。
而此产品也是各个公司进军烟草行业激烈竞争的一个产品。
希望通过对该产品的不断改进,能够使其性能不断完善,满足生产的需要,在竞争中获得成功。