中国电子枪技术发展资料
手枪的发展
手枪的发展手枪是一种近距离射击的个人武器,具有便携性和高效率的特点。
它的发展历史可以追溯到古代,与人类社会的进步和武器技术的发展密切相关。
接下来,我将按照时间顺序,详细介绍手枪的发展历程。
1.古代手枪(约公元一世纪至公元十四世纪)古代手枪又称为早期手枪。
最早的手枪可以追溯到中国汉朝和罗马帝国时期。
这些手枪多数是单管火枪,使用黑火药作为发射药。
它们的设计形式简单,使用不便,射程较短,精度不高,威力有限,主要用于近距离近战。
2.近代手枪(公元十五世纪至十八世纪)近代手枪的发展可以追溯到欧洲文艺复兴时期。
这一时期,手枪开始出现大规模生产,设计变得更复杂。
火药发射系统得到改进,引入了可靠的点火装置,使手枪的射击变得更加可靠和有效。
同时,手枪的口径也逐渐减小,便于携带和使用。
十七世纪末至十八世纪初,发明了转轮手枪,这是一个重要的创举。
转轮手枪采用转动的式子,使发射变得更加快速和方便。
3.工业革命时期的进一步改进(十九世纪)十九世纪,手枪在工业革命的推动下得到了进一步的改进。
装药和弹药的生产得到提高,火药的威力增加,因此手枪变得更加致命。
在这一时期,出现了一些标志性的手枪,如布朗宁手枪、马尔斯自动手枪等。
布朗宁手枪采用了可自动装填的弹匣,增强了射击速度和连续射击能力。
马尔斯自动手枪是世界上最早的实用自动手枪之一,具有高射速和可靠性。
4.现代手枪(二十世纪至今)二十世纪,随着科学技术的飞速发展,手枪的性能得到了空前的提高。
自动装填技术变得更加可靠,射速和精度进一步提高。
同时,材料科学的进步使手枪更加轻便和耐用。
二战期间,冲锋枪的发明催生了冲锋手枪的出现,使手枪在近距离搏斗中更加有效。
到了现代,电子技术的进步使得电子瞄准器、雷达等高科技装备得到应用,提高了手枪的射击精度和准确性。
总结起来,手枪的发展经历了从早期的简单、低效到现代的复杂、高效的过程。
这一进程伴随着科技的进步、战争的需求和士兵的实际需求。
无论是过去的铜管手枪,还是今天的高科技手枪,都为人们提供了一种重要的近战武器。
电子枪介绍汇总.

电子枪束流引出
灯丝电源
引出电源
+
加速电源
+
测束法拉第筒
A
电子枪试验台架
电子枪寿命
灯丝质量:与材料本身和加工工艺有关。 运行参数: 2400~2500K,发射率:150mA/cm2, 阴极效率:0.5mA/W 真空度: 要求足够高的真空度,10-6Pa。真空差,灯丝表面 易氧化,逸出功增大,必须提高工作温度,从而影响寿 命,提前老化。当阴极的直径变细10%,一般视为寿命 终止。 正离子轰击,阴极材料溅射。
电子枪工作原理—电子引出和成形
在工作温度下,阴极不断发射电子,电子在阴极附近 堆积起来,形成电子云。当引出电极加正电压时,电场对 电子云中的电子产生拉力,部分电子从电子云中被拉出, 并被栅极和引出电极间电场加速成形,随引出电压增加, 越来越多的电子脱离电子云层被加速,当引出电压足够大, 电子云层完全消散,这时,再增加吸极电压,电子流也不 再增大。此时,达到了该温度下的饱和电流,只有增加阴 极温度才能增大引出电流。 当阴极温度一定时,随吸极电压增加,引出电流并不 完全饱和,而是随吸极电压增加缓慢上升,此时,达到了 该温度下的饱和电流,只有增加阴极温度才能增大引出电 流。
je 发射电流密度(或称发射率),单位:A/cm2 a 常数(与材料有关), 对钨丝:当工作温度为2500K时 a=0.5A/cm2 T 绝对温度(K) eφ 逸出功,单位:电子伏(eV), 就是使电子逸出阴极所需的最少能量 对于钨:为4.55eV k 波尔兹曼常数,等于8.62×10-5 eV/K 它表明热电子发射与发射体的温度和电子逸出功有密切关系。因此 我们可以通过调节阴极温度,也就是调节灯丝加热电流大小,来控制加 速器束流的大小。
流的大小,达到调节束流强度的目的。
北京日伸电子精密部件有限公司介绍企业发展分析报告
Enterprise Development专业品质权威Analysis Report企业发展分析报告北京日伸电子精密部件有限公司免责声明:本报告通过对该企业公开数据进行分析生成,并不完全代表我方对该企业的意见,如有错误请及时联系;本报告出于对企业发展研究目的产生,仅供参考,在任何情况下,使用本报告所引起的一切后果,我方不承担任何责任:本报告不得用于一切商业用途,如需引用或合作,请与我方联系:北京日伸电子精密部件有限公司1企业发展分析结果1.1 企业发展指数得分企业发展指数得分北京日伸电子精密部件有限公司综合得分说明:企业发展指数根据企业规模、企业创新、企业风险、企业活力四个维度对企业发展情况进行评价。
该企业的综合评价得分需要您得到该公司授权后,我们将协助您分析给出。
1.2 企业画像类别内容行业计算机、通信和其他电子设备制造业-电子器件制造资质一般纳税人产品服务子枪零部件及电子枪、IT产品零部件、汽车1.3 发展历程2工商2.1工商信息2.2工商变更2.3股东结构2.4主要人员2.5分支机构2.6对外投资2.7企业年报2.8股权出质2.9动产抵押2.10司法协助2.11清算2.12注销3投融资3.1融资历史3.2投资事件3.3核心团队3.4企业业务4企业信用4.1企业信用4.2行政许可-工商局4.3行政处罚-信用中国4.4行政处罚-工商局4.5税务评级4.6税务处罚4.7经营异常4.8经营异常-工商局4.9采购不良行为4.10产品抽查4.11产品抽查-工商局4.12欠税公告4.13环保处罚4.14被执行人5司法文书5.1法律诉讼(当事人)5.2法律诉讼(相关人)5.3开庭公告5.4被执行人5.5法院公告5.6破产暂无破产数据6企业资质6.1资质许可6.2人员资质6.3产品许可6.4特殊许可7知识产权7.1商标7.2专利7.3软件著作权7.4作品著作权7.5网站备案7.6应用APP7.7微信公众号8招标中标8.1政府招标8.2政府中标8.3央企招标8.4央企中标9标准9.1国家标准9.2行业标准9.3团体标准9.4地方标准10成果奖励10.1国家奖励10.2省部奖励10.3社会奖励10.4科技成果11土地11.1大块土地出让11.2出让公告11.3土地抵押11.4地块公示11.5大企业购地11.6土地出租11.7土地结果11.8土地转让12基金12.1国家自然基金12.2国家自然基金成果12.3国家社科基金13招聘13.1招聘信息感谢阅读:感谢您耐心地阅读这份企业调查分析报告。
冷阴极气体放电电子枪的研制

真空科学与技术学报CHINESE JOURNAL OF VACUUM SCIENCE AND TECHNOLOGY第41卷第3期2021年3月284冷阴极气体放电电子枪的研制许海鹰桑兴华'杨波'彭勇2范霁康2(1.中国航空制造技术研究院高能束流发生器实验室北京100024;2.南京理工大学材料科学与工程学院南京210094)Development of Novel Cold-Cathode Gas-Discharge Electron Beam Gun :An Instrumentation StudyXU Haiying 1'2** ,SANG Xinghua' ,YANG Bo 1 ,PENG Yong 2,FAN Jikang 2收稿日期:2020-05-24基金项目:国家自然科学基金项目(51775527);国防基础科研计划资助(JCKY2017205 A002)* 联系人:Tel :139******** ; E-mail : xhyxhy@ 126. com(1. Science and Technology on Power Beam generator Laboratory , A VIC Manufacturing Technology Institute , Beijing 100024, China ;2. School of Materials Science and Engineering , Nanjing University of Science and Technology , Nanjing 100024 , China )Abstract The cold-cathode gas-discharge electron beam gun was developed with our own intellectual propertyright. The influence of the key variables , including , but not limited to the eb gun structure , materials and property of cathode/anode ,focusing-coil ,acceleration voltage ,and type/flow-rate/" ignition" voltage of discharge gas ,on the e-beam properties was theoretically analyzed , numerically simulated with CST software , experimentally evaluated andtentatively discussed for design optimization. As expected , the type and flow-rate of discharge gas significantly affect ed the lowest " ignition" voltage. The prototyped eb gun , fabricated via design optimization and in trial-and ・erroTmethod , was repeatedly tested. The common technical problems were discussed ; for instance , in long term operationwith pure He and/or Ar , the e-beam current decreased , because of erosioetching of A12O 3-layer on Al-cathode ;an O 2-addition of 2% was the solution. The self-developed e-source is capable of stably providing a Max e-beam cur rent of 1500 mA and a highest output power of 30 kW.Keywords Cold cathode , Electron beam , Gas discharge , Electron beam gun摘要 为了促进冷阴极电子束加工技术在国内的发展,在深入研究冷阴极电子发射机理基础之上,设计制造了一种自主知识产权的冷阴极气体放电电子枪,对该电子枪的结构、阴极功能及其参数、阳极功能及其参数、CST 仿真软件确定聚焦线圈 参数的方法进行了介绍。
科技成果——HM-J-16-I型医用电子直线加速器
科技成果——HM-J-16-I型医用电子直线加速器
技术开发单位江苏海明医疗器械有限公司(中船重工集团公司第七二三研究所子公司)
技术概述
根据患者的治疗计划对患者进行摆位,确定照射部位、射线类型和能量、照射剂量等输入控制台,然后启动设备照射。
设备收到控制台指令后,启动脉冲调制器高压,分别供给磁控管和电子枪。
磁控管产生的微波经微波系统调节控制后注入到加速管,在加速管内建立加速场。
电子枪受到高压激励后发射电子,在控制系统的控制下注入到加速管。
注入加速管的电子由微波加速场沿加速管轴向进行加速,期间,发散的电子在聚焦磁场的作用下会聚到加速轴上,直到加速管出口。
从加速管出射的高能电子通过导向系统进行方向调节后,进入偏转系统,在偏转系统的作用下以适当的角度进入辐射治疗头。
辐射治疗头根据预先的设定对进入的高能电子进行各种处理,例如是否打靶转换为X射线,均整度处理,辐射野限制,剂量控制等。
经辐射治疗头处理的射线射入躺在治疗床上患者的指定部位,进行治疗。
在设备运行的过程中,各控制系统通过多种方式对设备的参数进行采样、控制,确保设备工作在预定的状态上。
先进程度国内领先
技术状态批量生产、成熟应用阶段
适用范围本产品产生X射线和电子线,对病人的实体恶性肿瘤进行照射,从而达到消除或减小肿瘤的目的。
获奖情况中国船舶重工集团公司科学技术一等奖、江苏省科学技术三等奖、中国技术市场协会金桥奖。
主要技术指标
专利状态授权国防发明专利5项,授权发明专利20项,授权实
用新型21项,受理发明专利7项,受理实用新型4项。
预期效益混合所有制改造后3年内实现10000万元的销售收入,净利润1500万元。
电子束粉末床熔融增材制造装备发展综述

第15卷第11期精密成形工程2023年11月JOURNAL OF NETSHAPE FORMING ENGINEERING9电子束粉末床熔融增材制造装备发展综述焦沫涵1,2,3,龙宏宇4,5,梁啸宇1,2,3,周俊4,5,林峰1,2,3*(1.清华大学机械工程系清洁高效透平动力装备全国重点实验室,北京 100084;2.先进成形制造教育部重点实验室,北京 100084;3.生物制造与快速成形技术北京市重点实验室,北京 100084;4.有色金属与特种材料加工全国重点实验室,南宁 530004;5.广西大学机械工程学院,南宁 530004)摘要:电子束粉末床熔融(EB-PBF)增材制造技术具备成形效率高、成形零件应力低等优势,适用于高温合金、高熔点金属的成形,在航空航天、生物医疗等领域具有广阔的应用前景。
对电子束粉末床熔融装备的研究情况进行了概述,回顾了EB-PBF装备的发展历程,汇总分析了国内外主要厂商的装备特点及研发进展,综述了抗吹粉、多材料、多束流复合3个方面装备的关键改进与创新方法。
在此基础上,着重介绍了离子中和、机械装置屏蔽、近红外预热等新型成形舱改进方案,及其对工艺过程稳定性的提升效果;介绍了新型铺送粉装置改进方案对多材料成形的潜力,即该方案可有效满足多材料成形、成形效率提高等需求;此外提出并实现了多电子枪同幅加热成形、电子束-激光复合成形等突破传统单电子枪加工思路的新型成形技术。
最后,总结了该方向的研究进展并对其发展前景和主要发展方向进行了展望。
关键词:增材制造;电子束粉末床熔融;电子束选区熔化;装备;材料加工DOI:10.3969/j.issn.1674-6457.2023.11.002中图分类号:TH166 文献标识码:A 文章编号:1674-6457(2023)11-0009-12Electron Beam Powder Bed Fusion Additive Manufacturing: A Review ofEquipment and Process Technology DevelopmentsJIAO Mo-han1,2,3, LONG Hong-yu4,5, LIANG Xiao-yu1,2,3, ZHOU Jun4,5, LIN Feng1,2,3*(1. State Key Laboratory of Clean and Efficient Turbomachinery Power Equipment, Department of Mechanical Engineering,Tsinghua University, Beijing 100084, China; 2. Key Laboratory for Advanced Materials Processing Technology, Ministry of Education, Beijing 100084, China; 3. Bio-manufacturing and Rapid Forming Technology Key Laboratory of Beijing, Beijing 100084, China; 4. State Key Laboratory of Non-ferrous Metals and Specialty Materials Processing, Nanning 530004, China;5. School of Mechanical Engineering, Guangxi University, Nanning 530004, China)ABSTRACT: Electron beam powder bed fusion (EB-PBF) additive manufacturing technology is very suitable for forming su-peralloys and refractory metals due to its advantages of high efficiency and low forming stress in the formed parts. It has a broad application prospect in the aerospace and biomedical domains. This paper presented a comprehensive overview of the research concerning EB-PBF equipment. It delved into the historical evolution of EB-PBF equipment, meticulously examined the equip-ment characteristics as well as the research and development progress made by major domestic and international manufacturers,收稿日期:2023-08-21Received:2023-08-21基金项目:国家科技重大专项(J2019-Ⅶ-0016-0156)Fund:National Science and Technology Major Project (J2019-Ⅶ-0016-0156)引文格式:焦沫涵, 龙宏宇, 梁啸宇, 等. 电子束粉末床熔融增材制造装备发展综述[J]. 精密成形工程, 2023, 15(11): 9-20. JIAO Mo-han, LONG Hong-yu, LIANG Xiao-yu, et al. Electron Beam Powder Bed Fusion Additive Manufacturing: A Review of Equipment and Process Technology Developments[J]. Journal of Netshape Forming Engineering, 2023, 15(11): 9-20.10精密成形工程 2023年11月and also overviewed key advancements and innovative approaches in three crucial dimensions: anti-smoking, multi-material in-tegration, and hybrid beam manufacturing. On this basis, the new forming chamber improvement schemes such as ion neutrali-zation, mechanical device shielding, and near-infrared preheating as well as its effect on improving the process stability were mainly introduced. The potential of new powder spreading and feeding device on materials forming was introduced, which ef-fectively met the needs of multi-material forming and forming efficiency improvement. In addition, the multi-electron-gun si-multaneous heating and forming, the electron beam-laser hybrid forming, and some other new methods were proposed and real-ized. Finally, the research progress in this direction was summarized and the prospect of its development and the main develop-ment direction was put forward.KEY WORDS: additive manufacturing; electron beam powder bed fusion; electron beam melting; equipment; materials proc-essing近年来,粉末床熔融增材制造(Powder Bed Fusion,PBF)作为一种重要的现代制造技术,吸引了大量学者。
中国电子竞技的发展阶段是什么阶段

中国电子竞技的发展阶段是什么阶段中国电子竞技的发展阶段可以分为以下几个阶段:第一阶段:崭露头角(1980年-2000年)上世纪80年代,中国即开始了电子竞技的探索。
当时,游戏机作为娱乐设备进入中国市场,引起了人们对电子游戏的兴趣。
然而,由于当时电子竞技的概念还不够成熟,加之电子设备的普及程度较低,电子竞技仅仅是一种小众的娱乐方式,受到较少关注。
到了1990年代,电子竞技开始在中国渐渐崭露头角。
1997年,星际争霸在中国引起了轰动,在电子竞技圈开始打响了中国电子竞技的第一枪。
越来越多的玩家投入到电子竞技中,同时,相关比赛和赛事也开始出现,为电子竞技的发展步入了新的阶段。
第二阶段:迅速发展(2000年-2010年)进入21世纪,中国电子竞技迎来了一个迅速发展的阶段。
经过多年的沉淀和发展,中国电子竞技逐渐形成了一套完整的体系,从比赛组织、规则制定到运动员培养和职业化管理,都逐渐成熟。
特别是2003年,中国电子竞技协会成立,成为了电子竞技的官方组织,推动了中国电子竞技的发展。
同时,网络技术的快速发展也为电子竞技的普及提供了便利,越来越多的人开始接触和参与电子竞技。
中国电子竞技在这个阶段不断涌现出一批优秀的选手和队伍,像WE、LGD等俱乐部崛起,星际争霸、CS等游戏也得到了广泛的关注。
随着中国电子竞技的火爆,比赛奖金也逐渐增加,职业选手追求职业梦想的热情也被点燃。
第三阶段:走向国际(2010年-至今)进入2010年以后,中国电子竞技开始蓬勃发展,并走向国际。
中国队伍在国际赛事中取得了较好的成绩,例如2010年中国战队在DOTA2国际邀请赛上夺得冠军,让全世界看到了中国电竞的实力。
同时,中国电子竞技开始在其他领域有了更大的发展,例如电竞主播、电竞赛事组织、电竞俱乐部等方面。
电竞产业链逐渐形成,成为一个多元化发展的行业。
此外,电竞游戏也在市场上受到了广大玩家的喜爱,进一步推动了中国电子竞技的发展。
中国政府也开始对电子竞技给予了更多的支持和关注,包括设立专门的电竞培训机构、举办国际性电竞赛事等,进一步提升了中国电子竞技的国际竞争力。
中国自主电子枪技术介绍资料

1.2 ×1 0
-2
182
20.6
5 . 250 120 一次 锭 0 <0.67 × 1 0
3 -
1.2 ×1 0
-2
234
18.3
5、 结论 电子枪:自主知识产权的大功率单枪;采用了三次磁透镜聚束电子束。控制电子束轨迹的依据是观察 电子束能平面偏转和圆扫描,偏转角度为 35 。 电子轰击炉用给料装置,用于固定原料和使原料熔融部位始终保持对准坩埚位置,该装置由夹料杆、 卡头、进料丝杠传动机构、放置原料的辊道、辊道摆动用的丝杠传动机构等组成 实践证明:新型电子束熔炼炉具有美观、实用、耐用和熔炼金属种类范围广等特点。
1、工作原理 电子束熔炼是一种特殊的真空冶金设备。利用炉中的电子枪可将几十至数百 kW 的高能电子束聚焦在 1cm 左右的焦点上,产生3500°C 以上的高温。当高能电子束聚焦在欲熔炼的钨、钼、钽、铌、锆等难熔金 属原料上时,就能够将这些金属熔化,达到熔炼或提纯的目的。由于高温区域有限,熔化的金属需要一点 一点地滴入下面的熔池,经结晶器冷却,凝固成锭。在高真空和高温的作用下,液态金属中的气体和杂质 大量蒸发。从而得到高纯度的致密的凝固态金属锭。 电子束熔炼炉是高温难熔金属熔炼和提纯的专用设备。电子束熔炼在高真空下进行,熔炼时的过热温 度高,维持液态的时间长,使材料的精炼提纯作用得以充分有效地进行。电子束熔炼时,材料主要发生脱 气、分解、脱氧、金属杂质的挥发和不熔杂质的上浮等。其中,不熔杂质上浮而富集在铸锭顶部,可在切 头时去除。 在真空下,电子枪的阴极被加热产生热电子逸出。在加速电压(大于20kV)的作用下,热电子向阳极
媒体对北京长城钛金公司的报道:
传统电子枪和新型电子枪对比
传统电子枪 在高真空下才可以启动工作,操作复杂 功率损失小于 3% 阴极需要钨丝且正常寿命 400H 电子枪内部需要三级高真空,体积庞大 高电压 35KV 工作,功率 250KW 新型电子枪 低真空下就可以工作,大气下操作不会损坏 部件 功率损失小于 1% 使用阴极块,寿命 1000H 内部不需要抽真空,体积小巧 中电压 30KV 工作,功率 300KW
国产冲锋枪发展现状及未来趋势分析

国产冲锋枪发展现状及未来趋势分析引言:作为一种重要的个人轻武器,冲锋枪在现代军事和国内市场上扮演着重要角色。
本文将对国产冲锋枪的发展现状及未来趋势进行分析。
一、国产冲锋枪的发展现状1.1 发展历程自建国以来,我国在冲锋枪方面经历了多次技术创新和发展阶段。
最早由苏联AK系列冲锋枪及其衍生型号的影响,中国冲锋枪发展进入独立研制阶段。
在此基础上,中国陆续研发并生产了多种冲锋枪型号,如中国标志性的QBZ系列冲锋枪。
1.2 技术水平提升近年来,随着军事科技的进步和军工产业的发展,我国冲锋枪在技术上取得了长足进步。
从材料选择、设计原理到生产工艺等方面都有了较大的提升。
例如,我国新一代冲锋枪QBZ-95采用了高强度塑料材料,减轻了枪身重量;同时,它还采用了先进的液体传动原理,提高了射击精度和稳定性。
1.3 军民融合发展随着我国军民融合战略的推进,国内一些冲锋枪制造企业开始将技术和设计经验转化为商业化生产。
这些企业已经推出了一系列面向民用市场的冲锋枪产品。
这种转型不仅推动了国产冲锋枪的发展,也为国内民用武器市场提供了丰富的选择。
二、国产冲锋枪的未来趋势分析2.1 技术创新和突破在技术创新方面,我国冲锋枪仍然面临一些待解决的问题。
其中包括提高射程和精度,降低后坐力和噪音等。
未来,应加大研发投入,推动从传统机械原理到电子自动控制原理的转变,以提高冲锋枪的性能和可靠性。
2.2 模块化设计和个性化定制随着科技的不断发展,模块化设计和个性化定制将成为冲锋枪发展的趋势。
通过模块化的设计和组装,用户可以根据需求选择和更换不同的功能模块,以适应不同作战环境和任务需求。
个性化定制则强调根据用户需求进行定制生产,提供更加符合个人需求和喜好的冲锋枪。
2.3 智能化和数字化发展随着物联网和人工智能等技术的进步,智能化和数字化将成为冲锋枪的未来发展趋势。
智能化的冲锋枪可以通过传感器和计算机系统实现自动识别和自动调整,提高射击精度和反应速度。
中国自主技术的力量——下一代平板显示器FED综述
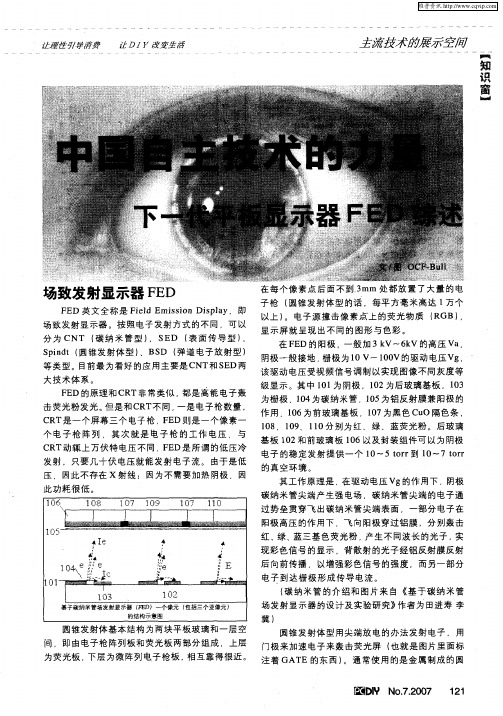
基 板 1 2和前玻 璃板 1 6以及封 装组件可 以为阴极 0 0
电子 的稳定 发射 提供 一个 1 ~5t r 到 1 ~7tr 0 or 0 o r 的真 空环境 。
维普资讯
诖理 性弓f 导消 费
让 DIY 改变 生 活 皴 谖 滚 嘲 场致发射显示器 F D E
F ED 英 文 全 称 是 F ed E sin Dipa il miso s ly,即
在 每个 像素 点 后面 不到 mm 处 都放 置 了大 量 的 电 3 子枪 ( 圆锥 发射体 型的话 ,每平方 毫米高 达 1万个
性 能 更好 .稳 定性 更高 .这 个技 术被 称 为 DVD技
术。
金 刚石薄 膜发射 体有 以下两 点好 处 .一是只 需 要 普通 的平面 工艺 .无需 过程复 杂 的微 尖结 构 .二
是 DVD器件 表面 的电子逸 出功低 , 以应 用更低 的 可 电压 。
F D有个 非常 大的好 处 .那就是 它 的输 入输 出 E 特 性是幂 函数特 性的 .和 C T非常类似 。这样 无需 R 复 杂的校 正电 路就能 得到 理想 的伽 马 22的特 性 。 . 对比 P DP和 L D 要 么是 用抖动 电路解 决这个 C
在 F D的 阳极 ,一般 加 3k E V~6 V的高 压 Va k ,
阴极一般 接地 , 栅极 为 1 0V一 1 0 0 V的驱动 电压 V g,
该 驱动 电压 受视 频信 号调制 以实现 图像 不同 灰度等 级 显示 。其 中 1 1 阴极 ,1 2为后玻 璃基 板 ,1 3 0为 0 0 为栅极 ,1 4 0 为碳 纳米 管 ,l 5为铝反射 膜兼 阳极 的 0
大功率液冷充电枪的发展现状

36 ELECTRONIC ENGINEERING & PRODUCT WORLD 2021.7
D esign & Application 设计应用 信号调理
负载端电压 压
5 结束语
本文对过欠压、防反接多功能保护电路的工作原理 和各保护功能电路进行了详细介绍和讲解。对过欠压、 防反接多功能保护电路,我们也通过实例进行了电脑仿 真验证和实际电路验证,都达到了所提要求。在实际应 用中,可以根据本文的讲解结合自己的实际需求,选择 一种或几种自己需要的保护功能电路。
24
醇 一出 时间)
菲尼 25
克斯
水+乙二 一进
35.7
500
醇 两出
2 国内大功率液冷充电枪发展现状
2017 年 7 月,由中电联和中汽研两家单位牵头,成 立中国电动汽车大功率充电技术与标准预研工作组,国 内参与大功率充电技术研究的主要有北汽、一汽、比亚 迪、南瑞、星星充电、奥特迅、沃尔等 20 余家电动汽 车充电相关企业,目前该标准还处于制定状态。标准组 成员单位已共同建成几个大功率充电示范项目,用于验 证新技术方案的可行性及安全性。
也迭代了好几次。由于国内标准接口需要重新拟定,没 有实际应用数据,因此大功率液冷充电枪的发展还有一 段路程要走。不过,随着 ChaoJi 接口标准的发布,大 功率液冷充电枪会迎来一波发展高峰。
参考文献: [1] 陈中,黄学良.电动汽车规模化发展所面临的挑战与机遇.电气工 程学报,2015(4): 35-44. [2] 陈清泉,孙立清.电动汽车的现状和发展趋势.科技导报.2005 (4):24-28.
(上接第36页) 问题,因此需要在技术及工艺基础上继 续对大功率液冷充电枪的冷却关键技术进行技术攻关。
蒸发台e型电子枪的工作原理与维修技术
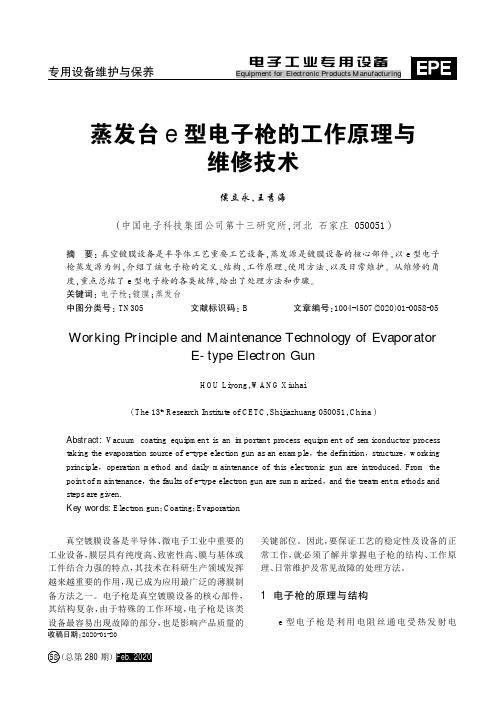
7,再穿过阳极(元件 2)。阳极是一个中间开口的金 表面附近产生的二次电子,反射电子和离子,均能
属块。电子束穿过阳极后,在偏转磁场(元件 3)的作 按一定的圆弧轨迹被相应的极板吸收。防止高能电
用下偏转 270° ,沿着特定的轨迹飞行并会聚成 子对沉淀膜层的损伤,明显提高了膜层的质量。
束,打到坩埚的靶材上(元件 11),使膜材升温而蒸
steps are given. Key words: Electron gun;Coating;Evaporation
真空镀膜设备是半导体、微电子工业中重要的 工业设备,膜层具有纯度高、致密性高、膜与基体或 工件结合力强的特点,其技术在科研生产领域发挥 越来越重要的作用,现已成为应用最广泛的薄膜制 备方法之一。电子枪是真空镀膜设备的核心部件, 其结构复杂,由于特殊的工作环境,电子枪是该类 设备最容易出现故障的部分,也是影响产品质量的
收稿日期院2020-01-20
关键部位。因此,要保证工艺的稳定性及设备的正 常工作,就必须了解并掌握电子枪的结构、工作原 理、日常维护及常见故障的处理方法。
1 电子枪的原理与结构
e 型电子枪是利用电阻丝通电受热发射电
58(总第 280 期)Feb援 2020
电 子 工 业 专 用 设备
Equipment for Electronic Products Manufacturing
总第280期电子工业专用设备equipmentforelectronicproductsmanufacturingfeb援2020收稿日期院20200120蒸发台e型电子枪的工作原理与维修技术侯立永王秀海中国电子科技集团公司第十三研究所袁河北石家庄050051摘要院真空镀膜设备是半导体工艺重要工艺设备袁蒸发源是镀膜设备的核心部件袁以e型电子枪蒸发源为例袁介绍了该电子枪的定义尧结构尧工作原理尧使用方法尧以及日常维护遥从维修的角度袁重点总结了e型电子枪的各类故障袁给出了处理方法和步骤遥关键词院电子枪曰镀膜曰蒸发台中图分类号院tn305文献标识码院b文章编号院10044507202001005805workingprincipleandmaintenancetechnologyofevaporatoretypeelectrongunhouliyongwangxiuhaithe13thresearchinstituteofcetcshijiazhuang050051chinaabstract
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大功率电子枪技术介绍随着科学技术的迅速发展,对高纯金属及合金的需要量越来越多,常规的冶炼方法已很难满足要求,而真空电子束熔炼是一种有效提纯方法,特别是对于在冶炼温度下具有较低蒸汽压的金属和合金更为有效。
大功率电子枪技术可对如Ta、Nb、Mo、Ti、Cr、Cu等金属进行净化,及提精。
作为超导线的基体材料所采用的高纯铜,必须具有很高的纯度(99.99%以上),而且要求结构致密,无气孔等缺陷。
完全依靠电子枪技术。
工作原理:电子束熔炼是一种特殊的真空冶金设备。
利用炉中的电子枪可将几十至数百kW的高能电子束聚焦在1cm2左右的焦点上,产生3500°C以上的高温。
当高能电子束聚焦在欲熔炼的钨、钼、钽、铌、锆等难熔金属原料上时,就能够将这些金属熔化,达到熔炼或提纯的目的。
由于高温区域有限,熔化的金属需要一点一点地滴入下面的熔池,经结晶器冷却,凝固成锭。
在高真空和高温的作用下,液态金属中的气体和杂质大量蒸发。
从而得到高纯度的致密的凝固态金属锭。
电子束熔炼炉是高温难熔金属熔炼和提纯的专用设备。
电子束熔炼在高真空下进行,熔炼时的过热温度高,维持液态的时间长,使材料的精炼提纯作用得以充分有效地进行。
电子束熔炼时,材料主要发生脱气、分解、脱氧、金属杂质的挥发和不熔杂质的上浮等。
其中,不熔杂质上浮而富集在铸锭顶部,可在切头时去除。
在真空下,电子枪的阴极被加热产生热电子逸出。
在加速电压(大于20kV)的作用下,热电子向阳极(零电位)加速运动。
由于聚束极的作用,电子束从阳极的中心孔通过,向下继续运动,经磁聚焦透镜的多次聚焦和磁偏转扫描透镜的调节,使电子束准确而集中地轰击到原料棒的表面。
在原料和熔池表面产生3000°C以上的温度,原料的表面被加热、熔化、滴入熔池中。
熔池就是锭上端的熔化部分,其周围是水冷铜坩埚(结晶器)。
由于电子束的加热作用,熔池保持不断地上下、内外对流。
随着熔化的原料不断滴入,熔池表面不断上升,拖锭装置又将锭不断向下拉动,使熔池表面保持一定高度。
工作方式:电子束对送进中的棒材进行照射、使棒材滴入角形坩埚充分进行熔解、再将熔液倾入倒至引拔水冷坩埚。
在引拔水冷坩埚中进行融解・凝固・引拔、制作铸块。
媒体对北京长城钛金公司的报道:棒材供给部分可以安装多种类型的坩埚、用以对应各种材料的工艺需要。
棒材供给的先端部安装有法兰、可容易对各种坩埚进行交换。
多种类型的坩埚1.水冷点坩埚传统电子枪和新型电子枪对比1、工作原理电子束熔炼是一种特殊的真空冶金设备。
利用炉中的电子枪可将几十至数百kW的高能电子束聚焦在1cm2左右的焦点上,产生3500°C以上的高温。
当高能电子束聚焦在欲熔炼的钨、钼、钽、铌、锆等难熔金属原料上时,就能够将这些金属熔化,达到熔炼或提纯的目的。
由于高温区域有限,熔化的金属需要一点一点地滴入下面的熔池,经结晶器冷却,凝固成锭。
在高真空和高温的作用下,液态金属中的气体和杂质大量蒸发。
从而得到高纯度的致密的凝固态金属锭。
电子束熔炼炉是高温难熔金属熔炼和提纯的专用设备。
电子束熔炼在高真空下进行,熔炼时的过热温度高,维持液态的时间长,使材料的精炼提纯作用得以充分有效地进行。
电子束熔炼时,材料主要发生脱气、分解、脱氧、金属杂质的挥发和不熔杂质的上浮等。
其中,不熔杂质上浮而富集在铸锭顶部,可在切头时去除。
在真空下,电子枪的阴极被加热产生热电子逸出。
在加速电压(大于20kV)的作用下,热电子向阳极(零电位)加速运动。
由于聚束极的作用,电子束从阳极的中心孔通过,向下继续运动,经磁聚焦透镜的多次聚焦和磁偏转扫描透镜的调节,使电子束准确而集中地轰击到原料棒的表面。
在原料和熔池表面产生3000°C以上的温度,原料的表面被加热、熔化、滴入熔池中。
熔池就是锭上端的熔化部分,其周围是水冷铜坩埚(结晶器)。
由于电子束的加热作用,熔池保持不断地上下、内外对流。
随着熔化的原料不断滴入,熔池表面不断上升,拖锭装置又将锭不断向下拉动,使熔池表面保持一定高度。
2、电子束熔炼炉的结构整个电子束熔炼炉由炉体部分、电子枪部分、真空系统部分、高压电源部分、进料系统、拖锭系统、自动控制系统、水冷系统等组成。
如图1所示。
2.1炉体部分炉体部分为ψ1000×2000mm带水套卧式腔体,两边活动炉门,均采用1Cr18Ni9Ti不锈钢材料制造,炉体分别与电子枪、真空系统、进料装置、水冷铜坩埚、拖锭装置和观察测温相连接。
2.2电子枪部分电子枪由钨丝阴极,阴极,聚束极、加速阳极、栏孔板、磁聚焦透镜、磁偏转扫描透镜等部件组成,可产生250kW的电子泵。
电子束轰击到金属表面上,其动能变成热能。
为熔炼提供热源。
2.3高压电源部分整个系统由主高压电源、副高压电源、灯丝电源三部分组成。
①主高压部分:由晶闸管交流相控装置、交流调压器、主高压变压器、高压三相整流器、平波电抗器、滤波电容器及保护、取样部分组成。
晶闸管相控电路组成及截止保护,主高压调节范围3-30kV,直流电流输出能力7.0A,电压闭环控制,稳压精度1%取样电路接地系统由需方提供可靠的稳定接地点。
②副高压部分:由晶闸管交流相控装置、副高压隔离升压变压器、三相桥式整流电路、副高压平波电抗器组成。
晶闸管交流相控装置按束流电流闭环设计,束流控制和调节由该部分实现。
输出直流电压的调节范围300-3000V,束流反馈由分流器提供。
③灯丝部分:由晶闸管交流相控装置、隔离变压器、电流取样部分组成。
交流相控装置按灯丝电流闭环设计,灯丝电流80A,电压25V,灯丝电流稳定度1%,灯丝可脱离主高压、副高压单独设定。
以上三个部分的隔离变压器均按35kV耐压设计,试验电压要求80kV/min。
正常运行时,主高压、副高压、灯丝、束流均为闭环稳定工作状态。
当负载打火时,主高压、副高压均可自行软恢复,软恢复时间可调整。
系统具有完善的过电压、过电流、负载过冲击、打火截止等各项保护功能,能适应熔炼炉频繁短路的运行状态,并具备人工脉冲强制锁定按钮。
系统具有主高压、副高压、灯丝电压、电流、束流等各种电参数显示,并能由远控台进行操作。
2.4真空系统真空系统在电子枪室内部获得10-3Pa真空度,确保电子束的发射聚焦;在炉体内部获得10-2Pa真空度,防止金属氧化、促使杂质蒸发。
①炉室真空系统由2台KT-600扩散泵为主泵(抽速共34000L/s),前级泵为1台ZJP-1200带旁通阀的罗茨泵(抽速为1200L/s),1台H-150滑阀泵(抽速为150L/s),2台2X-15机械泵作为扩散泵的维持泵,以及与之配套的各种阀门,如电磁放气阀、气动挡板阀、电磁真空充气阀、气动蝶阀、水冷挡板等部件组成。
这样的真空系统能保证高阀打开以后很快进入10-3Pa,并能在熔炼的过程中保证炉室的真空度。
我们选用的真空组件是国内同行业质量最好厂家的产品。
②电子枪真空系统采用3套F-450型涡流分子泵(每台抽速450L/s),每台泵前各有1只GCD-150高真空插板阀,以及2X-30型旋片泵为前级泵,组成清洁无油真空系统,不会对电子枪室造成油污染,而且启动快,抽速平衡,这在国内是首次采用,实践证明是成功的。
2.5进料机构进料装置包括给料箱和给料装置。
其作用是使金属原料棒不断向前移动、左右摆动,以确保金属原料逐点熔化。
横向进料机构采用水平辊道推料方式送给坯料,水平辊道的端部可以摆动(已申报专利),以调整坯料熔化位置,进料速度和摆动速度采用调频电机控制,可调速。
2.6拖锭系统拖锭装置包括锭座,拖锭杆和坩埚。
此装置保持钼锭和熔池转动,冷却熔池,不断下拉金属锭和熔池。
拖锭机构采用垂直拖锭杆拖锭,拖锭杆可以旋转,拖锭杆可以水平移出,以便于从熔化工位移动到卸料工位。
拖锭速度可调,采用调频电机控制。
2.7自动控制系统控制系统由上位机、大型触摸屏、PLC可编程控制器、A/D接口、通讯接口、变送器、编码器等组成,实现对以下各条的控制,即:①真空系统的所有泵、阀在满足所需真空条件时开启、关闭的全自动及手动控制。
②拖动系统:送料、摆料、拖锭、转锭、料车、料筒、定位气缸等电机在熔炼、出料全过程的运行、定位、限位的全自动运行及手动控制。
③熔炼参数:主高压电压、电流;副高压电压、电流;灯丝电压电流、聚焦电流、偏转电流、扫描电流、炉室真空度、料位显示等参数均由变送器经A/D转换后送至PLC、上位机进行实时动态监控,工业电视观测熔炼全过程。
操作台上有大型触摸屏可进行参数动态系统控制图显示、参数修改和手动操作。
④保护系统:水压、水流、水温、电子枪、炉室真空、高压系统的保护连锁、控制功能。
⑤送料、拉锭、摆料系统采用交流变频调速器控制。
⑥整个控制系统都具有手动、自动控制功能。
⑦熔炼窗观察系统由直接观察和电视观察两套组成,供熔炼操作用。
2.8水冷系统集中供应冷却水,备有3”进水管,4”出水管,有集流水箱,有水温、水流、水压连锁保护指示功能。
3、技术指标①电子枪额定功率:250kW;最大功率:300kW;②加速电压:35kV;加速电流:7A;③电子枪室真空度:10-4--3Pa;⑤功率密度:>2.5×10-5W/cm2;⑥阴极钨丝寿命:>400h;⑦电子枪功率损失:<3%;⑧电子枪阴极块寿命:>2000h;⑨炉室真空度:1.0×10-3Pa;⑩主变压器额定功率:375kVA;11主调压器额定功率:400kVA;4、调试概况4.1工艺过程原料准备:钽粉经等静压成型后在1600°C-1700°C烧结,根据熔炼要求,在真空氩弧焊箱中焊接成一定尺寸的棒料;熔炼过程:将熔炼料及水冷铜坩埚底垫好后,密封、抽气,检查漏气率,通冷却水;当熔炼室和枪室真空度均达到0.002Pa左右时,将灯丝预热脱气;恢复真空度后,将枪室和熔炼室之间的横阀打开,输入高压直流电,调节聚焦和偏转磁场,使电子束对准料棒和坩埚,将坩埚底锭部分熔化,形成熔池后,即可进行熔炼;同时进行拉锭,保持液面水平一定。
熔炼过程中应该控制好熔炼速度、熔炼功率和真空度。
高熔点稀有金属往往经过一次熔炼后,还进行第二次熔炼,以进一步提高锭的纯度和使锭的成分、组织均匀。
4.2工艺参数表1工艺参数设备功率(kW)坩埚直径(mm)原料状态漏气率(Pa.L/s)真空度(Pa)熔炼功率(kW)熔炼速度(kg/h)熔炼前熔炼中25090烧结条<0.674.2×10-31.2×10-216025.0250110一次锭<0.675.×10-31.2×10-218220.6250120一次锭<0.675.×10-31.2×10-223418.35、结论电子枪:自主知识产权的大功率单枪;采用了三次磁透镜聚束电子束。