ADC-12的铝合金压铸件资料
压铸铝合金材料(ADC12)
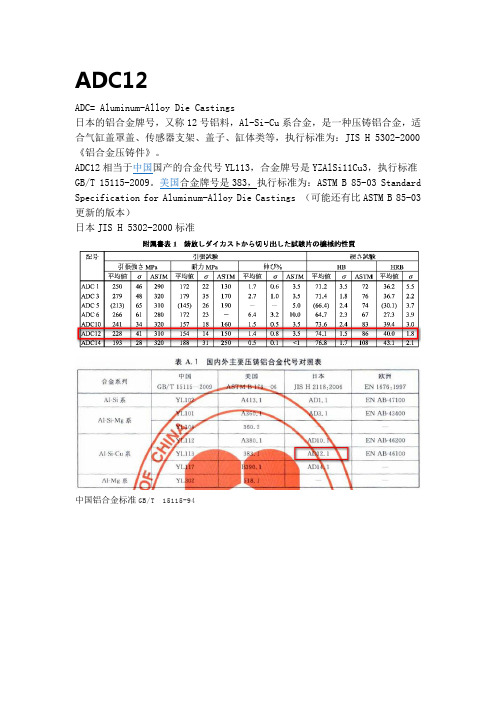
ADC12
ADC= Aluminum-Alloy Die Castings
日本的铝合金牌号,又称12号铝料,Al-Si-Cu系合金,是一种压铸铝合金,适合气缸盖罩盖、传感器支架、盖子、缸体类等,执行标准为:JIS H 5302-2000《铝合金压铸件》。
ADC12相当于中国国产的合金代号YL113,合金牌号是YZAlSi11Cu3,执行标准GB/T 15115-2009。
美国合金牌号是383,执行标准为:ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings (可能还有比ASTM B 85-03更新的版本)
日本JIS H 5302-2000标准
中国铝合金标准GB/T 15115-94
T5 固溶处理(淬火)加不完全人工时效用来得到较高的强度和塑性,但抗蚀性会有所下降,非凡是晶间腐蚀会有所增加。
时效温度低,保温时间短,时效温度约150-170℃,保温时间为3-5h。
F: 挤压状态。
指材料经由挤压成型未经任何冷作加工或热处理的状态;
ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings。
adc12含铝标准
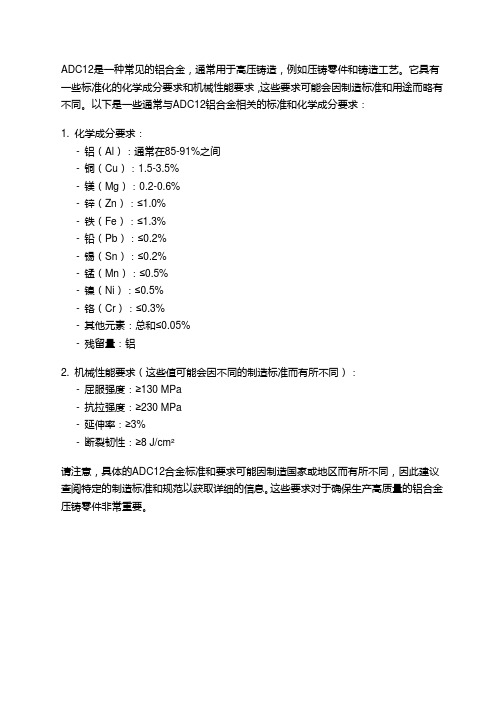
ADC12是一种常见的铝合金,通常用于高压铸造,例如压铸零件和铸造工艺。
它具有一些标准化的化学成分要求和机械性能要求,这些要求可能会因制造标准和用途而略有不同。
以下是一些通常与ADC12铝合金相关的标准和化学成分要求:
1. 化学成分要求:
- 铝(Al):通常在85-91%之间
- 铜(Cu):1.5-3.5%
- 镁(Mg):0.2-0.6%
- 锌(Zn):≤1.0%
- 铁(Fe):≤1.3%
- 铅(Pb):≤0.2%
- 锡(Sn):≤0.2%
- 锰(Mn):≤0.5%
- 镍(Ni):≤0.5%
- 铬(Cr):≤0.3%
- 其他元素:总和≤0.05%
- 残留量:铝
2. 机械性能要求(这些值可能会因不同的制造标准而有所不同):
- 屈服强度:≥130 MPa
- 抗拉强度:≥230 MPa
- 延伸率:≥3%
- 断裂韧性:≥8 J/cm²
请注意,具体的ADC12合金标准和要求可能因制造国家或地区而有所不同,因此建议查阅特定的制造标准和规范以获取详细的信息。
这些要求对于确保生产高质量的铝合金压铸零件非常重要。
ADC-12的铝合金压铸件资料

1。考虑壁厚的问题,厚度的差距过大会对填充带来影响
2。考虑脱模问题,这点在压铸实际中非常重要,现实中往往回出现这样的问题,这比注塑脱模讨厌多了,所以拔模斜度的设置和动定模脱模力的计算要注意些,一般拔模斜度为1到3度,通常考虑到脱模的顺利性,外拔模要比拔模的斜度要小些,外拔模也就1度,而拔模要2~3度左右
7。再有就是注意选料了,是用ADC12还是A380等,要看具体的要求了
8。铝合金没有弹性,要做扣位只有和塑料配合。
9。一般不能做深孔!在开模具时只做点孔,然后在后加工!
10。如果是薄壁零件与不能太薄,而且一定要用加强肋,增加抗弯能力!由于铝铸件的温度要在800摄氏度左右!模具寿命一般比较短一般做如电机外壳的话只有80K左右就再见了!
氧化一般分为:铝、铝合金和钢铁零件的氧化,源自是所能达到的目的和所使用的溶液不同
制作
袁家寳
审核
核准
压铸件和阳极氧化之间没有必然的联系。
铸铝的种类很多,不一定要选硅铝合金(铸铝分Al-Si系、AL-Cu系、AL-Mg系、AL-Zn系等,还有参杂稀土元素的)。即使选用硅铝合金,阳极氧化也并非不可行。一般来说,合金铝中多多少少都含硅元素,比如6061含硅0.4~0.8%,7075含硅0.4%,这样的含硅量对合极化影响是很小的(顺便说一句,铜含量对铝合极氧化影响不大,但在硬质氧化、瓷质氧化时,铜、锰影响很大)。但当合金中硅含量很大(>7%)时,对合金的阳极氧化就会有影响。主要表达在氧化耗时较长,膜层显得灰暗等,这些问题通过工艺可以解决(比如不用直流、而用脉冲电流氧化),这就需要表面处理厂家有一定的技术能力。所以,铸铝≠硅铝合金≠不能阳极氧化。
6。对于需进行表面加工的零件,注意,需要在零件设计时给适合的加工留量,不能太多,否则加工人员会骂你的,而且会把里面的气孔都暴露出来的,不能太少,否则粗精定位一加工,得,黑皮还没干掉,你就等再在模具上打火花了,那给多少呢,留量最好不要大于0。8mm,这样加工出来的面基本看不到气孔的,因为有硬质层的保护。
adc12压铸铝料回炉比例要求
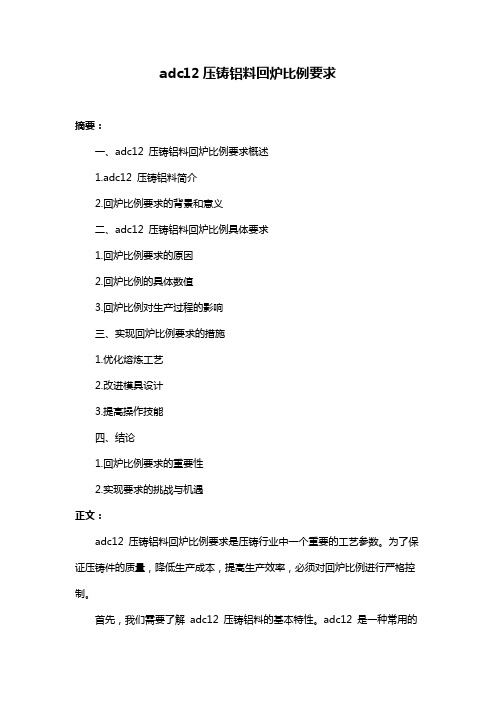
adc12压铸铝料回炉比例要求摘要:一、adc12 压铸铝料回炉比例要求概述1.adc12 压铸铝料简介2.回炉比例要求的背景和意义二、adc12 压铸铝料回炉比例具体要求1.回炉比例要求的原因2.回炉比例的具体数值3.回炉比例对生产过程的影响三、实现回炉比例要求的措施1.优化熔炼工艺2.改进模具设计3.提高操作技能四、结论1.回炉比例要求的重要性2.实现要求的挑战与机遇正文:adc12 压铸铝料回炉比例要求是压铸行业中一个重要的工艺参数。
为了保证压铸件的质量,降低生产成本,提高生产效率,必须对回炉比例进行严格控制。
首先,我们需要了解adc12 压铸铝料的基本特性。
adc12 是一种常用的压铸铝合金,具有良好的流动性和可锻性,广泛应用于汽车、摩托车、电子等领域。
然而,在压铸过程中,铝料中的一些杂质和气体可能会导致铸件出现缺陷,如气孔、夹杂等,影响其使用性能。
因此,对铝料进行回炉处理,提高其纯度,是保证铸件质量的关键环节。
根据相关标准和实际生产经验,adc12 压铸铝料回炉比例要求通常为10%-20%。
这一比例既能保证铝料的充分燃烧,又能避免过量燃烧导致的资源浪费。
回炉比例要求的实现,依赖于熔炼工艺的优化、模具设计的改进以及操作技能的提高。
为了实现回炉比例要求,首先需要优化熔炼工艺。
熔炼过程中,应严格控制炉温、熔剂添加量、熔炼时间等因素,以保证铝料的充分燃烧。
同时,应定期对熔炼设备进行检查和维护,确保其正常运行。
其次,改进模具设计也是实现回炉比例要求的重要措施。
合理的模具设计可以降低铝料在压铸过程中的损耗,提高熔体的纯净度。
此外,模具的冷却系统设计也应得到充分重视,以避免因温度过高导致的铝料氧化和夹杂。
最后,提高操作技能也是实现回炉比例要求的关键。
操作工应熟练掌握熔炼、压铸等工艺流程,严格按照操作规程进行操作,及时发现和处理生产过程中出现的问题。
总之,adc12 压铸铝料回炉比例要求是保证压铸件质量的重要环节。
压铸铝合金 ADC12

A413
A360
518
514
A380
A383
物資成份比
銅Cu
1.0
0.6
0.2
0.1
2.0~4.0
1.5~3.5
矽Si
11.0~13.0
9.0~10.0
0.3
1.0
7.5~9.5
9.6~12.0
鎂Mg
0.3
0.4~0.6
4.1~8.5
2.6~4.0
0.3
0.3
鋅Zn
0.5
0.5
0.1
0.4
1.0
3.0%
3.5%
5.0%
2.5%
2.5%
密度g/cm3
2.66
2.64
2.65
2.57
2.71
2.70
剪斷應力
17.5MPa
18.0MPa
20.0MPa
20.0MPa
19.5MPa
20.0MPa
疲勞應力
13.4MPa
12a
14.1MPa
14.1MPa
附註:本表是比較試片實驗為基礎。
壓鑄鋁合金
合金物質成份表
下列成份表為適合壓鑄用鋁合金之通用規格,以常用性分為;特殊用及一般用兩大類。
一般用料佔有市場90%以上,而ADC12又佔70%以上,也是最適應壓鑄條件之鋁合金。
壓鑄鋁合金通用成份表
規格分類
特殊用壓鑄鋁合金
一般用壓鑄鋁合金
JIS
ADC1
ADC3
ADC5
ADC6
ADC10
ADC12
JIS
ADC1
ADC3
ADC5
ADC6
ADC10
压铸铝合金材料(ADC12)
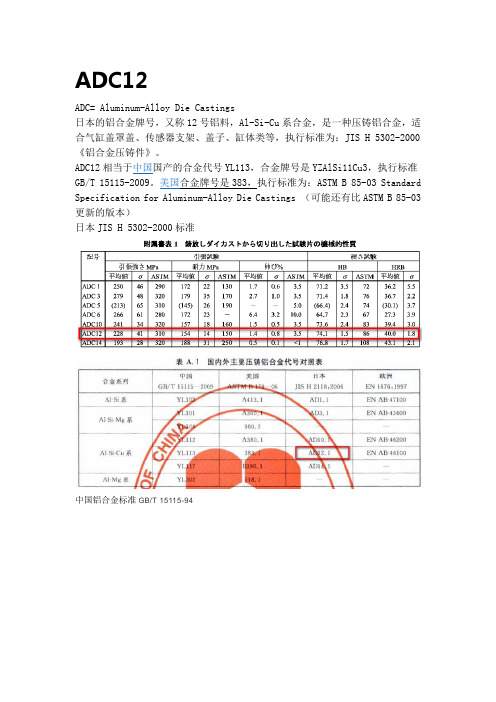
ADC12
ADC= Aluminum-Alloy Die Castings
日本的铝合金牌号,又称12号铝料,Al-Si-Cu系合金,是一种压铸铝合金,适合气缸盖罩盖、传感器支架、盖子、缸体类等,执行标准为:JIS H 5302-2000《铝合金压铸件》。
ADC12相当于中国国产的合金代号YL113,合金牌号是YZAlSi11Cu3,执行标准GB/T 15115-2009。
美国合金牌号是383,执行标准为:ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings (可能还有比ASTM B 85-03更新的版本)
日本JIS H 5302-2000标准
中国铝合金标准GB/T 15115-94
T5 固溶处理(淬火)加不完全人工时效用来得到较高的强度和塑性,但抗蚀性会有所下降,非凡是晶间腐蚀会有所增加。
时效温度低,保温时间短,时效温度约150-170℃,保温时间为3-5h。
F: 挤压状态。
指材料经由挤压成型未经任何冷作加工或热处理的状态;
ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings。
ADC12化学成分与60616063化学成分及选择
若为 6061-T6 状态,其抗拉强度一般超过 310 兆帕
一般情况下,铝合金的固溶温度是固定的,固溶温度区间很小。 如果超过固溶温度,容易造成过热甚至过烧,晶粒粗大,性能下降。 时效温度可参照温度与强度或硬度变化曲线定,看你需要在欠时效、峰时效还是过时效状态。 千万不能任意提高固溶温度
6063 的 T6 规范: 520~540℃固溶 ~~~~分钟(依壁厚而定),如果是热加工出来的,热加工终了温度大于 510℃的,可不需要保温; 冷却到室温后,在 24 小时内,放入时效炉内,175℃保温 6~8 小时; 出炉,风冷。
固溶 530℃X180min 然后马上淬水(水温 20 度以下 X10min)后经时效 175℃X480Min,硬度应为 HB95 以上。
固溶温度和时效温度是两码事。 在一定程度行提高固溶温度,可以取得较好的淬火效果。 而时效温度提高,则可能导致过时效,或者时效进行得太快而导致析出物粗大,
6063 铝合金化学成分的选择
6063 铝合金广泛用于建筑铝门窗、幕墙的框架,为了保证门窗、幕墙具有高的抗风压性能、装配性能、耐蚀性能和装饰性能,对 铝合金型材综合性能的要求远远高于工业型材标准。 在国家标准 GB/T3190 中规定的 6063 铝合金成分范围内,对化学成分的取 值不同,会得到不同的材质特性,当化学成分的范围很大时,其性能差异会在很大范围内波动,以致型材的综合性能会无法控制。
化学成分(Chemical Composition Limits wt%)
Pb.
Cu
Si
Fe
Mn
Mg
Zn
ADC12化学成分与6063材料成分及选择

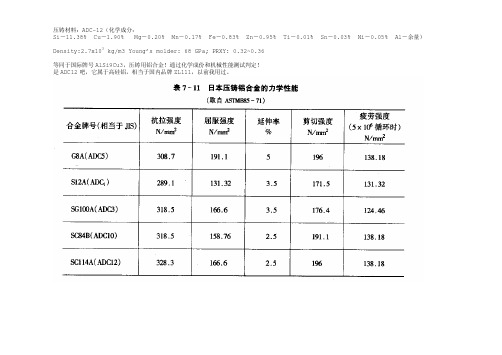
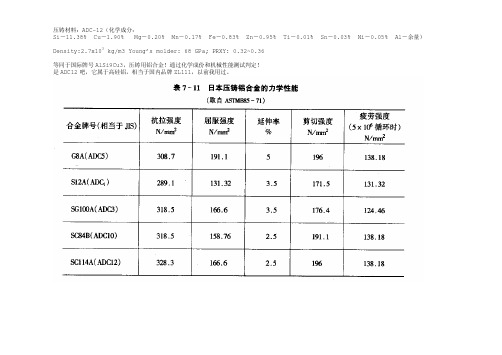
ADC12化学成分与6063材料成分及选择压铸材料:ADC-12(化学成分:Si-11.38% Cu-1.90% Mg-0.20% Mn-0.17% Fe-0.83% Zn-0.95% Ti-0.01% Sn-0.03% Ni-0.05% Al-余量)Density:2.7x103 kg/m3 Young’s molder: 68 GPa; PRXY: 0.32~0.36等同于国际牌号AlSi9Cu3,压铸⽤铝合⾦!通过化学成份和机械性能测试判定!是ADC12吧,它属于⾼硅铝,相当于国内品牌ZL111,以前我⽤过。
6063铝合⾦化学成分的选择6063铝合⾦⼴泛⽤于建筑铝门窗、幕墙的框架,为了保证门窗、幕墙具有⾼的抗风压性能、装配性能、耐蚀性能和装饰性能,对铝合⾦型材综合性能的要求远远⾼于⼯业型材标准。
在国家标准GB/T3190中规定的6063铝合⾦成分范围内,对化学成分的取值不同,会得到不同的材质特性,当化学成分的范围很⼤时,其性能差异会在很⼤范围内波动,以致型材的综合性能会⽆法控制。
因此,优选6063铝合⾦的化学成分成为⽣产优质铝合⾦建筑型材的最重要的⼀环。
1 合⾦元素的作⽤及其对性能的影响 6063铝合⾦是AL-Mg-Si系中具有中等强度的可热处理强化合⾦,Mg和Si是主要合⾦元素,优选化学成分的主要⼯作是确定Mg和Si的百分含量(质量分数,下同)。
1.1 Mg的作⽤和影响 Mg 和Si组成强化相Mg2Si,Mg的含量愈⾼,Mg2Si的数量就愈多,热处理强化效果就愈⼤,型材的抗拉强度就愈⾼,但变形抗⼒也随之增⼤,合⾦的塑性下降,加⼯性能变坏,耐蚀性变坏。
1.2 Si的作⽤和影响 Si的数量应使合⾦中所有的Mg都能以Mg2Si相的形式存在,以确保Mg的作⽤得到充分的发挥。
随着Si含量增加,合⾦的晶粒变细,⾦属流动性增⼤,铸造性能变好,热处理强化效果增加,型材的抗拉强度提⾼⽽塑性降低,耐蚀性变坏。
adc12成分

adc12成分
ADC12(Aluminum-die-casting)是一种铝合金,它是以含有铝、锌和铜等金属元素(主要是铝)为基础的合金。
它具有优良的机械性能和抗腐蚀性能,且具有较低的密度,因而在汽车、航空航天、电子电气设备和家用产品等不同行业得到了广泛应用。
ADC12金有许多加工工艺,其中最常见的是压铸工艺。
压铸是一种利用高压将金属液体成型成具有预定形状的加工工艺,是金属结构件快速定型的有效方法,能够满足不同行业的技术要求,比如汽车、航空航天、电子电气设备等。
ADC12合金可以进行改性处理来提高它的特性。
这种改性处理包括添加其他金属,如铥、钛、镍、钴等;还可以采用表面处理技术,如热处理、电镀、涂层等,调整成分和组织结构,以满足各种应用需求。
ADC12合金经过改性处理后,具有优越的性能,能够解决行业问题和降低生产成本。
其机械性能优异,具有良好的延展性和抗拉强度,能够承受剧烈的机械冲击。
它的热固性能也非常优良,可以安全运行在高温环境下,而且表面防腐蚀性能很好,能够有效阻止有害气体对金属的侵蚀。
此外,ADC12合金具有卓越的电磁遮挡性能,有助于保护电子产品的安全。
此外,ADC12合金的密度较低,可以节约大量金属,节约能源,为行业带来更多的财政成本等优势。
它的加工成本也相对较低,简化的加工操作能够明显降低制造成本,大大减少了投入成
本。
总之,ADC12合金经过改性处理后,具有优越的性能和出色的加工成本。
因此,该合金受到了许多工业行业的青睐,可以满足行业的各种技术要求,为企业带来更多的经济效益。
ADC的铝合金压铸件
铸铝的种类很多,不一定要选硅铝合金(铸铝分Al-Si系、AL-Cu系、AL-Mg系、AL-Zn系等,还有参杂稀土元素的)。即使选用硅铝合金,阳极氧化也并非不可行。一般来说,合金铝中多多少少都含硅元素,比如6061含硅0.4~0.8%,7075含硅0.4%,这样的含硅量对合金阳极化影响是很小的(顺便说一句,铜含量对铝合金阳极氧化影响不大,但在硬质氧化、瓷质氧化时,铜、锰影响很大)。但当合金中硅含量很大(>7%)时,对合金的阳极氧化就会有影响。主要体现在氧化耗时较长,膜层显得灰暗等,这些问题通过工艺可以解决(比如不用直流、而用脉冲电流氧化),这就需要表面处理厂家有一定的技术能力。所以,铸铝≠硅铝合金≠不能阳极氧化。
7。再有就是注意选料了,是用ADC12还是A380等,要看具体的要求了
8。铝合金没有弹性,要做扣位只有和塑料配合。
9。一般不能做深孔!在开模具时只做点孔,然后在后加工!
10。如果是薄壁零件与不能太薄,而且一定要用加强肋,增加抗弯能力!由于铝铸件的温度要在800摄氏度左右!模具寿命一般比较短一般做如电机外壳的话只有80K左右就再见了!
氧化一般分为:铝、铝合金和钢铁零件的氧化,只是所能达到的目的和所使用的溶液不同
制作
袁家寳
审核
核准
3。设计时考虑到模具设计的问题,如果有多个位置的抽心位,尽量的放两边,最好不要放在下位抽心,这样时间长了下抽心会容易出问题
4。有些压铸件外观可能会有特殊的要求,如喷油、喷粉等,这时就要时结构避开重要外观位置便于设置浇口溢流槽
5。在结构上尽量的避免出现导致模具结构复杂的结构出现,如,不得不使用多个抽心或螺旋抽心等
2.磁粉探伤
适宜于铁磁性材料如铸造、锻造和其它机加工部件的无损检测。
adc12材料标准

adc12材料标准
ADC12铝合金是一种常用的铝合金材料,具有良好的机械性能和耐腐蚀性能,被广泛应用于汽车零部件、航空航天、电子产品等领域。
本文将对ADC12材料的
标准进行详细介绍,包括其化学成分、机械性能、加工工艺要求等方面的内容。
首先,ADC12铝合金的化学成分主要包括铝、铜、硅、镁等元素。
其中,铝
的含量大于95.7%,铜的含量为1.5-3.5%,硅的含量为9.6-12%,镁的含量为0.3%。
这些元素的含量对ADC12铝合金的性能起着重要的影响,合理的化学成分可以保
证铝合金的强度和耐腐蚀性能。
其次,ADC12铝合金具有优良的机械性能,包括抗拉强度、屈服强度、延伸
率等指标。
在铸造过程中,需要严格控制合金的温度、压力和速度,以确保铝合金铸件的机械性能符合标准要求。
此外,ADC12铝合金还具有良好的耐腐蚀性能,
能够在潮湿、腐蚀性环境中长期稳定工作。
另外,ADC12铝合金在加工工艺上也有一定的要求。
铝合金铸件在铸造后需
要进行热处理,以消除内部应力和改善其机械性能。
同时,在机械加工过程中,需要选择合适的切削工艺和刀具,以确保铝合金铸件的加工精度和表面质量。
总之,ADC12铝合金作为一种常用的铝合金材料,具有优良的机械性能和耐
腐蚀性能,被广泛应用于各个领域。
了解其化学成分、机械性能和加工工艺要求对于合理选择和使用ADC12铝合金具有重要意义。
希望本文对ADC12材料的标准
有所帮助,谢谢阅读。
ADC12化学成分与6063材料成分及选择

压铸材料:ADC-12(化学成分:Si-11.38% Cu-1.90% Mg-0.20% Mn-0.17% Fe-0.83% Zn-0.95% Ti-0.01% Sn-0.03% Ni-0.05% Al-余量)Density:2.7x103 kg/m3 Young’s molder: 68 GPa; PRXY: 0.32~0.36等同于国际牌号AlSi9Cu3,压铸用铝合金!通过化学成份和机械性能测试判定!是ADC12吧,它属于高硅铝,相当于国内品牌ZL111,以前我用过。
6063铝合金化学成分的选择6063铝合金广泛用于建筑铝门窗、幕墙的框架,为了保证门窗、幕墙具有高的抗风压性能、装配性能、耐蚀性能和装饰性能,对铝合金型材综合性能的要求远远高于工业型材标准。
在国家标准GB/T3190中规定的6063铝合金成分范围内,对化学成分的取值不同,会得到不同的材质特性,当化学成分的范围很大时,其性能差异会在很大范围内波动,以致型材的综合性能会无法控制。
因此,优选6063铝合金的化学成分成为生产优质铝合金建筑型材的最重要的一环。
1 合金元素的作用及其对性能的影响 6063铝合金是AL-Mg-Si系中具有中等强度的可热处理强化合金,Mg和Si是主要合金元素,优选化学成分的主要工作是确定Mg和Si的百分含量(质量分数,下同)。
1.1 Mg的作用和影响 Mg和Si组成强化相Mg2Si,Mg的含量愈高,Mg2Si的数量就愈多,热处理强化效果就愈大,型材的抗拉强度就愈高,但变形抗力也随之增大,合金的塑性下降,加工性能变坏,耐蚀性变坏。
1.2 Si的作用和影响 Si的数量应使合金中所有的Mg都能以Mg2Si相的形式存在,以确保Mg的作用得到充分的发挥。
随着Si含量增加,合金的晶粒变细,金属流动性增大,铸造性能变好,热处理强化效果增加,型材的抗拉强度提高而塑性降低,耐蚀性变坏。
2 Mg和Si含量的选择 2.1 Mg2Si量的确定 2.1.1 Mg2Si相在合金中的作用 Mg2Si在合金中能随着温度的变化而溶解或析出,并以不同的形态存在于合金中: (1)弥散相β’’固溶体中析出的Mg2Si相弥散质点,是一种不稳定相,会随温度的升高而长大。
铝合金adc12杨氏模量

铝合金adc12杨氏模量
摘要:
1.铝合金ADC12 的概述
2.铝合金ADC12 的加工方法
3.铝合金ADC12 的杨氏模量
4.铝合金ADC12 的应用领域
正文:
一、铝合金ADC12 的概述
铝合金ADC12 是一种高强度、硬质、耐腐蚀的铝合金材料,其主要成分为铝、铜、镁、硅等元素。
这种材料在航空、航天、汽车、电子等领域具有广泛的应用,因为它具有较低的密度、较高的强度和良好的耐腐蚀性能。
二、铝合金ADC12 的加工方法
铝合金ADC12 可以通过多种加工方法进行制造,如铣削(3 轴、4 轴、5 轴)、车削(数车、车铣复合)及表面处理等。
这些加工方法可以使铝合金ADC12 获得所需的形状、尺寸和表面质量,以满足不同领域的应用需求。
三、铝合金ADC12 的杨氏模量
铝合金ADC12 的杨氏模量是指材料在受到拉伸或压缩时的应变量与应力之间的比值,是衡量材料弹性特性的重要指标。
铝合金ADC12 的杨氏模量较高,这意味着它具有较好的弹性和抗拉伸性能,能够在各种应用环境中保持稳定性能。
四、铝合金ADC12 的应用领域
铝合金ADC12 在许多领域都有广泛的应用,如航空航天、汽车制造、电子通信等。
在航空航天领域,铝合金ADC12 可以用于制造飞机、导弹等部件,因其具有较低的密度和较高的强度,能够减轻整个航空器的重量,提高燃油效率。
在汽车制造领域,铝合金ADC12 可以用于制造发动机、车轮等部件,同样可以减轻整个汽车的重量,提高燃油效率。
在电子通信领域,铝合金ADC12 可以用于制造手机、笔记本电脑等设备的外壳,因其具有较高的耐腐蚀性能和良好的外观,能够保护设备免受外界环境的损害。
压铸铝合金材料ADC

中国铝合金标准GB/T?15115-94高的强度和塑性,但抗蚀性会有所下降,非凡是晶间腐蚀会有所增加。 时效温度低,保温时间短,时效温度约150-170℃,保温时间为3-5h。
F:挤压状态。指材料经由挤压成型未经任何冷作加工或热处理的状态;
ADC12
ADC= Aluminum-Alloy Die Castings
日本的铝合金牌号,又称12号铝料,Al-Si-Cu系合金,是一种压铸铝合金,适合气缸盖罩盖、传感器支架、盖子、缸体类等,执行标准为:JIS H 5302-2000《铝合金压铸件》。
ADC12相当于中国国产的合金代号YL113,合金牌号是YZAlSi11Cu3,执行标准GB/T 15115-2009。美国合金牌号是383,执行标准为:ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings(可能还有比ASTM B 85-03更新的版本)
ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings
铝合金锭ADC12

铝合金锭ADC= Aluminum-Alloy Die Castings日本的铝合金牌号,又称12号铝料,Al-Si-Cu系合金,是一种压铸铝合金,适合气缸盖罩盖、传感器支架、盖子、缸体类等,执行标准为:JIS H 5302-2000《铝合金压铸件》。
ADC12相当于中国国产的合金代号YL113,合金牌号是YZAlSi11Cu3,执行标准GB/T 15115-2009。
美国合金牌号是383,执行标准为:ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings (可能还有比ASTM B 85-03更新的版本)常识日本的ADC10及ADC12,基本上是用废旧铝再生的,日本还制订出废铝再生压铸铝合金的标准。
当前国内广泛应用压铸合金Y112,依据机械工业部的压铸合金标准,比较适宜于用废铝来熔炼,这无疑可缓解铝锭供不应求的矛盾。
成分ADC12含铝(Al) 余量,铜(Cu)1.5~3.5,硅(Si)9.6~12.0,镁(Mg)≤0.3,锌(Zn)≤1.0,铁(Fe)≤1.3,锰(Mn)≤0.5,镍(Ni)≤0.5,锡(Sn)≤0.3,钙(Ca) ≤200ppm,铅(Pb) ≤0.1,镉(Cd) ≤0.005化学成分Si 9.6~12Fe <1.3(含量低于0.6时压铸时粘模较为严重,具体成分根据客户相关需要而定)Cu 1.5~3.5Mg <0.3Mn<0.5Zn <1.0Ni <0.5Sn ≤0.3other each ≤0.05 other total ≤0.2Al 余量(85.5为最佳)Si 9.6~12Fe <0.9以下Cu 1.5~3.5 (通常情况下满足1.6即可)Mg <0.3Mn<0.5Zn <1.0Ni <0.5Sn ≤0.3Pb≤0.2Si 9.6~12Fe <0.9以下(原铝配做的ADC12 铁含量在0.6左右)Cu 1.5~3.5 (通常情况下满足1.6即可)Mg <0.3Mn<0.5Zn <1.0 (原铝配做的ADC12 锌含量在0.3左右)Ni <0.5Sn ≤0.3Pb≤0.05 (低铅,可以做到食品级)金相组织组织说明:α(Al)+(α+Si)共晶+少量Al2Cu+少量Mg2Si+杂质AlFeMnSi和细针状T(Al2FeSi2)相。
铝合金adc12材料参数的解释
铝合金adc12材料参数的解释1. 介绍铝合金adc12材料铝合金ADC12是一种常见的铝合金材料,其成分主要由铝、铜、铁、锌等金属元素组成。
ADC12材料具有较高的强度、良好的耐腐蚀性和优异的导热性能,因此广泛应用于汽车零部件、电子设备、航空航天和建筑等领域。
2. 材料参数的解释-化学成分铝合金ADC12的化学成分对于材料的性能至关重要。
具体来说,铝合金ADC12主要由以下几种元素组成:- 铝(Al):是铝合金的主要成分,具有轻、强、导热性好等特点;- 铜(Cu):可以提高铝合金的强度和耐腐蚀性;- 铁(Fe):对铝合金的强度和耐蚀性有一定的影响;- 锌(Zn):可以提高铝合金的流动性和制造性能。
这些化学成分的比例和含量可以根据具体的应用需求进行调整,以优化铝合金的性能。
3. 材料参数的解释-物理性能除了化学成分外,铝合金ADC12的物理性能也是评估其适用性的重要指标。
下面是对几个常见的物理参数进行解释:- 密度(Density):铝合金ADC12的密度较低,约为2.75 g/cm³,因此具有轻量化的特点,有助于减轻整体重量;- 强度(Strength):铝合金ADC12具有较高的强度,能够承受较大的载荷,并具有良好的耐腐蚀性;- 热导率(Thermal Conductivity):铝合金ADC12具有良好的导热性能,能够快速传导和分散热量,有助于保持材料的稳定性;- 膨胀系数(Coefficient of Thermal Expansion):铝合金ADC12的膨胀系数相对较低,能够减少因温度变化导致的形变和变形。
这些物理性能对于正确选择和使用铝合金ADC12材料至关重要。
4. 对铝合金ADC12材料的观点和理解铝合金ADC12作为一种常见的铝合金材料,具有许多优点,如强度高、耐腐蚀性好、导热性能优异等。
在汽车零部件、电子设备和航空航天等领域得到了广泛的应用。
然而,铝合金ADC12的合金成分和物理性能也需要根据具体的应用需求进行调整。
adc12压铸铝合金标准
adc12压铸铝合金标准ADC12是一种常用的压铸铝合金,具有优良的机械性能、良好的耐腐蚀性和优异的流动性。
它的化学成分和机械性能符合国际标准,以下是有关ADC12压铸铝合金的相关参考内容。
1. 化学成分:- 硅(Si):9.6-12.0%- 铜(Cu):1.5-3.5%- 镁(Mg):≤0.3%- 铅(Pb):≤0.003%- 镉(Cd):≤0.003%- 锌(Zn):≤1.0%- 铝(Al):余量2. 机械性能:- 屈服强度:≥130 MPa- 抗拉强度:≥230 MPa- 延伸率:≥1.0%- 冲击韧性:≥60 J/cm²- 硬度:≥80 HB3. 热物理性能:- 熔点:577-659°C- 线膨胀系数:21.7 x 10^(-6)/°C- 热传导率:80-96 W/(m·K)4. 加工性能:- 熔化温度:520-640°C- 压铸温度:650-680°C- 压铸压力:40-120 MPa- 压铸速度:6-60 m/s5. 耐腐蚀性能:- 密封渗透性:无渗漏- 抗腐蚀性:表现出良好的耐腐蚀性,在常见的大气、水和一些化学介质中都有较好的耐腐蚀性。
6. 数字表示:ADC12合金的数字表示中考虑了其成分和性能,其中"A"代表铝合金,"D"代表压铸材料,"C"代表使用长方体型的压铸铝合金,而数字"12"代表了该合金的大致成分范围。
7. 应用:ADC12合金常用于汽车零部件、电子产品外壳、设备外壳和通讯设备等领域。
由于其优良的机械性能和加工性能,使得ADC12合金在压铸铝合金领域具有广泛的应用前景。
总结:以上是关于ADC12压铸铝合金的相关参考内容。
ADC12合金具有一系列的优点,包括各种化学成分的控制、良好的机械性能和耐腐蚀性、良好的加工性能等。
这些特点使得ADC12合金成为压铸铝合金领域中广泛应用的一种材料。
ADC12化学成分与6061化学成分及选择
Elongation at Break 12.0 % -17% 伸长率 12.0 % -17%
化学成分(Chemical Composition Limits wt%)
Pb.
Cu
Si
Fe
Mn
Mg
Zn
Cr
Ti
Al
Bi
0.15-0.4
0.40.8
0.7 0.15
0.81.2
0.04-
0.25
0.15 /
0.35
余量
典型机械和物理性能(Typical Mechanical & Physical Properties)
压铸材料:ADC-12(化学成分: Si-11.38% Cu-1.90% Mg-0.20% Mn-0.17% Fe-0.83% Zn-0.95% Ti-0.01% Sn-0.03% Ni-0.05% Al-余量)
Density:2.7x103 kg/m3 Young’s molder: 68 GPa; PRXY: 0.32~0.36
6063 的 T6 规范: 520~540℃固溶 ~~~~分钟(依壁厚而定),如果是热加工出来的,热加工终了温度大于 510℃的,可不需要保温; 冷却到室温后,在 24 小时内,放入时效炉内,175℃保温 6~8 小时; 出炉,风冷。
固溶 530℃X180min 然后马上淬水(水温 20 度以下 X10min)后经时效 175℃X480Min,硬度应为 HB95 以上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制作
袁家寳
审核
核准
6、磷化膜有很好的润滑性能。
7、渗氮零件表面可以用磷化膜保护。
8、磷化膜的最大特点是能在钢铁的内表面及形状复杂的钢铁表面上获得保护膜。
9、膜层硬度和机械强度底,有一定的脆性。
钝化一般是指:为了提高镀锌层的防护性能和装饰性能,将镀件防入溶液中处理,使其表面形成一层化学稳定性较高的膜。经钝化处理后能提高镀锌层的防护性能和表面光泽。
钢铁零件在含有磷酸溶液中进行化学处理,使钢铁表面生成一层难溶于水的保护膜的过程,叫做磷化处理!
它主要有以下特点:
1、磷化膜表面呈灰色或暗灰色。
2、磷化膜经填充、上油或涂漆处理,在大气条件下具有较好的抗腐蚀能力。
3、膜层的吸附能力强,常作为涂料的底层。
4、磷化膜具有较高的电绝缘性。
5、经磷化处理后,原金属的机械性能、强度、磁性等基本不变。
1.压铸件的设计与塑胶件的设计比较相似,塑胶件的一些设计常规也适用于压铸件。
2.对于铝合金,模具所受温度和压力比塑胶的大很多,对设计的正确性要求特严。即使很好的模具材料,一旦有焊接,模具就几乎无寿命可言。锌合金跟塑胶差不多,模具寿命较好。
3.不能有凹的尖角,避免模具崩角。
4.压铸件的精度虽然比较高,但比塑胶差,而且拔模力比塑胶大,通常结构不能太复杂,必要时应将复杂的零件分解成两件或多件。
2.磁粉探伤
适宜于铁磁性材料如铸ห้องสมุดไป่ตู้、锻造和其它机加工部件的无损检测。
3.紫外线灯
价格低廉、可靠高和操作简单,各种管道的泄漏探查、涂镀层是否均匀的检验、杂质或污点的检测、半导体和生物领域、医疗、舞台特除艺术效果
4.射线探伤
射线探伤可以分为X射线、γ射线和高能射线探伤三种
X射线照相法探伤是利用射线在物质中的衰减规律和对某些物质产生的光化及荧光作用为基础进行探伤的。从射线强度的角度看,当照射在工件上射线强度为J0,由于工件材料对射线的衰减,穿过工件的射线被减弱至Jc。若工件存在缺陷时,因该点的射线透过的工件实际厚度减少,则穿过的射线强度Ja、Jb比没有缺陷的点的射线强度大一些。从射线对底片的光化作用角度看,射线强的部分对底片的光化作用强烈,即感光量大。感光量较大的底片经暗室处理后变得较黑。因此,工件中的缺陷通过射线在底片上产生黑色的影迹,这就是射线探伤照相法的探伤原理。
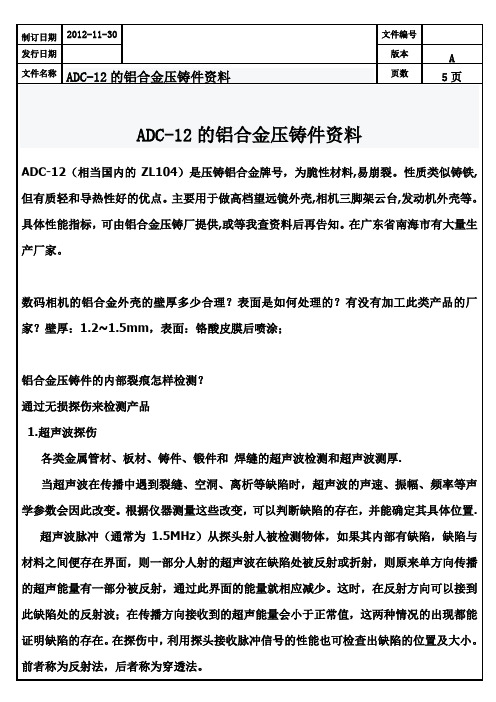
制订日期
2012-11-30
文件编号
发行日期
版本
A
文件名称
ADC-12的铝合金压铸件资料
页数
5页
ADC-12的铝合金压铸件资料
ADC-12(相当国内的ZL104)是压铸铝合金牌号,为脆性材料,易崩裂。性质类似铸铁,但有质轻和导热性好的优点。主要用于做高档望远镜外壳,相机三脚架云台,发动机外壳等。具体性能指标,可由铝合金压铸厂提供,或等我查资料后再告知。在广东省南海市有大量生产厂家。
超声波脉冲(通常为1.5MHz)从探头射人被检测物体,如果其内部有缺陷,缺陷与材料之间便存在界面,则一部分人射的超声波在缺陷处被反射或折射,则原来单方向传播的超声能量有一部分被反射,通过此界面的能量就相应减少。这时,在反射方向可以接到此缺陷处的反射波;在传播方向接收到的超声能量会小于正常值,这两种情况的出现都能证明缺陷的存在。在探伤中,利用探头接收脉冲信号的性能也可检查出缺陷的位置及大小。前者称为反射法,后者称为穿透法。
7。再有就是注意选料了,是用ADC12还是A380等,要看具体的要求了
8。铝合金没有弹性,要做扣位只有和塑料配合。
9。一般不能做深孔!在开模具时只做点孔,然后在后加工!
10。如果是薄壁零件与不能太薄,而且一定要用加强肋,增加抗弯能力!由于铝铸件的温度要在800摄氏度左右!模具寿命一般比较短一般做如电机外壳的话只有80K左右就再见了!
铝合金压铸件的结构设计经验
1。考虑壁厚的问题,厚度的差距过大会对填充带来影响
2。考虑脱模问题,这点在压铸实际中非常重要,现实中往往回出现这样的问题,这比注塑脱模讨厌多了,所以拔模斜度的设置和动定模脱模力的计算要注意些,一般拔模斜度为1到3度,通常考虑到脱模的顺利性,外拔模要比内拔模的斜度要小些,外拔模也就1度,而内拔模要2~3度左右
另外再说说着色的问题。铝合金的阳极氧化和着色是两个不同的工序,这与钢铁的发蓝不同。钢铁发蓝是氧化膜本身呈蓝色,而着色是在阳极氧化后立即进行,氧化膜本身是无色透明的。铝合金用硫酸阳极化得到的氧化膜最适宜染色,现在比较多的使用有机染料着色,着色后再对氧化膜进行封闭处理。另外也有用重金属盐电解着色的,但要按楼主的要求染成红色比较困难!
数码相机的铝合金外壳的壁厚多少合理?表面是如何处理的?有没有加工此类产品的厂家?壁厚:1.2~1.5mm,表面:铬酸皮膜后喷涂;
铝合金压铸件的内部裂痕怎样检测?
通过无损探伤来检测产品
1.超声波探伤
各类金属管材、板材、铸件、锻件和焊缝的超声波检测和超声波测厚.
当超声波在传播中遇到裂缝、空洞、离析等缺陷时,超声波的声速、振幅、频率等声学参数会因此改变。根据仪器测量这些改变,可以判断缺陷的存在,并能确定其具体位置.
6。对于需进行表面加工的零件,注意,需要在零件设计时给适合的加工留量,不能太多,否则加工人员会骂你的,而且会把里面的气孔都暴露出来的,不能太少,否则粗精定位一加工,得,黑皮还没干掉,你就等再在模具上打火花了,那给多少呢,留量最好不要大于0。8mm,这样加工出来的面基本看不到气孔的,因为有硬质层的保护。
5.铝合金的螺孔通常模具只做锥坑,采用后加工。对于要求严的配合部位通常留0.3mm的后加工量。
6.铝合金压铸易产生气孔,在外观上需加以考虑。
铝合金压铸件(含硅)表面做阳极氧化很难的,一般时间稍长回出现黑色。
铝合金压铸件不能做阳极氧化,可用喷油或喷塑。
常用的合金铝6061、7075,铸铝A356着色效果都不错的。
压铸件和阳极氧化之间没有必然的联系。
铸铝的种类很多,不一定要选硅铝合金(铸铝分Al-Si系、AL-Cu系、AL-Mg系、AL-Zn系等,还有参杂稀土元素的)。即使选用硅铝合金,阳极氧化也并非不可行。一般来说,合金铝中多多少少都含硅元素,比如6061含硅0.4~0.8%,7075含硅0.4%,这样的含硅量对合金阳极化影响是很小的(顺便说一句,铜含量对铝合金阳极氧化影响不大,但在硬质氧化、瓷质氧化时,铜、锰影响很大)。但当合金中硅含量很大(>7%)时,对合金的阳极氧化就会有影响。主要体现在氧化耗时较长,膜层显得灰暗等,这些问题通过工艺可以解决(比如不用直流、而用脉冲电流氧化),这就需要表面处理厂家有一定的技术能力。所以,铸铝≠硅铝合金≠不能阳极氧化。
3。设计时考虑到模具设计的问题,如果有多个位置的抽心位,尽量的放两边,最好不要放在下位抽心,这样时间长了下抽心会容易出问题
4。有些压铸件外观可能会有特殊的要求,如喷油、喷粉等,这时就要时结构避开重要外观位置便于设置浇口溢流槽
5。在结构上尽量的避免出现导致模具结构复杂的结构出现,如,不得不使用多个抽心或螺旋抽心等