(仅供参考)非圆曲线的逼近 讲解
非圆曲线
3.加工质量稳定、可靠
5
安徽冶金科技职业学院 刀具的走刀轨迹完全相同,零件的一致性好,质量稳定。
零件的数控车削加工与编程
加工同一批零件,在同一机床,在相同加工条件下,使用相同刀具和加工程序,
4. 生产率高
数控机床可有效地减少零件的加工时间和辅助时间,数控机床的主轴转速和进给 量的范围大,允许机床进行大切削量的强力切削,数控机床目前正进入高速加工时代, 数控机床移动部件的快速移动和定位及高速切削加工,减少了半成品的工序间周转时 间,提高了生产效率。
5. 改善劳动条件
数控机床加工前经调整好后,输入程序并启动,机床就能自动连续的进行加工, 直至加工结束。操作者主要是程序的输入、编辑、装卸零件、刀具准备、加工状态的观 测,零件的检验等工作,劳动强度极大降低,机床操作者的劳动趋于智力型工作。另外, 机床一般是封闭式加工,即清洁,又安全。
6. 利于生产管理现代化
摘要 ………………………………………………………………2 绪论 ………………………………………………………………3 数控机床简介 ……………………………………………………4 毕业设计任务 …………………………………………………12 ………………………………………14
五、 非圆曲线零件二维视图
六、 非圆曲线零件的工艺分析 ………………………………………15 七、 非圆曲线零件粗精加工手工编程 ………………………………20 八、 套类零件二维视图 ………………………………………………22 九、 套类零件的工艺分析 ……………………………………………22 十、 套类零件的粗精加工与手工编程 ………………………………24 十一、数控加工刀具卡 ………………………………………………27
(一)、确定工件的加工部位和具体内容
最新国家开放大学电大《数控编程技术》网络课形考网考作业及答案
最新国家开放大学电大《数控编程技术》网络课形考网考作业及答案100%通过考试说明:2020年秋期电大把该网络课纳入到“国开平台”进行考核,该课程共有4个形考任务,针对该门课程,本人汇总了该科所有的题,形成一个完整的标准题库,并旦以后会不断更新,对考生的复习、作业和考试起着非常重要的作用,会给您节省大量的时间。
做考题时,利用本文档中的查找工具,把考题中的关键字输到查找工具的查找内容框内,就可迅速查找到该题答案。
本文库还有其他网核及教学考一体化答案,敬请查看。
课程总成绩=形成性考核X50% +终结性考试X 50%形考任务1一、单选题(每小题4分,共60分)题目1下列叙述中,()是数控编程的基木步骤之一。
选择一项:a.对刀b.零件图设计c.传输零件加工程序d.程序校验与首件试切题目2程序字由地址码+数字构成,在下列各字中,属于尺寸字的是()o选择一项:a.D02b.F150. 0c.U-18. 25d.H05题目3在下列代码中,属于非模态代码的是()。
选择一项:a.M08b.G04c.F120d.S300题目4程序校验与首件试切的作用是()o选择一项:a.检验切削参数设置是否优化b.检验程序是否正确及零件的加工精度是否满足图纸要求c.提高加工质量d.检查机床是否正常题目5在数控系统中,用于控制机床或系统开关功能的指令是()。
选择一项:a.M代码b.T代码c.F代码d.G代码题目6程序段GOO G01 G03 G02 X20. 0 Y40. 0 R12. 0 F160;最终执行()指令。
选择一项:a.G01b.G02c.GOOd.G03题目7图1为孔系加工的两种刀具路径,对加工路线描述不正确的是()0图1孔系加工路线方案比较选择一项:a.运行时间水bb.定位误差a<bc.生产效率a〉bd.行程总量a<b题目8在编程时,当选定了刀具及切削速度以后,应根据()确定主轴转速。
选择一项:a.n=1000vC/iT Db.n=1000TT D /vCc.n =1000 /TT V C Dd.n =V C TT D /1000题目9采用恒线速度进行车削控制,已知工件的直径是0 80 mm,若切削时的线速度为200 m/niin,则这时的主轴转速约为()r/minc选择一项:a.490b.796c.683d.80题目10若在某实体钢质材料加工4-612H7的孔系,孔深18 mm,较好的用刀方案是()。
非圆曲线的等误差直线逼近
曲线 的起点, 为 编程许 用
误差。现以 P 0 为圆心、 为
半径作 一 个误 差圆, 然 后 作
一条与误差圆、非圆曲线 y =
f ( x ) 均相切的直线, 即公切
线 m m , 切 点 分 别 为: PS
图 1 线性非 圆曲 线逼近图
( xS , yS ) 、PT ( xT , yT ) , 由此可得:
The lapping and cutting experiment of the diamond tools
Song Jian Wu Minjing
Abstract In this paper, four types material of diamond( natural singe crystal、DEBEERS MONODITE、PCD、CVD) are applied in the ex periment. Some basic data is gained and emphatically discusses the experimental conclusion. In the lapping experiment, the lapping meth od and efficiency and integrity of diamond tool are comprised, While the super precise cutting is done. Key words: PCD tools CVD tools Natural diamond tools Surface finish
PCD 聚晶金刚石刀具、PCBN( 聚晶立方氮化硼) 切 削工具以及 CVD 薄膜与厚膜金刚石切削工具、类金刚 石膜( DLC) 、金刚石膜和 CBN 膜涂层切削工具有广阔 的应用前景, 尤其是精密和超精密加工技术发展对切 削工具的需求, 促使这些切削工具迅猛发展。
用切线逼近非圆曲线的算法
用切线逼近非圆曲线的算法
鲁开讲;韩玉强
【期刊名称】《现代制造工程》
【年(卷),期】2002(000)004
【摘要】@@ 1.问题的提出rn用直线逼近非圆曲线有三种方法:弦线逼近法、切线逼近法和割线逼近法.对于外凸的零件,当只允许零件的误差分布在零件的外侧时(不允许"切进"),就只能采用切线逼近法.2.用切线逼近非圆曲线的算法
【总页数】1页(P25-25)
【作者】鲁开讲;韩玉强
【作者单位】宝鸡文理学院机械工程系,陕西,721007;宝鸡文理学院机械工程系,陕西,721007
【正文语种】中文
【中图分类】TP27
【相关文献】
1.用切线逼近非圆曲线的节点计算及图形检查 [J], 牛禄峰;苏宏亮;鲁开讲
2.基于遗传算法的相切圆弧逼近非圆曲线算法 [J], 蔡慧林;戴建强
3.非圆曲线的逼近法数控加工 [J], 齐红卫;陈艳红
4.数控加工中非圆曲线轮廓的三圆弧逼近方法 [J], 金艳玲;杨东武;姚东成
5.直线逼近非圆曲线的优化算法 [J], 王振禄;刘鹏玉;蔡慧林
因版权原因,仅展示原文概要,查看原文内容请购买。
国开(中央电大)专科《数控编程技术》网上形考、机考试题及答案

国开(中央电大)专科《数控编程技术》网上形考、机考试题及答案国开(中央电大)专科《数控编程技术》网上形考、机考试题及答案说明:试卷号2430,适用于国开中央电大机械制造与自动化(机电方向)和数控技术(机电方向)专科学员国开平台网上形考;同时资料也是期末机考的重要资料。
形考作业一试题及答案一、单项选择 1.下列叙述中,( )是数控编程的基本步骤之一。
[答案]程序校验与首件试切 2.程序字由地址码+数字构成,在下列各字中,属于尺寸字的是( )。
[答案]U-18.25 3.在下列代码中,属于非模态代码的是( )。
[答案]G04 4.程序校验与首件试切的作用是( )。
[答案]检验程序是否正确及零件的加工精度是否满足图纸要求 5.在数控系统中,用于控制机床或系统开关功能的指令是( )。
[答案]M代码 6.程序段G00 G01 G03 G02 X20.0 Y40.0 R12.0 F160;最终执行( )指令。
[答案]G02 7.图1为孔系加工的两种刀具路径,对加工路线描述不正确的是( )。
图1 孔系加工路线方案比较 [答案]定位误差a<b 8.在编程时,当选定了刀具及切削速度以后,应根据( )确定主轴转速。
[答案]n=1xxxvC/πD 9.采用恒线速度进行车削控制,已知工件的直径是Φ80 mm,若切削时的线速度为200m/min,则这时的主轴转速约为( )r/min。
[答案]796 10.若在某实体钢质材料加工4-Φ12H7的孔系,孔深18 mm,较好的用刀方案是( )。
[答案]中心钻、Φ11.8钻头、Φ12铰刀 11.在螺纹加工中,设定引入距离δ1和超越距离δ2的目的是( )。
[答案]保证螺距精度 12.下列叙述中,不属于确定加工路线原则的是( )。
[答案]尽量采用工序集中,先孔后面的顺序 13.下列数学处理中,用手工方法编制加工程序时,不需要做的工作是( )。
[答案]计算节点坐标 14.若在一个厚度为20mm的钢质实体材料上,加工2个Φ10H7的通孔,下列刀具中用不上的是( )。
用数学方程描述的非圆曲线的轮廓数值计算
用数学方程描述的非圆曲线的轮廓数值计算数控加工中把除了直线与圆弧之外用数学方程式表达的平面轮廓曲线称为非圆曲线。
非圆曲线的节点就是逼近线段的交点。
一个已知曲线)(x f y =的节点数目主要取决于所用逼近线段的形状(直线或圆弧)、曲线方程的特性以及允许的拟合误差。
将这三个方面利用数学关系来求解,即可求得相应的节点坐标。
下面简要介绍常用的直线逼近节点的计算方法。
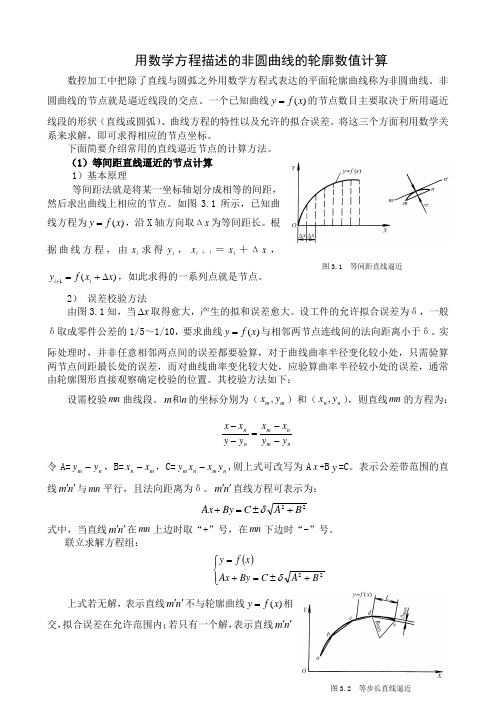
(1)等间距直线逼近的节点计算 1)基本原理等间距法就是将某一坐标轴划分成相等的间距,然后求出曲线上相应的节点。
如图3.1所示,已知曲线方程为)(x f y =,沿X 轴方向取Δx 为等间距长。
根据曲线方程,由i x 求得i y ,ix +1=i x +Δx ,)(1x x f y i i ∆+=+,如此求得的一系列点就是节点。
2) 误差校验方法由图3.1知,当x ∆取得愈大,产生的拟和误差愈大。
设工件的允许拟合误差为δ,一般δ取成零件公差的1/5~1/10,要求曲线)(x f y =与相邻两节点连线间的法向距离小于δ。
实际处理时,并非任意相邻两点间的误差都要验算,对于曲线曲率半径变化较小处,只需验算两节点间距最长处的误差,而对曲线曲率变化较大处,应验算曲率半径较小处的误差,通常由轮廓图形直接观察确定校验的位置。
其校验方法如下:设需校验mn 曲线段。
n m 和的坐标分别为(m m y x ,)和(n n y x ,),则直线mn 的方程为:nm n m nn y y x x y y x x --=--令A=n m y y -,B=m n x x -,C=n m n m y x x y -,则上式可改写为A x +B y =C 。
表示公差带范围的直线n m ''与mn 平行,且法向距离为δ。
n m ''直线方程可表示为:22B AC By Ax +±=+δ式中,当直线n m ''在mn 上边时取“+”号,在mn 下边时“-”号。
中职职高数控铣专业《圆弧逼近非圆曲线的节点计算》教案讲义
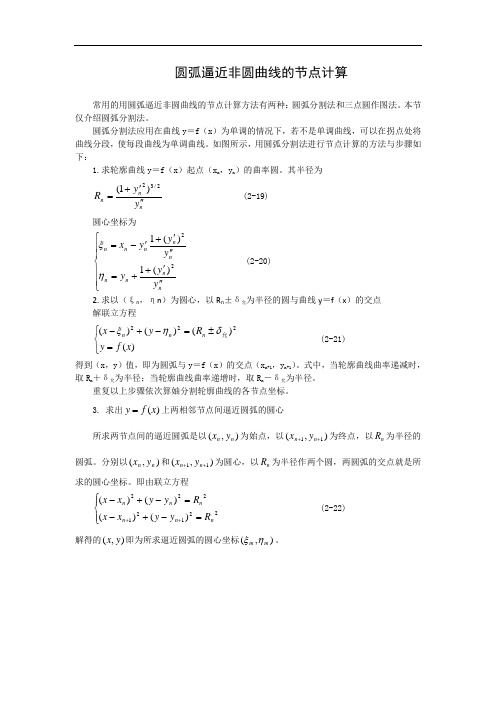
圆弧逼近非圆曲线的节点计算常用的用圆弧逼近非圆曲线的节点计算方法有两种:圆弧分割法和三点圆作图法。
本节仅介绍圆弧分割法。
圆弧分割法应用在曲线y =f (x )为单调的情况下,若不是单调曲线,可以在拐点处将曲线分段,使每段曲线为单调曲线。
如图所示,用圆弧分割法进行节点计算的方法与步骤如下:1.求轮廓曲线y =f (x )起点(x n ,y n )的曲率圆。
其半径为nn n y y R '''+=2/32)1( (2-19) 圆心坐标为 ⎪⎪⎩⎪⎪⎨⎧'''++='''+'-=n nn n n n n n n y y y y y y x 22)(1)(1ηξ (2-20)2.求以(ξn ,ηn )为圆心,以R n ±δ允为半径的圆与曲线y =f (x )的交点解联立方程⎩⎨⎧=±=-+-)()()()(222x f y R y x n n n 允δηξ (2-21)得到(x ,y )值,即为圆弧与y =f (x )的交点(x n+1,y n+1)。
式中,当轮廓曲线曲率递减时,取R n +δ允为半径;当轮廓曲线曲率递增时,取R n -δ允为半径。
重复以上步骤依次算妯分割轮廓曲线的各节点坐标。
3. 求出)(x f y =上两相邻节点间逼近圆弧的圆心所求两节点间的逼近圆弧是以),(n n y x 为始点,以),(11++n n y x 为终点,以n R 为半径的圆弧。
分别以),(n n y x 和),(11++n n y x 为圆心,以n R 为半径作两个圆,两圆弧的交点就是所求的圆心坐标。
即由联立方程⎪⎩⎪⎨⎧=-+-=-+-++22121222)()()()(n n n n n n R y y x x R y y x x (2-22)解得的),(y x 即为所求逼近圆弧的圆心坐标),(m m ηξ。
非圆曲线宏程序加工实例讲解(抛物线)9
在数控车床中,加工对象主要为各种类型的回转面,其中对于圆柱面、锥面、圆弧面和球面等的加工,可以利用直线插补和圆弧插补指令完成,而对于椭圆、抛物线等一些非圆曲线构成的回转体,加工起来具有一定的难度。
数控系统本身提供的直线插补和圆弧插补不能直接用于非圆曲线回转面的加工,因此,在数控机床上对椭圆、抛物线的加工大多采用小段直线或者小段圆弧逼近的方法来编制加工程序。
以下结合生产实习和技能大赛训练对车削抛物线轮廓的宏程序的编制方法进行探讨。
一、宏程序介绍使用变量编制可进行算术或逻辑运算,并能控制程序段流向的程序,称为用户宏程序。
在数控车削中,使用用户宏程序可方便地实现二次曲线(椭圆、抛物线等)的二维编程加工、孔口倒角编程加工等,可简化程序,提高编程效率,最大限度地发挥手工编程的优势。
数控车削系统为用户配备了强有力的类似于高级语言的宏程序功能,用户可以使用变量进行算术运算、逻辑运算和函数的混合运算,此外宏程序还提供了循环语句、分支语句和子程序调用语句,利于编制各种复杂的零件加工程序,减少乃至免除手工编程时进行繁琐的数值计算,以及精简程序量。
常用的语句有以下两种:(1)条件判别语句IF,ELSE。
①:IF条件表达式…ELSE…END IF;②:IF 条件表达式…ENDIF。
(2)循环语句WHILE:WHILE条件表达式…ENDW。
以下实例采用WHILE语句编程。
二、公式曲线宏程序编制的基本步骤宏程序在实际编制过程中,根据编程者的实践经验、知识储备及习惯等因素会略有不同,以下提供的宏程序编制基本步骤供参考学习。
(1)根据给定的标准方程选定自变量并确定变量范围。
1)公式曲线中的X和Z坐标均可以选定为自变量,一般我们选择变化范围较大的一个。
2)根据表达式方便情况来选定X 或Z 为自变量。
如图1所示,公式曲线表达式为,将X选为自变量比较合适。
如选Z 还需要表达式变换,二次开方表达不太方便。
3)自变量选定以后,我们还要确定其变量的范围值。
等误差法求非圆曲线节点(附加程序)(陕西理工学院)(数控技术)
4其它非圆曲线的等误差直线逼近对于其它非圆曲线刀尖轨迹的等误差直线逼近,只需改变计算程序中t 的表达式即可实现。
以双曲线为例,只需将程序中t 的表达式“texpr=4*a*u^3 + 4*a*u*tana^2-4*a*u^2*ya-tana^2 + 4*a*u*tana*x”改为“texpr=t^2 + t*xa-u*ya-2*sq(r-u*t)”即可。
5 结语
在非圆曲线刀尖轨迹的数控编程中,等误差直线逼近法是节点最少、数控程序段最少的方法,且零件的加工表面精度和尺寸精度较高。
但等误差直线逼近法计算比较繁琐,手工求解四元二次方程一般很难求得精确解。
本文介绍的在AutoCAD 内嵌的VBA 开发环境下编制的计算程序,可有效实现非圆曲线等误差直线逼近法的节点计算,并具有可移植性,可方便地用于其它非圆曲线的节点计算,也可形象地模拟刀具轨迹线与实际加工曲线的差别,因此具有较高实用价值。
数控加工中非圆曲线轮廓的三圆弧逼近方法
・
1 l 2・
组 合 机 床 与 自 动 化 加 工 技 术
第 9期
彼此 相 切 的 圆弧 段 来 逼 近 非 圆 曲 线 时 , 能 够使 工 件
为 曲线 户 上 的动 点 , 且 其 曲率 圆 圆 心 为 0 。 , 曲 率 圆 半 径为 月 , 同时 , 构造 函数 :
程应 用 价值 。
关键 词 : 非 圆 曲线 ; 圆弧插 补 ; 等误 差逼 近 ; 曲率 圆法 ; 相切 圆法 中图分 类号 : T H1 6 5 ; T G 6 5 9 文 献标识 码 : A
M e t h od f o r Ap pr o x i m at i n g No n- c i r c ul ar Cu r v e s wi t h Thr e e Ci r c u l a r Ar c s i n N C M a c h i ni n g
第 9期
2 0 1 3年 9月
组 合 机 床 与 自 动 化 加 工 技 术
M o du l a r M ac hi ne Too l& Aut o ma t i c M an uf ac t u r i ng Te c h ni qu e
N 0. 两段 圆弧构 成连 续相 切 的三 圆弧 曲 线 ; 相 邻 插 补 区间 的连 接 点 处 , 三 圆弧 之 间 同样 连 续相 切 。相 比传 统 的相切 圆法及双 圆弧样条 方 法 , 该 方 法的误 差 控 制 直接 , 运 算 简单 , 具 有 一定 的 3 - .
A bs t r ac t : A me t ho d f o r c o ns t r u c t i n g c o n t i n u o us t a ng e nt c i r c u l a r a r c s t o a p p r o x i ma t e no n - c i r c u l a r c u r v e s i s pr e s e n t e d. Re f e r e n c e d o n t h e e r r o r c o nt r o l p r i n c i p l e o f t h e c u r v a t u r e c i r c l e me t ho d,t h e p r o p os e d me t h— o d d e t e r mi n e s c i r c u l a r a r c i nt e r po l a t i o n n o d e s t h r o u g h c a l c ul a t i n g t he i n t e r s e c t i o n p o i n t s o f t he n o n— c i r c u— l a r c u r ve t o b e a p p r o x i ma t e d a nd s o me p r o pe r l y c o ns t r u c t e d i n t e r n a l a nd e x t e r n a l de v i a t i o n c i r c l e s .I n
非圆曲线逼近的算法实现
目录一、概述 (1)1.1、摘要 (1)1.2、设计的目的和意义 (1)1.3、逼近算法的发展概况 (1)二、算法的设计思路及实现 (3)3.1、等间距法 (3)3.2、等弦长法 (6)3.3、等误差法 (8)3.4、伸缩步长法 (12)三、算法优化的工作流程图 (14)四、软件开发介绍 (18)4.1主界面介绍 (18)4.2数控加工抛物线界面介绍 (19)4.3数控加工椭圆曲线界面介绍 (26)五、设计总结 (30)六、参考文献 (30)一、概述1.1、摘要数控系统一般都只有直线和圆弧插补的功能,对于非圆曲线的轮廓,只有用到直线或圆弧去逼近它。
这就要求我们对非圆曲线的逼近的数学处理要有一定的了解。
而关键的是我们要知道什么是节点,如何求节点。
非圆曲线的逼近方法可以分为直线逼近和圆弧逼近,每一种又可以有若干种方法求节点坐标。
本设计是有关抛物线和椭圆曲线的逼近,利用VB编程,用各种直线逼近方法得到最优的算法。
,关键词:非圆曲线, 逼近, 等间距法, 等弦长法,等误差法,伸缩步长法1.2、设计的目的和意义数控机床课程设计是机电专业教学活动的一个重要的实践性环节,是对学生所学《数控机床》课程和其它有关课程知识和技能的一次综合性练习,旨在使之巩固、充实、系统化,并得到进一步扩展。
课程设计是培养学生理论联系实际、解决生产实际问题的机会。
通过对非圆曲线逼近编程的具体问题的解决,使学生对数控机床的结构原理、设计方法以及用编程方法处理实际问题的一般步骤和具体技巧得到训练,提高运用所学专业知识分析问题和解决问题的能力。
CAD/CAM(计算机辅助设计/计算机辅助制造)的能力和水平是一个国家自动化程度的标志之一。
而曲线曲面造型技术则是CAD/CAM的基础,曲线曲面表示的精确度和造型灵活性是评定CAD系统功能强弱的重要因素。
1.3、逼近算法的发展概况数控系统一般都只有直线和圆弧插补的功能,对于非圆曲线的轮廓,只有用到直线或圆弧去逼近它。
非圆曲线的逼近法数控加工
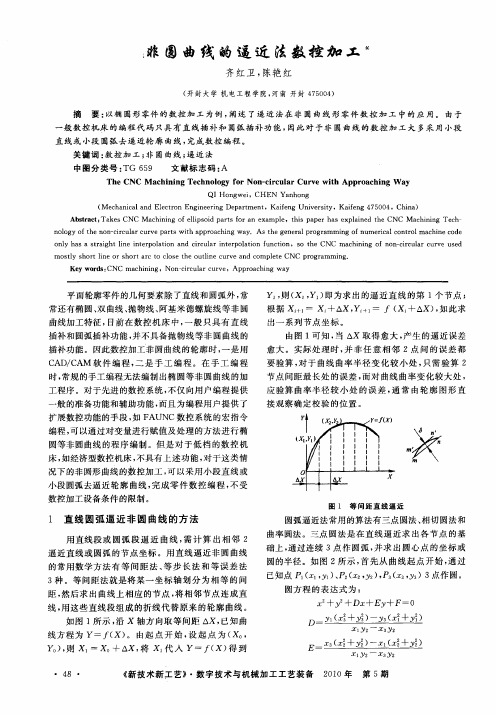
y , ( , 即为求 出的逼 近直 线 的第 1个节 点 ; 则 X Y ) 根据 X 一 X X, f ( X) 如此 求 +A Y + 一 X +A , 出一系列 节点 坐标 。 由图 1可 知 , A 当 X取 得 愈大 , 产生 的逼近误 差
曲线加工特征 , 目前 在数控 机 床 中 , 般 只具有 直线 一
圆弧逼近法常用 的算 法有三点圆法 、 切圆法 和 相
曲率圆法 。三 点 圆法 是 在直线 逼 近求 出各 节点 的基 础上 , 通过连续 3点作 圆弧 , 求 出 圆心点 的坐 标或 并
QIHo g i n we,CHEN n o g Ya h n
( e h n c la d E e to g n e i g De a t n ,Kaf n i e st M c a ia n l c r n En i e r p rme t n i g Un v r i e y,Kaf n 7 0 4 i g 4 5 0 ,Ch n ) e ia Ab ta t Ta e s r c : k s CNC M a h n n fe l s i a t o n e a l ,t i a e a x l i e h c i i g o l p od p rs f ra x mp e h sp p rh s e p an d t e CNC M a h n n c — i c i i g Te h
般的准备功能和辅助功 能 , 而且为编程 用户提 供 了
扩展数控功能 的手段 , F 如 AUN C数控 系统 的宏 指令
编程 , 以通过对变量进行赋值 及处理 的方法进 行椭 可
圆等非圆曲线 的程 序编 制 。但是 对 于低 档 的数 控机 床, 如经济 型数控机床 , 不具有 上述功 能 , 对于这 类情
非圆曲线数控编程技巧

极坐标是描述曲线的另一种方法,通过极坐标可以表示出曲线上任意一点的极坐标
参数方程和极坐标都可以用于非圆曲线的编程,但参数方程更常用于描述复杂的曲线形状,而极坐标更常用于描述简单的曲线形状
贝塞尔曲线与B样条曲线
贝塞尔曲线与B样条曲线的数学基础:贝塞尔曲线与B样条曲线的数学基础是微积分和线性代数,通过求解微分方程和线性方程组来获得曲线的参数方程和形状。
选择合适的编程算法:根据非圆曲线的特点和加工要求,选择合适的编程算法,如B样条曲线、NURBS曲线等。
优化算法参数:根据加工精度和效率要求,优化算法参数,如控制点分布、曲率变化等。
减少计算量:通过优化算法,减少计算量,提高编程效率。
提高加工精度:通过优化算法,提高加工精度,减少加工误差。
提高加工效率:通过优化算法,提高加工效率,减少加工时间。
软件更新:及时更新软件版本,获取最新的功能和优化方法
非圆曲线编程的学习资源与交流平台
学习资源:在线教程、视频教程、书籍等
添加标题
交流平台:论坛、QQ群、微信群等
添加标题
软件工具:AutoCAD、Solidworks、UG等
添加标题
资源共享:代码库、模型库、插件等
添加标题
THANKS
汇报人:
确定非圆曲线的起点和终点
确定非圆曲线的半径和弧长
确定非圆曲线的旋转角度和旋转方向
确定非圆曲线的切线方向和切线长度
确定非圆曲线的曲率半径和曲率变化率
确定非圆曲线的法线方向和法线长度
Part Three
非圆曲线编程的数学基础
参数方程与极坐标
非圆曲线编程的数学基础主要包括参数方程和极坐标
参数方程是描述曲线的一种方法,通过参数方程可以表示出曲线上任意一点的坐标
等误差法直线逼近非圆曲线的节点计算(数控作业+附加程序+经典)
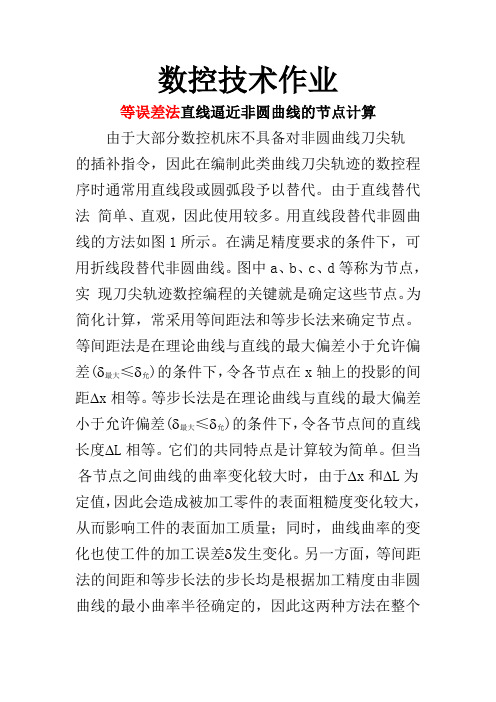
数控技术作业等误差法直线逼近非圆曲线的节点计算由于大部分数控机床不具备对非圆曲线刀尖轨的插补指令,因此在编制此类曲线刀尖轨迹的数控程序时通常用直线段或圆弧段予以替代。
由于直线替代法简单、直观,因此使用较多。
用直线段替代非圆曲线的方法如图1所示。
在满足精度要求的条件下,可用折线段替代非圆曲线。
图中a、b、c、d等称为节点,实现刀尖轨迹数控编程的关键就是确定这些节点。
为简化计算,常采用等间距法和等步长法来确定节点。
等间距法是在理论曲线与直线的最大偏差小于允许偏差(δ最大≤δ允)的条件下,令各节点在x轴上的投影的间距∆x相等。
等步长法是在理论曲线与直线的最大偏差小于允许偏差(δ最大≤δ允)的条件下,令各节点间的直线长度∆L相等。
它们的共同特点是计算较为简单。
但当各节点之间曲线的曲率变化较大时,由于∆x和∆L为定值,因此会造成被加工零件的表面粗糙度变化较大,从而影响工件的表面加工质量;同时,曲线曲率的变化也使工件的加工误差δ发生变化。
另一方面,等间距法的间距和等步长法的步长均是根据加工精度由非圆曲线的最小曲率半径确定的,因此这两种方法在整个非圆曲线内会产生很多节点,使计算和编程相当繁琐。
如采用等误差直线逼近法则可有效避免上述问题。
1 等误差直线逼近的理论计算等误差直线逼近法的特点是令各节点间非圆曲线与直线的误差δ相等。
其具体求解步骤如下:(1)以起点a( x a ,y a )为圆心、δ为半径作圆,确定允许误差的圆方程为(x-x a )2+(y-y a )2=δ2(1) (2)圆与曲线的公切线PT 的斜率为y T -y px T -x p(2) (3)式中的x T 、y T 、x p 、y p 需通过求解下列联立方程获得:{ y T -y p =f 1'( x p )( x T -x p )y p =f 1( x p ) (3)y T -y p =f 2'(x T )(x T -x p )y T =f 2(x T )式中:f 1(x)——误差圆函数f 2(x)——加工曲线函数(4)可知与PT 平行的弦ab 的斜率为K ,则弦ab 的直线方程为y-y a =K(x-x a ) (4)(5)联立曲线方程和弦ab 方程,可求得b 点坐标为{ y=f 2(x) y-y a =k(x-x a ) (5)(6)重复上述步骤即可顺次求得c 、d 、e 等各点坐标。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
--5--
Y
y = f (x)
B
C
T δ允
P A
D X
图 2.3 等误差逼近方法的原理图
(1)确定所有逼近线段的误差 δ允 的圆方程,即以起点 A(xa , ya ) 圆心, δ允 为半
径作圆:
(x − xa )2 + ( y − ya )2 = δ 允2
一系列 yi . xi 、yi 即为每个线段的终点坐标 ,并以该坐标值编制直线程序 段. △x 的大小取决于曲线的曲率和允许误差δ . 一般先取△x=0.1 试算 并校验 . 误差校验方法如下 : 如图, MN 为试算后的逼近线段, 作 MN
--1--
平行于 MN 且两直线距离为δ允.
Y
y=f(x)
MN 方程: ax + by + c = 0 ,则 M ' N ' 的方程为 ax + by = c ± δ允 a 2 + b2
求解联立方程:
δ
允=
ax ±
+ a
by − c 2 + b2
y = f (x)
(2-1)
如果无解,即没有交点,表示逼近误差小于δ允 ;如果只有一个解,即等间距与 轮廓线相切,表示逼近误差等于δ允 ;如果有两个或两个以上的解,表示逼近误差大 于δ允 ,这时应缩小等间距坐标的增量值,重新计算节点和验算逼近误差,直至最大 的逼近误差小于等于δ允 。
--2--
算法:
1、 给定的△x=0.1 求出 xi , 将 xi 代入 y=f(x)即可求得一系列 yi . xi 2、 求允许误差δ. 3、 If δ<= 精度值 0.001?
a) 是, if 达到终点? i. 是, goto Step 4: ii. 否, i=i+1,goto Step 1;
较改进前与改进后的两种算法结果 . (3) 针对任意给定的某一由非圆曲线所构成的平面轮廓, 根据指定
的走刀方向、起刀点 ,自动生成 CNC 代码 . (4) 在屏幕上显示该非圆曲线所构成的平面轮廓 .
软件设计过程
非圆曲线的逼近算法及程序设计
1.等间距的直线逼近的节点算法 已知方程 y=f(x), 根据给定的△x 求出 xi , 将 xi 代入 y=f(x)即可求得
M’ M
N’ N
X
△X △X 图 1 等间距逼近
根据节点的坐标可求得 MN 方程: ax+by+c=0 则 ax+by=c±δ允√a⌒2+b⌒2 求解联立方程:
δ允=(ax+by-c)/ ±√a⌒2+b⌒2 y=f(x)
如果无解,即没有交点,表示逼近误差小于δ允;如果只有一个解, 即等 距线与轮廓线相切, 表示逼近误差等于δ允; 如果有两个或两个以上的解, 表示逼近大于δ允, 这时应缩小等间距坐标的增量值, 重新计算节点和验 算逼近误差, 直至最大的逼近误差小于或等于δ允.
--4--
Y B
A
y = f (x)
l
C
δ允
D
X
图 2.2 等弦长逼近方法的原理图
(1)确定允许的弦长:由于曲线各处的曲率不等,等弦长逼近后,最大误差δ max
必在 Rmin 处(设为图中的 CD 段),则 l 为
l = 2 Rmin 2 − (Rmin − δ 允)2 ≈ 2 2Rminδ 允
(2)求 Rmin 。曲线 y = f (x) 任一点的曲率半径为
课程设计任务
用计算机高级编程语言(如 VB,VC++等)来实现非圆曲线的逼近,可任 选直线逼近(等间距法、等弦长法、等误差法等)或圆弧逼近. 要求在满足 允许误差的前提下, 使得逼近的直线段或圆弧段数的数量最少(即最优解). 要求如下:
(1) 列出一般的直线或圆弧逼近的算法(流程图). (2) 列出改进的直线或圆弧逼近的算法(流程图)—即优化算法. 比
R = (1 + y'2 )3/2 /y"
(2-2)
取 dR / dx = 0 ,即
3y' y"2 −(1 + y'2 ) y"' = 0
(2-3)
根据 y = f (x) 求得 y'、y"、y"' ,并由式(2-3)求得 x 值代入式(2-2)即得 Rmin 。 (3)以曲线起点 A 为圆心,作半径为 l 的圆交 y = f (x) 曲线于 B 点,联立求解
等间距法计算简单,但由于取定值 ∆x 应保证曲线曲率最大处的逼近误差允许值,
所以程序可能过多。用此种方法进行数学处理,它的逼近曲线与轮廓线的逼近误差参
差不齐,程序明显增多,影响机床的加工效率,不适合大批量的加工,成本也比较高。
2.1.2 等弦长直线逼近的节点计算 就是使所有逼近线段的长度相等,如图 2.2 所示。计算步骤如下:
Y ∆x ∆x
y = f (x)
N' N
M'
M X
图 2.1 等间距逼近方法的原理图 ∆x 取值的大小取决于曲线的曲率和允许误差δ 。一般先取 ∆x = 0.1试算并校验。 误差校验方法如图 2.1 中的右图所示,MN 为试算后的逼近线段,作 M ' N ' 平行于 MN
且两直线的距离为δ允 。根据节点的坐标可求得
2.1 常用非圆曲线直线逼近方法 2.1.1 等间距的直线逼近的节点计算 这是一种最简单的算法。如图 2.1 所示,已知方程 y = f (x) ,根据给定的 ∆x 求出 xi ,求 xi 代入 y = f (x) 即可求得一系列 yi ,即为每个线段的终点坐标,并以该坐标值 编制直线程,goto Step1 4、 End
非圆曲线数学处理的一般方法
数控系统一般只有直线和圆弧插补的功能,对于非圆曲线轮廓,只有用直线或圆 弧去逼近它,“节点”就是逼近线段与非圆曲线的交点。一个已知曲线的节点数主要 取决于逼近线段的形状(直线段还是圆弧段),曲线方程的特性以及允许的逼近误差。 将这三者利用数学关系求解,即可求得一系列的节点坐标,并按节点划分程序段。以 下简介常用的直线逼近及圆弧逼近的数学处理方法。
(x − xa )2 + ( y − ya )2 = l 2 y = f (x)
得 xB、yB 。 (4)顺序以 B、C…圆心,重复步骤(3),即可求得其余各节点的坐标值。
等弦长法对于曲线各处的曲率相差较大时,所求得的节点数过多,所以这种方法
宜用于曲率变化不大的曲线节点计算。
2.1.3 等误差直线逼近的节点计算 要使得所有逼近线段的误差δ 都相等,如图 2-3 所示,需要如下得计算步骤: