盾构17寸单刃滚刀拆

17"单刃滚刀维修步骤
根据滚刀刀圈的磨损程度,按照刀具更换指南确定更换刀圈或进行修整。刀具的维修需结合使用以下工具:
1001203-罗宾斯专门设计的工具
A66742-一般的车间工具A66165
-电动工具及其它
1
SHCS A23385-9
Vent Plug A37659-2 Pipe Plug A23395
Pressure Compensator
Valve A30069-2
Shaft Retainer
1000942
Seal Set B47037-1
Bearing Cup A17000-1
O-Ring 652-667
Bearing Cone A17000-2
Split Ring A12069 Disc Ring
Bearing Cup A17000-1
Hub D68044-1
Crush Spacer
C75090-1Bearing Cone A17000-2
Shaft C9292
Seal Set B47037-1 O-Ring 652-667
Shaft Retainer 1000942
Pipe Plug A23395
SHCS A23385-9
1. 准备工作
a) 高压清洗整个刀具,尽量清理掉螺纹和密封盖板上所有的渣土。
b) 清理所有的部件
1)清理所有配套部件上的毛刺,使之整洁。需要的时候,可以用电动线轮清除堆积起来的较硬的渣土;
2)用涂抹溶解剂的小石块清理刀毂外径刀圈支座上的渣土。任何时候都禁止使用带电工具打磨其表面。
c) 拆除并清理1/4"油堵A23395、压力补偿器阀门A30069‐2 和透气塞A37695‐2
d) 如果塞子太紧,请加热至300°F(150 度)(最高),往螺纹区域涂上油,然后再拆掉。也可
以将一小段直径稍小的管子焊接在塞上,然后用管钳将其拆掉。仅局部轴承支座和管子表面可以使用焊机、打磨机及弧形焊机。确保刀体不进行任何焊接。
e) 将1/4"油堵和1/8"压力补偿器阀门放进轴承支座1000944 和1000946 中,以防止杂物进入
刀具中。
注意:油嘴不要太紧,否则以后会很难拆除掉。
2. 检查
a) 如果刀具不滚动、刀具盖板处的油脂泄露,或油堵处有较大的金属颗粒,此时需要重新安
装。省略其余的步骤,直接进行第IV 章的内容。
b) 按以下步骤测量刀具的滚动扭矩:
Torque ring:扭矩环torque wrench:扭力扳手
1)垂直放置刀具
2)将扭矩环D7251‐T9 放在刀毂的开口环一端上,使六角螺栓朝上放置,并将手柄紧固在刀毂上。将扭力扳手放在扭矩环螺栓上,然后径向往外伸展开。
3)将刀具夹在台上,或者压住刀具,并往轴承上施加少许力,以测试刀具的转动。
4)用扭力扳手转动刀毂一圈,并读取扭矩读数,慢慢的转动刀毂,但保持持续转动。
5)按以下图示计算实际的扭矩读数:
3
实际扭矩=扳手扭矩×C/B
c) 如果实际滚动扭矩值在20‐34ft.lbs(27‐46N.m)之间,且变化不超过6ft.lbs(8N.m),则不
需要更换刀圈。此时,跳过剩余的步骤,直接进入第III 章的刀圈和油/油脂更换一节。
d) 如果滚动扭矩值不在20‐34ft.lbs(27‐46N.m)之间,或且变化超过6ft.lbs,则需要更换刀圈,
此时进入第IV 章。注:上述扭矩值仅适用于安装刀圈的滚刀。所以测量滚动扭矩的时候必须安装刀圈。
3. 刀圈和更换油脂
A) 检查
1)对刀具进行压力测试
a) 紧固内支座1000946 上的1/4"油堵A23395,并紧固顶部支座上的压力补偿器阀门。
用密封测试工具C5670‐AE 更换顶部支座上的螺纹油堵,并紧固。
b) 将刀具加压至3‐5psi(21‐34kpa)。
c) 如果刀具无法将压力维持5 分钟(最少),说明刀具有泄露。然后,检查泄露的地
方,并修好。需要的时候,执行第IV 章。
d) 用密封测试工具更换1/4"油堵,并套进螺纹。
2)部件如有过度磨损或损坏,请予以更换。
B) 拆卸刀圈
1)将刀具放在切割机D46326‐1 的支架滚柱上,使刀圈与切割机轮子垂直;
2)将刀圈和开口环A12069 从中间锯开,切两次,约180 度。任何一个位置到刀毂表面的贯入度最大不超过20in(5mm)。如果刀毂上曾被锯开过,请在这些位置上切割。因
为有切痕,所以不需要完全割开,即可以锯开。
4
5
3) 用冷凿及大锤子将刀圈和开口环分开,直到脱离刀毂。
4) 将刀具放在工作平台上,不再使用刀圈及开口环。 注:用锤子撞击刀圈的时候会
使小钢屑到处乱飞,请佩戴脸部和手部防护工具。
C) 安装刀圈
1) 按以下步骤安装新的刀圈:
a) 将刀毂 D68044‐1 平放,使开口环的槽向上;
b) 用高性能的溶解剂去除沉积在刀圈内部及刀毂的刀圈支撑表面上的油;
c) 打开顶部支座 1000942 上的螺栓;
d) 用感应加热器或炉子将刀圈加热至 350°F (175 度)(最高);
注意:刀圈温度为 300‐350°F (150‐175 度)的时间不可以超过 5 分钟。否则刀圈的 硬度将会降低,从而缩短刀具的寿命。
e) 将刀圈滑进刀毂 D68044‐1 外径,较光的一面向下;
f) 如果刀圈被卡住,用工具 D7251‐T7 及盖板 B63185‐2 挤压刀毂的肩。
2) 按照以下步骤安装开口环 A12069:
a) 将开口环套进刀毂,然后放在槽中,向上焊接槽;
b) 用夹子DM1726‐1 挤压开口环,与焊接槽对齐;
c) Attach welder ground to split ring clamp
d) 焊接隔开的区域。禁止将开口环焊接在刀圈表面。注意:刀毂或开口环的夹子表面
局部可以使用弧焊。但刀圈上禁止弧焊。必须确保
没有对刀体进行焊接。
3)让刀具冷却至环境温度。
4)按照第II 章、B 节的步骤检查刀具的滚动扭矩,并根据C 和D 节的程序确定是否需要更换刀圈。
D) 按以下步骤添加新的油脂:
1)拆掉1/4"油堵A23395、压力补偿器阀门1/8"A30069‐2 和透气塞A37695‐2;
2)往所有的塞子上涂抹密封剂654‐022. 紧固每个支座上的1/8"压力补偿器阀门。并安装每个阀门顶部的通气塞。
3)将油脂泵软管连至底部支座1000942 上的1/4"油堵孔。往其中注入Mobilith SHC 460 油脂或同等油脂,直至油脂从顶部的1/4"油堵孔中冒出。
4)将1/4"的接头安装至顶部支座上的软管上,将软管的出口端连至废弃箱中。
5)将空气软管(带阀门)连至底部支座上的1/4"油堵孔上。打开空气阀,使一些油脂冒出,并准备一个空气袋,以便刀具加热时膨胀。
6)往1/4"油堵孔上注入密封剂654‐022.
不要紧固太多,否则以后很难拆卸。
E) 现在刀具可以使用了。
4. 整刀维修
A)拆除
1)如果需要更换新的刀圈,请按照第III、B 部分的步骤拆除旧的刀圈和开口环。
2)拆除1/4"油堵A23395、压力补偿器阀门A30069‐2 和透气塞A37695‐2。任何损坏的塞子或阀门都不再使用。
3)往螺纹界面区域涂抹油,然后拆卸支座1000942 上的有头螺钉A23385‐9。如果有头螺栓很紧,请使用管钳A48648‐68,以便有更高的扭矩。如果有头螺栓还是很紧,将支座
加热至最高300°F(150 度),往螺纹上涂抹油,然后重复上述步骤。
4)拆下支座和刀毂上的密封B47037‐1,不再使用。
罗宾斯公司不推荐使用有孔或洞的密封,请使用新的密封,因为密封界面的状况对刀具
的整体性能十分重要。拆除轴承D16927 O 型圈槽中的O 型圈652‐670.
5)拆下刀轴C9262 每侧的O 型圈652‐667,不再使用。
6)按以下步骤拆卸刀轴:
6
7
a) 将刀具放在刀轴套 B63179‐1 和压力平台 D63178‐1 上,这样刀具轴承支座可以与轴
承套较大的面相接触,刀轴 C9262 可以在刀轴套上伸展。
b) 对轴承套施压,从而作用在轴承上,以便滚柱轴承脱离刀具轴承。如果受压距离不
够大,可以在压力平台下方垫上一个木块或钢条,从而抬高刀具。垫上轴承,防止 掉落。
注意:处理过程中应防止刀轴螺纹被损坏。
7) 拆下挤压环 C75090‐1,不再使用。
8) 如果需要更换轴承,请拆下滚柱轴承 A17000‐2.与轴承外圈 A17000‐1 匹配时需要注意滚
柱轴承与刀具的相对安装位置。 罗宾斯公司建议将轴承外圈和滚柱轴承放在一起,因为他们的磨损比较特别,如果不能 相匹配,会降低轴承的寿命,甚至会导致刀具出现故障,
9) 按照以下步骤拆下刀毂上的轴承外套 A17000‐1,不再使用。
a) 将刀毂放在压力平台 D63178‐1 上。
8
b) 将外圈拆卸工具 D7251‐T2 和 D7251‐T8 放在刀毂内腔中(销子朝下,并在外圈拆卸
工具之间),以便外圈拆卸工具位于轴承外圈之间。
c) 挤压压力平台,从而作用在刀毂上,继而作用在底部外圈上。
d) 将刀毂翻身,挤压余下的外圈。
e) 如果可以继续使用,将外圈与滚柱轴承配套使用。
注意:拆卸外圈的时候确保受力是均衡的,如果没有对齐或者有错位,会损坏刀毂 的内径。
B ) 检查
1) 如果出现以下情况之一,请更换轴承:
a) 外圈/滚柱轴承座圈明显凹进去;
b) 外圈/滚柱轴承座圈明显剥落或腐蚀;
c) 外圈/滚柱轴承座圈表面断裂
2) 如果出现以下情况之一,请更换刀轴:
a) 刀轴表面出现明显的裂痕;
b) 滚柱轴承出现明显严重的磨损
3) 如有部件过度磨损或损坏,请予以更换。
4) 清洗所有的部件:
a) 清洗所有的部件,并清除上面的毛刺。用气动钢丝轮去除堆积在上面的较硬的渣土。 b) 拆下轴承外圈后,用砂纸打磨刀毂轴承内径上的磨损块。
c) 在石块上涂抹溶解剂,打磨刀轴外径上的错台区域(如有)。
C ) 安装
1) 按照第 III/C/1 和 III/C/2 将新的刀圈和开口环安装在刀毂上;
2) 按照以下步骤安装轴承外圈 A17000‐1:
a) 将刀毂轴承内径和轴承外圈的外径涂上防卡死润滑剂 654‐025;
b) 放好盖板 B63185‐1 和刀毂,并挤压;
c) 用轴承外圈安装工具 D7251‐T3(唇边向下)将轴承外圈挤压进刀毂,最大 10T 的力;
注意:确保轴承外圈受力均匀。如果外圈与内径严重错位,必须拆下外圈和刀毂内
径,检查是否有损坏。
3)按照以下步骤将面密封B47037‐1 安装在刀毂和支座上:
a) 清除刀毂、刀轴支座密封压盖(共8 个)和面密封上面的油。
b) 将密封安装工具A48245‐1 放在密封的一半上,这样面密封的表面就向内、而复曲面
向外。必须确保复曲线的缝线与密封周边的方向相同。
c) 将密封的半圈安装在密封压盖上,往密封安装工具相反的方向均匀的推压,直至到
位。安装正确后,密封面将会超出密封盖板的唇面延伸.30‐.40in(8‐10mm);
d) 往每半个密封面上滴4‐6 滴油。
注意:刀具安装完成之前,必须确保与密封复曲面接触的所有表面上都没有油。4)将一个O 型圈安装在刀轴C9292 的槽中。往O 型圈和刀轴上轻涂防卡死润滑脂654‐025;5)将1/4"油堵A23395 和压力补偿器阀门A30069‐2 放进支座1000942 中,以防止杂物进入刀具中;
6)将刀轴C9292 放进一个支座1000942 中,并用4 个螺栓A23385‐9 连接上;
7)垂直放置刀轴和支座,支座在下部;
8)按照以下步骤安装底部滚柱轴承A17000‐2:
9
a) 用感应加热器或炉子将滚柱轴承加热至250°F(120 度)(最高);
b) 按照图示的方向将滚柱轴承放在刀轴上;
c) 让刀具冷却至环境温度;
d) 在滚柱轴承的滚珠和滚槽之间滴几滴油;
e) 将刀轴和支座放在盖板B63185‐1 上,支座在下部,并挤压;
f) 如果滚柱与支座1000942 之间有空隙,用定位工具D7251-T4 和延伸器D7251‐
T4EXT 将滚柱往刀轴上挤压,最大10T 的力,直到中间没有缝隙。
9)放下刀毂D68044‐1,轴承外圈A17000‐1 已安装在刀轴上,开口环A12069 向上。注意:安装刀毂的时候必须确保开口环向下。如果在密封下放至刀轴的过程中从刀毂的
密封盖板区域脱落,用少量的高温硅封将密封的复曲面粘在密封盖板区域。
10)将挤压环C75090‐1 安装在刀轴上,挤压面向上;
11)按照以下步骤将顶部滚柱轴承A17000‐2 安装在刀轴上:
a) 用感应加热器或炉子将滚柱轴承加热至250°F(120 度)(最高);
b) 将滚柱轴承滑进刀轴上,并进行冷却;
c) 往滚珠和滚槽之间滴几滴油。
12)按照以下步骤挤压隔圈C75090‐1:
10
a) 将定位工具D7251‐T4 放在刀轴上,并挤压滚柱轴承;
b) 将扭矩环D7251‐T9 安装在刀轴上;
c) 按照第II 章、B 节的步骤测量刀具的滚动扭矩,注意滚动扭矩值;
d) 慢慢的增加压力,用此压力压在定位工具上,从而挤压隔圈。
e) 一旦压力达到50T,请再次测量刀具的滚动扭矩。然后每增加2T 的力测量一次滚动
扭矩值,直到扭矩增加3ft.lbs。
注意:注意隔圈的挤压不要太重,否则会导致轴承受力不当,从而增加刀具出现故障的几率。
13)将O 型圈652‐670 安装在刀轴上O 型圈槽的顶部,并涂抹防卡死润滑脂624‐025. 14)按照以下步骤安装顶部支座1000942:
a) 往刀轴的末端和支座的内部涂抹防卡死润滑剂624‐025;
b) 将支座1000942 滑进刀轴的末端;
11
c) 用工具5107602923 将顶部和底部支座上的平面对齐;
d) 往顶部支座上安装4 个螺栓A23385‐9,并用冲击式套筒扳手紧固。
e) 紧固栓结支座上的压力补偿器阀门A30069‐2,并将透气塞A37659‐2 安装在阀门上。
并将油嘴A23395 螺丝放进支座上,以防止杂物进入刀具中。
15)按照第III 章、A 节的步骤对刀具进行压力测试。如果压力测试合格,请执行步骤16. 16)按照III 章、D 节的步骤对刀具填充新的油脂,并往油堵上涂抹密封剂654‐022。然后紧固顶部支座1000942.
注意:油堵不可以太紧,否则很难拆卸下来。
17)往支座和刀毂之间、支座的孔里及油堵孔里涂抹硅密封胶,防止渣土的堆积。
18)现在刀具可以使用了。
12
盾构机结构详解
盾构机技术讲座 一.盾构机结构(EPB总体结构图) 盾构是一个具备多种功能于一体的综合性隧洞开挖设备,它集和了盾构施工过程中的开挖、出土、支护、注浆、导向等全部的功能,目前,盾构机已成为地下交通工程及隧道建设施工的首选设备被广泛使用。其优点如下: 1. 不受地面交通、河道、航运、季节、气候等条件的影响。 2. 能够经济合理地保证隧道安全施工。 3. 盾构的掘进、出土、衬砌、拼装等可实行自动化、智能化和施工运输控制信息化。 4. 掘进速度较快,效率较高,施工劳动强度较低。 5. 地面环境不受盾构施工的干扰。 其缺点为: 1. 盾构机械造价较高。 2. 在饱和含水的松软地层中施工地表沉陷风险大。 3. 隧道曲线半径过小或埋深较浅时难度较大。 4. 设备的转移、运输、安装及场地布置等较复杂。 盾构作为一种保护人体和设备的护体,其外形(断面形状)随所建的工程要求不同有圆形、双圆形、三圆形、矩形、马蹄形、半圆形等。(如:人行道方形能最大限度的利用空间、过水洞马蹄形符合流体力学、公路隧道半圆形利用下玄跑车)。而因圆形断面受力好、圆形盾构设备制造相对简单及成本相对低廉,绝大部分盾构还是采用传统的圆形。 为适应各种不同类型土质及盾构机工作方式的不同,盾构机可分为三种类型、四种模式:
三种类型: (1)软土盾构机; (2)硬岩盾构机; (3)混合型盾构机。 四种模式: (4)开胸式; (5)半开胸式(半闭胸式、欠土压平衡式); (6)闭胸式(土压平衡式); (7)气压式。 软土盾构机适应于未固结成岩的软土、某些半固结成岩及全风化和强风化围岩。刀盘只安装刮刀,无需滚刀。 硬岩盾构机适应于硬岩且围岩层较致密完整,只安装滚刀,不需要刮刀。 混合盾构机适应于以上两种情况,适应更为复杂多变的复合地层。可同时安装滚刀和刮刀。 气压盾构是在加气压状态下的施工模式,即可用于泥水加压式盾构机,也可用于土压平衡式盾构机。
齿轮滚刀使用及检验标准
齿轮滚刀(直槽)使用及检验标准 一、齿轮滚刀使用标准 1、滚刀的轴向窜刀 滚刀使用过程中,除进行正确的安装、调整外,还应进行轴向窜动,以延长滚刀的使用寿命。 1.1滚刀的起始安装位置 如图1-1 滚刀切削区域向齿轮端面的投影图,滚刀实际切削区域长度=切出长度(l 0)+切入部分(l )。 图1-1滚刀切削区域向齿轮端面的投影图 切出长度l 0= 0*cos tan 0*cos ha β αδ 式中0ha ——滚刀的齿顶高; β——被切齿轮的螺旋角; 0α——滚刀刀齿的齿形角; δ——滚刀的安装角。
切入长度l 式中1ra ——被切齿轮齿顶圆半径; 1h ——滚齿时的切入深度; δ——滚刀的安装角。 安装滚刀的初始位置时,应使展成中心位于距切入端端面为l 的位置上,检验计算展成中心与切出端端面距离不小于l 0。 1.2 轴向窜刀的方向 滚刀的轴向窜刀,通常应在与被加工齿轮旋转方向相反的方向上进行,如图1-2轴向窜刀的方向。 图1-2 轴向窜刀的方向 1.3 轴向窜刀的窜刀量 直槽滚刀的窜刀量S 可用下式确定: S=* d *cos d nm c Z π γ 式中n ——滚刀头数; m ——滚刀模数;
Zd——滚刀圆周齿数; γ——滚刀螺旋升角; d c——(确定窜刀量大小的系数,为4、5、6、7、8、9等整数值)。 推荐轴向窜刀的窜刀量S等于滚刀的轴向齿距Px。 1.4轴向窜刀的时机 滚刀轴向窜刀的时机推荐为后刀面磨损约为磨钝标准的25%~30%时,即进行窜刀(单工步未加工完除外)。 在不同的切削条件下,滚刀窜刀量和窜刀时间间隔的最佳数值还要根据实际磨损情况,试验分析后确定。 1.5轴向窜刀的方法 我车间滚齿机的轴向窜刀需靠手动完成,基本方法有两种,推荐方法为方法一。 方法一:按照确定窜刀量的各种倍数值,制作垫刀垫圈,通过变换滚刀心轴上垫圈的厚度,使滚刀沿其轴线移动,以改变滚刀对被加工齿轮轴线的位置。 方法二:切削一定数量的齿轮后,将分齿挂轮脱开,并转动滚刀,以达到轴向窜刀的目的。 2 注:初次磨钝至标准下限即进行刃磨,逐步摸索加工不同材质工件的磨损带宽度理想值。 二、齿轮滚刀检验项目及检验标准 1、容屑槽周节的最大累积误差 容屑槽周节的最大累积误差用于表示滚刀前刀面在圆周上分布的不均
盾构刀具简介
盾构刀具简介 吕志峰,刘玉海,刘学红 山东天工岩土工程设备有限公司 ,山东聊城 252000) 摘 要:盾构刀具是盾构机切削岩土的工 具。本文介绍了盾构机用刀具的分 类,扼要叙述了盾构机 的切削 刀 具和滚压刀具的功能 、形状、用材及制造工 艺,对盾构机用刀具的使用者与管理者有借鉴作 用。 关键词:盾构刀具;切削刀分类;滚刀结构;刀具焊接 中图 分类号:TD421.2+5 文献标志码:B In troductio nto Shield Machi neCutter LU Zhi-feng, LIU Yu-hai, LIU Xue-hong (Shandong Techgongeotechnica Engineering Equipment Co., Ltd, Liaocheng 252000 Shandong ProvincChina) Abstract: The shield machine cutter is a type of tool employed by a shield machine to cut n&cSoil. The paper describes the category of shieldmachinecutters and focuses on the function, shape, material, and manufacturing process of cutters and rolling cutters used on the shieldachine. It can function as a referencfor the usersand keepers of shield machinecutters. Key words: shield machine cutterthe category of shield machine cutters; the structure of rollingutters;the cutter welding 经历了从依赖进口到平分国内市场 ,到部分产品 出口的过程。 本文简要介绍盾构刀具的分类和组成 。 1盾构刀具的分类 收稿日期:201 3-05-08 !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! 自钻式锚固钻具是集钻进 、注浆、锚固为一 体的岩土锚固工具 ,在国外地下工程施工、隧道 锚固、采矿巷道和建筑基坑加固 、公路、铁路山体 边坡治理、大型水电工程地下厂房整体支护 、以 及地质灾害救助等众多工程项目中大量使用 。 近年来,随着我国基础建设工程项目中对施 工周期和质量要 求的提高,使用自钻式锚固钻具 的数量在持续增 加。目前,国内对自钻式锚固钻 具的生产尚属于初期发展阶段 ,仅有的几家生产 企业集中在四川成都和陕西汉中一带 ,且产量和 品种规格都 很有限,有条件的钎钢钎具生产企业 应该关注这种 产品的国内 外市场发展趋 势和 需 求动向。 参考文献: [1] AtlasCopco.MA SDA self drillin g anchors[Z].AtlasCopco Geotechnics Drillin gand Exploration. [2] Atlas Copco .Micropiles for geotechnics engineering [Z]. Atlas Copco Ground Engineering^roducts. [3] Atlas Copco .Rock reinforcementcatalogue [Z].Atlas Copco Rock ReinforcementProducts. 2013年第3期 住 1^4-2014 China Academic Jaunial Electronic Publishing House. All rights reserved, htrp: Avww xnkid] 盾构刀具是盾构法施工不可缺少的工具 。近 年来,随着盾构法施工在我国 城市轨道、城市管 网、公路、铁路、水利等隧道建设中的广泛应用和 在煤矿巷道挖掘中 的推广试用,盾构设备及刀具 的发展空间和需求将会越来越大 。我国盾构刀具
海瑞克盾构机液压系统说明(附电路图)
一、液压系统元件 1液压泵 液压泵是液压系统的动力元件,按结构可以分为柱塞泵、齿轮泵、叶片泵,按排量可以分为定量泵、变量 泵,按输出出口方向又可以分为单向泵、双向泵。 泵都是由电动机或其他原动机带动旋转,通过这种往复的旋转将油不断地输送到管路中,通过各种阀的作 用,控制着执行元件的运行。 在大连地铁盾构机中,螺旋输送机使用一个双向变量泵和一个定量泵,推进系统中使用一个大排量的单向 变量泵,管片安装机种使用两个单向变量泵,注浆系统 中使用一个单向变量泵,辅助系统使用一个单向变量泵。
a.定量齿轮泵 注:右侧油液进入泵内,齿轮旋转带动油液从左侧出口流出,排量是一定的
c.定量叶片泵 注:转子转动,带动叶片推动油液1、2进油,3、4出油,排量一定 d.斜盘式柱塞泵 注:斜盘由联轴器带动转动,往复吸油、压油,斜盘角度是可以调控的
2液压阀 液压阀根据作用可以分为压力控制阀、流量控制阀、方向控制阀。 压力控制阀可以控制液压回路的压力,如当液压回路中压力过大时,溢流阀或卸荷阀打开泄压。 流量控制阀可以控制液压回路中的流量大小,根据流量的不同可以控制执行元件的速度。 方向控制阀主要控制液压回路中液压油的流动方向,由此可以改变液压油缸的伸缩。 各种阀一般安装在靠近泵的油液管路中,相对来说比较集中,便于检查和维修。 a.单向阀 注:油液从P1口进入,克服弹簧力推开单向阀的阀芯,经孔隙从p2 口流出,油液只能从p1流向p2
b.溢流阀 注:油从压力口进入,通过阻尼孔进入后腔,克服弹簧压力,推开阀芯,油液 从溢流口
c.液控单向阀 注:x口接压力油时,阀芯将a与b口堵死,当x口接油箱时,若Pa大于Pb,则从a口进油,打开阀芯,流向b口,若Pb大于Pa时,则油液从b 口流向a口,
盾构滚刀简介
17”盘型滚刀结构和技术参数介绍 图 1 目前国内生产盾构刀具的厂家相当多。 在关键部件轴承的选择,国内多选择USA的“铁木肯”系列轴承。海瑞克选poland 的SKF系列轴承。所选都是世界知名品牌。我认为所有设计都围绕该部件为基准来设计的,所 有我定为关键部件。(图3) 刀圈多为H13 钢(USA牌号,国内和热做模具钢接近的合金钢材料),热处理后HRC55-60. 与刀榖做过盈配合(过盈量在0.15-0.25mm ),预热套装到刀榖配合位置。在加挡圈以防止 刀圈外脱。 轴多采用轴承钢之内的材料;刀榖,上下端盖采用合金结构钢材料锻打,调质后加工而 成。下端盖与轴配合目前国内的产品多为间隙配合在加工楔口防止转动,以O型圈做密封的方法设计的,而海瑞克是下端盖与轴为小过盈的紧配合。上端盖采用与轴的螺纹配合,通过4 个环形阵列的扳手孔旋紧到轴上。(扳手要自己做) 浮动密封的浮动环目前也有大约 2 种加工情况,一种车床加工再做表面处理的,在研磨;一种为时效处理后磨床加工的,在研磨的。相比后者较好。浮动密封的胶圈要恢复性好,弹 性好,耐油。(图4) 防尘密封主要国内厂家的一些滚刀有这个设计,海瑞克没见到过,所以上图片中没有显 示。就是在刀榖与上下端盖的间隙处,在刀榖内加工环槽,在里面安装密封条与端盖发生小 摩擦以防止岩层粉末进入刀体内。 除单刃滚刀外还有双刃, 3 刃等多种滚刀,即在刀榖上安装多个刀圈,分单个刀榖上安装 2 个刀圈;多个刀榖上安装多个刀圈(多为中心滚刀图5) 以海瑞克17”滚刀出厂标准,刀圈外径为17 英寸,扭矩约24-35n.m ,刀圈HRC55-60(未
做准确测量,凭经验和粗测设备估计和参照国内出厂数据)图 3 图
滚刀授课内容
齿轮滚刀的设计及通用性验算 一前言 我厂是中小模数齿轮生产的专业厂,用于加工齿轮的最常用的刀具-滚刀在我厂的应用非常普遍,批量化生产和单件小批量生产所需的滚刀大部分都属于专用滚刀,需要进行单独的设计与制造。 二齿轮滚刀的加工原理: 齿轮滚刀加工齿轮的原理,就是一对螺旋齿轮的啮合过程。滚刀实质就是一个具有一定切削角度的蜗杆。滚刀切削刃所在的蜗杆,称为滚刀的基本蜗杆。目前我们常用的滚刀 是阿基米德滚刀,其轴向截面为直线齿形。 三齿轮滚刀的分类: 齿轮滚刀按结构分为整体和镶片两种;按模数可分为大、中、小三种;按用途可分为粗、精两种;按精度等级又可分为四种:AA级滚刀(用于加工7级齿轮),A级滚刀(用于加工8级齿轮),B级滚刀(用于加工9级齿轮),和C级滚刀(用于加工10级齿轮)。 四齿轮滚刀的结构参数:
1,小模数齿轮滚刀为了能使刀齿顶部形成切削后角,其槽形角一般取45,并适当增大槽底圆弧半径。由于小模数齿轮 滚刀螺纹升角很小,故容屑槽做成平行于其轴线的直槽。 2,滚刀的外径: 滚刀的外径是一个重要的结构尺寸,其大小直接影响到其它结构参数的合理性。一般情况,精度要求高的齿轮,滚刀的外径应选择大一些,精度底的齿轮,滚刀外径可选 择小一些,因为滚刀外径越大,则分圆螺纹升角越小,滚 刀的近似造型误差越小,可提高齿形的设计精度。 滚刀外径大可使孔径增大,从而增加滚刀心轴的刚性。 同时,滚刀外径的增大,还可以使容屑槽数目增加,减少 切齿时齿轮齿面的包络误差,减小滚刀单齿的切削负荷, 提高齿轮的耐用度和齿轮表面光洁度。同时,滚刀的外径 也要考虑零件和机床的结构特点。 我厂齿轮滚刀外径尺寸一般为Ф25,Ф32(加工模数小于1的齿轮)Ф50 Ф63(加工模数大于1的齿轮)。 3,滚刀外径偏差按d10(GB159-59)规定。 4. 滚刀的孔径及精度: 滚刀的孔径主要是由外径决定的,滚刀外径越大,其孔径可相对增大,从而增加滚刀心轴的刚度,加工中能采用
海瑞克盾构机液压系统原理
盾构机液压系统原理 一.液压系统原理 盾构机的绝大部分工作机构主要由液压系统驱动来完成,液压系统可以说是盾构机的心脏,起着非常重要的作用。这些系统按其机构的工作性质可分为: 1. 盾构机液压推进及铰接系统 2. 刀盘切割旋转液压系统 3. 管片拼装机液压系统 4. 管片小车及辅助液压系统 5. 螺旋输送机液压系统 6. 液压油主油箱及冷却过滤系统 7. 同步注浆泵液压系统 8. 超挖刀液压系统 以上8个系统除同步注浆泵液压系统在1号拖车、超挖刀液压系统在盾壳前体为两个独立的系统外,其余6个液压系统都共用一个油箱,并安装在2号拖车上组成一个液压泵站。有的系统还相互有联系。下面就分别介绍一下以上8个液压系统的作用及工作原理。 (一)盾构机液压推进及铰接系统 1. 盾构机液压推进 (1)盾构机液压推进系统的组成 盾构机液压推进系统由液压泵站,调速、调压机构,换向控制阀组及推进油缸组成,30个油缸分20组均布的安装在盾构中体内圆壁上(见图),并分为上、下、左、右四个可调整液压压力的区域,为盾构机前进提供推进力、推进速度,通过调整四个区域的压力差来实现盾构机的转弯调向及
纠偏功能。铰接系统的主要作用是减小盾构机转弯或纠偏时的曲率半径上的直线段,从而减少盾尾与管片、盾体与围岩间的摩擦阻力。 (2)推进系统液压泵站: 推进系统的液压泵站是由一恒压变量泵(1P001)和一定量泵(1P002)组成的双联泵,功率为75KW,恒压变量泵为盾构的前进提供恒定的动力。恒压泵的压力可通过油泵 范围内变化时,调整后的泵供油压力保上的电液比例溢流阀(A300)调整,流量在0-q max 持恒定。恒压式变量泵常用于阀控系统的恒压油源以避免溢流损失。 由恒压变量泵输出的高压油分别送达A、B、C、D四组并联的推进方向控制阀组,经过阀组的流量、压力调整和换向后再去控制推进油缸,从而使推进油缸的推进速度、推力大小及方向得到准确控制。因每组油缸的控制原理都一样,下面就以B组中的第一个油缸控制为例,介绍其作用和工作原理。 油泵输出的高压油经高压管路由B组的P口进入,一路径F1(过滤)→A111(流量调整)→A101(压力调整)→经电液换向阀进入推进油缸。缸的快进快退,提高工作效率。A783控制的插装阀。A403为推进油缸底端预卸荷阀。阀组中还有液控单向阀、载荷溢流阀,以及A256压力传感器和油缸行程传感器。四组阀组中的电液换向阀的液控油由定量泵(1P002)经减压阀(1V034)提供。
海瑞克盾构机技术说明
目录 隧道掘进机的技术说明 5.1 概述 (3) 5.2 功能(EPB盾构) (4) 5.2.1 土料挖掘 / 推进 (5) 5.2.2 控制 (6) 5.2.3 管环拼装周期 (7) 5.3 技术数据/总览 (8) 5.4 操作步骤 (16) 5.4.1 进入开挖室 (16) 5.4.2 人行气闸 (19) 准备和注意事项 (19) 加压 (21) 加压步骤 (22) 加压图 (24) 通过通道室加压(加压附加人员) (26) 附加人员加压图 (27) 卸压 (28) 卸压步骤: (29) 卸压图 (31) 对一个人员的紧急卸压图 (33) 紧急情况下,通道室和主室内应分别采取的措施 (36) 紧急情况卡卡样 (37) 5.4.3 将开挖工具送入压力室 (39) 5.4.4 拼装管环 (40) 5.4.5 回填 (42) 通过尾部机壳进行回填 (42) 灌浆泵的工作原理 (43) 5.4.6 压缩空气供给 (45) 工业用空气 (45) 压缩空气调节 (46) 5.4.7 发泡设备说明 (47) 安装设计 (47) 设备功能 (48)
高压聚合物系统 (48) 5.5 隧道掘进机各部件 (49) 5.5.1 盾构 (50) 概述 (50) 前部盾构 (50) 中间盾构 (51) 尾部机壳 (51) 推力缸 (51) 盾构关节油缸 (52) 5.5.2 人行气闸 (53) 5.5.3 刀盘驱动装置 (55) 原理 (55) 旋转工作机构系统,主轴承 (55) 齿轮润滑 (55) 密封系统 (56) 5.5.4 拼装机 (57) 技术说明 (57) 支架梁 (57) 行走机架 (58) 旋转机架 (58) 带抓取头的横向行走装置 (59) 旋转机架的动力提供 (60) 安全设备 (60) 5.5.5 螺旋输送机 (61) 一般说明 (61) 伸缩缸 (61) 前部闸阀 (61) 前部闸阀 (62) 驱动装置 / 密封系统 (63) 安全装置 (63) 5.5.6 后援装置 (64) 一般说明 (64) 桥 (65) 龙门架1 (66) 龙门架2 (67) 龙门架3 (69) 龙门架4 (70) 龙门架5 (72)
盾构机滚刀
盾构机滚刀 北京固本科技有限公司胡建平 盾构机滚刀布置和盾构机滚刀说形状在盾构机设计中是非常重要的内容。刀具布置方式及刀具形状是否适合应用工程的地质条件,直接影响到盾构机的切削效果、出土状况和掘进速度。 1 盾构机滚刀工作 安装在刀盘上的盘形滚刀在千斤顶的作用下紧压在岩面上,随着刀盘的旋转,盘形滚刀一方面绕刀盘中心轴公转,同时绕自身轴线自转。滚刀在刀盘的推力、扭矩作用下,在掌子面上切出一系列的同心圆沟槽。当推力超过岩石的强度时,盘形滚刀刀尖下的岩石直接破碎,刀尖贯入岩石,形成压碎区和放射状裂纹;进一步加压,当滚刀间距S满足一定条件时,相邻滚刀间岩石内裂纹延伸并相互贯通,形成岩石碎片而崩落,盘形滚刀完成一次破岩过程。 2 影响盾构机滚刀破岩效率的因素: 根据以往工程实践及试验数据,影响盾构机滚刀破岩效率的因素有: 1) 脆性/塑性:是对抗压强度、抗拉强度的综合评价,适用于抗压强度较大(小),而抗拉强度较小(大)岩石。有关文献资料显示在同样条件下,脆性岩体在挤压阶段所需时间远远小于塑性岩体(约八分之一)。 2) 耐磨性:本指标直接关系到盾构机掘进效率,是承包商进行刀具寿命及备品估算、工期筹划的主要依据。根据国外资料统计在耐磨性小的岩石中,更换刀具时间占总停工时间的3%,而在高耐磨性岩石中有20%之多;以每掘进1米时间计算,耐磨性小的岩石为0.02~0.05 hr/m,而高耐磨性岩石则可高达0.2hr/m。
3.双刃盾构机滚刀刀具的磨损及原因: (1)正常磨损 刀具的正常磨损是指刀圈的磨损量超过了规定值,磨损量可用专用的量具进行测量。 2)刀圈偏磨 如果滚刀在掘进工作面不转动,由于刀圈和掘进工作面的相对运动就会形成刀圈的偏磨。由于中心区滚刀线速度较小,承受载荷较大,中心区滚刀容易出现此现象。 3)刀圈挡圈磨损或脱落 挡圈是由两个半圆的钢环安装在滚刀轴的卡槽里焊接成一个完整的圆环,其作用是防止刀圈从滚刀轴上脱落,一旦刀圈挡圈脱落或焊接处磨损严重,就应该更换刀具。 4)盾构机滚刀漏油 由于密封件的损坏,就可能使密封油泄漏,从而导致油封座和轮毂的损坏。 5) 盾构机滚刀的多边形磨损 在掘进时滚刀时转时不转,或者在某个点转动时间长在其它点转动时间短,就会产生这样的磨损。 4.盾构机滚刀耐磨堆焊工艺 从盾构机滚刀磨损情况来看,由于刀具本体基本完好,大部分盾构机滚刀磨损在容许范围
盾构滚刀简介
17”盘型滚刀结构和技术参数介绍 图1 目前国内生产盾构刀具的厂家相当多。 在关键部件轴承的选择,国内多选择USA的“铁木肯”系列轴承。海瑞克选poland的SKF系列轴承。所选都是世界知名品牌。我认为所有设计都围绕该部件为基准来设计的,所有我定为关键部件。(图3) 刀圈多为H13钢(USA牌号,国内和热做模具钢接近的合金钢材料),热处理后HRC55-60.与刀榖做过盈配合(过盈量在0.15-0.25mm),预热套装到刀榖配合位置。在加挡圈以防止刀圈外脱。 轴多采用轴承钢之内的材料;刀榖,上下端盖采用合金结构钢材料锻打,调质后加工而成。下端盖与轴配合目前国内的产品多为间隙配合在加工楔口防止转动,以O型圈做密封的方法设计的,而海瑞克是下端盖与轴为小过盈的紧配合。上端盖采用与轴的螺纹配合,通过4个环形阵列的扳手孔旋紧到轴上。(扳手要自己做) 浮动密封的浮动环目前也有大约2种加工情况,一种车床加工再做表面处理的,在研磨;一种为时效处理后磨床加工的,在研磨的。相比后者较好。浮动密封的胶圈要恢复性好,弹性好,耐油。(图4) 防尘密封主要国内厂家的一些滚刀有这个设计,海瑞克没见到过,所以上图片中没有显示。就是在刀榖与上下端盖的间隙处,在刀榖内加工环槽,在里面安装密封条与端盖发生小摩擦以防止岩层粉末进入刀体内。 除单刃滚刀外还有双刃,3刃等多种滚刀,即在刀榖上安装多个刀圈,分单个刀榖上安装2个刀圈;多个刀榖上安装多个刀圈(多为中心滚刀图5) 以海瑞克17”滚刀出厂标准,刀圈外径为17英寸,扭矩约24-35n.m,刀圈HRC55-60(未
做准确测量,凭经验和粗测设备估计和参照国内出厂数据)图3 图
盾构机液压系统原理海瑞克解读
上海吉原公司培训讲稿 盾构机液压系统原理 一.液压系统原理 盾构机的绝大部分工作机构主要由液压系统驱动来完成,液压系统可以说是盾构机的心脏,起着非常重要的作用。这些系统按其机构的工作性质可分为: 1. 盾构机液压推进及铰接系统 2. 刀盘切割旋转液压系统 3. 管片拼装机液压系统 4. 管片小车及辅助液压系统 5. 螺旋输送机液压系统 6. 液压油主油箱及冷却过滤系统 7. 同步注浆泵液压系统 8. 超挖刀液压系统 以上8个系统除同步注浆泵液压系统在1号拖车、超挖刀液压系统在盾壳前体为两个独立的系统外,其余6个液压系统都共用一个油箱,并安装在2号拖车上组成一个液压泵站。有的系统还相互有联系。下面就分别介绍一下以上8个液压系统的作用及工作原理。 (一)盾构机液压推进及铰接系统 1. 盾构机液压推进 (1)盾构机液压推进系统的组成 盾构机液压推进系统由液压泵站,调速、调压机构,换向控制阀组及推进油缸组成,30个油缸分20组均布的安装在盾构中体内圆壁上(见图),并分为上、下、左、右四个可调整液压压力的区域,为盾构机前进提供推进力、推进速度,通过调整四个区域的压力差来实现盾构机的 - 1 - 上海吉原公司培训讲稿 转弯调向及
径半的曲率转机弯或纠偏时接系统的主要作用是减小盾构能纠偏功。铰。阻力间围岩的摩擦减少盾尾与管片、盾体与,上的直线段从而:泵站进系统液压(2)
推泵定量1P001)和一一是由恒压变量泵(统推进系的液压泵站提进构的前量恒压变泵为盾功)(1P002组成的双联泵,率为75KW,)(A300例比溢流阀过力可通油泵上的电液压恒的供恒定动力。压泵的。恒恒持定供油压力保的时围0-q整调,流量在范内变化,调整后泵xma压油源以避免溢恒统控于常量式压变泵用阀系的流损失。 - 2 - 上海吉原公司培训讲稿 进推联的D四组并别送达A、B、C、输由恒压变量泵出的高压油分,油缸控制推进调整和换向后再去过方向控制阀组,经阀组的流量、压力油每组控制。因及
海瑞克盾构机机械装备图和清单
25106045STAHLBAU 2009-03-26Part Number drawing number Part number Designation Quantity Modular parts list Bezeichnung Baukastenstückliste S-520Projekt Teilenummer Zeichnungsnr.Project S-5202094-006-140-00 A 2094-006-140-00 A Pos 282451 STEEL STRUCTURE 25106045 STLDISP110 Supplier ST 25625786 1,00RAHMEN ACHSE +B/1-3 1 FRAME ST 25625787 1,00RAHMEN ACHSE -B/1-3 2 FRAME ST 25625788 1,00RAHMEN ZENTRUM 3 FRAME ST 25625789 1,00RAHMEN ACHSE 3/+B 4 FRAME ST 25625790 1,00RAHMEN ACHSE 3/-B 5 FRAME ST 25625791 1,00KUPPLUNG + LASCHEN 6 COUPLING ST 25625792 1,00ZUGSTANGE + LASCHE 7 ST 25625793 1,00KUPPLUNG 8 COUPLING ST 25625795 1,00RAHMEN ACHSE -B/3-5 10 FRAME ST 25625796 1,00BLECHBELAG EBENE 1.1+1.2 11 ST 25625797 1,00RAHMEN ACHSE +B/3-5 12 FRAME ST 25625798 1,00TREPPE ACHSE -B/3 13 STAIRS M16X90-10.9-DIN6914ST 24000716 8,00SECHSKANTSCHRAUBE HV 14 HEXAGON HEAD SCREW M16X50-10.9-DIN6914 ST 24000731 16,00SECHSKANTSCHRAUBE HV 15 HEXAGON HEAD SCREW
滚刀的安装调试
滚刀的安装调试 (1) 滚刀刀杆的安装 滚刀安装时,要检查刀杆与滚刀的配合,以用手能将滚刀推入刀杆为准。间隙太大会引起滚刀的径向圆跳动。 安装时,应将刀杆与锥度部分擦干净,装入机床主轴孔内并紧固。不准锤击滚刀,以免刀杆弯曲。 滚刀安装好后,要在滚刀的两端凸台处检查滚刀的径向和轴向圆跳动误差,滚刀芯轴和滚刀的安装要求如下表 可调整主轴轴向间隙。 安装刀垫及刀杆支架外轴瓦座时,为了减少安装滚刀的误差,垫圈数目越少越好,擦得越干净越好,垫圈端面不应有划痕,紧固螺母的端面及垫圈均应磨制而成。刀杆支架装入时配合间隙要适宜。过紧将导致轴瓦发热磨损,甚至研死;过松将在滚切过程中产生振动,影响工件质量。 (2) 滚刀刀架安装角的确定 滚刀安装的正确性直接影响加工齿轮的精度。安装时,应将滚刀孔和端面、间隔环的端面、主轴锥孔及滚刀芯轴的赃物、毛刺等清除干净。否则,滚刀芯轴装入主轴锥孔后,会发生偏斜,甚至会拉伤主轴锥孔和滚刀芯轴。 滚刀安装角即滚刀轴心线与水平位置的夹角,齿轮滚刀安装角按下式计算 θ=β+γ 式中:θ为滚刀安装角度,β为齿轮的螺旋角,γ为滚刀螺纹导程角。 γ与β旋向一致时取“-”号,即θ=β-γ;γ与β旋向相反时取“+号,即θ=β+γ;特殊情况 β<γ,θ=γ-β。 滚切直齿圆柱齿轮时,刀架也要扳转一个角度θ=γ,即顺时针扳转刀具的导程角γ。 因左旋滚刀很少用,有就是逆时针方向扳转。(也就是滚刀基本都是右旋滚刀) (学习总结:由上面说的滚切直齿圆柱齿轮时θ=γ,而γ为滚刀螺纹导程角。如果滚刀的螺纹导程角是固定的话,在滚直齿圆柱齿轮时,安装滚刀架时候就是一个固定角度了)
盾构机--滚刀修复
盾构机的滚刀主要由刀体、硬质合金及刀具的堆焊金属材料等组成。滚刀在硬岩地层开挖掘进中承担着重任,其重要性无与伦比。开挖时,安装在刀盘上的滚刀一面自转,一面随刀盘转动,利用刀盘产生的推力破岩,因此滚刀工作时受到岩石剧烈的磨料磨损,消耗量较大,是盾构机主要易损部件之一,因此,需要对其进行修复的工作。 盾构机的刀圈、轴承等都是关键零件,不仅需要较高的刚度,良好的耐磨特性,而且对其韧性也有较高的要求,常用的材料包括硬质合金钢、38simov等,一般圈可拆卸,磨损后可进行更换。刀体外装刀圈和挡圈,内装轴承,两侧装有滑动密封和端盖。刀圈采用过盈配合,一般加热到100~200安装到接为整环。 滚刀的失效形式: 1、刀圈的磨损分为均匀磨损和非均匀磨损,前者是刀圈周边各部位磨耗程度基本一致的磨损,后者是指滚刀刀圈周边各部位的磨耗程度不一致,即偏磨,发生偏磨主要是由于刀具轴承损坏不能转造成的。 2、刀圈断裂和崩刀主要是由于硬度偏高、韧性偏低造成。 3、刀圈的压馈主要与刀圈的塑性变形有关,产生塑性变形的原因是破岩时因岩石过硬刀圈与岩石产生强烈的磨料磨损而发热,造成刀圈温度升高、硬度降低,从而产生塑性变形。
如对盾构机滚刀修复比较感兴趣,可咨询专业的修复公司:南京中科煜宸激光技术有限公司或者是登陆公司官网https://www.360docs.net/doc/fb11226081.html,进行详细的了解。 南京中科煜宸激光技术有限公司是一家专业从事激光增材制造装备(3D打印、激光修复)、智能激光焊接装备、自动化生产线、核心器件(工艺软件、送粉器、加工头)和金属粉末材料的研发与制造。 中科煜宸是高新技术企业、中国增材制造产业联盟副理事长单位、全国增材制造标委会标准起草参与单位、国家发改委激光再制造产业化基地、国家工信部激光增材制造产业化基地、国家科技部同步送粉增材制造重大专项承担单位,也是江苏省科技厅金属三维打印工程技术中心、南京市金属三维打印技术中心,江苏省经信委激光智能制造协同创新中心。
盾构机构造及工作原理简介
盾构机构造及工作原理简介第二部分 四、盾构机的主控系统及工作原理 下图是天地重工生产的土压平衡盾构机示意图,通过这台土压平衡盾构来简单介绍盾构机的构造及工作原理。 盾构法隧道的基本原理是用一件有形的钢质组件沿隧道设计轴线开挖土体而向前推进。这个钢组件在初步或最终隧道衬砌建成前,主要起防护开挖出的土体、保证作业人员和机械设备安全的作用,同时还能够承受来自地层的压力,防止地下水或流沙的入侵,这个钢质组件被称为盾构。而盾构的主要组成部分即为盾体。 1. 盾体 盾体主要包括前盾、中盾和尾盾三部分,这三部分都是管状筒体。前盾和与之焊在一起的承压隔板用来支撑刀盘驱动,同时使泥土仓与后面的工作空间相隔离,推进油缸的压力可通过承压隔板作用到开挖面上,以起到支撑和稳定开挖面的作用。承压隔板上在不同高度处安装有五个土压传感器,可以用来探测泥土仓中不同高度的土压力。前盾的后边是中盾,中盾和前盾通过法兰以螺栓连接,中盾内侧的周边位置装有推进油缸。中盾的后边是尾盾, 尾盾末端装有密封用的盾前盾 中盾 后盾
尾刷。 2. 刀盘和刀盘驱动 刀盘是一个带有多个进料槽的切削盘体,位于盾构机的最前部,用于切削土体,刀盘通过安装在前盾承压隔板上的法兰上的刀盘电机来驱动。它可以使刀盘在顺时针和逆时针两个方向上实现无级变速。刀盘电机的变速齿轮箱内需设置制动装置,用于制动刀盘。电机的防护等级需大于IP55。 为了适用于不同的土质条件,刀盘上安装了多种类型和功能的刀具,所有刀具都由螺栓连接,可以从刀盘后面的泥土仓中进行更换。 刀盘(中交天和14.93米泥水气压平衡复合式盾构机) 铲刀:铲刀可以双向进行开挖,主要用于保证开挖直径的稳定不变。 铲刀
刀具标准精选(最新)
刀具标准精选(最新) G145《GB/T145-2001 中心孔》 G967《GB/T 967-2008 螺母丝锥》 G968《GB/T 968-2007 丝锥螺纹公差》 G969《GB/T 969-2007 丝锥 技术条件》 G970.1《GB/T 970.1-2008 圆板牙 第1部分:圆板牙和圆板牙架的型式和尺寸》G970.2《GB/T 970.2-2008 圆板牙 第2部分:技术条件》 G971《GB/T 971-2008 滚丝轮》 G972《GB/T 972-2008 搓丝板》 G1109《GB/T 1109-2004 短莫氏锥柄立铣刀》 G1112《GB/T 1112-2012 键槽铣刀》 G1114《GB/T1114.1~2-1998 套式立铣刀》 G1115《GB/T1115-2002 圆柱形铣刀》 G1119《GB/T1119.1~2-2002 尖齿槽铣刀》 G1124《GB/T1124.1~3-1996 凸凹半圆铣刀》 G1124.1《GB/T 1124.1-2007 凸凹半圆铣刀 第1部分:型式和尺寸》 G1124.2《GB/T 1124.2-2007 凸凹半圆铣刀 第2部分: 技术条件》 G1127《GB/T 1127-2007 半圆键槽铣刀》 G1131.1《GB/T 1131.1-2004 手用铰刀 第1部分:型式和尺寸》 G1131.2《GB/T 1131.2-2004 手用铰刀 第2部分:技术条件》 G1132《GB/T 1132-2004 直柄和莫氏锥柄机用铰刀》 G1134《GB/T 1134-2008 带刃倾角机用铰刀》 G1135《GB/T 1135-2004 套式机用铰刀和芯轴》 G1139《GB/T 1139-2004 莫氏圆锥和米制圆锥铰刀》 G1142《GB/T 1142-2004 套式扩孔钻》 G1143《GB/T 1143-2004 60°、90°、120° 莫氏锥柄锥面锪钻》 G1438.1《GB/T 1438.1-2008 锥柄麻花钻 第1部分:莫氏锥柄麻花钻的型式和尺寸》 G1438.2《GB/T 1438.2-2008 锥柄麻花钻 第2部分:莫氏锥柄长麻花钻的型式和尺寸》 G1438.3《GB/T 1438.3-2008 锥柄麻花钻 第3部分:莫氏锥柄加长麻花钻的型式和尺寸》 G1438.4《GB/T 1438.4-2008 锥柄麻花钻 第4部分:莫氏锥柄超长麻花钻的型式和尺寸》 G1442《GB/T 1442-2004 直柄工具用传动扁尾及套筒尺寸》 G1443《GB/T1443-1996 机床和工具柄用自夹圆锥》 G2075《GB/T 2075-2007 切削加工用硬切削材料的分类和用途 大组和用途小组的分类代号》 G2076《GB/T 2076-2007 切削刀具用可转位刀片型号表示规则》 G2078《GB/T 2078-2007 带圆角圆孔固定的硬质合金可转位刀片尺寸》 G2080《GB/T 2080-2007 带圆角沉孔固定的硬质合金可转位刀片尺寸》 G3464.1《GB/T 3464.1-2007 机用和手用丝锥:通用柄机用和手用丝锥》 G3464.2《GB/T 3464.2-2003 细长柄机用丝锥》 G3464.3《GB/T 3464.3-2007 机用和手用丝锥:短柄机用和手用丝锥》
盾构17寸单刃滚刀拆资料
17"单刃滚刀维修步骤 根据滚刀刀圈的磨损程度,按照刀具更换指南确定更换刀圈或进行修整。刀具的维修需结合使用以下工具: 1001203-罗宾斯专门设计的工具 A66742-一般的车间工具A66165 -电动工具及其它 1
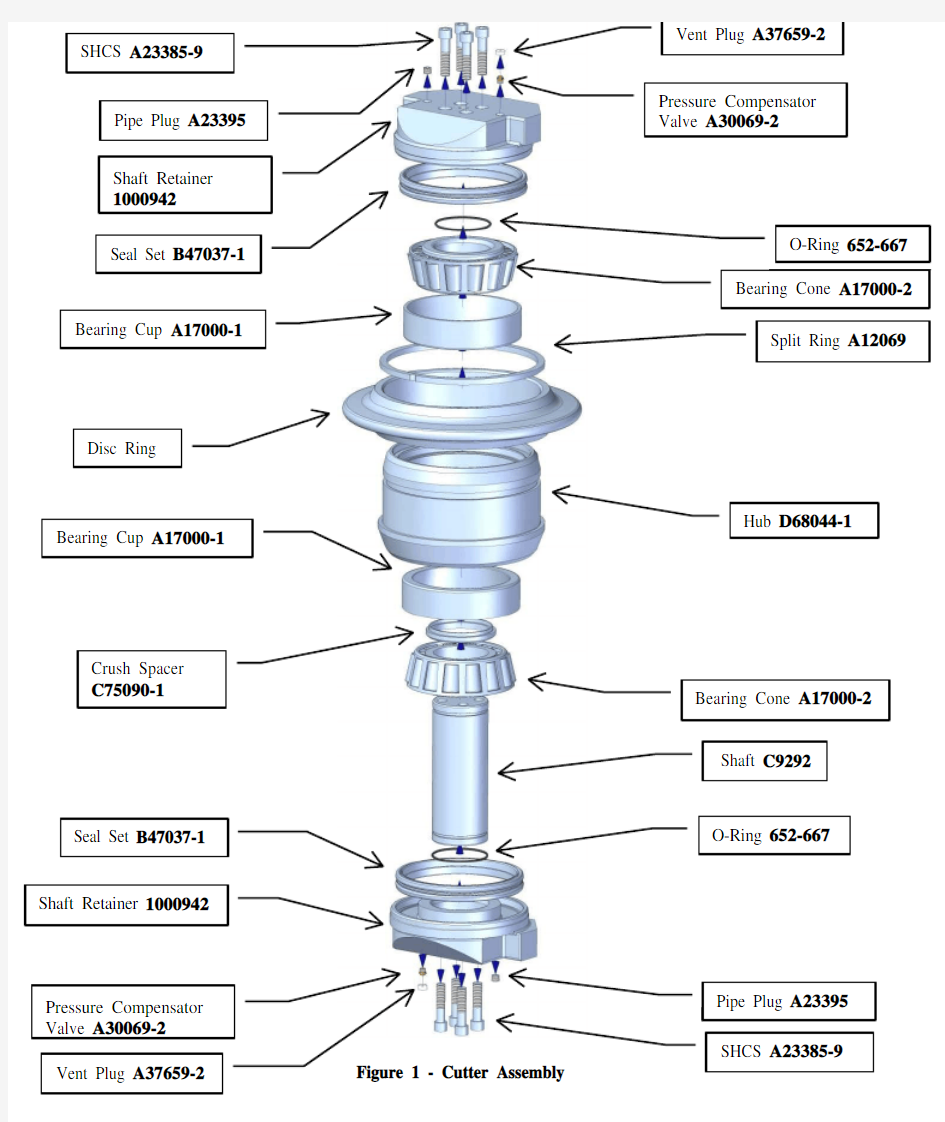
SHCS A23385-9 Vent Plug A37659-2 Pipe Plug A23395Pressure Compensator Valve A30069-2 Shaft Retainer 1000942 Seal Set B47037-1 Bearing Cup A17000-1 O-Ring 652-667 Bearing Cone A17000-2 Split Ring A12069 Disc Ring Bearing Cup A17000-1 Hub D68044-1 Crush Spacer C75090-1Bearing Cone A17000-2 Shaft C9292 Seal Set B47037-1 O-Ring 652-667 Shaft Retainer 1000942 Pressure Compensator Valve A30069-2Vent Plug A37659-2
Figure 1 - Cutter Assembly Pipe Plug A23395 SHCS A23385-9
1. 准备工作 a) 高压清洗整个刀具,尽量清理掉螺纹和密封盖板上所有的渣土。 b) 清理所有的部件 1)清理所有配套部件上的毛刺,使之整洁。需要的时候,可以用电动线轮清除堆积起来的较硬的渣土; 2)用涂抹溶解剂的小石块清理刀毂外径刀圈支座上的渣土。任何时候都禁止使用带电工具打磨其表面。 c) 拆除并清理1/4"油堵A23395、压力补偿器阀门A30069‐2 和透气塞A37695‐2 d) 如果塞子太紧,请加热至300°F(150 度)(最高),往螺纹区域涂上油,然后再拆掉。也可 以将一小段直径稍小的管子焊接在塞上,然后用管钳将其拆掉。仅局部轴承支座和管子表面可以使用焊机、打磨机及弧形焊机。确保刀体不进行任何焊接。 e) 将1/4"油堵和1/8"压力补偿器阀门放进轴承支座1000944 和1000946 中,以防止杂物进入 刀具中。 注意:油嘴不要太紧,否则以后会很难拆除掉。 2. 检查 a) 如果刀具不滚动、刀具盖板处的油脂泄露,或油堵处有较大的金属颗粒,此时需要重新安 装。省略其余的步骤,直接进行第IV 章的内容。 b) 按以下步骤测量刀具的滚动扭矩: Torque ring:扭矩环torque wrench:扭力扳手 1)垂直放置刀具 2)将扭矩环D7251‐T9 放在刀毂的开口环一端上,使六角螺栓朝上放置,并将手柄紧固在刀毂上。将扭力扳手放在扭矩环螺栓上,然后径向往外伸展开。 3)将刀具夹在台上,或者压住刀具,并往轴承上施加少许力,以测试刀具的转动。 4)用扭力扳手转动刀毂一圈,并读取扭矩读数,慢慢的转动刀毂,但保持持续转动。 5)按以下图示计算实际的扭矩读数: 3
滚刀授课内容
齿轮滚刀的设计及通用性验算一前言 我厂是中小模数齿轮生产的专业厂,用于加工齿轮的最常用的刀具-滚刀在我厂的应用非常普遍,批量化生产和单件小批量生产所需的滚刀大部分都属于专用滚刀,需要进行单独的设计与制造。 二齿轮滚刀的加工原理: 齿轮滚刀加工齿轮的原理,就是一对螺旋齿轮的啮合过程。滚刀实质就是一个具有一定切削角度的蜗杆。滚刀切削刃所在的蜗杆,称为滚刀的基本蜗杆。目前我们常用的滚刀是阿基米德滚刀,其轴向截面为直线齿形。 三齿轮滚刀的分类: 齿轮滚刀按结构分为整体和镶片两种;按模数可分为大、中、小三种;按用途可分为粗、精两种;按精度等级又可分
为四种:AA级滚刀(用于加工7级齿轮),A级滚刀(用于加工8级齿轮),B级滚刀(用于加工9级齿轮),和C级滚刀(用于加工10级齿轮)。 四齿轮滚刀的结构参数: 1,小模数齿轮滚刀为了能使刀齿顶部形成切削后角,其槽形角一般取45,并适当增大槽底圆弧半径。由于小模数齿轮滚刀螺纹升角很小,故容屑槽做成平行于其轴线的直槽。 2,滚刀的外径: 滚刀的外径是一个重要的结构尺寸,其大小直接影响到其它结构参数的合理性。一般情况,精度要求高的齿轮,滚刀的外径应选择大一些,精度底的齿轮,滚刀外径可选择小一些,因为滚刀外径越大,则分圆螺纹升角越小,滚刀的近似造型误差越小,可提高齿形的设计精度。 滚刀外径大可使孔径增大,从而增加滚刀心轴的刚性。同时,滚刀外径的增大,还可以使容屑槽数目增加,减少切
齿时齿轮齿面的包络误差,减小滚刀单齿的切削负荷,提高齿轮的耐用度和齿轮表面光洁度。同时,滚刀的外径也要考虑零件和机床的结构特点。 我厂齿轮滚刀外径尺寸一般为Ф25,Ф32(加工模数小于1的齿轮)Ф50 Ф63(加工模数大于1的齿轮)。 3,滚刀外径偏差按d10(GB159-59)规定。 4. 滚刀的孔径及精度: 滚刀的孔径主要是由外径决定的,滚刀外径越大,其孔径可相对增大,从而增加滚刀心轴的刚度,加工中能采用较大的切削规范,提高加工效率。 滚刀的孔是制造,检测和安装使用的基准,因而滚刀孔的精度是滚刀必须具备的精度,否则,滚刀的精度无从谈起。 孔径的精度根据GB6084-85的规定,选取H5。 5. 滚刀的长度: 滚刀的长度由螺纹部分的长度和轴台的长度所组成。滚
海瑞克盾构机中英文对照表
海瑞克盾构设备-英汉对照英文汉语 proportional valve block 流量阀 brake valve 闸阀 double prestress valve 流量阀 proportional valve block 流量阀 valve 闸阀 valve 闸阀 ball valve 球阀 ball valve w/lever/ 球阀 shuttle valve 闸阀 ball valve 球阀 check valve sae11/2 闸阀 valve 闸阀 ball valve 球阀 nozzle 喷嘴 proportional valve 流量阀 pressure reducing valve 减压阀 plate 连接块 plate 连接块 erector 管片安装机 cutting wheel drive 刀盘主驱动 tank 水箱 cylinder 液压油缸 waggon 运输料槽 jack 千斤顶 thrust jacks unit+stroke meas 主推进油缸 planetary gear 齿轮箱 gear oil cooler 齿轮油冷却器 thermometer 0-80 degrees c 温度计 ball valve 球阀 valve 闸阀 control block 接线板 plate 连接块 mechanical directional control 方向控制器 pressure control valve 流量阀 control block 接线板 slide block 滑动轴承阻挡块 hydraulik block 液压阀组 pressure reducing valve 减压阀 non return valve 止回阀 one-way restrictor zp 闸门 directional control valve 流量阀 pressure reducing valve zp 流量阀