桥式起重机变频调速控制系统设计论文(含中英文翻译)
变频调速技术在桥式起重机中的运用
修改意见已在文中标出。
红色部分是我修改的,你们再斟酌一下。
希望你们在节选相关文献中的内容时注意严谨性。
第一、节选内容不要唐突,要紧扣题目;第二、不要前后不搭;第三、写完后希望你们自己先通读一遍(有些句子的表达不通顺);第四、我希望写论文的人还是要具备一些专业知识(即使“东拼西凑”也要凑得严谨完整)变频调速技术在桥式起重机中的运用摘要:随着工业制造业以及物流运输等行业的不断发展,桥式起重机被应用的地方越来越多,当发展水平不断提高时,传统的利用交流电动机的电气传动控制的弊端就逐渐显露出来,为了实现对桥式起重机更加简单的操作,快速启动并且灵活调速等诸多的功能要求,变频调速技术应运而生。
将变频调速技术运用在桥式起重机当中能够很大程度上增加起重机的灵活性、速度调控性及安全可靠性。
本文通过案例分析,讨论了传统起重机电气传动的不足之处,对变频调速技术在桥式起重机中的运用进行探析,希望对相关工作的研究起到一些参考作用。
关键词:变频调速;桥式起重机;运用0 引言由于桥式起重机的工作原理是利用转子回路串联电阻达到调速的目的,需要进行频率较大的开关操作,而且桥式起重机对于外界条件、调运物体的重量等要求较高,受影响的因素较多,在机械运行较为复杂的环境中桥式起重机容易受到影响导致其运行安全及稳定存在隐患。
将变频调速技术与桥式起重机结合能够让起重机的电机实现变频调速的效果,不仅能够提高起重机运行的安全性能,同时能够达到节能的目的,一举两得。
所以,在应该对于变频技术在桥式起重机中的运用进行进一步的探究,提高桥式起重机各方面的工作性能。
1. 传统的桥式起重机的操作方法与电气传动方式(1)传统的操作方法存在着很大的安全隐患。
桥式起重机的工作环境一般较差,空气质量不好,驾驶室中的温度也很高,同时存在着(红色部分没看懂)粉尘颗粒等,这对于机械操作人员的身体健康存在着威胁。
通常情况下桥式起重机的驾驶舱基本都是在空中,距离地面40-50米属于常见现象,此时任凭驾驶员的视力再好也很难对下方的情况作出准确的判断,所以会安排相应的人员指挥,配合工作,而双方也是互相看不见,凭借着对讲机等通讯设备交流,一旦交流受到影响或者配合出现失误,很有可能发生安全事故,所以这样的操作方法存在着安全隐患。
浅析桥式起重机中变频调速技术的应用

浅析桥式起重机中变频调速技术的应用桥式起重机是一种重要的物料吊运机械设备,在多个行业和领域中的应用都非常广泛,以下是一篇关于变频调速技术在桥式起重机中应用探究的,欢迎阅读查看。
桥式起重机的运行环境比较恶劣,多是通过转子回路实现有机调速,通断操作非常频繁,受到外界因素、运输物品质量、机械设备受重等影响,起重机运行过程中很容易受到冲击,不利于桥式起重机的安全、稳定运行。
变频调速技术在桥式起重机中的应用,可以实现起重机电机的变频调速,具有良好的节能性和安全性,因此在实际应用中应充分发挥变频调速技术的优势,保障桥式起重机的正常工作。
其一,桥式起重机驾驶室经常处于含有腐蚀性气体、多粉尘和高温环境中,对于操作人员的身体健康有着严重影响,并且一些起重机驾驶室处于地面以上 35 ~40 米的位置,操作人员的视线容易受到多种因素的影响,因此必须由地面工作人员进行指挥才能开展相关吊车操作,一旦指挥配合出现问题,很容易发生事故,因此存在较大的安全隐患[1].其二,桥式起重机通过转子串联电阻这种方式实现调速,会改变起重机电机原本的特性曲线,在利用转子串电阻进行调速时,会影响电机固有的机械头特性,电机转速会随着负载变化而变化,无法达到理想的调速效果,并且转子串联电阻,在起重机长时间运行过程中,能源利用率低,会浪费大量的电能。
其三,通常情况下,桥式起重机的运行环境都比较恶劣,工作任务繁重,而接触器和继电器的稳定性和可靠性相对较差,经常发生电机烧损、外串电阻烧坏、碳刷冒火、触头烧损等问题,故障率较高,运行维护周期较短,会耽误正常的生产运行。
2. 1 选用合适变频器一般情况下,桥式起重机主要包括起升机构和平移机构,起升机构电动机可按照起重机的运行要求进行倒拉反接、再生制动或者电动,平移机构电动机主要处于电动状态,桥式起重机要求电动机必须具有较大的起动转矩,特别是起重机运行时,负载变化比较复杂,起重机拖动过程中需要较大的转矩,低速运行时也必须输出大力矩。
桥式起重机电气控制毕业设计论文
275T/50橋式起重機電氣控制設計摘要橋式起重機是橋架在高架軌道上運行的一種橋架型起重機,又稱天車。
橋式起重機的橋架沿鋪設在兩側高架上的軌道縱向運行,起重小車沿鋪設在橋架上的軌道橫向運行,構成一矩形的工作範圍,就可以充分利用橋架下麵的空間吊運物料,不受地面設備的阻礙。
橋式起重機廣泛地應用在室內外倉庫、廠房、碼頭和露天貯料場等處。
橋式起重機可分為普通橋式起重機、簡易粱橋式起重機和冶金專用橋式起重機三種。
普通橋式起重機一般由起重小車、橋架運行機構、橋架金屬結構組成。
起重小車又由起升機構、小車運行機構和小車架三部分組成。
起升機構包括電動機、制動器、減速器、捲筒和滑輪組。
電動機通過減速器,帶動捲筒轉動,使鋼絲繩繞上捲筒或從捲筒放下,以升降重物。
本文重點研究起重機的控制,通過使用串電阻的調速方法已實現對電機的控制,從而控制起重機。
關鍵字:起重小車;電動機;串電阻調速275T/50 bridge crane electrical control designABSTRACTBridge crane is a bridge in an elevated running track as a bridge-type crane, also known as Crane。
Bridge crane installed in the bridge along the track on both sides of the elevated vertical run,Lifting trolley along the bridge on the laying of the track in the horizontal run, which constitute the scope of work of a rectangle, you can take full advantage of the space bridge was being lifted the following materials, the hindered from ground equipment.Bridge crane widely used in indoor and outdoor warehouses, factories, docks and outdoor storage yard, etc.Bridge crane bridge crane can be divided into ordinary, simple beam bridge crane and metallurgical three special bridge crane.Lifting bodies, including the motor, brake, reducer, drum and pulle y blocks。
桥式起重机自动运行控制系统设计
桥式起重机自动运行控制系统设计摘要桥式起重机在重物吊装和搬运过程中,为了使重物能够保持平稳,需要在其运行过程中对起重机起升、行走等机构的运行速度和方向进行随时的调整与改变,而且这种调整与改变随时都会发生,因此变换较为频繁。
因此,为提高桥式起重机运行水平,本文在CoDeSys软件PLC开发平台上,设计了桥式起重机运行控制系统,通过对系统的功能分析和模块化设计,实现了自动化运行的过程控制。
关键词桥式起重机;自动运行控制;系统设计1 导言在传统的起重机控制系统中,为了实现其驱动电机速度频繁变换功能,通常会采取比较常见的:调整电机极对数实现电机调速的方法,在转子回路中串接定值电阻的方法,通过涡流制动器来改变电机转速的方法等。
以上电机速度调节的方法在启动性能、调速性能等方面与交流鼠笼式电机相比,有了一定的改善,但是依然存在一些难以克服的瓶颈问题。
基于此,本文探讨了以可编程控制器(PLC)为控制中心、应用变频调速技术实现桥式起重机智能化自动运行控制的方法与途径[1]。
2 自动化运行系统分析桥式起重机运行系统包括大车行走机构和小车行走机构,大车沿铺设在工作空间上方两侧的轨道(Y方向)行驶,小车在大车上沿与大车运行垂直的方向(X 方向)行驶。
大车与小车运行机构相互配合,带动起升装置到达工作平面内的任意位置。
桥式起重机运行系统的控制原理如下:操作者将起重机运行目标位置以及运行指令等信息通过人机接口(HMI)输入PLC,同时,安装于起重机吊钩组上的激光测距传感器组将采集的环境障碍物等信息输入PLC。
PLC通过执行开发者设计的程序,将输入信号集成后进行运算处理,结合起重机工作要求和硬件参数,将路径信息转化计算生成大、小车电机的控制信号,从而实现对交流电机的速度控制。
为同时保证产品的自动化水平高、安全性好及工作效率高,PLC控制系统需满足以下功能要求:(1)在运行过程中,需要避开环境中的障碍物,运行轨迹应为多段折线。
每段折线的拐点坐标值作为输入量输入PLC中参与运算。
PLC和变频器桥式起重机控制系统设计毕业设计

1234学院毕业设计(论文)摘要随着现代控制理论的应用,微处理器和微电子技术的发展,使变频调速控制系统日趋成熟。
而桥式起重机作为物料搬运系统中一种典型设备,在企业生产活动中应用广泛作用显著,故对于提高其运行效率,确保运行安全,降低物料搬运成本是十分重要。
传统的桥式起重控制系统主要采用继电器接触器进行控制,采用交流绕线串电阻的方法进行启动和调速,这种控制系统存在可靠性差,故障率高,电能浪费大,效率低等缺点。
因此根据桥式起重机的运行特点,将可编程序控制器与变频器结合应用于桥式起重机控制系统,其中PLC系统则采用SIEMENS公司产品,大大提高了操作精度和稳定度;综合保护功能完善,便于及时发现、查找、处理故障;并且节约了能源。
关键词:可编程序控制器;桥式起重机;变频调速;变频器目录摘要 (I)第一章绪论 (1)1.1桥式起重机简介 (2)1.2 本课题设计的意义、主要内容及基本参数 (3)第二章矢量控制变频调速 (4)2.1 变频调速的基本原理 (4)2.2变频器的基本结构和功能 (7)2.2.1变频器的主电路 (7)2.2.2变频器的控制电路构成 (8)2.3变频调速的控制方式—矢量控制方式 (9)2.3.1矢量控制的基本思想 (9)2.3.2矢量变换规律 (11)2.3.3矢量变换下异步电动机的数学模型 (15)2.4矢量变换控制方程 (17)第三章桥式起重机变频控制系统的硬件设计 (19)3.1总体设计方法 (19)3.2 PLC技术简介 (21)3.2.1 PLC概述 (21)3.2.2 Siemens S7-200结构及工作原理 (22)3.3部件的选择 (24)3.3.1电机的选用 (24)3.3.2变频器的选用 (26)3.3.3 PLC的选用 (31)3.3.4常用辅件的选择 (31)3.4起重机变频调速系统设计 (34)3.4.1系统控制的要求 (34)3.4.2控制系统的1/O点及地址分配 (34)第四章桥式起重机变频调速系统软件设计 (40)4.1 S7-200PLC网络的通信协议 (40)4.1.1 S7-200PLC网络的通信协议的种类 (40)4.1.2本系统通信协议的选择 (41)4.2 PLC程序设计 (45)4.2.1 PLC编程软件概述 (45)4.2.2程序设计 (46)4.3系统抗干扰措施 (52)第五章结束语 (54)致谢.................................. 错误!未定义书签。
桥式起重机的变频调速--毕业设计论文
毕业设计(论文)论文题目:桥式起重机的变频调速系部:电气工程系专业:电机与电器班级: 2013级01班学生姓名:学号:指导教师:2016年05月06号摘要桥式起重机作为物料搬运系统中的一种典型设备,在工业生产中应用广泛,作用显著。
因此对于提高桥式起重机的运行效率,确保运行的安全可靠性,降低物料搬运成本是十分必要的。
本文根据桥式起重机大车运行的特点,采用分散驱动,结合变频调速技术,完成了桥式起重机固定三段频率的调速。
将PLC作为逻辑控制器,并且为其设计了梯形图,将凸轮控制器的信号作为PLC的输入信号,PLC的输出接中间继电器线圈,通过继电器的触点控制变频器的数字输入口实现与变频器相连的两台电动机的变频调速。
为了方便控制和应急处理,设计了起动、停止、故障复位和急停按钮。
同时可以将电动机铭牌相关参数输入到变频器,运用变频器的保护功能保护电路。
通过本设计可以控制电动机的起动、停止、运行方向、速度换挡和故障复位。
从而减少了传统继电—接触式控制系统的中间环节,减少了硬件和控制线,极大提高了系统的稳定性和可靠性。
关键词:桥式起重机,凸轮控制器,可编程序控制器,变频调速ABSTRACTBridge crane as a material handling system of a kind of typical equipment, is widely used in industrial production, significant role. Therefore to improve the operating efficiency of the bridge crane to ensure the safety and reliability of operation, reduce material handling costs is very necessary.The according to the characteristics of the crane operation, adopting the driving of disperse, combining with the technology of frequency conversion, completed the bridge crane fixed frequency speed control. The PLC as logic controller, and the design of the ladder diagram, the cam controller signal as the input signal of the PLC, the PLC output connected to an intermediate relay coil, through the contacts of the relay control of the digital converter input port and inverter connected two motor variable frequency speed regulation. In order to facilitate control and emergency treatment, the design of the starting, stop, reset the fault and emergency stop button. At the same time the motor nameplate parameters input to the inverter, Using inverter protection circuit protection. Through this design can control the motorstarting, stop, running direction, shift speed and fault reset. Thus reducing the traditional relay - contact type control system of intermediate links, reducing the hardware and control line, greatly improving the stability and reliability of the system.Key words: bridge crane cam controller programmable controller variable frequency speed regulation目录摘要 (I)目录 .......................................................................................................................... I III 第一章绪论. (1)1.1 桥式起重机电气传动技术的国内外发展概况 (1)1.2 传统桥式起重机控制系统存在的问题 (1)1.3 本课题的研究意义及主要内容 (2)1.4 本章小结 (3)第二章变频调速的原理 (4)2.1 交流异步电动机变频调速原理 (4)2.2 变频调速系统的控制方式 (4)2.3 变频器的基本结构 (5)2.4 本章小结 (9)第三章MM440与S7-200 (9)3.1 MM440变频器 (9)3.2 PLC系统组成与各部分的作用 (10)3.3 变频器和PLC的关系 (13)3.4 本章小结 (13)第四章桥式起重机大车变频调速系统设计 (15)4.1 桥式起重机大车组成及特点 (15)4.2 系统总体设计 (16)4.3 变频器参数设计及PLC的I/O分配 (18)4.4 变频器实现三段调速原理的解释 (20)4.5 PLC程序设计 (20)4.6 电器布置图和电气接线图 (21)4.7 本章小结 (24)第五章总结与展望 (25)致谢 (26)参考文献 (27)附录 (28)第一章绪论1.1、桥式起重机电气传动技术的国内外发展概况电气调速控制的方法很多,从控制电阻分级控制,到交磁放大控制,到可控硅SCR激磁控制,到主回路可控硅即晶闸管整流供电系统。
变频调速技术在桥式起重机上的应用
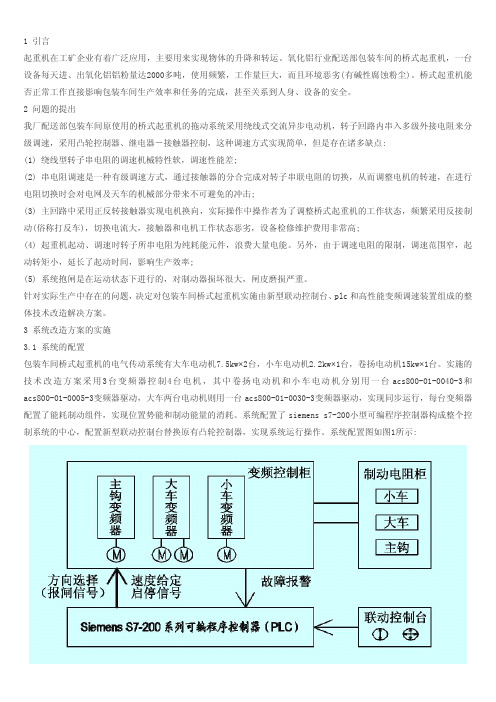
1引言起重机在工矿企业有着广泛应用,主要用来实现物体的升降和转运。
氧化铝行业配送部包装车间的桥式起重机,一台设备每天进、出氧化铝铝粉量达2000多吨,使用频繁,工作量巨大,而且环境恶劣(有碱性腐蚀粉尘)。
桥式起重机能否正常工作直接影响包装车间生产效率和任务的完成,甚至关系到人身、设备的安全。
2问题的提出我厂配送部包装车间原使用的桥式起重机的拖动系统采用绕线式交流异步电动机,转子回路内串入多级外接电阻来分级调速,采用凸轮控制器、继电器-接触器控制,这种调速方式实现简单,但是存在诸多缺点:(1)绕线型转子串电阻的调速机械特性软,调速性能差;(2)串电阻调速是一种有级调速方式,通过接触器的分合完成对转子串联电阻的切换,从而调整电机的转速,在进行电阻切换时会对电网及天车的机械部分带来不可避免的冲击;(3)主回路中采用正反转接触器实现电机换向,实际操作中操作者为了调整桥式起重机的工作状态,频繁采用反接制动(俗称打反车),切换电流大,接触器和电机工作状态恶劣,设备检修维护费用非常高;(4)起重机起动、调速时转子所串电阻为纯耗能元件,浪费大量电能。
另外,由于调速电阻的限制,调速范围窄,起动转矩小,延长了起动时间,影响生产效率;(5)系统抱闸是在运动状态下进行的,对制动器损坏很大,闸皮磨损严重。
针对实际生产中存在的问题,决定对包装车间桥式起重机实施由新型联动控制台、plc和高性能变频调速装置组成的整体技术改造解决方案。
3系统改造方案的实施3.1系统的配置包装车间桥式起重机的电气传动系统有大车电动机7.5kw×2台,小车电动机2.2kw×1台,卷扬电动机15kw×1台。
实施的技术改造方案采用3台变频器控制4台电机,其中卷扬电动机和小车电动机分别用一台acs800-01-0040-3和acs800-01-0005-3变频器驱动,大车两台电动机则用一台acs800-01-0030-3变频器驱动,实现同步运行,每台变频器配置了能耗制动组件,实现位置势能和制动能量的消耗。
桥式起重机的变频调速系统改造

桥式起重机的变频调速系统改造
吉志 强
( 太钢集团 山西新临钢钢铁有 限公 司炼铁厂 ,山西 临汾 0 4 1 0 0 0)
【 摘 要】 起重设备采 用 P L C 一 变频器调速技 术取代 绕线 电机
S I E 皿N s公司 6 S E 7 0系列工程型变频器的相关技术资料 ,变频器匹 配制动单元和制动 电阻后 ,能够保 证变 频控制系统在 四象限正常运 行;在 重物下降时 ,电机工作在制 动状 态,变频器的制动单元 能够 完全吸收掉这部分能量使 电机稳 定工作 在第四象限,且转速连续可
变频器 电动机 备注
主 起 升机 构 系 统 图
主提 升机 构 6 S E 7 0 3 2 — 1 E G 6 0 副提 升机构 大车 小车 6 S E 7 0 2 7 — 2 E D 6 1 6 S E 7 0 2 3 — 8 E D 6 1 6 S E 7 0 2 2 — 6 E C 6 1
调。
转子 串电阻调速 ,提 高了设备控 制精度和稳定性 ,降低 了故障率 , 且节能 效果 显著 ,易于检修维护 ,成为提高企业 生产 效率的最佳途
径。
【 关键 词 】 桥 式起重机 ;变频 器;改造
1引言
起重 设备的电气控制和拖动 系统 从早期的 串电阻调速 系统、直 流调速继 电器接触 器控制系统 ,到后来 的交流定子调压 、直流 晶闸 管调速装置 , 电动机主要 以绕 线转子 异步电动机和直流 电动机为主 , 其最大的缺点是滑差离合器 、换 向器 、电刷的存在使得维修 困难 。 随着变频器 的迅速发展 ,人们注 意到它在克服 了以往驱动系统 的缺点 ,明显提 高了可靠 性的 同时 ,还具有 显著地节能效果 。由于 异步 电动机结构简单 、维修方便 、适合在有粉 尘和振动大 的环境 中 使用, 故异步 电动机变 频调速 系统非常设适合在起重机上推广使用 。 2 设 备 现 状 我厂铸铁系统使用 的是 5 0 T桥式重型起重机 ,跨度为 1 6 m ,起 重系统采用绕线转 子异步 电动机 ,转子 回路 内串入多段外接 电阻调 速,采用 凸轮控制器 、继电器一 接触器控制 ,这种控制系统主要缺 点 是安全性差 、故障率 高,对生产影响较大 ,为此我们对这 台桥式起 重机的提升系统和 大小车拖动系统进行 了变 频改造 ,以提高其操作 性能、降低故障率 3 改 造 方 案 5 0 T桥式起 重机 的电气传 动系统有 5 0吨大钩 、 l O吨副钩 电动机 各 1台,大车 电动机 2台,小车 电动机 1台,改造的总思路是用 5 台变频器分别来控制 5台电动机,实现重载起动、变频调速 。 3 . 1变 频器选 型 我们根据桥式起 重机 5台 电机的主要参数 ,分别选用 以下几种 规格的变频器 :
桥式起重机设计的智能优化方法外文翻译

本科毕业设计外文翻译外文译文题目:桥式起重机的智能优化方法Intelligent Optimization Methods for the Design of an OverheadTravelling CraneQU Xiaogang, XU Gening, FAN Xiaoning, and BI XiaohengChinese Journal Of Mechanical Engineering,2015,Vol.28(No.1)桥式起重机设计的智能优化方法摘要:在起重机金属结构设计优化中,目前的方法是基于简单的模型和混合变量,很难应用到实际中,因为四舍五入通常会导致优化结果失败。
起重机金属结构优化设(CMSOD)属于有离散变量的约束性非线性优化问题。
一种新算法,基于突变局部搜索的蚁群算法(ACAM)被开发,并且第一次用于实际中的CMSOD。
在这个算法模型中,介绍了连续数组元素的编码方式。
不仅避免了在混合变量优化中圆整设计变量,而且有利于构建启发式信息,以及存储和更新蚁群信息素。
提出的基于突变局部搜索的蚁群算法(ACAM),遗传算法(GA)和粒子群优化(PSO)用于优化起重机的金属结构。
优化结果表明,ACAM 的收敛速度大约为GA的20%和PSO的11%。
ACAM给定的目标函数值比实际设计值少22.3%,比GA减少了16.42%,比PSO减少了3.27%。
先进的ACAM是一种用于CMSOD 的有效智能方法并优于其他方法。
关键词:起重机金属结构,设计优化,连续数组元素编码方式,蚁群优化,粒子群优化,遗传算法1 引言起重机作为搬运和运输物料的工具,用于现代生产中的各个领域承担繁重的装卸任务:起重机在工厂、铁路、港口等装卸机械任务中起关键作用。
金属结构主要由型钢和钢板组成,根据某些结构组织规则焊接。
起重机金属结构(CMSs),又称桥吊,承受和传递起重机的负荷和自重,是机械骨架和起重机的主要组成部分。
桥式起重机毕业设计外文翻译

英文原文:Fatigue life prediction of the metalwork of a travelling gantrycraneV.A. KopnovAbstractIntrinsic fatigue curves are applied to a fatigue life prediction problem of the metalwork of a traveling gantry crane. A crane, used in the forest industry, was studied in working conditions at a log yard, an strain measurements were made. For the calculations of the number of loading cycles, the rain flow cycle counting technique is used. The operations of a sample of such cranes were observed for a year for the average number of operation cycles to be obtained. The fatigue failure analysis has shown that failures some elements are systematic in nature and cannot be explained by random causes.卯1999 Elsevier Science Ltd. All rights reserved.Key words: Cranes; Fatigue assessment; Strain gauging1. IntroductionFatigue failures of elements of the metalwork of traveling gantry cranes LT62B are observed frequently in operation. Failures as fatigue cracks initiate and propagate in welded joints of the crane bridge and supports in three-four years. Such cranes are used in the forest industry at log yards for transferring full-length and sawn logs to road trains, having a load-fitting capacity of 32 tons. More than 1000 cranes of this type work at the enterprises of the Russian forest industry. The problem was stated to find the weakest elements limiting the cranes' fives, predict their fatigue behavior, and give recommendations to the manufacturers for enhancing the fives of the cranes.2. Analysis of the crane operationFor the analysis, a traveling gantry crane LT62B installed at log yard in the Yekaterinburg region was chosen. The crane serves two saw mills, creates a log store, and transfers logs to or out of road trains. A road passes along the log store. The saw mills are installed so that the reception sites are under the crane span. A schematic view of the crane is shown in Fig. 1. 1350-6307/99/$一see front matter 1999 Elsevier Science Ltd. All rights reserved.PII: S 1 3 5 0一6307(98) 00041一7A series of assumptions may be made after examining the work of cranes:·if the monthly removal of logs from the forest exceeds the processing rate, i.e. there is a creation of a log store, the cra ne expects work, being above the centre of a formed pile with the grab lowered on the pile stack;·when processing exceeds the log removal from the forest, the crane expects work above an operational pile close to the saw mill with the grab lowered on the pile;·the store of logs varies; the height of the piles is considered to b e a maximum;·the store variation takes place from the side opposite to the saw mill;·the total volume of a processed load is on the average k=1.4 times more than the total volume of removal because of additional transfers.2.1. Removal intensityIt is known that the removal intensity for one year is irregular and cannot be considered as a stationary process. The study of the character of non-stationary flow of road trains at 23 enterprises Sverdlesprom for five years has shown that the monthly removal intensity even for one enterprise essentially varies from year to year. This is explained by the complex of various systematic and random effects which exert an influence on removal: weather conditions, conditions of roads and lorry fleet, etc. All wood brought to the log store should, however, be processed within one year.Therefore, the less possibility of removing wood in the season between spring and autumn, the more intensively the wood removal should be performed in winter. While in winter the removal intensity exceeds the processing considerably, in summer, in most cases, the more full-length logs are processed than are taken out.From the analysis of 118 realizations of removal values observed for one year, it is possible to evaluate the relative removalintensity g(t) as percentages of the annual load turnover. The removal data fisted in Table 1 is considered as expected values for any crane, which can be applied to the estimation of fatigue life, and, particularly, for an inspected crane with which strain measurement was carried out (see later). It would be possible for each crane to take advantage of its load turnover per one month, but to establish these data without special statistical investigation is difficult. Besides, to solve the problem of life prediction a knowledge of future loads is required, which we take as expected values on cranes with similar operation conditions.The distribution of removal value Q(t) per month performed by the relative intensity q(t) is written aswhere Q is the annual load turnover of a log store, A is the maximal designed store of logs in percent of Q. Substituting the value Q, which for the inspected crane equals 400,000 m3 per year, and A=10%, the volumes of loads transferred by the crane are obtained, which are listed in Table 2, with the total volume being 560,000 m3 for one year using K,.2.2. Number of loading blocksThe set of operations such as clamping, hoisting, transferring, lowering, and getting rid of a load can be considered as one operation cycle (loading block) of the crane. As a result to investigations, the operation time of a cycle can be modeled by the normal variable with mean equal to 11.5 min and standard deviation to 1.5 min. unfortunately, this characteristic cannot be simply used for the definition of the number of operation cycles for any work period as the local processing is extremely irregular. Using a total operation time of the crane and evaluations of cycle durations, it is easy to make large errors and increase the number of cycles compared with the real one. Therefore, it is preferred to act as follows.The volume of a unit load can be modeled by a random variable with a distribution function(t) having mean22 m3 and standard deviation 6;一3 m3, with the nominal volume of one pack being 25 m3. Then, knowing the total volume of a processed load for a month or year, it is possible to determine distribution parameters of the number of operation cycles forthese periods to take advantage of the methods of renewal theory [1].According to these methods, a random renewal process as shown in Fig. 2 is considered, where the random volume of loads forms a flow of renewals:In renewal theory, realizations of random:,,,having a distribution function F-(t), are understoodas moments of recovery of failed units or request receipts. The value of a processed load:,,after}th operation is adopted here as the renewal moment.<t﹜. The function F-(t) is defined recurrently,Let F(t)=P﹛nLet v(t) be the number of operation cycles for a transferred volume t. In practice, the total volume of a transferred load t is essentially greater than a unit load, and it is useful therefore totake advantage of asymptotic properties of the renewal process. As follows from an appropriatelimit renewal theorem, the random number of cycles v required to transfer the large volume t hasthe normal distribution asymptotically with mean and variance.without dependence on the form of the distribution function月t) of a unit load (the restriction isimposed only on nonlattice of the distribution).Equation (4) using Table 2 for each averaged operation month,function of number of load cycles with parameters m,. and 6,., which normal distribution in Table 3. Figure 3 shows the average numbers of cycles with 95 % confidence intervals. The values of these parametersfor a year are accordingly 12,719 and 420 cycles.3. Strain measurementsIn order to reveal the most loaded elements of the metalwork and to determine a range of stresses, static strain measurements were carried out beforehand. Vertical loading was applied by hoisting measured loads, and skew loading was formed with a tractor winch equipped with a dynamometer. The allocation schemes of the bonded strain gauges are shown in Figs 4 and 5. As was expected, the largest tension stresses in the bridge take place in the bottom chord of the truss (gauge 11-45 MPa). The top chord of the truss is subjected to the largest compression stresses.The local bending stresses caused by the pressure of wheels of the crane trolleys are added to the stresses of the bridge and the load weights. These stresses result in the bottom chord of the I一beambeing less compressed than the top one (gauge 17-75 and 10-20 MPa). The other elements of the bridge are less loaded with stresses not exceeding the absolute value 45 MPa. The elements connecting the support with the bridge of the crane are loaded also irregularly. The largest compression stresses take place in the carrying angles of the interior panel; the maximum stresses reach h0 MPa (gauges 8 and 9). The largest tension stresses in the diaphragms and angles of the exterior panel reach 45 MPa (causes 1 and hl.The elements of the crane bridge are subjected, in genera maximum stresses and respond weakly to skew loads. The suhand, are subjected mainly to skew loads.1, to vertical loads pports of the crane gmmg rise to on the otherThe loading of the metalwork of such a crane, transferring full-length logs, differs from that ofa crane used for general purposes. At first, it involves the load compliance of log packs because ofprogressive detachment from the base. Therefore, the loading increases rather slowly and smoothly.The second characteristic property is the low probability of hoisting with picking up. This is conditioned by the presence of the grab, which means that the fall of the rope from the spreader block is not permitted; the load should always be balanced. The possibility of slack being sufficient to accelerate an electric drive to nominal revolutions is therefore minimal. Thus, the forest traveling gantry cranes are subjected to smaller dynamic stresses than in analogous cranes for general purposes with the same hoisting speed. Usually, when acceleration is smooth, the detachment of a load from the base occurs in 3.5-4.5 s after switching on an electric drive. Significant oscillations of the metalwork are not observed in this case, and stresses smoothly reach maximum values.When a high acceleration with the greatest possible clearance in the joint between spreader andgrab takes place, the tension of the ropes happens 1 s after switching the electric drive on, theclearance in the joint taking up. The revolutions of the electric motors reach the nominal value inO.}r0.7 s. The detachment of a load from the base, from the moment of switching electric motorson to the moment of full pull in the ropes takes 3-3.5 s, the tensions in ropes increasing smoothlyto maximum. The stresses in the metalwork of the bridge and supports grow up to maximumvalues in 1-2 s and oscillate about an average within 3.5%.When a rigid load is lifted, the accelerated velocity of loading in the rope hanger and metalworkis practically the same as in case of fast hoisting of a log pack. The metalwork oscillations are characterized by two harmonic processes with periods 0.6 and 2 s, which have been obtained from spectral analysis. The worst case of loading ensues fromsummation of loading amplitudes so that the maximum excess of dynamic loading above static can be 13-14%.Braking a load, when it is lowered, induces significant oscillation of stress in the metalwork, which can be }r7% of static loading. Moving over rail joints of 3} mm height misalignment induces only insignificant stresses. In operation, there are possible cases when loads originating from various types of loading combine. The greatest load is the case when the maximum loads from braking of a load when lowering coincide with braking of the trolley with poorly adjusted brakes.4. Fatigue loading analysisStrain measurement at test points, disposed as shown in Figs 4 and 5, was carried out during the work of the crane and a representative number of stress oscillograms was obtained. Since a common operation cycle duration of the crane has a sufficient scatter with average value } 11.5min, to reduce these oscillograms uniformly a filtration was implemented to these signals, and all repeated values, i.e. while the construction was not subjected to dynamic loading and only static loading occurred, were rejected. Three characteristic stress oscillograms (gauge 11) are shown inFig. 6 where the interior sequence of loading for an operation cycle is visible. At first, stressesincrease to maximum values when a load is hoisted. After that a load is transferred to the necessary location and stresses oscillate due to the irregular crane movement on rails and over rail joints resulting mostly in skew loads. The lowering of the load causes the decrease of loading and forms half of a basic loading cycle.4.1. Analysis of loading process amplitudesTwo terms now should be separated: loading cycle and loading block. The first denotes one distinct oscillation of stresses(closed loop), and the second is for the set of loading cycles during an operation cycle. The rain flow cycle counting method given in Ref. [2] was taken advantage of to carry out the fatigue hysteretic loop analysis for the three weakest elements: (1) angle of the bottom chord(gauge 11), (2) I-beam of the top chord (gauge 17), (3) angle of the support (gauge 8). Statistical evaluation of sample cycle amplitudes by means of the Waybill distribution for these elements has given estimated parameters fisted in Table 4. It should be noted that the histograms of cycle amplitude with nonzero averages were reduced afterwards to equivalent histograms with zero averages.4.2. Numbers of loading cyclesDuring the rain flow cycle counting procedure, the calculation of number of loading cycles for the loading block was also carried out. While processing the oscillograms of one type, a sample number of loading cycles for one block is obtained consisting of integers with minimum and maximum observed values: 24 and 46. The random number of loading cycles vibe can be describedby the Poisson distribution with parameter =34.Average numbers of loading blocks via months were obtained earlier, so it is possible to find the appropriate characteristics not only for loading blocks per month, but also for the total number of loading cycles per month or year if the central limit theorem is taken advantage of. Firstly, it is known from probability theory that the addition of k independent Poisson variables gives also a random variable with the Poisson distribution with parameter k},. On the other hand, the Poisson distribution can be well approximated by the normal distribution with average}, and variation },. Secondly, the central limit theorem, roughly speaking, states that the distribution of a large number of terms, independent of the initial distribution asymptotically tends to normal. If the initial distribution of each independent term has a normal distribution, then the average and standard deviation of the total number of loading cycles for one year are equal to 423,096 and 650 accordingly. The values of k are taken as constant averages from Table 3.5. Stress concentration factors and element enduranceThe elements of the crane are jointed by semi-automatic gas welding without preliminary edge preparation and consequentmachining. For the inspected elements 1 and 3 having circumferential and edge welds of angles with gusset plates, the effective stress concentration factor for fatigue is given by calculation methods [3], kf=2.}r2.9, coinciding with estimates given in the current Russian norm for fatigue of welded elements [4], kf=2.9.The elements of the crane metalwork are made of alloyed steel 09G2S having an endurance limit of 120 MPa and a yield strength of 350 MPa. Then the average values of the endurance limits of the inspected elements 1 and 3 are ES 一l=41 MPa. The variation coefficient is taken as 0.1, and the corresponding standard deviation is 6S-、一4.1 MPa.The inspected element 2 is an I-beam pierced by holes for attaching rails to the top flange. The rather large local stresses caused by local bending also promote fatigue damage accumulation. According to tables from [4], the effective stress concentration factor is accepted as kf=1.8, which gives an average value of the endurance limit as ES 一l=h7 Map. Using the same variation coiffing dent th e stand arid d emit ion is 1s σ-=6.7 MPa.An average S-N curve, recommended in [4], has the form:with the inflexion point No=5·106 and the slope m=4.5 for elements 1 and 3 and m=5.5 for element 2.The possible values of the element endurance limits presented above overlap the ranges of load amplitude with nonzero probability, which means that these elements are subjected to fatigue damage accumulation. Then it is possible to conclude that fatigue calculations for the elements are necessary as well as fatigue fife prediction.6. Life predictionThe study has that some elements of the metalwork are subject to fatigue damage accumulation.To predict fives we shall take advantage of intrinsic fatigue curves, which are detailed in [5]and [6].Following the theory of intrinsic fatigue curves, we get lognormal life distribution densities for the inspected elements. The fife averages and standard deviations are fisted in Table 5. The lognormal fife distribution densities are shown in Fig. 7. It isseen from this table that the least fife is for element 3. Recollecting that an average number of load blocks for a year is equal to 12,719, it is clear that the average service fife of the crane before fatigue cracks appear in the welded elements is sufficient: the fife is 8.5 years for element 1, 11.5 years for element 2, and h years for element 3. However, the probability of failure of these elements within three-four years is not small and is in the range 0.09-0.22. These probabilities cannot be neglected, and services of design and maintenance should make efforts to extend the fife of the metalwork without permitting crack initiation and propagation.7. ConclusionsThe analysis of the crane loading has shown that some elements of the metalwork are subjectedto large dynamic loads, which causes fatigue damage accumulation followed by fatigue failures.The procedure of fatigue hfe prediction proposed in this paper involves tour parts:(1) Analysis of the operation in practice and determination of the loading blocks for some period.(2) Rainflow cycle counting techniques for the calculation of loading cycles for a period of standard operation.(3) Selection of appropriate fatigue data for material.(4) Fatigue fife calculations using the intrinsic fatigue curves approach.The results of this investigation have been confirmed by the cases observed in practice, and the manufacturers have taken a decision about strengthening the fixed elements to extend their fatigue lives.References[1] Feller W. An introduction to probabilistic theory and its applications, vol. 2. 3rd ed. Wiley, 1970.[2] Rychlik I. International Journal of Fatigue 1987;9:119.[3] Piskunov V(i. Finite elements analysis of cranes metalwork. Moscow: Mashinostroyenie, 1991 (in Russian).[4] MU RD 50-694-90. Reliability engineering. Probabilistic methods of calculations for fatigue of welded metalworks.Moscow: (iosstandard, 1990 (in Russian).[5] Kopnov VA. Fatigue and Fracture of Engineering Materials and Structures 1993;16:1041.[6] Kopnov VA. Theoretical and Applied Fracture Mechanics 1997;26:169.中文翻译龙门式起重机金属材料的疲劳强度预测v.a.科普诺夫摘要内在的疲劳曲线应用到龙门式起重机金属材料的疲劳寿命预测问题。
基于变频器和PLC的桥式起重机控制系统设计

摘要(200字左右)本文是基于变频器和PLC的桥式起重机控制系统,由运行机构、起重机构和活叉机构组成。
起升和运行部分由变频调速控制,大车、小车的进退和货叉的升和降由相应的限位开关进行定位,由PLC程序进行整机控制。
首先分析和制定了生产线的整体设计思想和方案,并借鉴其他行业的自动控制技术确保该生产线系统具有自动控制的能力。
采用西门子PLC S7-200进行自动化控制生产线,在综合分析和考虑硬软件的设计部分,给出了系统硬件的连接图,PLC的I/O借口的引脚分配表及整体程序流程图等。
在该系统的控制部分中,实现了高可靠性,高性能,高稳定性,编程简单,易于实现,并且采用了广泛应用与工业生产中的PLC。
通过详细分析输送设备保护控制电动机原理图、程序框图、PLC系统外部连接图。
分析了整个高度自动化的输送系统的目标及功能,让高度制动化的输送系统的结构清晰、层次分明,并且具有非常强的实用性。
关键词:PLC,变频器,变频调速,自动控制ABSTRACTThis article is based on frequency converter and PLC of the bridge crane control system, the running mechanism, hoisting mechanism and live fork. Lifting and running parts controlled by frequency control of motor speed, in a cart, trolley and pallet fork the rise and fall of the corresponding position limit switch, the machine by PLC program control.First analysis and made the overall design idea and scheme of production line, and draw lessons from other industries in the automatic control technology to ensure that the system has the ability of automatic control of the production line. Siemens PLC S7-200 is adopted to improve the automation production line, in the hardware software design part of the comprehensive analysis and consideration, gives the system hardware connection diagram, PLC I/O excuse pinout chart and program flow chart, etc. In the control part of the system to achieve the high reliability, high performance, high stability, simple programming and easy to implement, and adopted PLC is widely used in industrial production. Through detailed analysis of transportation equipment protection principle diagram, program block diagram, PLC control motor system externalconnection diagram. Analyzed the goal and function of the highly automated conveying system, make highly brake transmission system structure is clear, distinct, and has very strong practicability.Key words: PLC, frequency converter, frequency control, automatic control目录1 前言 (1)1.1 PLC简介 (1)1.2变频器简介 (1)2 搬运车简介 (2)2.1起重机的原理 (2)2.2生产线起重机简介 (3)2.3设计思想 (5)3变频器调速控制 (9)3.1变频器概念 (9)3.2变频器工作原理 (9)3.2.1主电路 (9)3.2.2控制电路 (10)3.3变频器的调速原理 (10)4 PLC控制系统设计 (14)4.1.1PLC概述 (14)4.1.2PLC工作原理 (15)4.2PLC输入输出连接图 (16)5.2PLC梯形图 (19)5.3系统抗干扰措施 (24)6结论 (24)参考文献 (25)致谢 (26)1 前言基于变频器和PLC的桥式起重机在很多工业生产中广泛应用。
桥式起重机外文译文
、重庆科技学院学生毕业设计(论文)外文译文`学院机械与动力工程学院专业班级机设普08级-04 ¥学生姓名杜再勇学号 07译文要求1.外文翻译必须使用签字笔,手工工整书写,或用A4纸打印。
2.所选的原文不少于10000印刷字符,其内容必须与课题或专业方向紧密相关,由指导教师提供,并注明详细出处。
3.外文翻译书文本后附原文(或复印件)。
…/(译自:Journal of Dynamic Systems, Measurement, and ControlMay 2008,034504-1,双梁桥式起重机扭振的输入型控制技术 William Singhose Dooroo Kim Michael Kenison Sugar Land佐治亚理工学院伍德拉夫学校机械工程学院振幅大对于起重机的安全和正常运行具有很大的影响。
在一定条件下,创建一个双钟摆效应会使问题更加复杂。
大多数起重机控制技术表明单摆控制是有效的。
一些研究人员已经证明:通过单模振荡可以大大减少起重机电机输入正确塑造。
本文建立在以前的理论基础上创造一个可以抑制双摆载荷振荡的方法。
输入整形控制器设计有一个便携式的桥式起重机上执行两个作业变化的稳健性,是用于验证这种方法的有效性和稳健性来输入整形。
1.前言大多数重要地方,例如核电厂,仓库,建筑工地,和船厂等地的重物操纵是由起重机完成。
更不幸的是,起重机载荷的自然摆动,会造成安全隐患,时间延迟,定位精度的退化。
起重机控制的前期工作,多集中于单摆动力学或悬挂单摆长度的变化.如果考虑利用计算机控制器和控制设计中考虑电缆摆动,时间最优的命令,是否可以产生零残留振动的结果呢答案是不,因为悬挂的横向运动过程中的有效载荷增加了控制的难度,振荡频率是时变。
基于时变和非线性模型的最优控制可能难以产生即使产生最佳的命令,实现可能是不切实际的,因为最后的设定值必须知道在一开始就确定。
当反馈测量,自适应控制器一起组合开启时,闭环控制才是可能的。
桥式起重机变频调速控制系统浅析
桥式起重机变频调速控制系统浅析我国的工业产业飞速发展,桥式起重机作为工业生产中的主要运输工具,在生产车间、建筑工地、仓储物流等领域都有着十分广泛的运用。
由于桥式起重机在工业生产中发挥着越来越重要的角色,所以对桥式起重机变频调速控制系统进行科学的研究,逐渐完善桥式起重机的运用,是我国工业发展的重要基础保障。
本文将对此问题进行分析并提出建议。
标签:桥式起重机;变频调速;控制系统桥式起重机在我国的工业生产中占据着主导地位,无论是在码头、工厂或者货场等地方,都有桥式起重机的运用。
桥式起重机主要的作用是对货物进行搬运,能够大大提升各行业的工作效率,在一定程度上减轻工作人员的工作负担。
对桥式起重机的运用要首先注意安全问题,在保证安全的基础上提升工业生产的效率。
PLC控制变频器是桥式起重机的重要控制系统,必须逐渐完善桥式起重机的变频控制系统,才能够保证工业生产的效率和质量。
1 桥式起重机控制方式近些年随着桥式起重机的发展,主要控制系统也由传统的控制方式逐渐转变为现代化的控制方式。
1.1 桥式起重机传统控制方式桥式起重机的传统控制方式主要是利用专业的调速装置对桥式起重机进行变频调速。
传统的桥式起重机调速方式是通过利用电动机进行调速或者是改变电机的极对数来进行调速,还有一些桥式起重机通过采用改变转子的串联电阻、涡流制动器等方式进行调速。
传统的桥式起重机控制系统分为有级调速和无级调速,有级调速的缺点是调速范围较小,对于桥式起重机的速度有很大的限制,不能够保证桥式起重机的运行速度,对于工业生产的效率有一定程度的影响。
并且,桥式起重机在使用有级调速系统进行调速时,桥式起重机容易发生故障,并且想要实现控制机有足够的档位,就需要复杂的电路系统作为保障。
同时,使用有级调速系统会使得桥式起重机的负载功率较大,产生大量的能量损耗。
1.2 桥式起重机现代化的控制方式桥式起重机的现代化控制方式主要分为三种:普通控制系统、调压调速控制系统和变频调速控制系统。
浅谈PLC桥式起重机的变频调速控制系统

浅谈PLC桥式起重机的变频调速控制系统PLC桥式起重机变频调速控制系统采用了PLC变频器技术,并且将PLC作为控制手段,这种程序控制的方式能够将继电一接触器控制方式取代,并最终实现了变频调速,通过设计PLC控制的桥式起重机变频调速系统能够使起重机的自动化程度更高。
此外,该系统在非常恶劣的环境下也能够实现起重机调速性能的改善,使工作效率提高,减少了制动冲击,增加了起重机的安全性。
下面将对变频调速控制系统设计、应用原理做具体分析。
一.PLC概述以及系统设计的意义(一)PLC概述可编程控制器是一种新型的工业控制装置,是计算机技术与工艺控制相互结合下的控制系统。
可编程控制器是一种数字化操作的电子系统,是为了工业环境而专门设计出来的。
这种控制系统采用可编程的控制器与存储器,主要功能是执行内部的逻辑计算、对顺序进行控制与定时、对各项参数进行计算或者是执行操作指令。
并能够通过数字化以及模拟化完成输入与输出,完成对机械生产的控制。
(二)系统设计意义传统的桥式起重机控制系统实现运行依靠的是交流绕线转子串电阻方式,实现系统的启动以及调速,可以进行继电—接触器控制,但是这种控制系统存在非常多的缺点,主要体现在:1、桥式起重机工作常处于恶劣的环境下,并且工作的任务非常重,会经常出现电动机以及串连的电阻发生断裂故障,影响到系统功能的发挥[1];2、系统中的继电—接触控制系统的可靠性非常差,并且操作起来非常复杂,故障发生率非常高;3、转子串电阻在调速过程中,机械特性非常弱,负载的变化非常频繁,能够随着转速变化而变化,调速非常不理想,所實现的串连电阻会长时间的处于发热状态,将损耗掉非常多的电能,系统应用效率非常低[2]。
要想有效解决上述问题,就要彻底变革这种传统的控制方式,使用控制效率高的变频调速控制系统非常有必要。
变频技术的使用能够使起重机的整体性能得提高,并能够充分解决起重机控制系统存在的诸多问题,变频调速的可靠性得到提升,这种高品质的调速性能能够节省非常多的电能,在运输行业发展中占据着重要地位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前言桥式起重机作为物料搬运机械在整个国民经济中有着十分重要的地位,经过几十年的发展,我国桥式起重机制造厂和使用部门在设计、制造工艺、设备使用维修、管理方面,不断积累经验,不断改造,推动了桥式起重机的技术进步。
但在实际使用中,传统桥式起重机的控制系统所采用交流绕线转子串电阻的方法进行启动和调速,继电—接触器控制,在工作环境差,工作任务重时,电动机以及所串连电阻烧损和断裂故障时有发生;继电—接触器控制系统可靠性差,操作复杂,故障率高;转子串电阻调速,机械特性软,负载变化时转速也变化,调速不理想。
所串连电阻长期发热,电能浪费大,效率低。
要从根本上解决这些问题,只有彻底改变传统的控制方式。
近年来,随着计算机技术和电力电子器件的迅猛发展,同时也带动电气传动和自动控制领域的发展。
其中,具有代表性的交流变频调速装置和可编程控制器获得了广泛的应用,为PLC控制的变频调速技术在桥式起重机系统提供了有利条件。
变频技术的运用使得起重机的整体特性得到较大提高,可以解决传统桥式起重机控制系统存在诸多的问题,变频调速以其可靠性好,高品质的调速性能、节能效益显著的特性在起重运输机械行业中具有广泛的发展前景。
本次设计采用PLC和变频器技术,以PLC控制变频器,即以程序控制取代继电—接触器控制,控制变频器实现变频调速,设计出PLC控制的桥式起重机的变频调速系统,进而实现了起重机的半自动化控制。
此系统特别适用于桥式起重机在恶劣条件下的工作情况,对改善桥式起重机的调速性能,提高工作效率和功率因数,减小起制动冲击以及增加起重机使用的安全可靠性是非常有益的。
桥式起重机变频调速控制系统设计1 绪论1.1 桥式起重机电气传动技术的国内外发展概况电气调速控制的方法很多,对直流驱动来讲60年代采用发电机—电机系统。
从控制电阻分级控制,到交磁放大控制,到可控硅SCR激磁控制,到主回路可控硅即晶闸管整流供电系统。
随着电子技术的飞速发展,集成模块出现,计算机、微处理器应用,因此控制从分立组成模拟量控制发展至今天的数字量控制。
从交流驱动来讲:常规的常采用绕线式电动机转子串电阻调速,为满足重物下放时的低速,一般依靠能耗制动、反接制动,后来还采用涡流制动,还有靠转子反馈控制制动、反接制动、单相制动器抱闸松劲的所谓软制动,随着电子技术的发展,国内外开发研制变频调速,PLC 可编程序控制器的应用控制系统的性能更加完美。
目前国内外几种常用调速系统配置及其性能:l) DC-300直流驱动调速系统:GE公司DC-300,DC-2000是微处理器数字量控制的直流驱动调速系统,其控制功率从300HP到4000HP,并采用PLC对整机驱动系统实施故障诊断、检测、报警及控制。
该驱动系统实施主回路SCR整流,其控制是给定模拟量通过数模转换成数字量,通过速度环、电流环到SCR移现触发的逻辑无环流的调速系统。
可用测速反馈或电压反馈,对磁场弱磁,以实施恒功率控制。
2) 交流调速控制系统:对于起重机械来讲,交流驱动仍是国内普遍采用的方案而且多数停留在绕线式电机转子串电阻来调速。
随着功率电子技术的发展,早在六十年代后期,国外就开始致力于晶闸管定子调压调速技术的开发研究。
目前,该技术已进入了成熟稳定的发展应用阶段。
日本安川电机制作所于1972年就正式定为VS系列,应用于起重机及轧机辅助设备的交流调速。
法国、英国、德国等大电气公司亦在这方面展开了重点研制开发。
借助电力电子技术、微电子技术的发展,由分离元件发展到大规模集成电路,从而实现控制部件的微型组件化、智能化、标准化、系列化,进而从模拟量控制发展到数字量控制。
可编程序控制器PLC引入到交流电气传动系统后,使传动系统性能发生了质的变化。
在桥式起重机实现了抓斗的自动控制和故障诊断、检测显示等,达到了新的技术高度。
3) 变频调速:变频调速技术是国际上各大电气公司在70年代末80年代投入全力研制、开发,也是国际国内这几年全力研制应用的目标与方向。
这几年一些公司如德国SIEMENS,美国GE,日本三菱等推出全数字化的矢量控制技术,大功率的IGBT模块的出现使变频技术在起升机械、电梯等位能负载控制成为现实。
目前,变频调速的控制方法有恒压频比控制,转差频率控制,矢量控制,直接转矩控制等。
这些控制方法都得到了不同程度的应用,但其控制性能有一定的差异。
直流电动机之所以与有良好的控制性能,其根本原因是当励磁电流恒定时,控制电枢电流的大小就能无时间滞后的控制瞬时转矩的大小。
异步电动机产生瞬时转矩的原理虽然与直流电动机相同,但由于建立气隙磁场的励磁分量和电磁转矩所对应装置电流有功分量都应包含在定子电流中,无法直接将它们分开,在运行过程中,这两个分量有会互相影响。
因此要控制异步电动机的瞬时转矩十分困难。
像采用恒压频比控制、转差频率控制的变频调速系统由于是从控制电动机的平均转矩的角度出发来控制电动机的转速,因而难以获得较理想的动态性能,异步电动机在高精度调速系统和伺服系统中的应用受到限制。
而矢量控制是从根本上解决了这个问题,使交流调速系统的应用范围迅速扩大。
适用于通用的鼠笼式电动机,无速度传感器的矢量控制变频调速技术的应用,该技术使变频控制装置不再配套专用电机,而且可通过软件对一般的鼠笼式电机—矢量控制装置实施参数调整,进一步降低电气电机的投资而且维护保养方便。
φ,即在下降过程各机械减速变频器使用PWM技术可严格地使输入电流正弦1cos-=制动中,将动能和位能转化为电能反馈电网,达到理想的节能指标,同时确保工况正常运行,上述发展己完成了产品系列化上市,对“变频”装置在技术上以及经济上与其他驱动装置竞争将有明显的优势。
同时随着PLC系统的不断成熟与完善,以及大容量变频器在位能负载上的成功应用,变频调速系统必将成为未来调速市场的主流。
1.2 传统桥式起重机控制系统的特点和存在的问题桥式起重机作为物料搬运机械在整个国民经济中有着十分重要的地位,经过几十年的发展,我国桥式起重机制造厂和使用部门在设计、制造工艺、设备使用维修、管理方面,不断积累经验,不断改造,推动了桥式起重机的技术进步。
但在实际使用中,结构开裂仍时有发生。
究其原因是频繁的超负荷作业及过大的机械振动冲击所引起的机械疲劳。
因此,除了机械上改进设计外,改善交流电气传动,减少起制动冲击,也是一个很重要的方面。
由于传统桥式起重机的电控系统采用转子回路串接电阻进行有级调速,致使机械冲击频繁,振动剧烈,因此电气控制上应采用平滑的无级调速是解决问题的有效手段。
传统的起重机驱动方案一般采用:(1)直接起动电动机;(2)改变电动机极对数调速;(3)转子串电阻调速;(4)涡流制动器调速;(5)可控硅串级调速;(6)直流调速。
前桥式起重机变频调速控制系统设计四种方案均属有级调速,调速范围小,无法高速运行,只能在额定速度以下调速:起动电流大,对电网冲击大;常在额定速度下进行机械制动,对起重机的机构冲击大,制动闸瓦磨损严重;功率因数低,在空载或轻载时低于0.2~0.4,即使满载也低于0.75,线路损耗大。
可控硅串级调速虽克服了上述缺点,实现了额定速度以下的无级调速,提高了功率因数,减少了起制动冲击,价格较低,但目前串级调速产品的控制技术仍停留在模拟阶段,尚未实现控制系统具有很好的调速性能和起制动性能,很好的保护功能及系统监控功能,所以有时采用直流电动机,而直流电动机制造工艺复杂,使用维护要求高,故障率高。
由于传统桥式起重机的电控系统通常采用转子回路串接电阻进行有级调速,尽管起动性能与调速性能较交流鼠笼型电动机有很大改善,但由于采用有级调速,依然存在以下问题:1).控制档位较多时,控制电路复杂,系统的故障率较高;2).在换档时依然存在电流与转矩冲击,重载情况下尤为突出;3).低速定位时由于采用“倒拉反接制动”运行方式,转子中串入了较大电阻导致机械特性变得很软,低速定位困难;4).能量损耗大,特别是重载低速时的损耗尤其严重。
1.3起重机调速技术的发展现状电动机的调速经过了很长时间的演变过程,一直以来人们在电动机的调速和转矩控制上做过了大量的研究,尝试过使用各种不同形式的调速方法,随着大功率和高开关频率的半导体器件的开发研制成功,以及计算机技术的普及应用,交流电动机的调速方式在近20年内取得了飞速发展,调速技术已经日趋成熟。
根据异步电机的知识,电动机的转速可以用公式表示为:)1(60s pf n -= 其中:n —异步电动机的转速,单位为r/min ;f —定子的电源频率,单位为Hz ;s —电机的转速滑差率;p —电机的极对数。
由上面的公式,我们不难看出,要改变电机的速度,我们可以通过如下的方法:(1)改变极对数的调速;(2)改变转差率调速;(3)变频调速。
旋转磁场的速度与定子的极对数有关,定子绕组进行切换就可以改变极对数,从而改变转速。
但是从低极对数(高速)变换到高极对数,电机的实际速度会大幅度下降,如果切换速度很快,电机将会经历一个发电阶段,从而在电机及机械装置上产生较大的反向转矩。
改变磁极对数方式属于有极调速,调速范围小。
目前,在起重机上已经很少应用这种方式。
改变转差率调速是目前起重机上应用较多的调速方式,转子串电阻、定子调压调速等均为这种调速方式,尤其是转子串电阻调速方式更为普遍。
该方式依赖绕线电机转子部分串不同阻值的金属电阻来消耗部分能量以达到调速效果,但在低速区具有稳定性差、出力不足的缺点,在重载下降时要有第三方制动即拖拽才能保证重载不溜钩,这种制动方式常有能耗制动、涡流制动、单相制动等。
由于采用了第三方的拖拽对电机的冲击较大,在能耗和单相制动要对电机注入直流电流和不平衡电流,在频繁使用过程中会使电机的温度过高,影响电机的绝缘寿命,加速了电机的老化过程。
在机械平稳方面也由于制动的冲击力使振动加剧,加速了机械疲劳过程。
随着电气设备自动化控制要求及可靠性的不断提高,变频器在各行各业中的应用越来越广泛。
国内起重机采用变频器进行调速控制大概是从20世纪90年代初期,由于其较于传统起重机控制方式具有显而易见的优势,因此很快被起重机广大用户所接受。
早期在起重机上应用的变频器多用于行走机构(即大、小车运行机构),随着变频技术的不断发展,以及各变频器生产厂家对高性能变频器从软、硬件的不断开发,在起升机构的应用也逐渐增多。
众所周知,直流调速系统具有较为优良的静、动态性能,并且易于实现、便于控制,在很长一段历史时期内,一直处于调速领域的绝对优势地。
然而,直流电机结构复杂,制造费时,对运行环境要求较高,电刷易于磨损,维护麻烦,这些问题极大限制了直流调速系统的应用,而交流电机在这方面存在显著的优势。
交流电动机因其结构简单、坚固耐用、运行可靠、成本低、易维护、可适合于大容量调速和恶劣环境工作等优点,在工业领域得到广泛的应用。