第二节_花式捻线机生产的花式线
饰纱控制法——花式线生产花型控制新技术及其应用
一
、
问题 的提 出
应用 于 超 喂类 ( 圈线 、 圈 波浪 线 等 ) 式线 的生 产 , 花 但
该类设备用于生产控制类花式线特别是结子线时效
饰条宽度等因素的影响 , 要将它们 调节合适 。
四 、 论及 发展 结
( ) 条件 的工 厂 , 议 能将 原 环 锭 细纱 机 的牵 4有 建 伸 区 中心线 与锭 子 中心 错 开 5 nl这 样 可 以增 ~8in, 加 圆弧 盘 的半径 , 纺纱 效 果会 更 好 。
1 选择这种纺纱 方法 , . 不仅设 备改造 方便 , 而
2 如 果在 粗 纺环 锭 细纱 机上 生 产包 芯纱 , 可 . 还 以采用 如 下 方法 : 芯纱 可 采 用 有 特 殊 功 能 的化 纤 长 丝 , 只通 过 后
力 能 帮 助拉 动 饰 条 而产 生 附 加 牵 伸 。 当然 , 纱 段 成 的纺 纱 张力 也 不 能 太 大 , 则 芯纱 断 头 率 较 高 。具 否 体操 作 时 可适 当增 大钢 丝 圈 的号 数 。
现 , 是 因为 芯纱 的 强 力 较 高 , 易 断 头 , 而 不 用 这 不 因
对 芯 纱 安装 测 试 装置 。 ( ) 以开 发 有 两 个 圆 弧 通 种类 , 如毛 粗 纱 和棉 粗纱 包 覆 涤纶 粗 纱 , 就 可 这
以开 发 出许 多 新 产 品 。
1 6 ’
式线的 , 在生 产 结 子线 需 要形 成 结 子 时 , 控 制 芯纱 是
维普资讯
花式纱工艺与设备

——花式纱
基础知识
1
花式捻线简称花式线, 是有两根或两根以上的 单纱加捻而成。花式线 中, 有的纱作芯纱,有的做 装饰纱,有的则为固纱。
2
生产方式很多。短纤维 花式线可以在前纺工序 中加入花式原料,也可 以将环锭精纺机、气流 纺纱机、走锭纺纱机、 捻线机加以改装用来生 产花式线。长丝花式线 也可采用吹捻变形法、 假捻变形法直接在纺丝 工序制成。
空心锭花式捻线机工艺流程
由于一次加捻与二次加捻的捻向相反,所以芯 纱合超喂饰纱就在加捻钩以前获得假捻和花型, 在通过加捻钩后完全退掉,形成另一种花型。所 以花式线的最后花式效应,是饰纱的超喂量、固 纱的包缠数及芯纱的张力大小等因素的综合效应。 芯纱张力是影响锭子上下气圈大小的决定性因素, 也直接影响着饰纱在其上的分布。空心锭纱法将 传统纺制花式线所需的四道工序—纺纱、初捻、 二次加捻、络筒合并为一道,从而大大提高了生 产效率。
前罗 拉4
饰纱 3
空心 锭5
芯纱 1
初步 花型
固纱 管6
固纱7
输出罗拉9
二次加捻
加捻钩8
空心锭
滚筒10
花线11
3
花式捻线机
环锭花式捻线机
空心锭花式捻线机
环锭花式捻线机
环锭花式捻线机工艺流程
1—花纱筒子
2—芯纱筒管插锭
芯纱3
装饰纱 7、8
前罗拉 4
钢丝圈 13
后罗拉 9
导 10、11
空心锭花式捻线机
空心锭花式捻线机工艺流程
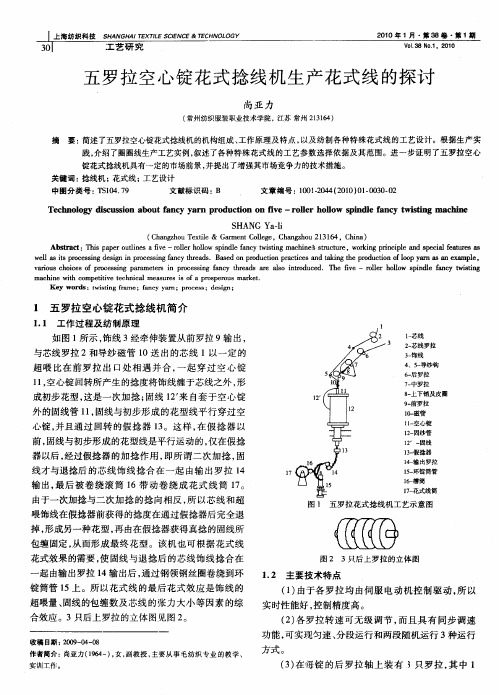
饰纱3经牵伸装置从前罗拉4输出后,与芯纱罗 拉2送出的芯纱1以一定的超喂比在前罗拉出口处 相遇而并和,一起穿过空心锭5,空心锭回转所 产生的假捻将饰纱缠于芯纱之外,初步形成花型, 叫做一次加捻。固纱7来自套于锭外的固纱管6上。 固纱与芯纱、饰纱组成的假捻花线平行穿过空心 锭,并且均在加捻钩8上绕过一圈。这样,在加 捻钩以前,固纱与饰纱、芯纱是平行运动的,仅 在加捻钩以后经过加捻钩的加捻作用,即所谓的 二次加捻,才与芯纱、饰纱捻合在一起,由输出 罗拉9输出,最后被卷绕滚筒10带动卷绕成花式 线筒11。
花式平线简介
花式平线
定义: 以两根不同细度、不同原料、不同颜色的单纱并合加捻而 成 的花式线,称为花式平线。
设备:双罗拉花式捻线机
不同细度的纱并合罗拉只能握住较粗的一根较细的一根无法握持
两根纱的张力不相等
无法制出强力好、外表均 匀的合股线。
将两根平纱分别由两根罗拉以 不同速比送出,然后加捻合并
采用双罗拉花式捻线机
2.粗细支纱合并花式线
粗的纱刚度大,细的纱刚度小,在两根纱用单罗拉捻线机并合时, 往往是细的一根纱盘绕在粗的一根纱上。 如果两根纱分别由两根罗拉送出并配以不同的喂送比,就可以得到 不同的效果。 细的一根纱就盘绕在粗的纱上成藤捻状,和 细的纱喂送比大 螺旋线相仿和螺旋线相仿。
细的纱喂送比小
细的一根纱就紧紧地勒住粗的经真空镀铝染色后切割成条状的单丝,由于涤纶薄膜延伸 性大,实际使用中往往要包上一根纱或线,这就是金银花式线。
由于金银丝是扁的,所以喂纱必须用双罗拉。前罗拉送出一根金银 丝,后罗拉送出一根中长纱,前后罗拉速比以1.07:1左右 如果是两面异色的的金银丝,最好先将金银丝加Z捻(捻向与合股 捻向相反),然后与一根18.5tex(54公支。32英支)中长纱合并 加S捻 使金银丝保持原状,就能得到均匀的双色效果。
1-2花式纱线种类下
自动双色交替而成的,它 每段的长度可自由控制而 且可按规律分段而且也可 不按规律分段。
6、纵向双色带子线:在纵向呈双色.即一根带子两侧各
显一种颜色
7、三色带子线:有三种颜色的粗节分布在一条带子上,三
种颜色的长度可自由设定。
8、大肚线:将在花式捻线机上生产的大肚纱外面用4针做
大羽毛线
小羽毛线
2、牙刷线
实际上是间段羽毛 线,羽毛一段段地 分布在经纱上。
3、松树线
这类纱是用一组(4~5根)合
股而经过热定型的涤纶或锦纶 长丝作纬纱,在两经纱间交织 一段后再与另一组经纱交织一 段,然后在靠经纱处切断,形 成簇状纬线斜方向地附着在经 纱上,好比五针松的松毛一般, 因此称为松树线。
在针筒机上可以用较少的针(一般用4针)
及较细的有光锦纶长丝在芯纱外层包上
一个透明的外壳,使芯纱的颜色、形状
可以充分显示出来。也有用一根粗毛纱 作芯纱,经过缩绒处理,使部分毛纤维
盖住了带子成为一根毛茸茸的粗纱,手
感柔软,用途较广。
5、双色带子线
两种类型:一种是用双凸 轮生产的双色带子线,这 类线色距较短,长度无法 调节,是一根带子上很短 的有规律的双色带子线。
4、毛虫线
利用高弹锦纶长丝作纬纱,与经纱交织在一起,到一
定长度时切断,由于高弹锦纶的收缩就在经纱上生成 一段粗节如毛虫状。可用于针织,也可用于机织。
5、蜈蚣线
是由多组经线和纬线组成,而相邻两根经线靠的较近,在
相邻两根经线间把纬纱割断时在一组经纱的两边均有切断 的纬纱向两边分开。而这种纬纱通常用锦纶薄片扁丝(俗 称玻璃丝),刚度较大,分布在经纱的两边好似蜈蚣的脚, 因此称为蜈蚣线。
花式纱介绍1

染色
∵ 粒子小,而且成粒状 ∴ 在染色时必须用纱布包好后再入染液染色, 否则在染色或水洗过程中粒子很容易流失。
注意:﹡纺浅色纱时:加入深色的粒子; ﹡纺深色纱时:加入浅色的粒子。 使粒子与基纱形成鲜明的对比。 ﹡也可用本色粒子与基纱的原料混合,纺成粒子纱后 再经染色处理,利用各种纤维的不同染色性能,使粒 子和基纱形成不同的色彩。
﹡采用表面光滑的涤纶长丝作芯纱,采用加弹丝或双根并合。
2.饰纱 ——条干均匀而捻度小,手感柔软而富有弹性。
☆ 不同的花形,对饰纱有不同的侧重要求。
﹡生产大圈圈纱 --纤维弹性好,有一定刚度。
最好用马海毛纱作为饰纱原料 ——表面光洁而富有弹性。 ﹡生产波形纱 --特别要求饰纱柔软
﹡生产小圈圈线 --要求纤维柔软。 否则因纤维粗硬而不能形成小圈。 ﹡生产拉毛纱 --为了得到柔软的手感, 一般采用带牵伸机构的花式捻线机,用牵伸 后的纤维直接作饰纱。 ﹡用精纺毛纱作饰纱时,一定要经过蒸纱,使捻度稳定 。 ﹡用普通的腈纶纱或纯棉纱,在纱库中存放一段时间, 使其自然回潮定型,使捻度稳定。
3.粗纱机生产大肚纱 2000tex左右的大肚纱在一般细纱机上已无法生产。
方法:在粗纱机上利用中后罗拉超喂生产大肚纱。
由于粗纱机捻度较低,所以这种大肚纱在使用时必须与一 根或两根强力好的长丝或短纤纱合并加捻,最好用两根固 纱分左右捻在空心锭或包覆机上包好。 ﹡目前常用的大肚纱为100~1000tex(1~10公支) 。 ﹡原料以羊毛和腈纶等毛型长纤为主体。
捻纱偏左,S捻纱偏右。 这样当二者共同出前罗拉时,由于捻度作用力使须条 翻转时容易把氨纶丝包在中间。
●送纱导轮必须回转灵活,要经常做好清洁工作,防止飞花扎
住或带入而影响质量。
利用HN5D型空心锭花式捻线机开发花式纱线

作者 单 位 河南工 程学院 ; 纺织新 产品开 发河南省工程实验室。
基金 项 目 纺 织 新 产品 开 发河 南省 工 程 实验 室 ( 豫 发改 高 技 2 0 1 3 9 9 5
■ r J
由牵 仲 前 罗拉 送 出 ,故超 喂 比=
拉 / 纱
超 喂 比影
1 原 料 及 其 性 能
2 H N 5 D 型花式捻线机工艺 参数 分析
2 。 1 超 喂比
纺 制 仡式 线 时 ,饰纱 一 股 需 要 超喂 ,饰 纱 与 纱 喂 入速 度之 比 称 为超 喂 比 。囚 纱 由芯 纱 罗拉 送 出 ,饰 纱
作者 简 介 肖 丰. 女 1 9 6 5 年生 . 教授,主要 从事纺织工 艺研 究与产
支.
其结 构 新 颖 、 色彩 Байду номын сангаас 纷 、
体 感 强 、 手感 柔软 等
特 点 ,受 到 面料 和 时装 设 计 帅 的 青眯 。J 一 泛用 j : 时 装 料 、家纺 而料 和 服 饰 帽 了、 受 消 费者喜 爱 。 花 式 线 需 仡 式 捻 线 机 【 : 纺_ 芾 l J 。环 锭 仡式 捻 线 机 纺 制 化式 线需 经过 2~ 3道r J 亍 = ,流程 长、卷 装 小 、效 率 低。『 f r i 空心锭l 花式 捻 线机 l l 丁 将 牵 伸 、成 化 、加 固 、络 筒
f 【 } 数 、捻 瞍、张 力等工 艺参数进 ]
纺 制 哎致 线 、 陶线 、结 f线 和 竹节 线 ,
中图分类号 :T S 1 ( H
文献标志码 :B
On D e v e l o p i n g F a n c y Y a r n wi t h Mo d e l HN5 D H o l l o w- s p i n d l e F a n c y
花式纱线的分类及特点

花式纱线的分类及特点
花式纱线以其加工方式的不同大致可以分为以下几类:
1、普通纺纱系统加工的花式线如链条线、金银线、夹丝线等;
2、用染色方法加工的花色纱线如混色线、印花线、彩虹线等;
3、用花式捻线机加工的花式线,其中按芯线与饰线喂入速度的不同与变化,又可分为超喂型如螺旋线、小辫线、圈圈线和控制型如大肚线、结子线等;
4、特殊花式线如雪尼尔线、包芯线、拉毛线、植绒线等。
花式纱线具有供装饰用的花式外观,其品种很多,生产方法也有多种。
花式纱的结构由芯纱、饰纱、固纱组成。
芯纱承受强力,是主干纱;
饰纱以捻包缠在芯纱上形成效果;
固纱以相反的捻向再包缠在饰纱外周,以固定花纹,但也有不用固纱的情况。
以下介绍几种常见花式纱(线)的名称及组成的特点:
1、结子线饰纱在同一处作多次捻回缠绕。
2、螺旋线由细度、捻度以及类型不同的两根纱并合和加捻制成。
3、粗节线软厚的纤维丛附着在芯纱上,外以固纱包缠。
4、圈圈线饰线形成封闭的圈形,外以固纱包缠。
5、结圈线饰纱以螺旋线方式绕在芯线上,但间隔地抛出圈形。
6、雪尼尔线在芯线喑夹着横向饰纱。
饰纱头端松开有毛绒。
7、菱形金属线在金属芯线(由铝箔或喷涂金属的材料外套着透明的保护膜制成)的外周缠绕另种颜色,细的饰线和固线,具有菱形花纹效果。
1-1花式纱线种类

二、花式纱
1、概念:具有结构和形态变化的单股纱
2、种类:包芯纱、不锈钢纤维/棉混纺纱、竹节纱、间断AB纱、
双色交替纱、大肚纱、彩点纱、结子纱。 3、使用原料及特点
第二节 花式捻线机生产的花式线
20世纪80年代初期。从国外引进了空心锭花式捻线机, 开始生产一种腈纶圈圈绒线,它是用腈纶条牵伸后做饰线, 用10S(58.3tex)中长纤维作芯线和包线,生产成品为 2S(500tex)左右。这次浪潮不但各厂相继引进了各类 花式捻线机,而国产花式捻线机也相继研制成功,投入生
产。
20世纪90年代初是我国花式纱线的一个腾飞阶段,花式纱线 的生产真正上了规模。此前的花式纱线都是各厂为了开发新产 品,将普通的捻线机改造成双罗拉花式捻线机,有花式线产品 时就生产花式线,无花式线产品时就生产普通线,因此形不成 规模生产。
爆玉米纱 先纺出竹节纱,再在花捻机上将生产出的竹节纱作饰 纱,其对芯纱进行超喂,超喂比一般不超过1.15,制成 波形纱。 由于粗节处的波形特大,形似玉米,故称为爆玉米纱。
(四)间断AB纱
纺制方法:细纱机的中罗拉连续送入一根A色粗纱,后罗 拉间歇送入一根B色的粗纱。前罗拉连续回转。当后罗拉 停转时,中罗拉和前罗拉对喂入的A色粗纱进行牵伸,然 后通过加捻机构加捻,纺成A纱;当后罗拉按工艺要求回 转时,后罗拉送出一小段B色粗纱,中罗拉送出一段A色 粗纱,此时,前罗拉输出的是含A、B两色的粗纱须条,
2.涤纶包芯纱
生产方法类同氨纶包芯纱,使用高强涤纶长丝为芯
纱,此类纱线再经合股后可作成高强涤纶缝纫线; 亦可织成帆布作运输带。
3. 不锈钢丝包芯纱
在直径25µm的不锈钢单丝外面包上棉纤维,纺纱方 法类同涤纶包芯纱。 不锈钢单丝卷装:径向积极退绕方式退绕。轴向卷 绕在退绕过程中会使钢丝断裂。一般用作纬纱,其 织物用于国防上防雷达的遮盖物,亦可用于民用的 防辐射工作服或围裙等。
花式捻线机的工艺流程
花式捻线机的工艺流程花式捻线机作为一种重要的纺织设备,在纺织行业有着广泛的应用。
它是将纺织原料进行捻制,使得纱线更加均匀、强度更大,从而用于织造或编织成各种织物。
花式捻线机的工艺流程通常包括原料准备、预处理、加捻、调整拉伸、绕线、卷绕等多个工序,下面将详细介绍花式捻线机的工艺流程。
一、原料准备在花式捻线机的生产过程中,所使用的原料通常为化纤纤维,例如涤纶、锦纶等。
在进行捻线加工之前,需要先将原料纤维进行开梳而成纤维束。
在进行原料准备的过程中,需要特别注意纤维束的质量和长度,以保证后续的加工流程顺利进行。
二、预处理在原料准备之后,需要将纤维束进行预处理,通常是通过润滑、梳理等工序,以使纤维束更加整齐、柔软,并且能够更容易地进行捻制。
预处理的工艺过程需要根据不同的纤维特性进行调整,以确保最终制得的纱线质量达到要求。
三、加捻加捻是花式捻线机的核心工艺流程之一。
在加捻的过程中,需要将原料纤维束通过捻制装置进行旋转捻合,在这个过程中,需要控制捻度、捻向、捻细度等参数,以使得纱线的物理性能达到需求。
四、调整拉伸在进行加捻之后,通常需要对纱线进行拉伸,以使得纱线的强度更大、均匀。
在进行调整拉伸的过程中,需要根据纺纱机的设备特性和产品要求,通过控制拉伸力、速度等参数,使得纱线的物理性能得到最佳的调整。
五、绕线在完成了加捻和调整拉伸之后,需要将纱线绕绕在纺锭上,并在绕线过程中进行卷曲,使得纱线更加紧密、均匀。
这个过程通常需要考虑到各种因素,如纱线的平衡、张力的控制、绕线方式等,以保证纱线的质量。
六、卷绕卷绕是花式捻线机的最后一个工艺流程,在这个过程中,需要将绕好的纱线成卷装好,以便于后续的运输、储存和使用。
在进行卷绕的过程中,需要根据产品要求,选择合适的卷装方式和卷装规格,以满足用户的需求。
花式捻线机的工艺流程是一个复杂的系统工程,需要对原料、设备、工艺参数等多方面因素进行综合考虑,以使得纱线的物理性能和外观质量达到最佳状态。
第三章 捻线(色织)
第一节 概述
一、普通捻线机 一般股线经过合股捻线时, 单纱采用Z捻 一般股线经过合股捻线时 , 单纱采用 捻 , 为了使股线的刚度不致过大, 股线多用S捻 为了使股线的刚度不致过大 , 股线多用 捻 。 有 时为了使织物产生隐条、隐格效果, 时为了使织物产生隐条 、 隐格效果 , 单纱也可用 S捻,股线则采用 捻。有时为了获得刚度大的股 捻 股线则采用Z捻 单纱股线的捻向可相同。 线,单纱股线的捻向可相同。 采用不同原料、特数、捻向、 采用不同原料、特数 、捻向 、 捻度及色泽的 单纱,通过并捻,可以得到品种繁多的合股花线。 单纱 , 通过并捻 , 可以得到品种繁多的合股花线 。 若使用粗细节单纱, 弱捻纱, 若使用粗细节单纱 , 强 、 弱捻纱 , 有光人造丝或 金属丝线可形成色彩效果更加突出的花线。 金属丝线可形成色彩效果更加突出的花线。
图3-1 普通捻线机 1-纱架 2-筒子 3-筒管锭子 4-玻璃导杆 5-横动导杆 6-下罗拉 7-上罗拉 8-导纱钩 9-钢领 10-钢丝圈 11-锭 子 12-线管 13-滚筒 14-导轮 15-钢领板 16-水槽 17- 锭子
第一节 概述
二、并捻联合机 一般股线及合股花线都可以在普通并捻机上加 工制做。但需要先并后捻。 工制做。但需要先并后捻。另有一种捻线机除对纱 线进行加捻外,同时具有并纱作用, 线进行加捻外,同时具有并纱作用,这种捻线机称 并捻联合机。这种成纱方式,工艺流程较短, 并捻联合机。这种成纱方式,工艺流程较短,可以 在捻线机上一次完成,但股线质量稍差一点。 在捻线机上一次完成,但股线质量稍差一点。
第二节 花式线的种类及应用
环圈线主要形式: 环圈线主要形式: (1)圈圈线:圈圈线的纱圈较大,形状较圆整, )圈圈线:圈圈线的纱圈较大,形状较圆整, 透孔明显。由芯纱、饰纱和固纱组成。 透孔明显。由芯纱、饰纱和固纱组成。芯纱是线 的主干,饰纱形成圈圈,固纱用以固定圈圈。 的主干,饰纱形成圈圈,固纱用以固定圈圈。 (2)毛巾线:毛巾线的纱圈较小,形状不圆整, )毛巾线:毛巾线的纱圈较小,形状不圆整, 透孔不明显。 透孔不明显。 (3)波形线:波形线的超喂比很小,一般在 ︰ )波形线:波形线的超喂比很小,一般在1 1.1~1.25左右,使饰线夹持在芯纱和固纱间向 左右, ~ 左右 左右两边弯曲成波形。 左右两边弯曲成波形。
(完整版)花式线生产方法
➢ 纺制原理
纺A基纱、A色竹节时,喂送B色粗纱的后罗拉停转。
纺B基纱、B色竹节时,喂送A色粗纱的另一后罗拉停转。
纺AB双色基纱时,两后罗拉都等速喂纱,但喂送粗纱速 度是纺单色纱的一半。
纺A或B某一单色竹节时,喂送A或B色的粗纱的后罗拉突 然超喂,相应中罗拉也成比例地超喂,中后罗拉突然超 喂阶段就生成A或B某一单色竹节。
第八章 花式线生产方法
第一节 利用细纱机生产花式纱的方法
一、氨纶包芯纱 ➢纺制设备 改装细纱机,加两根同向回转的送纱罗拉、一 个导丝轮。 ➢氨纶丝积极喂入系统要求
稳妥地安置氨纶丝筒子,保证氨纶丝筒子能顺利退绕。 送纱罗拉表面要光洁,避免氨纶丝意外牵伸、粘连甚至损伤;送纱罗拉 应设置在吊锭粗纱下方,以缩短送丝距离和时间,减少氨纶丝断头和意 外牵伸。 能形成氨纶丝的均匀牵伸。应确保氨纶丝筒子退绕回转积极、均匀、平 稳,氨纶丝大筒子和小筒子的回转线速度差异应越小越好,以减小氨纶 丝牵伸的不一致性从而改善包芯纱的弹性不匀。 氨纶丝的预牵伸倍数能据最终产品用途与要求独立进行调整控制。
✓ 转杯纺竹节纱:由转杯纺纱机通过随机地改变转杯内纤维 环的纤维量(改变条子的的喂入速度和改变成纱的引纱速 度 )而纺制的竹节纱。其竹节细而长,有类似于麻的风 格。
另外,利用自捻纺纱机等也可以纺出竹节纱。
➢ 竹节纱用途及其产品风格
用途:从最初应用于装饰布,如墙纸、窗帘、茶巾等逐渐 转向牛仔裤、牛仔裙等各种衣着用面料。
➢ 前罗拉变速法和中后罗拉超喂法的比较 前罗拉变速法 ✓ 灵敏度高,适用于较密的竹节,无论是竹节的长短粗细均
有较好的控制能力。 ✓ 因前罗拉速度不断地变化,当粗节过密时会影响产量,且
捻度也有一的影响。
中后罗拉超喂法
花式纱介绍 1
第一节、花式纱线的结构及原料的选择 一、定义 二、结构 三、原料的选择
第二节、利用细纱机和粗纱机纺制花式纱 一、氨纶包芯纱的生产方法 二、涤纶包芯纱的生产方法 三、竹节纱 四、大肚纱 五、彩点纱
第三节、利用花式捻线机生产花式线 一、花式平线 二、超喂型花式线 1.大圈圈线的生产方法 2.小圈圈线的生产方法 3.波形线的生产方法 4.毛巾线的生产方法 5.螺旋线的生产方法 6.辫子线的生产方法 7.包缠纱的生产方法
三、控制型花式线的生产方法 1.双色结子线的生产方法 2.长结子线的生产方法 3.长短结子混合线的生产方法 4.鸳鸯结子线的生产方法 5.间断圈圈线的生产方法 6.间断波形线的生产方法 7.粗节线的生产方法
四、断丝花式线 1.纤维型断丝花式线 2.纱线型断丝花式线
五、复合花式线
第四节 花式纱线的应用
☆饰纱一般用单纱,很少用股线。 ﹡增加圈圈的密度时,可用多根单纱喂入。 ﹡也可用两根不同染色性能的单纱同时喂入作饰纱,以 生产双色圈圈纱。
3.固纱 --起固定饰纱的作用, 一般采用强力较好的高支涤纶、锦纶、腈纶纱或长丝。
一般情况下,外界摩擦表面仅与花式线制品的饰纱相接触, 受到张力时,主要是芯纱和固纱构成花式线的强力。 ∴ ☆固纱一般要求选择强力较好的高支锦纶或涤纶长丝为原料,
不能广泛满足衣着、装饰品、工业用品等多方面的需要。
花式纱线 变形纱线 新型纺纱纱线
第一篇 花式纱线
第一节、花式纱线的结构及原料的选择
一、定义 ——结构和形态变化的纱(线)。
二、结构 ——一般由芯纱、饰纱和固纱三者组成。 芯纱 ——也称基纱,是构成花式线的主干,被包在花式 线的中间。 ●饰纱的依附体,
﹡生产小圈圈线 --要求纤维柔软。 否则因纤维粗硬而不能形成小圈。
五罗拉空心锭花式捻线机生产花式线的探讨
S HANG .i Ya 1
( hnzo ete G r et o ee C agh u23 6 ,C ia C agh uTxi & a n l g , hnzo 114 h ) l m Cl n
Ab t a t h sp p ro t n s af e—rl rh l w s i de fn yt si gma h n  ̄s u t r ,w r i g p n i l n p ca e t rs a sr c :T i a e u ie v l i o l o o p n l a c tn c i e t c u e o k n r c pe a d s e il au e s e l wi r i f w l a s rc s ig d s n i rc s i gfn y tr a s a e n p o u t n p a t e d tk n e p o u t n o o a n a x mp e e s i o e sn e i n p o e s c e d .B d o rd c o rci sa i g t r d ci f o p y r a e a l , tp g n a h s i c n a h o l s n v r u h ie rc s ig p r mee s i rc s ig fn y t r a s ae as n r d c . T e f e — rl r h l w p n l a c w s n ai sc oc s o p o e sn aa tr n p o e sn a c e d r lo it u e o f h o d h v i o e o o s id e fn y t it g i
心锭 , 且通 过 回转 的假 捻器 1 。这样 , 并 3 在假 捻 器 以
第二节 花式捻线机生产的花式线
这类线是在绳绒线外面用固结纱包绕成长 结子而成。
(五)粗节与带子复合线
由于粗节线的粗节处捻度较少,不但强力低而且 纤维容易发毛,用小针筒织带机在粗节外面套上 一个管状套管即可以防止发毛又可以增强。
(六)断丝与结子复合线
(七)大肚与辫子复合线
大肚纱本身比较单调,在其外面包上一根辫子纱不 但增加大肚纱的强力,而且在大肚纱上形成辫子与 底纱上形成的辫子有差异,更增加了大肚纱的立体 感。
(一)结子线
在花式线的表面上生成一个个相对较大的 结子,这种结子是在生产过程中由一根纱 缠绕在另一根纱上而形成的。
(二)长结子线
长结子线是由一根饰纱连续地一圈挨一圈 地卷绕在芯纱上的一段粗节。
(三)双色交替长结子线
用不同颜色的芯纱和饰纱相互包缠,就生 成两种颜色交替的长结子线。
(四)双色长短交替结子线
这类线在一根线上同时分布着结子线和长 结子线,即一段AB双色合股线,一个A 结子线,即一段AB双色合股线,一个A色 结子,再一段AB平线后出现一个A 结子,再一段AB平线后出现一个A色长结 子,形成这种循环。
(五)双色大肚纱
这类花式线是在有四罗拉双牵伸机构的花式捻线 机上生产的。在一根纱上一段纺A 机上生产的。在一根纱上一段纺A色纱,中间一 个A色大肚,再纺B色纱时中间一个B色大肚。 色大肚,再纺B色纱时中间一个B
第二章 花式捻线机生产的花式线
一、花式平线
此类产品是在花式捻线机上用两对罗 拉以不同速度送出两根纱,然后对其加捻 得到。
腈/涤/锦花式平线
棉/锦花式平线
(一)金银丝花式线
金银花式线
(二)多色交并花式线
(三)粗细纱交并花式线
这类花式线是在花式捻线机上用两队 罗拉以不同速度送出两根特数不同的纱进 行交并而成,送粗特纱的罗拉速度慢,送 细特纱的罗拉速度快,两者的速度比由特 数的差异而定,相差不是太大。
ch5花式纱线的种类

彩点纱(一)
彩点纱(二)
(八)结子纱 与彩点纱相似,但结子纱只用一种颜色 的点子。如纺涤纶纱时加入棉或粘胶纤维 做成的粒子。织成布后若用分散染料染涤 纶,棉或粘胶不上色,就显出星星点点的 白星。
第二节 花捻机生产的花式线 一、花式平线 以两根不同线密度、不同原料、不同颜色的单 纱并合加捻而成的花式线称为花式平线。必须在 花捻机上用两对罗拉以不同速度送出两根纱,然 后对其加捻才能获得较好的效果。如用一根低弹 涤长丝和一根18tex棉纱交并,因低弹丝由多根单 丝集束而成,没有捻度,在经过罗拉送纱时,它 会向四周延伸成为扁平状。若用普通单罗拉并线 机合股并线,压辊只能住棉纱,对低弹丝无控制 力,又由于在加捻过程中两根纱的张力不同,所 以效果较差。因此,必须用双罗拉并线机,使两 根纱各用一对罗拉送出,方能控制好每股纱的张 力,得到理想的花式平线。
金银丝花式线
多彩交并花色线
(三)粗细纱交并花式线 纺制方法 在花捻机上用两对罗拉以不同速度送出 两根特数不同的纱进行交并。 工艺要点 送粗特纱的罗拉速度慢,送细特纱的罗拉 速度快,两者速度差异由特数差异而定, 相差不是太大。 用两色以上的纱合股,成线外观更漂亮。
(四)长丝与短纤纱交并线 合股并线方法 采用双罗拉花捻机生产。一对罗拉送出长 丝,另一对罗拉送出短纤纱。否则用普通 单拉捻线机合股并线时,压辊只能压住短 纤纱,对长丝无握持力,会使张力不匀而 并线质量不好。 提高长丝张力使长丝把短纤纱紧紧勒住, 使长丝嵌入短纤纱内,短纤纱产生一节节 的外形。所织成的织物表面粒子十分清晰。 “巴拿织物”就是用这种纱织造的。
花式纱线是指在成纱过程中采用花式纱线是指在成纱过程中采用特种工艺特种工艺和和特种设备特种设备对纤维和纱进行特殊加工对纤维和纱进行特殊加工得到的具有得到的具有特殊结构和外观效果特殊结构和外观效果的纱线是一种的纱线是一种具有装饰作用具有装饰作用的特殊纱线
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、花式平线
此类产品是在花式捻线机上用两对罗
拉以不同速度送出两根纱,然后对其加捻
得到。
腈/涤/锦花式平线
棉/锦花式平线
(一)金银丝花式线
金银花式线
(二)多色交并花式线
(三)粗细纱交并花式线
这类花式线是在花式捻线机上用两队
罗拉以不同速度送出两根特数不同的纱进
(六)断丝与结子复合线
(七)大肚与辫子复合线
大肚纱本身比较单调,在其外面包上一根辫子纱不 但增加大肚纱的强力,而且在大肚纱上形成辫子与 底纱上形成的辫子有差异,更增加了大肚纱的立体 感。
(八)小圈圈与大肚复合线
(九)松树线与圈圈复合线
(十)小圈圈与花式平线复合线
(十一)圈圈与段染长丝复合线
(五)双色大肚纱
这类花式线是在有四罗拉双牵伸机构的花式捻线 机上生产的。在一根纱上一段纺A色纱,中间一 个A色大肚,再纺B色纱时中间一个B色大肚。
(六)圈圈线
间断圈圈线 三色交替圈圈线
橄榄状圈圈线
双色交替圈圈线
(七)波形线
双色交替波形线
双色大肚波形线
三色交替波形线
用双罗拉花式捻线机的一对罗拉送出
高弹锦纶丝,在有张力的情况下使锦纶丝
拉直,另一对罗拉送出一根粘胶短纤纱和
一根天丝短纤纱,使两根短纤纱包缠在锦
纶丝上。
二、超喂型花式线
这类花式线的饰线包绕在芯纱上呈波
形或圈形分布在花式线的表面,是花式线
中品种最多,使用最广的一类花式线。
(一)圈圈线
双色圈圈线
渐变圈圈线
单边圈圈线
(二)波形线
由于饰纱超喂较少,在花式线的两边形成 弯曲的波纹,整根波形线呈扁平状分布。
(三)毛巾线
由于饰线无规则地在芯纱和固结纱表面形成 较密的屈曲,好像毛巾的外观,所以称为毛 巾线。
(四)辫子线
用一根强捻纱作为饰纱,在生产过程中,由 于饰纱的超喂,使其在松弛状态下的回弹力 发生扭结而产生不规则的小辫子附着在芯纱 和固结纱中间成为辫子线。
(三)平线拉毛线
用粗特涤纶制成彩色条,然后纺成粗绒线,再拉毛。
(八)粗节线
四、复合花式线
把几种不同类型花式线复合在一起形
成复合花式线。如:钩编机的松树线与圈
圈线复合,雪尼尔线用段染长丝包绕成长
结子或结子。
(一)结子与圈圈复合线
用一根圈圈线和一根结子线,通过加捻或 用固结纱捆在一起,使毛茸茸的圈圈中间 点缀一粒粒鲜明的结子。
(二)粗节与波形复合线
行交并而成,送粗特纱的罗拉速度慢,送
细特纱的罗拉速度快,两者的速度比由特
数的差异而定,相差不是太大。
(四)长丝与短纤纱交并线
一种方法是一对罗拉送出长丝,另一
对罗拉送出短纤纱。
另一种方法是并线时有意识提高长丝
张力使长丝把短纤纱紧紧勒住,使长丝嵌
入短纤纱内,短纤纱产生一节节的外形。
(五)高弹锦纶丝/粘胶短纤纱/天丝短纤纱交并线
用一根大肚纱在花式捻线机上作饰纱而纺 成的花式线。
(三)绳绒线与结子复合线
绳绒线也称雪尼尔线,由于它的外观非常 平淡,因此需在其外面再用段染彩色长丝 包上结子。
(四)绳绒线与长结子复合线
这类线是在绳绒线外面用固结纱包绕成长 结子而成。
(五)粗节与带子复合线
由于粗节线的粗节处捻度较少,不但强力低而且 纤维容易发毛,用小针筒织带机在粗节外面套上 一个管状套管即可以防止发毛又可以增强。
五、断丝花式线
粘胶长丝断丝花式线
纤维型断丝花式线
六、拉毛花式线
(一)圈圈拉毛花式线
先用马海毛、林肯毛(仿马海毛)等 制条后在花式捻线机上制成大而稀的圈圈 线,然后再用拉毛机把圈圈拉断成为较长 的毛附着在芯纱和固结纱之间,从而制成 圈圈拉毛花式线。
圈圈拉毛花式线
(二)波形拉毛花式线
(二)长结子线
长结子线是由一根饰纱连续地一圈挨一圈 地卷绕在芯纱上的一段粗节。
(三)双色交替长结子线
用不同颜色的芯纱和饰纱相互包缠,就生 成两种颜色交替的长结子线。
(四)双色长短交替结子线
这类线在一根线上同时分布着结子线和长 结子线,即一段AB双色合股线,一个A色 结子,再一段AB平线后出现一个A色长结 子,形成这种循环。
三、控制型花式线
纺制这类花式线时,花式捻线机各罗
拉的动作能够按照工艺要求随时发生动作
变换,即能使罗拉一会儿快,一会儿慢,
一会儿停等一系列的变化,从而使花式线 上产生结子等各类特殊的花式效应。
ቤተ መጻሕፍቲ ባይዱ
(一)结子线
在花式线的表面上生成一个个相对较大的 结子,这种结子是在生产过程中由一根纱 缠绕在另一根纱上而形成的。