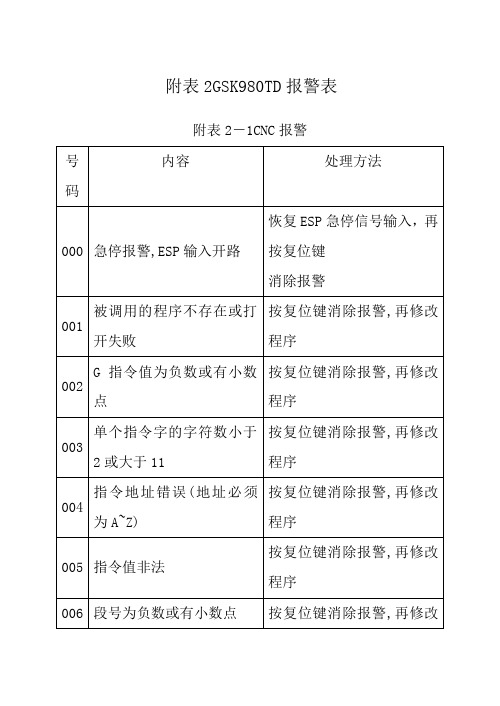
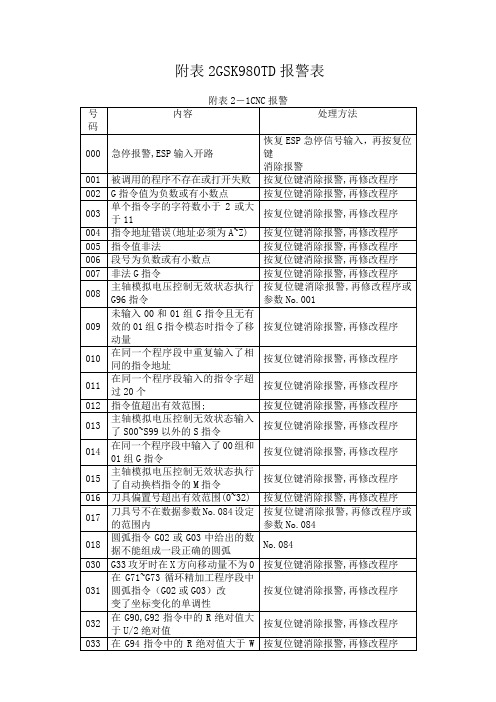
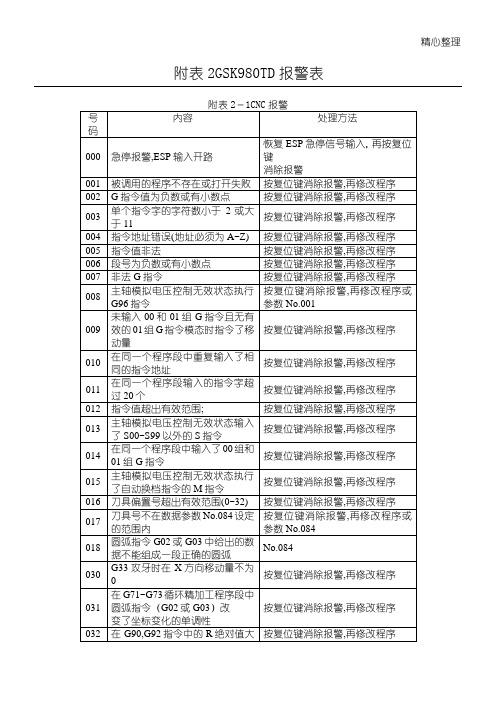
附表GSKTD报警表
附表1 GSK980TD参数表
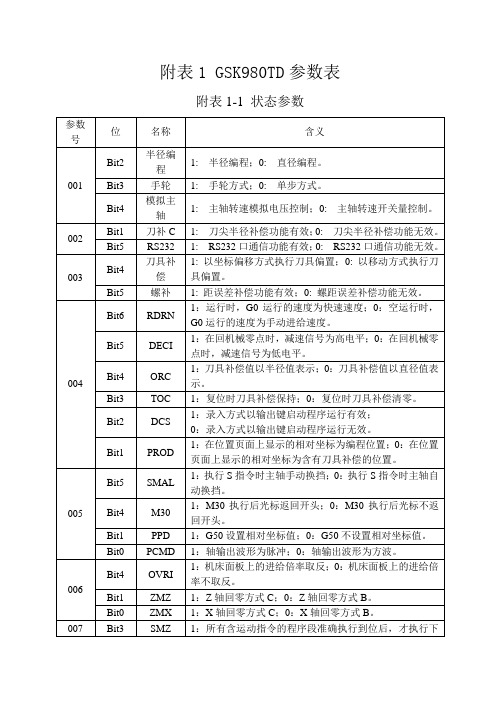
附表1 GSK980TD参数表附表1-1 状态参数MD4 MD2 MD1 开机操作方式0 0 0 录入方式0 0 1 自动方式0 1 0 机械回零0 1 1 编辑方式1 0 0 手轮方式1 0 1 手动方式附表1-2数据参数参数号名称含义015 CMRXCMRX 、CMRZ:X、Z轴指令倍乘系数。
设定范围为:1~255。
016 CMRZ017 CMDX CMDX、CMDZ:X、Z轴指令分频系数。
设定范围为:1~255 。
S:最小指令输出单位ZM:丝杠端皮带轮的齿数α:一个脉冲当量电机转动的角度ZD:电机端皮带轮的齿数L:丝杠导程018 CMDZ019 THDCH THDCH:螺纹切削时的退尾长度。
螺纹退尾宽度=THDCH×0.1×螺纹导程设定范围:0~255021 主轴摸拟调正数据主轴最高速度指令模拟电压输出为10V时电压偏置补偿值。
设定范围:-2000~2000(单位:毫伏)022 RPDFX RPDFX:X轴最高快速移动速度(半径值)。
设定范围:10~3825000(单位:毫米/分)023 RPDFZ RPDFZ:Z轴最高快速移动速度。
设定范围: 10~7650000(单位:毫米/分)024 LINTX LINTX、LINTZ:X、Z轴快速移动时,线性加减速时间常数值。
设定范围:0~4000(单位:毫秒)025 LINTZ026 THRDT THRDT:螺纹退尾时短轴的加减速时间常数。
设定范围:0~4000(单位:毫秒)027 FEDMX FEDMX:X、Z轴切削进给上限速度。
设定范围:10~8000(单位:毫米/分)028 THDFL THDFL:螺纹切削X、Z轴的起始速度。
设定范围:6~8000(单位:毫米/分)029 FEEDT FEEDT:切削进给和手动进给时指数加减速时间常数。
设定范围:0~4000(单位:毫秒)。
附表2 GSK980TD报警表

303
零件程序打开失败
按复位键消除报警,或断电后重新上电
304
零件程序保存失败
按复位键消除报警,或断电后重新上电
305
零件程序的总行数超出范围(69993),禁止打开
按复位键消除报警
306
输入了非法指令字
MDI下输入了非法的指令字,按复位键消除报警,请正确输入指令字
307
存储器存储容量不够
014
在同一个程序段中输入了00组和01组G指令
按复位键消除报警,再修改程序
015
主轴模拟电压控制无效状态执行了自动换档指令的M指令
按复位键消除报警,再修改程序
016
刀具偏置号超出有效范围(0~32)
按复位键消除报警,再修改程序
017
刀具号不在数据参数No.084设定的范围内
按复位键消除报警,再修改程序或参数No.084
GSK980TD报警表
号码
内容
处理方法
000
急停报警,ESP输入开路
恢复ESP急停信号输入,再按复位键
消除报警
001
被调用的程序不存在或打开失败
按复位键消除报警,再修改程序
002
G指令值为负数或有小数点
按复位键消除报警,再修改程序
003
单个指令字的字符数小于2或大于11
按复位键消除报警,再修改程序
004
按复位键消除报警,再修改程序
253
编程有误在加工轨迹上相邻两点坐标相同导致无法进行C型刀补
按复位键消除报警,再修改程序
254
编程有误在圆弧加工段中圆心与圆弧起点相同导致无法进行C型刀补
按复位键消除报警,再修改程序
255
数控钻报警表

警表
报警号码 显示
含意
ROBOTCIRCUIT
当S自动器连接时,自动器一侧报警
ቤተ መጻሕፍቲ ባይዱ
EX000 ALARM
。
EX001 TCZSWITCH FAIL URE 工具转换区域的限位开关失灵
EX002 EX003 EX004
SPINDLE CIRCUIT ALARM ESP。BUTTON OR OT “KOJIJI” ALARM
主轴速度控制电路失灵 按动紧急停止按钮,或轴行程过量。 转换工具时轴锥度与主轴孔不符
EX005
EX00
EX01
EX02
EX03 OHOOO OHOO1 SW000 SW010 OT001 OT002 OT003 OT004 OT007 OT008 OT021 OT022 OT032 OT100 OT101 OT102 OT103 OT104 OT105 OT106 OT107
DOOR SUITC HRELEASE
使防溅盖门打开报警无效的参数设置 。
OT108 OT109 OT110 OT111 OT112 OT113 OT114 OT115 OT116 OT117 OT118 OT119 OT120 OT121 OT122 OT123 OT124 OT125 OT126 OT127 OT128 OT129 OT130 OT150 OT151 PC010 PC020 PC030 PC500 PC510 SV000 SV001 SV002 SV003 SV004 SV005 SV006 SV007 SV008 SV009 SV010 SV011 SV012
DOOR SWITCH FAIL
URE
防溅门的确定限位开关失灵
GSK980TD与GSK980TA功能区别
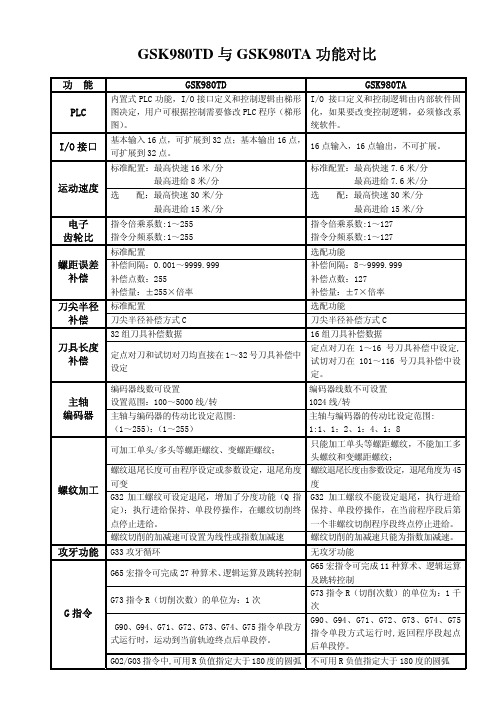
支持 CNC 与 PC 机双向通讯,不支持 CNC 与 CNC 通讯
支持系统软件和 PLC 程序串行通讯升级
不支持串行口软件升级
由参数选择中文显示界面或英文显示界面
标准软件为中文显示界面,选配英文版软 件为英文显示界面
数据备份界面
无
权限设置界面
无
显示界面 PLC 状态界面、PLC 数据界面
无
软、硬件,梯形图版本信息显示界面
允许 X、Z 两轴同时手动移动
X、Z 轴不能同时手动移动
X、Z 轴可同时执行回机械零点或程序零点的操作
手动操作
X、Z 手动移动键的方向由参数设定,支持后刀架
X、Z 轴不能同时执行回机械零点或程序 零点的操作 X、Z 手动移动键的方向不可改变,不支持 后刀架
有主轴点动功能
无主轴点动功能
回机械零点 可设置机械零点偏移
无攻牙功能
G65 宏指令可完成 11 种算术、逻辑运算 G65 宏指令可完成 27 种算术、逻辑运算及跳转控制
及跳转控制
G73 指令 R(切削次数)的单位为:1 次
G73 指令 R(切削次数)的单位为:1 千 次
G90、G94、G71、G72、G73、G74、G75
G90、G94、G71、G72、G73、G74、G75 指令单段方
无
报警界面支持同时多报警显示
不支持同时多报警显示
可显示前后刀架 8 种图形轨迹,图形轨迹可实时放 只能显示前刀架 2 种图形轨迹,图形轨迹
大、缩小
不可实时放大、缩小
显示界面有当前执行指令的提示行
无当前执行指令的提示行
在诊断显示页面不可修改诊断参数,只能显示,须
诊断参数
在状态参数、数据参数页面中修改,状态参数可按 在诊断显示页面修改诊断参数
加工中心报警信息表

EX0165
TOOL CLAMP SIGNAL OFF
PER0165
Tool clamp check signal has been turned off while spindle is rotating.
面板报警
MER0099
在平板式操作面板中已经发生了报警。
EX0103
INTERLOCK BYPASS ON
PER0103
ATC-command has been given while interlock bypass is on.空管指挥?已经?被?给?而?联锁?旁路?是
EX0116
REFERENCE POINT PARAMETER ERROR
EX0230
PLEASE SELECT MAGAZINE AUTO MODE
PER0230
The manual operation mode has been selected on the magazine operation panel when T-code command has been given. Selected the automatic operation mode.
Number of tools is not properly set in the parameter.
EX0256
MAGAZINE INDEX TIME OVER
PER02g cycle time has been over.
EX0296
SERVO ALARM (MAGAZINE)
FANUC报警总表

A 报警列表A.1 报警列表(CNC) (381)(1) 与程序操作相关的报警(PS报警) (381)(2) 与后台编辑相关的报警(BG报警) (381)(3) 与通讯相关的报警(SR报警) (381)(4) 参数写入状态下的报警(SW报警) (401)(5) 伺服报警(SV报警) (401)(6) 与超程相关的报警(OT报警) (405)(7) 与存储器文件相关的报警(IO报警) (405)(8) 请求切断电源的报警(PW报警) (406)(9) 与主轴相关的报警(SP报警) (406)(10) 过热报警(OH报警) (408)(11) 其他报警(DS报警) (408)(12) 与误动作防止功能相关的报警(IE报警) (410)A.2 报警列表(PMC) (411)A.2.1 显示在PMC报警画面的信息 (411)A.2.2 PMC系统报警信息 (414)A.2.3 操作错误 (415)A.2.4 I/O通信错误 (423)A.3 报警列表(串行主轴) (426)A.4 错误代码列表(串行主轴) (431)A.1 报警列表(CNC)(1) 与程序操作相关的报警(PS报警)(2) 与后台编辑相关的报警(BG报警)(3) 与通讯相关的报警(SR报警)这些报警种类的报警号为公用的编号。
根据报警的状态,以PS“报警号”例)PS0003BG“报警号”例)BG0085SR“报警号”例)SR0001的方式予以显示。
报警号信息内容0001 TH错误输入设备的读入过程中检测出了TH错误。
引起TH错误的读入代码和是从程序段数起的第几个字符,可通过诊断画面进行确认。
0002 TV校验错误在单程序段的TV检测中检测出了错误。
通过将参数TVC(No.0000#0)设定为0可以使系统不进行TV检测。
0003 数位太多指定了比NC指令的字更多的允许位数。
此允许位数根据功能和地址而有所不同。
0004 未找到地址 NC语句的地址+数值不属于字格式。
DCS报警记录表

山东莘县鲁源化工有限公司
可燃、有毒、DCS报警处理规定
1、目的
为规范管理,准确掌握可燃、有毒、DCS报警时间及处理情况,实现生产系统“安、稳、长、满、优”运行,做到工况稳定,高产低耗,提高公司竞争力,结合实际情况,特制定本规定。
2、适用范围
本规定适用于山东莘县鲁源化工有限公司生产装置及储罐区。
3、要求
在DCS生产操作中如显示重要工艺参数报警连锁发生报警时,需按规定填写《山东莘县鲁源化工有限公司可燃、有毒、DCS报警处理记录》。
各班班长每天接班前对上一班的报警处置记录进行签字确认,每周一下午16:00前对生产部进行汇报。
在填写《可燃、有毒、DCS报警处理记录》时要及时、字迹工整、内容详细、不得漏填。
4、考核
公司安委会或管理人员不定期(每周至少一次)对报警器及DCS报警处理记录进行抽查,对违反规定的员工视情节给予2-5分的考核。
《报警处理记录》未按时提交的视情节给予1-3分的考核。
5、附则
本规定如与法律法规和公司相关制度抵触时,按有关法律、法规及公司制度执行。
本制度有公司总经理批准,自下发之日起执行。
附表:《山东莘县鲁源化工有限公司可燃、有毒、DCS报警处理记录》
山东莘县鲁源化工有限公司可燃、有毒、DCS报警处理记录。
附表GSKTD报警表
螺纹加工时主轴转速波动超过限制
按复位键消除报警,再检查主轴或修改参数NO.106
411
超出X轴正向软件行程限制
按复位键消除报警,负方向移动X轴
412
超出X轴负向软件行程限制
按复位键消除报警,正方向移动X轴
413
超出Z轴正向软件行程限制
按复位键消除报警,负方向移动Z轴
414
超出Z轴负向软件行程限制
按复位键消除报警,再修改程序或参数No.084
018
圆弧指令G02或G03中给出0
G33攻牙时在X方向移动量不为0
按复位键消除报警,再修改程序
031
在G71~G73循环精加工程序段中圆弧指令(G02或G03)改
变了坐标变化的单调性
按复位键消除报警,再修改程序
产生提示的操作
备注
存储量不够
程序数量超过384个或总存储容量超过6144KB
所有提示内容均在显示页面左下脚的“提示行”中显示。
数据非法
数据输入时超出范围
程序段太长
输入的程序段超过255个字符
输入未允许
输入数字中含有不可识别的字符
串口未连接
串口未连接时进行通讯操作
通信出错
数据传输出错
块删除失败
块删除时没有找到目标字符
检索失败
向上、下光标检索时没有找到目标字符
行数超范围
零件程序的最大编辑行数(69993)限制,禁止增行
非法G指令
输入了非法的指令字
文件不存在
检索时目标零件程序不存在
文件已存在
文件另存或改名时,有同名文件
在参数页改
在诊断界面中修改参数时
附表2-3PLC报警(标准PLC梯形图定义)
GSK980TD数控系统故障报警分析
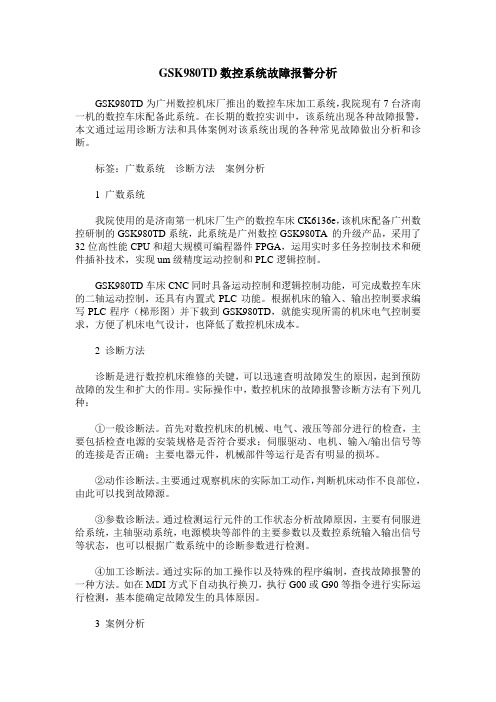
GSK980TD数控系统故障报警分析GSK980TD为广州数控机床厂推出的数控车床加工系统,我院现有7台济南一机的数控车床配备此系统。
在长期的数控实训中,该系统出现各种故障报警,本文通过运用诊断方法和具体案例对该系统出现的各种常见故障做出分析和诊断。
标签:广数系统诊断方法案例分析1 广数系统我院使用的是济南第一机床厂生产的数控车床CK6136e,该机床配备广州数控研制的GSK980TD系统,此系统是广州数控GSK980TA 的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现um级精度运动控制和PLC逻辑控制。
GSK980TD车床CNC同时具备运动控制和逻辑控制功能,可完成数控车床的二轴运动控制,还具有内置式PLC功能。
根据机床的输入、输出控制要求编写PLC程序(梯形图)并下载到GSK980TD,就能实现所需的机床电气控制要求,方便了机床电气设计,也降低了数控机床成本。
2 诊断方法诊断是进行数控机床维修的关键,可以迅速查明故障发生的原因,起到预防故障的发生和扩大的作用。
实际操作中,数控机床的故障报警诊断方法有下列几种:①一般诊断法。
首先对数控机床的机械、电气、液压等部分进行的检查,主要包括检查电源的安装规格是否符合要求;伺服驱动、电机、输入/输出信号等的连接是否正确;主要电器元件,机械部件等运行是否有明显的损坏。
②动作诊断法。
主要通过观察机床的实际加工动作,判断机床动作不良部位,由此可以找到故障源。
③参数诊断法。
通过检测运行元件的工作状态分析故障原因,主要有伺服进给系统,主轴驱动系统,电源模块等部件的主要参数以及数控系统输入输出信号等状态,也可以根据广数系统中的诊断参数进行检测。
④加工诊断法。
通过实际的加工操作以及特殊的程序编制,查找故障报警的一种方法。
如在MDI方式下自动执行换刀,执行G00或G90等指令进行实际运行检测,基本能确定故障发生的具体原因。
附表2 GSK980TD报警表

A0000.0
1001
换刀完成时,刀架未到位报警
A0000.1
1002
换刀未完成报警
A0000.2
1008
尾座功能无效,不能执行M10和M11指令
A0001.0
1009
主轴旋转时,不得退出尾座
A0001.1
1012
循环启动使能关闭,无法循环启动
A0001.4
1013
主轴启动使能关闭,不能启动主轴
302
CNC初始化失败
断电后重新上电
303
零件程序打开失败
按复位键消除报警,或断电后重新上电
304
零件程序保存失败
按复位键消除报警,或断电后重新上电
305
零件程序的总行数超出范围(69993),禁止打开
按复位键消除报警
306
输入了非法指令字
MDI下输入了非法的指令字,按复位键消除报警,请正确输入指令字
307
存储器存储容量不够
按复位键消除报警,删除不用的零件程序
308
程序号超出范围
按复位键消除报警,或断电后重新上电
309
当前操作权限禁止编辑宏程序
按复位键消除报警,更改操作权限
310
PLC程序(梯形图)打开失败
重新下载PLC程序(梯形图)
311
PLC程序(梯形图)编辑软件版本不符
更新GSKCC软件版本
A0003.0
1032
非法的M代码
A0004.0
1033
当前不是模拟主轴,无法执行主轴点动功能
A0004.1
1034
M03,M04代码指定错误
A0004.2
1040
参数164,168,172设置错误
TD告警汇总
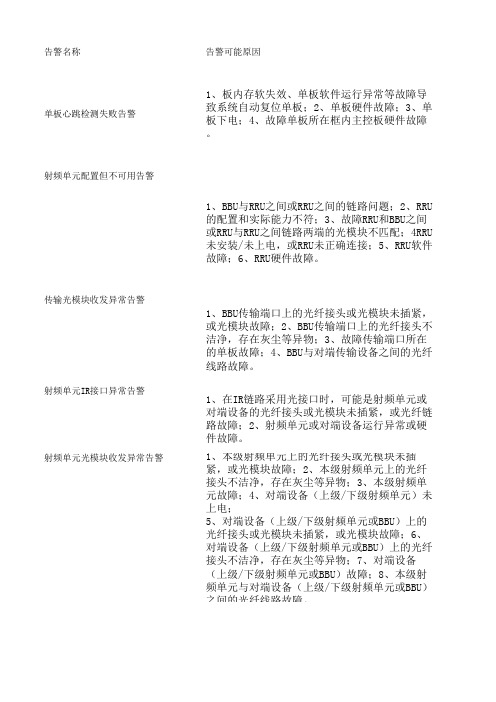
告警名称告警可能原因单板心跳检测失败告警1、板内存软失效、单板软件运行异常等故障导致系射频单元配置但不可用告警1、BBU与RRU之间或RRU之间的链路问题;2、RRU的配传输光模块收发异常告警1、BBU传输端口上的光纤接头或光模块未插紧,或光射频单元IR接口异常告警1、在IR链路采用光接口时,可能是射频单元或对端射频单元光模块收发异常告警1、本级射频单元上的光纤接头或光模块未插紧,或单板硬件故障告警1、单板温度异常;2、单板硬件故障射频单元驻波告警1、用户设置的驻波告警门限低于1.5;2、天馈接口光模块混插告警1、光模块配套错误(包括速率不匹配和支持距离不射频单元光模块不在位告警1、射频单元的组网配置不正确,配置了多余的下级射频单元射频单元光接口性能恶化告警1、本级射频单元上的光纤接头或光模块安装松动,BBU IR光模块收发异常告警1、BBU IR端口上的光纤接头或光模块未插紧,或光BBU IR接口异常告警1、BBU或下级射频单元的光纤接头或光模块未插紧,射频单元发射通道增益异常告警1、射频单元运行异常;2、射频单元硬件故障。
光口再生段追踪符不稳告警1、对端设备发送的高阶通道追踪识别符J0不稳定;光口再生段追踪识别符失配告警1、对端设置的发送J0字节与本端期望接收到的不一小区配置功率超过射频单元能力告警1、本地小区设备配置的最大发射功率超过了射频单时间同步失败告警1、和SNTP/NTP服务器相连的传输端口故障;2、时间射频单元通道幅相一致性告警1、射频通道驻波比故障; 2、同频干扰引起的问题射频单元通道异常告警1、射频单元天线的天馈接头不紧固;2、射频单元天线的天馈馈线线损过SCTP链路故障告警1、传输设备故障;2、配置错误;3、对端异常。
射频单元输入功率异常告警1、功率配置错误。
辅载频建立失败告警1、辅载频建立失败,NodeB返回小区重配置失败;2、辅载频建立失败,等射频单元通道幅相一致性告警1、同频干扰引起的问题;2、射频单元天线的天馈接头不紧固;3、射频单BBU IR光接口性能恶化告警1、BBU的IR端口上的光纤接头安装松动,或光模块老化;2、射频单元硬件故障告警1、射频单元内部的硬件故障。
附表2 GSK980TD报警表
A0000.0
1001
换刀完成时,刀架未到位报警
A0000.1
1002
换刀未完成报警
A0000.2
1008
尾座功能无效,不能执行M10和M11指令
A0001.0
1009
主轴旋转时,不得退出尾座
A0001.1
1012
循环启动使能关闭,无法循环启动
A0001.4
1013
主轴启动使能关闭,不能启动主轴
按复位键消除报警,再修改程序
049
G76循环次数超出允许范围
按复位键消除报警,再修改程序
050
G76螺纹倒角宽度超出允许范围
按复位键消除报警,再修改程序
051
G76指令刀尖角度超出允许范围
按复位键消除报警,再修改程序
052
G76指令X或Z轴移动量为0
按复位键消除报警,再修改程序
053
G76没有指定螺纹牙高P值
按复位键消除报警,再修改程序
040
G73的总切削量超出允许范围
按复位键消除报警,再修改程序
041
G73的循环次数小于1或大于99999
按复位键消除报警,再修改程序
042
G74或G75中的单次退刀量R(e)超出允许范围
按复位键消除报警,再修改程序
043
G74或G75中切削到终点时的退刀量为负值
按复位键消除报警,再修改程序
检索失败
向上、下光标检索时没有找到目标字符
行数超范围
零件程序的最大编辑行数(69993)限制,禁止增行
非法G指令
输入了非法的指令字
文件不存在
检索时目标零件程序不存在
文件已存在
文件另存或改名时,有同名文件
广数988报警参数表
广数988报警参数表GSK 988TD广数数控车床系统(维修)报故障代码该错误有时可能是由控制板故障引起的,因此,如果能够编码器并使其外观良好,则建议将驱动器送出以进行进一步评估和维修,系列总览FanucAlpha 伺服驱动器系列包括许多不同的变体,这些变化包括单轴,两轴或三轴单元内的接口类型A。
冲走磨屑和脱落的砂粒,保持砂轮的磨削性能,防锈作用磨削冷却液所含的防锈添加剂是一种极性很强的化合物,它在金属表面形成保护膜或与金属化合形成钝化膜,防止金属与腐蚀介质接触而起防锈作用,安装在高压柜一些数控机床主轴转速控制装置。
驱动器自动进入点动操作模式,(此时,伺服驱动已启用(伺服开启),)第三步:用户可按上下键改变点动速度,按SHIFT键调整显示值的位数,第四步:按SET键可以确定点动操作的速度,第五步:按向上键,伺服电机按逆时针方向运行。
GSK 988TD广数数控车床系统(维修)报故障代码松动或短路,外部干扰,查看U1-11(编码器信号干扰度)值是否为0,手动返回参考点,修改Nl815参数中的APZ值,以确定了机床零点,并完成X轴,Y轴,Z轴各轴的重新定位。
出现这种情况的原因是什么呢,该怎么解决呢,其实,说实话,不论是哪一个行业,还是说是同一种产品放到市面上也会有各种不同的产品出现,这是往小了说,往打了说,就整个机械加工市场,每一个生产的数控机床都不一样。
因为它们必须承受高温,振动甚至灰尘或强磁场,用于集成电动机的IngeniaDC伺服驱动器采用的半导体技术进行设计和制造,以实现的待机功耗以及高性能的DSP技术,以实现高定位精度,集成电动机的伺服驱动器不能放在温控机柜中。
如:砂轮自动修正功能G82G83指令,齿轮自动加工循环过程中可变Z轴进给率G87指令,砂轮和被加工齿轮自动对刀功能G84G86指令等,值得一提得是全数控的蜗杆砂轮磨齿机中,除加工轴C轴和S轴,Y轴,Z轴之间有同步联动跟随关系外。
GSK980TD数控系统故障报警分析

床 配 备 广 州 数 控 研 制 的 G K 8 T 系 统 , 此 系 统 是 广 州 数 控 S 9 0D GS 9 0 A 的 升 级 产 品 , 用 了 3 K8T 采 2位 高性 能 C U 和 超 大 规 模 可编 P 程 器 件 F G 运 用 实 时 多任 务 控 制 技 术 和 硬 件 插 补 技 术 , 现 u P A, 实 m 级 精 度 运 动控 制 和 P C逻 辑 控 制 。 L
位 : 次 检 查 加 工 背 吃 刀 量 是 否 过 大 , 看 程 序 , 于 正 常加 工 范 其 查 属
围 内 : 于在 加工 中出现撞 刀现象 , 查确定 加工 程序编 写正确 ; 由 检 时查 找 不 出原 因 。 于 是 将 重 新 装 夹 工 件 进 行 试 加 工 , 行 正 常 。 运 可 在 从 新 连 续 加 工 几 个 工 件 后 , 出 现 相 同 的 故 障 , 查 后 故 障 原 又 检
试车, 故障消失 , 机床运行正常。 ③参数报警。一 台数控车床 ,在 回参考点 的时候出现 “ 急停报 , 0 0急 停 报 警 E P输 入 开 路 ” 估 计 是 超 程 引起 的 , S , 要有伺服进给系统 , 轴驱动系统 , 主 电源 模 块 等 部 件 的 主 要 参 数 以 及 警 ” 面 版 显 示 “ 0 数 控 系 统 输 入 输 出信 号 等 状态 ,也 可 以根 据 广 数 系 统 中 的 诊 断参 数 现 在 通 过 超 程 解 除 开 关 把 刀 架移 到行 程 范 围 内 了,但 报 警 还 是 解 除 不了, 分析 可能行程开 关损坏 , 但通过检查开关正常。于是打开参数 进行检测。
一
GS 9 0 D 车 床 C C 同时 具 备 运 动控 制 和 逻 辑 控 制 功 能 , K 8T N 可完 因始终没 有查 出 , 好通过 电话联 系厂 家专业维 修人 员 , 通 后 , 只 沟 成数 控 车 床 的 二轴 运 动控 制 , 具 有 内置 式 P C功 能 。 据 机 床 的输 还 L 根 分 析 常 见 刀 架 的 故 障原 因 , 能是 刀 架 的 机 械 故 障 。于 是 使 用 手 动 可 入 、 出控 制 要 求编 写 P C程 序 ( 形 图 ) 下 载 到 G K 8 T 就 能 输 L 梯 并 S 9 0 D, 移 启 转 就 实 现 所 需 的 机床 电气 控 制 要求 , 方便 了机 床 电气 设 计 , 降低 了数 控 进 行 试 车 , 动 拖 板 、 动 主 轴 、 动 刀 架 , 在 连 续 手 动 转 动 刀 架 也 时 , 现 刀 架 出 现 松 动 , 运 行 过 程 中 不 能 自动 锁 紧 , 断 是 刀 架 发 在 判 机床成本。 系 统 故 障 , 在 加 工 运 行 中 出 现 故 障 后 并 没 有 显 示 “ 警 ” 可 以确 但 报 , 2 诊 断 方 法 定 是 刀 架 机 械 故 障 。 于 是 将 刀 架 拆 卸 后 发 现 里 边 的 1个 弹 簧 定 位 诊 断 是 进 行 数控 机床 维修 的 关键 ,可 以 迅 速 查 明 故 障 发生 的原 数 因 , 到 预 防 故 障 的发 生 和 扩 大 的作 用 。 实 际操 作 中 , 控 机 床 的故 反 靠 销 断 裂 ( 控 电 动 四 工 位 方 刀 架里 边 配 有 4个 弹 簧 定 位 反 靠 起 数 销 )在 切 削 运 行 过 程 中 , 背 吃 刀 量 过 大 或 工 件 硬 度 过 高 时 , 架 , 当 刀 转 动 到 某 一 工位 , 断 裂 的 弹 簧 定 位 反 靠 销 受 力 时 , 架 可 以 自动 未 刀 ( D一般诊断法。首先对数控机床 的机械、 电气、 液压 等部 分进行 刀 当 断 的检查 , 主要包括检查 电源 的安 装规格是否符合要 求 ; 伺服驱 动、 电 锁 紧 , 具 车 削 正 常 , 刀 架 转 动 到 某 一 工 位 , 裂 的 弹 簧 定 位 销 障 报 警 诊 断 方 法 有 下列 几 种 : 刀 刀 机 、 入 / 出 信 号 等 的连 接 是 否 正 确 : 要 电器 元 件 , 械 部 件 等 受 力 过 大 时 , 架 便 不 能 自动 锁 紧 , 具 车 削 时 便 出现 撞 刀 故 障 。 输 输 主 机 在 对 刀 架 进 行 全 面 检 查 后 , 架 电器 控 制 部 分 正 常 , 是 刀 架 机 械 刀 应 运 行 是 否 有 明显 的损 坏 。 通 安 ② 动作诊断法。 主要通过观察机床的实际) T动作 , J U 判断机 床动 方 面 故 障 , 过 更 换 掉 断 裂 的 弹 簧 定 位 反 靠 销 后 , 装 好 刀 架 重 新
GSK928TD 车床数控系统 使用手册8

84.3.5.4 字符串替换4.3.5.5 光标定位4.3.5.6 手脉控制光标移动4.3.6 零件程序的编译4.3.6.1 hp3编译命令4.3.6.2 hp3模拟绘图4.3.6.3 程序编译结果分析4.3.6.4 程序综合检查提示4.4 手动工作方式4.4.1 坐标轴移动4.4.1.1 点动移动4.4.1.2 单步移动4.4.1.3 手脉控制移动4.4.1.4 快速移动的速度选择4.4.1.5 低速进给的速度选择4.4.1.6 键入字段移动、设定进给速度4.4.1.7 驱动单元使能控制4.4.1.8 关于坐标轴移动的报警提示4.4.2 建立坐标系4.4.2.1 建立机床坐标系——回机床零点(回机床参考点)4.4.2.2 建立机床坐标系——无机床零点(无机床参考点)4.4.2.3 设置工件坐标系4.4.2.4 设置程序参考点4.4.2.5 回程序参考点4.4.2.6 恢复工件坐标系和程序参考点4.4.3 主轴控制功能4.4.3.1 主轴启停控制4.4.3.2 主轴S指令——换档控制4.4.3.3 主轴S指令——转速控制4.4.3.4 主轴定向控制4.4.4 冷却液控制4.4.5 手动换刀控制4.4.6 手动对刀操作4.4.7 液压卡盘控制功能4.4.8 液压尾座控制功能4.4.9 其它选项功能4.4.9.1 三色指示灯控制4.4.9.2 润滑控制4.4.9.3 机床电气延时上电控制4.4.9.4 防护门检测功能4.4.9.5 压力低报警检测功能4.4.10 手动方式下查看运行信息4.4.11 附表。
附表GSKTD报警表
096
子程序的嵌套层数超过4层
按复位键消除报警,再修改程序
097
M98指令调用的是当前程序(主程序)
按复位键消除报警,再修改程序
098
在录入方式下使用了M98或M99指令
按复位键消除报警,再修改程序
099
C刀补状态下使用了M98或M99指令
按复位键消除报警,再修改程序
101
252
编程有误导致在C型刀补过程中圆弧加工段的终点不在圆弧上
按复位键消除报警,再修改程序
253
编程有误在加工轨迹上相邻两点坐标相同导致无法进行C型刀补
按复位键消除报警,再修改程序
254
编程有误在圆弧加工段中圆心与圆弧起点相同导致无法进行C型刀补
按复位键消除报警,再修改程序
255
编程有误在圆弧加工段中圆心与圆弧终点相同导致无法进行C型刀补
302
CNC初始化失败
断电后重新上电
303
零件程序打开失败
按复位键消除报警,或断电后重新上电
304
零件程序保存失败
按复位键消除报警,或断电后重新上电
305
零件程序的总行数超出范围(69993),禁止打开
按复位键消除报警
306
输入了非法指令字
MDI下输入了非法的指令字,按复位键消除报警,请正确输入指令字
G65中H11,H12,H13,H25运算数不是二进制数
按复位键消除报警,再修改程序
102
G65中H24的运算数大于1023
按复位键消除报警,再修改程序
103
G65除法运算时分母为0
按复位键消除报警,再修改程序
104
G65中指令了非法的H指令
GSK980tb2和GSKTD操作方法2

广州数控GSK980Tb2操作一: 开机和关机1.开机: 外部电源(开)------车床电源(位置1)---键)2.关机: 键---车床电源(位置0)----外部电源(关)二: 录入转速方法(举例:输入800转速)依次按MDI三: )1.移动机床刀台(1)(2)。
(3), 可实现刀台移动进给或快速速率的调节。
2.四: )1.查寻程序: 光标在程序中--------- O 000*--------EOB2.建新程序: 光标在程序中--------- O 00**--------EOB----手动输入程序内容3.删除程序: 光标在程序名下------- O 0***--------4.删除全部程序: 光标在程序名下--- 9999---5.程序段内容的处理(在程序单中)(1)字符的插入: 光标移动(光标移到插入字符前)-- --插入字符---(2)字符的修改: 光标移动(光标移到修改字符下(3)字符的删除: 光标移动(光标移到删除字符下五:手动对刀(轴心对刀法)试切工件(刀尖运动到工件右端轴心)屏显100界面光标移至对应刀位)--X0.0-----Z0.0--(注意:录入刀补值后,移离刀具至换刀位置,防止刀具与工件发生碰撞。
)六:程序加工)1.检查光标位置(程序将从光标所在处开始运行)2.(1)绘图三灯亮图形界面(2(3七:程序运行的停止1.自动运行中,.2.自动运行中,自动运行停止.3.自动运行中,.广州数控GSK980TDA操作一: 开机和关机1.开机: 外部电源(开)------车床电源(位置1)---电脑电源(开启键)2.关机: 电脑电源(关闭键---车床电源(位置0)----外部电源(关)二:开关设置:设置—下翻(选择“开关设置”界面)—↓或↑(光标上下移动选择对应设置参数)—L 或W (光标左右移动选择开或关)二:输入转速:(举例:输入500转速)录入—程序—程序(切换到“程序状态”界面)—S—500—输入—启动三: 开机后的手动操作(按手动或手轮进入手动或手轮处理状态)1.主轴转停—正转、反转或停止(主轴实现正转、反转或停转)2.移动刀台(1):+X 、-X、+Z或-Z,可实现刀台在相应方向的移动。
KND报警 一览表
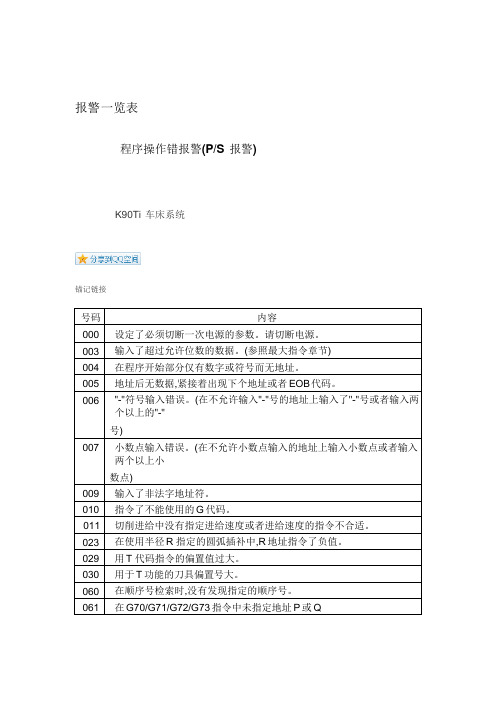
报警一览表程序操作错报警(P/S报警)K90Ti车床系统锚记链接号码内容000设定了必须切断一次电源的参数。
请切断电源。
003输入了超过允许位数的数据。
(参照最大指令章节)004在程序开始部分仅有数字或符号而无地址。
005地址后无数据,紧接着出现下个地址或者EOB代码。
006"-"符号输入错误。
(在不允许输入"-"号的地址上输入了"-"号或者输入两个以上的"-"号)007小数点输入错误。
(在不允许小数点输入的地址上输入小数点或者输入两个以上小数点)009输入了非法字地址符。
010指令了不能使用的G代码。
011切削进给中没有指定进给速度或者进给速度的指令不合适。
023在使用半径R指定的圆弧插补中,R地址指令了负值。
029用T代码指令的偏置值过大。
030用于T功能的刀具偏置号大。
060在顺序号检索时,没有发现指定的顺序号。
061在G70/G71/G72/G73指令中未指定地址P或Q071 没有找到检索地址数据。
或者在程序号检索中,没有找到指定号码的程序072存储的程序超过 63 个。
073 要存入的程序号和存储器中已存入的程序号相同。
074 程序号不在 1~9999 范围内。
076 在 M98 的程序段中,没有指定 P 。
077 子程序调用嵌套过多。
078 在 M98,M99 程序段中,没有找到用P 指定的程序号或者顺序号。
090 返回程序零点时,无程序零点记忆。
101 在程序编辑中,改写存储器时,电源断电了。
关机后再开机报警自动取消. 3.2 超程报警3.3 驱动器报警3.4 系统报警注:系统报警通常是因为系统电压+5V过低或电源与系统连接插头处不牢固造成的。
如果检测电压低时,可小心逐步地调整电源处的调节旋钮提高电压值。
3.5 外部信息报警。
加工中心报警信息表

X,Y-AXIS NOT IN ZERO POINT
PER0134
ATC-command has been geven with X, Y-axis is not in zero point.空管指挥已经被给出与X,Y轴是不在零点
EX0135
NO EMPTY POT IS EXISTING
EX0210
SBC CYCLE TIME OVER
PER0210
SBC cycle time over
EX0218
TOOL DATA SETTING ERROR
PER0218
T-code has been specified with condition on that the data other than number of tools in magazine has been set to spindle tool data or waiting pot tool data. This is a tool data setting error.
Number of tools is not properly set in the parameter.
EX0256
MAGAZINE INDEX TIME OVER
PER0256
Magazine indexing cycle time has been over.
EX0296
SERVO ALARM (MAGAZINE)
EX0035
切断不完全
PER0035
切断还没有完成。
EX0068
互锁释放超时
MER0068
门互锁取消状态已经失效。
EX0069
门互锁超时
MER0069
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
指令地址错误(地址必须为A~Z)
按复位键消除报警,再修改程序
005
指令值非法
按复位键消除报警,再修改程序
006
段号为负数或有小数点
按复位键消除报警,再修改程序
007
非法G指令
按复位键消除报警,再修改程序
008
主轴模拟电压控制无效状态执行G96指令
按复位键消除报警,再修改程序或参数No.001
009
036
G70~G73的循环起始段号Ns或循环终止段号Nf不存在或超出允许范围
按复位键消除报警,再修改程序
037
G70~G73指令未输入循环起始或循环终止段号
按复位键消除报警,再修改程序
038
G71或G72中的单次进刀量超出允许范围
按复位键消除报警,再修改程序
039
G71或G72中的单次退刀量超出允许范围
按复位键消除报警,再修改程序
058
G72指令的第一段未输入Z或Z轴的移动量为0
按复位键消除报警,再修改程序
059
G74指令中未输入Z的值
按复位键消除报警,再修改程序
060
G74指令中Q的值为0或未输入
按复位键消除报警,再修改程序
061
G75指令中未输入X的值
按复位键消除报警,再修改程序
062
G75指令中P的值为0或未输入
附表2GSK980TD报警表
附表2-1CNC报警
号码
内容
处理方法
000
急停报警,ESP输入开路
恢复ESP急停信号输入,再按复位键
消除报警
001
被调用的程序不存在或打开失败
按复位键消除报警,再修改程序
002
G指令值为负数或有小数点
按复位键消除报警,再修改程序
003
单个指令字的字符数小于2或大于11
按复位键消除报警,再修改程序
032
在G90,G92指令中的R绝对值大于U/2绝对值
按复位键消除报警,再修改程序
033
在G94指令中的R绝对值大于W绝对值
按复位键消除报警,再修改程序
034
G70~G73指令中精加工程序段超过100段
按复位键消除报警,再修改程序
035
G70~G73指令中精加工程序段的Ns与Nf顺序颠倒
按复位键消除报警,再修改程序
252
编程有误导致在C型刀补过程中圆弧加工段的终点不在圆弧上
按复位键消除报警,再修改程序
253
编程有误在加工轨迹上相邻两点坐标相同导致无法进行C型刀补
按复位键消除报警,再修改程序
254
编程有误在圆弧加工段中圆心与圆弧起点相同导致无法进行C型刀补
按复位键消除报警,再修改程序
255
编程有误在圆弧加工段中圆心与圆弧终点相同导致无法进行C型刀补
302
CNC初始化失败
断电后重新上电
303
零件程序打开失败
按复位键消除报警,或断电后重新上电
304
零件程序保存失败
按复位键消除报警,或断电后重新上电
305
零件程序的总行数超出范围(69993),禁止打开
按复位键消除报警
306
输入了非法指令字
MDI下输入了非法的指令字,按复位键消除报警,请正确输入指令字
按复位键消除报警,再修改程序
054
G76没有指定第一次切削深度Q值或Q值为0或未输入
按复位键消除报警,再修改程序
055
G70~G73循环中调用了子程序
按复位键消除报警,再修改程序
056
G70~G73循环的起始段Ns没有指令G00或G01
按复位键消除报警,再修改程序
057
G71指令的第一段未输入X或X轴的移动量为0
检索失败
向上、下光标检索时没有找到目标字符
行数超范围
零件程序的最大编辑行数(69993)限制,禁止增行
非法G指令
输入了非法的指令字
文件不存在
检索时目标零件程序不存在
文件已存在
文件另存或改名时,有同名文件
在参数页改
在诊断界面中修改参数时
附表2-3PLC报警(标准PLC梯形图定义)
号码
内容
信息地址
1000
按复位键消除报警,再修改程序
063
G70~G73循环开始段使用了被禁止使用的G指令
复按复位键消除报警,再修改程序
064
G70~G73循环结束段使用了被禁止使用的G指令
按复位键消除报警,再修改程序
065
在录入方式执行了G70~G73
在录入方式下不可执行G70~G73指
令,按复位键消除报警
095
M98调用子程序时未输入子程序号或子程序号非法
044
G74或G75中X或Z方向的单次切削量超出允许范围
按复位键消除报警,再修改程序
045
G76加工锥螺纹时起点在螺纹起点与螺纹终点之间
按复位键消除报警,再修改程序
046
G76最小切入量超出允许范围
按复位键消除报警,再修改程序
047
G76精加工余量超出允许范围
按复位键消除报警,再修改程序
048
G76牙高小于精加工余量或小于0
按复位键消除报警,再修改程序
014
在同一个程序段中输入了00组和01组G指令
按复位键消除报警,再修改程序
015
主轴模拟电压控制无效状态执行了自动换档指令的M指令
按复位键消除报警,再修改程序
016
刀具偏置号超出有效范围(0~32)
按复位键消除报警,再修改程序
017
刀具号不在数据参数No.084设定的范围内
按复位键消除报警,再修改程序或参数No.084
018
圆弧指令G02或G03中给出的数据不能组成一段正确的圆弧
No.084
030
G33攻牙时在X方向移动量不为0
按复位键消除报警,再修改程序
031
在G71~G73循环精加工程序段中圆弧指令(G02或G03)改
变了坐标变化的单调性
按复位键消除报警,再修改程序
按复位键消除报警,重新设置No.037~No.040的参数值,断电后重新上电
403
运行速度太快
按复位键消除报警,再修改程序或参数
404
由于主轴停止转动,进给被停止
按复位键消除报警,再检查主轴
405
螺纹加工主轴转速太低
按复位键消除报警,再改变主轴速度
406
螺纹加工主轴转速太高
按复位键消除报警,再改变主轴速度
260
C型刀补干涉检查有过切现象
按复位键消除报警,再修改程序
261
编程有误导致C型刀补中在当前刀尖半径下直线接圆弧轨迹无交点
按复位键消除报警,再修改程序
262
编程有误导致C型刀补中在当前刀尖半径下圆弧接直线轨迹无交点
按复位键消除报警,再修改程序
301
参数开关已打开
同时按住【复位】和【取消】键取消报警或关闭参数开关
A0003.0
1032
非法的M代码
A0004.0
1033
当前不是模拟主轴,无法执行主轴点动功能
A0004.1
1034
M03,M04代码指定错误
A0004.2
1040
参数164,168,172设置错误
A0005.0
按复位键消除报警,再修改程序
040
G73的总切削量超出允许范围
按复位键消除报警,再修改程序
041
G73的循环次数小于1或大于99999
按复位键消除报警,再修改程序
042
G74或G75中的单次退刀量R(e)超出允许范围
按复位键消除报警,再修改程序
043
G74或G75中切削到终点时的退刀量为负值
按复位键消除报警,再修改程序
按复位键消除报警,再修改程序
256
圆弧半径小于刀尖半径无法进行C型刀补
按复位键消除报警,再修改程序
257
编程有误导致C型刀补中在当前刀尖半径下两圆弧轨迹无交点
按复位键消除报警,再修改程序
258
在建立C型刀补时指定了圆弧指令
按复位键消除报警,再修改程序
259
撤消C型刀补时指定了圆弧指令
按复位键消除报警,再修改程序
产生提示的操作
备注
存储量不够
程序数量超过384个或总存储容量超过6144KB
所有提示内容均在显示页面左下脚的“提示行”中显示。
数据非法
数据输入时超出范围
程序段太长
输入的程序段超过255个字符
输入未允许
输入数字中含有不可识别的字符
串口未连接
串口未连接时进行通讯操作
通信出错
数据传输出错
块删除失败
块删除时没有找到目标字符
407
螺纹加工时主轴转速波动超过限制
按复位键消除报警,再检查主轴或修改参数NO.106
411
超出X轴正向软件行程限制
按复位键消除报警,负方向移动X轴
412
超出X轴负向软件行程限制
按复位键消除报警,正方向移动X轴
413
超出Z轴正向软件行程限制
按复位键消除报警,负方向移动Z轴
414
超出Z轴负向软件行程限制
307
存储器存储容量不够
按复位键消除报警,删除不用的零件程序
308
程序号超出范围
按复位键消除报警,或断电后重新上电
309
当前操作权限禁止编辑宏程序
按复位键消除报警,更改操作权限
310
PLC程序(梯形图)打开失败
重新下载PLC程序(梯形图)
311
PLC程序(梯形图)编辑软件版本不符
更新GSKCC软件版本