数控车床G02、G03指令讲解课件(20200618115839)
数控车削加工G01G02G03的学习ppt课件

完整版PPT课件
22
三、编程加工举例
•例5—2 如图5—3所示,工件已粗加工,对刀,刀号为一号, 不切断。
•编写程序
完整版PPT课件
19
2.逆时针圆弧插补(G02)
其中 • 格式:G02 X ( U ) __Z ( W )__R(或I,K) __ F __ ; 其中 G02 ——逆时针圆弧插补代码; X、Z —— 绝对终点坐标尺寸; U、W —— 相对值终点坐标尺寸; R —— 圆弧半径(半径指定); I —— 从始点到圆心在X轴方向的距离; K—— 从始点到圆心在Z轴方向的距离; F—— 切削进给速度。
完整版PPT课件
18
前刀架的圆弧命令
2.顺时针圆弧插补(G03)
其中 • 格式:G03 X ( U ) __Z ( W )__R(或I,K) __ F __ ; 其中 G03 ——顺时针圆弧插补代码; X、Z —— 绝对终点坐标尺寸; U、W —— 相对值终点坐标尺寸; R —— 圆弧半径(半径指定); I —— 从始点到圆心在X轴方向的距离; K—— 从始点到圆心在Z轴方向的距离; F—— 切削进给速度。
14
2.切削加工
• 程序编写成功后,把光标移回程序起点位 置→刀回到刀具起始位置→按自动方式→ 按循环启动键→开始切削加工。
• 可先在手动按空运行、机床锁、辅助锁之 后点开图像模拟,运行成功后加工。
完整版PPT课件
15
5.2圆弧插补(G02、 G03)
一、凸圆与凹圆特征的加工
完整版PPT课件
圆弧插补指令G02G03说课课件

4 重点难点
5
数控车削编程与操作训练
教
说课课件
材
一分
析
专业能力
方法能力
社会能力
1 教材选用
通过讲练结合,激发学生学习理
2 教材特色
论、练习技能的热情和积极参与的意 识,营造良好的学习氛围。
3 课题目标
4 重点难点
6
数控车削编程与操作训练
说课课件
1 教材选用
教 材 分 析
本节重点:
2 教材特色 3 课题目标 4 重点难点
1)圆弧插补指令的应用。 2)圆弧顺逆方向的判断和圆心位置 的确定。 本节难点: 圆弧插补指令应用场合的判断。
7
数控车削编程与操作训练
教 法 分 析
说课课件
1 任务驱动法 2 角色扮演法
将新知识点设计成学生感兴趣的任务,让学生 带着任务去学习。
通过角色扮演,几名学生模拟圆弧的加工过 程,调动学生参与的积极性,让学生“看在眼里, 记在心上”,加深对知识的理解。
1 学情分析
1. 面向就业,学生想学,学习兴趣高;
2 学法指导
2.学过车工工艺等知识,基础好;
3.已经学会G00、G01等基本指令,会 简单零件的编程;
4.加工经验不足,工艺处理易犯错。
10
数控车削编程与操作训练
学 法 指 导
说课课件
1 学情分析
1.指导学生正确分析课题的逻辑思路, 条理清晰,结构完整。
2
数控车削编程与操作训练
说课课件
1 教材选用
教 一材
分 析
弱化理论讲解;
2 教材特色
强调技能应用; 项目化编程实例,将数控车床基
3 课题目标
本编程方法融入其中,让学生通过实 际课题的练习掌握程序指令的使用方
数控车床 直线插补G01 圆弧插补G02,G03ppt课件

17 返回
* 1.用圆心半径R指定圆心位置,其指令格式为:
G02/G03 X(U) Z(W) R F; 2.用圆心坐标(I,K)指定圆心位置,其指令格式为:
G02/G03 X(U) Z(W) I K F;
参数含义:
R——圆弧半径。
I、K——圆心相对于圆弧起点的增量坐标,I为
半径增量(即X方向增量),K为Z方向增量。
上一页 下一页
24 返回
参考程序
O....; G00 X80 Z80 ; M03 S1000 T0100;
G00 X20 Z3 ; G01 Z0 F80; X24 Z-2 ; Z-12; G03 X40 W-8 R8; G01 Z-70;
G00 X80 Z80 ; M05 T0202; S500 M03;
G00 X45 Z-33; G01 X40 F50; G02 X20 W-10 R10; G01 Z-60; X40;
注释
程序名 快速定位至安全换刀点(刀具起点) 使用1号基准刀,主轴正转,转速1000r/min
精车A--J点的轮廓
快速返回刀具起点 主轴停止,换2号切断刀,刀宽为3 mm 主轴正转,转速500r/min
G01用于刀具直线插补运动。它是通过程序段中的信息,使机床各坐标 轴上产生与其移动距离成比例的速度。其运动轨迹如下:G01指令的运动轨 迹按切削进给速度运行,以一定的的切削进给速度,刀具从起点沿直线切 削到目标点。
上一页 下一页
5 返回
上一页 下一页
6 返回
上一页 下一页
7 返回
B
D
A
C E F
程序名
快速定位至安全换刀点(刀具起点)
使用1号基准刀,主轴正转,转速1000r/min
数控编程G01G02G03基础知识PPT课件( 23页)

•
16、人生在世:可以缺钱,但不能缺德;可以失言,但不能失信;可以倒下,但不能跪下;可以求名,但不能盗名;可以低落,但不能堕落;可以放松,但不能放纵;可以虚荣,
但不能虚伪;可以平凡,但不能平庸;可以浪漫,但不能浪荡;可以生气,但不能生事。
•
17、人生没有笔直路,当你感到迷茫、失落时,找几部这种充满正能量的电影,坐下来静静欣赏,去发现生命中真正重要的东西。
程序如下: O0001; G90 G54; M03 S500 F200; G00 X0.0 Y0.0; Z–5.0;
G01 X20.0 Y20.0 F100; Y50.0; X40.0; X50.0 Y40.0; Y20.0; X20.0;
G00 X0 Y0; Z100.0;
M05; M30;
例 用Φ 6的刀具铣图4-2所示“X、Y、Z”三个字母,深度为 2mm,试编程。
时为终点在工件坐标系中的坐标;在G91时 为终点相对于起点的位移量。(空间折线 移动)
说明:
1、G00 一般用于加工前快速定位或加工后快速退刀。
2、为避免干涉,通常的做法是:不轻易三轴联动。 一般先移动一个轴,再在其它两轴构成的面内联动。
如:进刀时,先在安全高度Z上,移动(联动)X、Y 轴,再下移Z轴到工件附近。
•G91 G03 X-25 Y25 R-25 F80
10
G02
•G91
G0G033
G02
X-25 Y25
I0G0J3 25
G02
F80
30
X
G18
Z
30
Y
r2
(X b,Yb )
B
(X 1,Y 1)
Y R25
小圆弧ABO1
《数控车循环指令》课件

切削参数的选择与优化
总结词
切削参数的选择与优化是提高加工效率、降低能耗和延长刀具寿命的关键因素。
详细描述
切削参数包括切削深度、进给速度、切削速度等,应根据加工要求、刀具参数和材料特 性进行选择与优化。通过调整切削参数,可以提高加工效率、降低切削力和切削热,从 而延长刀具寿命、减小工件热变形,提高加工精度和表面质量。同时,还需关注切削液
05
数控车循环指令的注意 事项
刀具的选择与安装
总结词
刀具选择与安装是数控车循环指令中的重要环节,直 接影响到加工质量和效率。
详细描述
在选择刀具时,应根据加工材料、工艺要求和切削参 数等因素综合考虑,选用合适的刀具材料、几何参数 和切削刃。同时,安装刀具时应确保其牢固可靠,避 免在加工过程中出现松动或脱落现象。
《数控车循环指令》 ppt课件
目 录
• 数控车循环指令概述 • G00、G01、G02、G03指令 • G71、G72、G73粗车循环指令 • G70、G74、G75精车循环指令 • 数控车循环指令的注意事项
01
数控车循环指令概述
数控车循环指令的定义
数控车循环指令是指在数控车床上使 用的编程指令,用于控制刀具在工件 上按照特定的路径进行循环切削。
G00指令使刀具以最快速度定位到指定位置,不进行加工。该指令常用于快速移动到工件附近或进行刀具补偿设 置。
G01直线插补指令
总结词
按给定速度加工直线
详细描述
G01指令使刀具按设定的进给速度加工直线。通过指定起点和终点,数控系统会计算出 中间的轨迹,并控制刀具沿直线移动。
G02顺时针圆弧插补指令
总结词
工件的装夹与定位
总结词
工件的装夹与定位是确保加工精度的关键步骤,需要 精确控制工件的定位基准和夹紧力。
数控车G02、G03指令精品PPT课件

• 如图2-2-1所示为由圆柱表面和两段圆弧组成的零件图, 材料为45#钢。要求编写该零件的精加工程序。
•
•
图2-2-1
【2任务分析】
• 该零件的结构简单,由两段圆弧和圆柱表面 所组成,加工圆柱表面可以用G01指令,加工 圆弧表面时可采用最常用的圆弧进给指令G02、 G03。
【3相关知识】
• 2.R是圆弧的半径 • 3.数控车编程不用I、K,使用R。
(a)前置刀架
(b) 后置刀架
图2-2-2 圆弧进给顺、逆判断
【4任务实施】
• 一、零件工艺分析 • (一)结构分析与数据处理 • 1.结构分析:该零件轮廓由两段圆弧R15,R5表面及外圆
柱表面组成。 • 2.确定精加工工艺路线:走刀路线 A→B→C→D→E。 • 3.假定车床为前置刀架,则加工R15采用G03指令,R5
• 一、基本指令代码 • (一)圆弧进给指令G02/G03:
指令格式:
说明:
• G02:顺时针圆弧进给指令; • G03:逆时针圆弧进给指令; • X__Z__:为绝对值编程时,圆弧终点在工件坐标系
中的坐标值;
• U__W__:为增量值编程时,圆弧终点相对于圆弧起点的 增量值;
说明:
• I K :圆心相对于圆弧起点的增加量(等于圆 心的坐标减去圆弧起点的坐标),在绝对、增 量编程时都以增量方式指定,所以I、K既可以 是正值也可以是负值。在直径、半径编程时I都 是半径值。各参数说明如图2-2-2所示
• R :圆弧半径; • F :被编程的两个轴的合成进给速度;
(二)注意事项
• 1.顺时针或逆时针圆弧的判断方法:从垂直于 圆弧所在平面的坐标轴(即Y轴)的正方向往 负方向看,若圆弧是顺时针方向即为G02,逆 时针方向则为G03。如图2-2-2所示分别是前置 刀架、后置刀架时G02与G03的判断结果。
《圆弧插补指令G02G03》说课课件
说课课件
《数控车削编程与操作训练》说课课件
一
课题:圆弧二插补指令G02、G03的应用
.
1
数控车削编程与操作训练
说课课件
1 教材分析 2 教法分析
3 学法指导 4 教学过程
5 板书设计
6 教学反思
.
2
数控车削编程与操作训练
一 1 教材选用 2 教材特色 3 课题目标 4 重点难点
30
数控车削编程与操作训练
说课课件
.
31
此课件下载可自行编辑修改,此课件供参考! 部分内容来源于网络,如有侵权请与我联系删除!
分组 编程
讨论 总结
理论
实践
提高
根据以往教学经验,学生容易出现下列错误:
1.漏编程序代码(G00、G01、F);
2.刀具返回路线不合理(撞刀);
3. 格式错误(“=”);
多问些“为什么?会怎样?”让学生主动思考并总 结。
.
25
数控车削编程与操作训练
说课课件
1 新课导入 2 理论讲解 3 实例练习 4 归纳总结 5 课外作业
.
15
数控车削编程与操作训练
说课课件
1 任务布置 2 知识学习 3 实例练习 4 归纳总结
知识点总结
1、定义:
圆弧插补指令:命令刀具在指定平面 内按给定的进给速度F做圆弧运动,切 削出圆弧轮廓。 G02指令:顺时针圆弧插补指令; G03指令:逆时针圆弧插补指令。
5 课外作业
.
16
数控车削编程与操作训练
1 任务布置 2 知识学习 3 实例练习
工艺 分析
数值 计算
理论
分组 编程
实践
数控车床 圆弧插补指令 G02 G03PPT幻灯片
1、G41、G42、G40指令不能与G02、G03写在一个程序段内,但可与G01、G00指令写 在同一程序段内,即它是通过直线运动来建立或取消刀具补偿的。
2、为了安全,通常采用G01运动方式建立或取消刀补。 3、在G41或G42程序段后加G40程序段,便可取消刀尖半径补偿,其格式为:
G41(或G42)……; …………; G40……; 程序的最后必须以取消偏置状态结束,否则刀具不能在终点定位且为下次程序 中出现G41(G42)时可能带来错误。 4、在G41方式中,不要再指定G42指令,同样在G42方式中,不要再指定G41指令。当 补偿取负值(R为负)时,G41和G42互相转化。 5、在使用G41和G42之后的程序段中,不能出现连续两个或两个以上的不移动指令, 否则G41和G42会失效。 6、G41、G42、G40是模态指令代码。
1、由于图样上给定的几个尺寸公差数值较小,因 此在编程时不必取平均值进行编程,全部取基本尺 寸即可。但是在加工时必须用其它手段来保证尺寸 精度。
2、毛坯选用:φ45×120mm棒料。
二、确定装夹方案
采用三爪自定心 卡盘装夹(一 次装夹完成粗、 精加工)
伸出加工长度80mm
18
三、确定加工顺序及进给路线
五、切削用量的选用
1、背吃刀量的选用:粗车外圆轮廓ap=1mm; 精车外圆轮廓ap=0.5mm。
2、主轴转速的选用:粗车外圆及端面n=800r/min; 精车外圆n=1400r/min; 切断n=350r/min。
3、进给速度的选用:端面F=0.1 mm/r; 粗车外圆F=0.2mm/r; 精车外圆F=0.1mm/r ; 切断F=0.05mm/r 。
21
六、数控加工工艺卡
产品名称
数控技术《2.2.1-圆弧插补指令G02G03》

说明 程序名 选用外圆车刀,主轴正转,转速1000r/min 快速定位 定位至切削起始点 靠近工件 切削R15圆弧段圆弧段 切削R5圆弧段圆弧段 切削Φ26外圆外圆 沿Φ26端面退刀端面退刀 返回换刀点 程序结束
第五页,共七页。
谢谢!
第六页,共七页。
内容总结
1功能:该指令用于控制刀架沿着圆弧方向切削出圆弧轮廓。对于车床来讲,外圆可以 简单归结为凹顺凸逆,如以下图所示。其中,G02/G03 —— 表达所要加工圆弧的顺逆。、 —— 圆弧终点的绝对坐标。U、W —— 圆弧终点相对于起点的增量坐标。R —— 圆弧半径如 果圆心角大于180o那么R后面的数字取负,反之取正。F —— 进给速度。注意:此种编程方 法不能对整圆进行编程。G00 X100 Z100。谢谢
第七页,共七页。
注意:此种编程方法不能对整圆进行编程。
第三页,共七页。
知识点:圆弧插补指令〔G02/G03〕
【例】如下图,毛坯材 料为铝合金,已完成零件 的粗加工,编写精加工程 序。
第四页,共七页。
知识点:圆弧插补指令〔G02/G03〕
程序 O0005; T0101 M03 S1000; G00 X100 Z100; G00 X0 Z5; G01 X0 Z0 F100; G03 X24 W-24 R15; G02 X26 Z-31 R5; G01 Z-40; X40; G00 X100 Z100; M30;
知识点:圆弧插补指令〔G02/G03〕 1功能:该指令用于控制刀架沿着圆弧方向切削出圆弧轮廓。只适合于圆的加工,抛物线曲线、椭圆弧并不
适合此种方法。 其中,G02为顺时针圆弧插补,G03为逆时针圆弧插补。
第一页,共七页。
知识点:圆弧插补指令〔G02/G03〕 2圆弧顺逆的判断:逆着圆弧所在
数控铣床圆弧切削指令:G02,G03详解
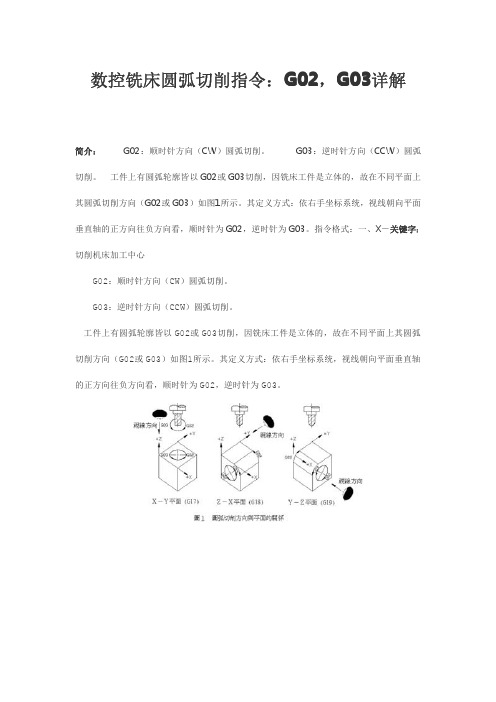
数控铣床圆弧切削指令:G02,G03详解简介:G02:顺时针方向(CW)圆弧切削。
G03:逆时针方向(CCW)圆弧切削。
工件上有圆弧轮廓皆以G02或G03切削,因铣床工件是立体的,故在不同平面上其圆弧切削方向(G02或G03)如图1所示。
其定义方式:依右手坐标系统,视线朝向平面垂直轴的正方向往负方向看,顺时针为G02,逆时针为G03。
指令格式:一、X-关键字:切削机床加工中心G02:顺时针方向(CW)圆弧切削。
G03:逆时针方向(CCW)圆弧切削。
工件上有圆弧轮廓皆以G02或G03切削,因铣床工件是立体的,故在不同平面上其圆弧切削方向(G02或G03)如图1所示。
其定义方式:依右手坐标系统,视线朝向平面垂直轴的正方向往负方向看,顺时针为G02,逆时针为G03。
指令格式:一、X-Y平面上的圆弧二、Z-X平面上的圆弧三、Y-Z平面上的圆弧指令各地址的意义:X、Y、Z:终点坐标位置,可用绝对值(G90)或增量值(G91)表示。
R:圆弧半径,以半径值表示。
(以R表示者又称为半径法)。
I、J、K:从圆弧起点到圆心位置,在X、Y、Z轴上的分向量。
(以I、J、K表示者又称为圆心法)。
X轴的分向量用地址I表示。
Y轴的分向量用地址J表示。
Z轴的分向量用地址K表示。
F:切削进给速率,单位mm/min。
圆弧的表示有圆心法及半径法两种,兹分述如下:1.半径法:以R表示圆弧半径,以半径值表示。
此法以起点及终点和圆弧半径来表示一圆弧,在圆上会有二段弧出现,如图2所示。
故以R是正值时,表示圆心角"f180°者之弧;R是负值时,表示圆心角>180°者之弧。
假设图2中,R=50mm,终点坐标绝对值为(100.,80.)则(1)圆心角>180°之圆弧(即路径B)G90G03X100.Y80.R-50.F80;(2)圆心角"f180°之圆弧(即路径A)G90G03X100.Y80.R50.F80;2.圆心法:I、J、K后面的数值是定义为从圆弧起点到圆心位置,在X、Y、Z轴上之分向量值。
数控车床G02、G03指令讲解

例:如图所示,走刀路线为A-B-C-D-E-F,试分别用绝 对坐标方式和增量坐标方式编程。
绝对坐标编程
G03 X34.0 Z-4.0 R4.0 F50 ;
A-B
G01 Z-20.0;
B-C
G02 Z-40.0 R20.0;
C-D
G01 Z-58.0;
D-E
G02 X50.0 Z-66.0 I8.0(或R8.0); E-F
《数控车床加工技术》
数控车床G02、G03指令讲解 课时:2课时
主讲人:杨 磊
想一想
A’
BA
B’
1)这两个图的区别在哪里? 2)从A点到B点,用的指令是什么? 3)从A’点到B’点又用什么指令呢?
主要教学内容及重难点
主要内容: (1)G02 /G03的含义及功能差别
教学重难点: (1) G02 /G03编程格式及方向判别 (2) G02 /G03编程中注意事项
增量坐标编程
G03 U8. W-4. k-4.(或R4.0)F50 ; A-B
G01 W-16 .0;
B-C
G02 W-20.0 R20.0;
C-D
G01 W-18.0;
D-E
G02 U16.0 W-8.0 I8.0(或R8.0); E-F
G02/G03注意事项
1、X(U)、Z(W):绝对指令时为圆弧终点坐标值,增量指令 时为圆弧终点相对始点的坐标增量;
例题:用G02、G03编写其精加工程序
注:红色标注可省略不写
O0001; N10 T0101 M03 S1200 F0.1; N20 G00 X21 Z2; N30 G01 X8; N40 G01 Z0; N50 G03 X12 Z-2 R2; N60 G01 X12 Z-23.5; N70 G02 X15 Z-25 R1.5; N80 G01 X17; N90 G01 X18 Z-25.5; N100 G01 X18 Z-31; N110 G00 X100; N120 G00 Z100; N130 M30;
§4 G02、G03指令

教案授课教师:徐礼标审阅签名:提交日期:2016.8.31 审阅日期:组织教学(2分钟)教学引入(3分钟)新课讲授(30分钟)讲授实物演示提问讲授《数控加工基础》课程讲稿师生相互致礼问好,点名,强调纪律、卫生、使学生集中注意力上课。
(组织教学贯彻于每一堂课的始终)〈讲授新课〉一、顺时针圆弧插补指令G021.指令格式:G02 X(U)Z(W)I K F ;或G02 X(U)Z(W)R F ;R:圆弧半径I:圆心与圆弧起点X轴坐标的差值K:圆心与圆弧起点Z轴坐标的差值I、K等于圆心的坐标减去圆弧起点的坐标,如图1所示。
在绝对、增量编程时都是以增量方式指定,在直径、半径编程时I都是半径值。
图1注意:同时编入R与I、K时,R有效。
2.指令功能:运动轨迹为从起点到终点的顺时针(后刀座坐标系)/逆时针(前刀座坐标系)圆弧。
G02为模态G指令。
3.G02方向判别:图2朝着与圆弧所在平面垂直的坐标轴的负方向看,顺时针为G02,逆时针为G03。
图2的右图分别是前置刀架与后置刀架的圆弧方向的判断。
4.注意:G02程序段中指令地址中I、K、R必须至少输入一个,否则系统报警。
使用R指令时,本系统规定只对小于等于180ο的圆弧有效,如果终点不在用R指令定义的圆弧上,系统将产生报警。
若用I、K指令圆心时,为360○的圆弧。
5.举例:图3G02 X50 Z-20 I25 F30;G02 U20 W-20 I25 F30;G02 X50 Z-20 R25 F30;G02 U20 W-20 R25 F30;二、逆时针圆弧插补指令G031.指令格式:G03 X(U)Z(W)I K F ;提问举例多媒体演示教学小结(3分钟)或G03 X(U)Z(W)R F ;R:为圆弧半径I:圆心与圆弧起点X轴坐标的差值K:圆心与圆弧起点Z轴坐标的差值(参数意义跟G02相同)2.指令功能:运动轨迹为从起点到终点的逆时针(后刀座坐标系)/顺时针(前刀座坐标系)圆弧,轨迹如图1中所示。
G02、G03圆弧插补指令应用比赛电子课件

F—
确定圆心位置 进给速度
绝对值 X、Z 增量值 U、W
α≤180° 用+R 360°>α>180° 用-R
格式二
G02(G03) X(U)—Z(W)— I、K—
圆弧顺、逆 圆弧终点坐标
F—
确定圆心位置 进给速度
绝对值 X、Z 增量值 U、W
I=Xo-Xs K=Zo-ZS Xo、Zo为圆心坐标 Xs、Zs为起点坐标
再 见
华中数控系统
机电工程部
张洁琼
3 问 3 答
该零件轮廓的组成?
直线和圆弧
3 问
直线部分可以用前面学的G01指令 解决,那圆弧部分呢?
圆弧插补指令——命令刀具在指定平面内按给 定的进给速度F作圆弧运动,切削出圆弧轮廓。
一、定义
圆弧插 补指令 顺时针圆弧插补指令G02 逆时针圆弧插补指令G03
二、G02、G03指令编程格式 格式一: G02(G03) X(U)—Z(W)— R—
结论:通常情况下数控车床的车削的圆弧角度大 多小于180°,因此,使用格式一较方便。
任务二
编制国际象棋——象的圆弧部分程序
O0001; %0001; G90 G00 M03 S1000 T0101 F0.2; X0 Z2; G01 Z0; X6; G03 X10 Z-2 R2; G01 Z-4; G02 X14 Z-6 R2; G01 Z-11; X10 Z-16; Z-31; G02 X18 Z-35 R4; G01 X20 Z-36; Z-38.5 X17.5 Z-40.5; X20 Z-42.5; Z-45; X24; G00 X50 Z50 M05; M30;
小结: 一、定义
顺时针圆弧插补指令G02 逆时针圆弧插补指令G03