GJ1_5_1_焊接材料的烘焙记录
江苏建筑工程施工质量验收资料-文件大纲版 (填写范例)
建筑工程施工质量验收资料(GJ:钢结构工程部分)档号档案馆代号案卷题名编制单位分包单位名称编制日期2019年11月14日密级保管期限共卷第卷江苏省建设工程质量监督站编印目录钢结构工程概况GJ1.1注:设计变更洽商记录附后。
注:内容填不下者可另加附件,临时变更记录附后。
施工组织设计、施工方案及审批 GJ1.3注:附施工组织设计、施工方案。
技术交底记录GJ1.4注:本记录一式两份,一份交接受交底人,一份存档。
高强度螺栓施工记录 GJ1.5钢结构矫正施工记录 GJ1.5钢零部件矫正成型施工记录 GJ1.5钢零部件边缘加工施工记录 GJ1.5新材料、新工艺施工记录 GJ1.5焊接材料的烘培记录 GJ1.5.1施工日志 GJ1.5.2焊工合格证汇总表 GJ1.6钢结构工程质量控制资料核查表 GJ1.7有关安全及功能检验和见证检测项目检查记录 GJ1.8扭矩扳手标定记录工程名称:日期:2019年11月14日垫板、垫块检查记录钢结构工程观感质量检查记录 GJ1.9注:质量评价为差的项目应进行返修。
质量合格证明文件、检测报告、复试报告汇总表 GJ统表1项目经理:质检员:监理工程师:质检员:项目技术负责人:监理工程师:钢构件合格证汇总表 GJ2.2.3注:各类构件合格证附后。
钢结构质量合格证书一、二级焊缝内部缺陷探伤报告检查记录 GJ2.3.1(通用表)(强制性条文检查通用表)钢结构防腐涂料检查记录 GJ2.3.1(通用表)(强制性条文检查通用表)其它检验项目的检测报告及隐蔽工程项目 GJ2.4 检查验收记录汇总表钢结构子分部工程质量验收记录 GJ3.0分项工程质量验收记录 TJ统表2钢构件焊接分项工程检验批质量验收记录 GJ3.1续表GJ3.1钢结构焊接分项工程检验批质量验收记录GJ3.2。
焊接材料烘焙记录(工程资料第一部分第一卷)

从 时分
至 时分
260
1
201×年
××月 9:00
×日
10: 00
降至恒温 (℃)
80
保温时间 (h)
2
备注
说明: 1.焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性焊条不 宜超过4h。烘干温度250℃~300℃。
焊接材料烘焙记录
工程名称
工程资料样表
JJ-069- 001
焊材牌号
J426 E4316
规格(mm)
4
焊材厂家 ××焊材集团有限公司
钢材材质
Q235B
烘焙方法
电炉烘干法
烘焙日期 201×年××月××日
序号 施焊部位
1
钢梁
烘焙数量 (kg)
25
烘焙要求
保温要求
烘干 温度 (℃
)
烘干 时间 (h)
烘焙 日期
施工单位
项目(专业)技术负责人
×
***监制
江苏建筑工程施工质量验收资料--GJ:钢结构工程部分(填写范例)

建筑工程施工质量验收资料
(GJ:钢结构工程部分)
档号
档案馆代号
案卷题名南京斯迈柯特种金属装备股份有限公司
厂房二
编制单位江苏火花钢结构集团有限公司
编制日期2022年4月25日
密级保管期限
共卷第卷
江苏省建设工程质量监督站编印
目录
钢结构工程概况GJ1.1
复核人:填表人:
注:内容填不下者可另加附件,临时变更记录附后。
施工组织设计、施工方案及审批 GJ1.3
注:附施工组织设计、施工方案。
施工安全技术交底记录GJ1.4
注:本记录一式两份,一份交接受交底人,一份存档。
高强度螺栓施工记录 GJ1.5
钢结构矫正施工记录 GJ1.5
钢零部件矫正成型施工记录 GJ1.5
钢零部件边缘加工施工记录 GJ1.5
焊接材料的烘培记录 GJ1.5.1
施工日志 GJ1.5.2
焊工合格证汇总表 GJ1.6
钢结构工程质量控制资料核查表 GJ1.7
有关安全及功能检验和见证检测项目检查记录 GJ1.8
扭矩扳手标定记录
垫板、垫块检查记录
钢结构工程观感质量检查记录 GJ1.9
质量合格证明文件、检测报告、复试报告汇总表 GJ统表1
钢构件合格证汇总表 GJ2.2.3。
“焊接材料烘焙记录”填写说明与依据
“焊接材料烘焙记录”填写说明与依据
焊条、熔嘴、焊剂和药芯焊丝等在使用前,必须按产品使用说明书及有关工艺文件的规定进行烘干,对其烘焙过程进行记录。
烘焙记录内容包括:烘焙方法、烘干温度、烘干时间、实际烘焙时间和保温要求等。
一、表格解析
1.责任部门
项目工程部。
2.提交时限
焊材使用前填写完成。
二、填写依据
1.规范名称
(1)《钢结构工程施工质量验收规范》(GB 50205)
(2)《建筑钢结构焊接技术规程》(JGJ 81)
2.相关要求
(1)低氢型焊条烘干温度应为350℃~380℃,保温时间应为1.5~2h,烘干后应缓冷放置于110℃~120℃的保温箱中存放、待用;使用时应放置于保温筒中;烘干后的低氢型焊条在大气中放置时间超过4h应重新烘干;焊条重复烘干次数不宜超过2次;受潮的焊条不应使用。
(2)对于酸性焊条,在焊接规程中没有明确规定。
一般对于未受潮的酸性焊条可以不烘焙,但现场施工条件有限,焊条存放容易受潮,对受潮的酸性焊条应进行烘干,烘干温度150℃左右,烘干时间1.5~2h。
含有纤维素型焊条(如J 425)的烘干温度应控制在100℃~120℃左右。
(3)烘焙记录应由现场焊接操作人员进行记录。
焊接材料烘焙规范及操作规程范文(二篇)
焊接材料烘焙规范及操作规程范文焊接材料烘焙是一项重要的工序,它对焊接质量和工件性能具有直接影响。
为了确保焊接材料的质量和稳定性,下面将介绍焊接材料烘焙的规范及操作规程。
1. 烘焙规范1.1 温度控制规范烘焙温度应根据焊接材料的种类和规格进行调整。
常用焊接材料的烘焙温度范围一般在80℃~150℃之间。
在整个烘焙过程中,应保持温度的稳定性,避免温度波动过大。
1.2 烘焙时间规范烘焙时间应根据焊接材料的吸湿性和规格进行确定。
一般情况下,焊接材料的烘焙时间在1小时左右。
但对于特殊材料,烘焙时间可能会有所不同,需要根据厂家提供的要求进行操作。
1.3 烘焙条件规范烘焙过程应在密封的设备或容器中进行,以防止外界空气对焊接材料的影响。
同时,烘焙设备或容器应具备良好的通风条件,以排除焊接材料中的潮气和有害气体。
2. 操作规程2.1 准备工作2.1.1 清洁工作台及烘焙设备:使用清洁布将工作台和烘焙设备表面进行擦拭,确保无灰尘和杂质。
2.1.2 准备焊接材料:按照具体焊接工艺要求准备焊接材料,确保材料的种类和规格与焊接工艺一致。
2.2 烘焙操作2.2.1 开启烘焙设备:根据烘焙要求,将烘焙设备预热至指定温度,开启设备排除潮气和有害气体。
2.2.2 焊接材料放置:将焊接材料按照要求放置在烘焙设备的托盘或容器中,确保材料间的间隔适当,以保证烘焙的均匀性。
2.2.3 烘焙时间控制:根据焊接材料的吸湿性和规格,设定烘焙时间,开始烘焙过程。
2.2.4 确认烘焙结束:烘焙时间到达后,关闭烘焙设备,取出焊接材料。
用温度计测量焊接材料的温度,确认是否达到烘焙要求。
2.3 封存操作2.3.1 封存包装:将烘焙结束的焊接材料迅速放入密封包装袋中,并将包装袋封闭,以防止外界湿气的侵入。
2.3.2 标签记录:在包装袋上标注焊接材料的种类、规格、烘焙时间和日期,并进行记录。
2.3.3 存放要求:封存好的焊接材料应存放在干燥、通风、无腐蚀性气体的库房中,避免阳光直射和与湿气接触。
焊接材料烘培记录

焊接材料烘培记录C 2.2.2.3 编号:专业技术负责人:质检员:专业工长:记录:建筑施工技术,建筑施工组织,建筑工程计量与计价,建筑工程经济,混凝土结构,建筑构造与识图,钢结构,砌体结构,高层建筑施工,工程测量,工程结构抗震,装配化施工技术,建筑工程资料管理,建筑工程质量与安全管理,建筑CAD,天正建筑,BIM。
建筑工程技术专业主要包括土建、采暖卫生与煤气工程、电梯和消防,给排水工程五个方面,专业应具备建筑工程技术人员从业必须的文化基础与专业理论知识,从事建筑工程施工一线技术与管理等工作的高等技术应用型人才。
技术交底的作用与分类1什么是施工技术交底技术交底是施工企业极为重要的一项技术管理工作,是施工方案的延续和完善,也是工程质量预控的最后一道关口。
其目的是使参与建筑工程施工的技术人员与工人熟悉和了解所承担的工程项目的特点、设计意图、技术要求、施工工艺及应注意的问题。
2技术交底的作用使参与施工活动的每一个技术人员,明确本工程的特定施工条件、施工组织、具体技术要求和有针对性的关键技术措施,系统掌握工程施工过程全貌和施工的关键都位。
使参与工程施工操作每一个工人,通过技术交底,了解自己所要完成的分部分项工程的具体工作内容,操作方法、施工工艺、质量标准和安全注意事项等,做到施工操作人员任务明确,心中有数达到有序地施工,以减少各种质量通病,提高施工质量的目的。
3施工技术交底的分类(1)施工组织设计交底①重点和大型工程施工组织设计交底:由施工企业的技术负责人把主要设计要求、施工措施以及重要事项对项目主要管理人员进行交底。
其他工程施工组织设计交底由项目技术负责人进行交底。
②专项施工方案技术交底:由项目专业技术负责人负责,根据专项施工方案对专业工长进行交底。
(2)分项工程施工技术交底由专业工长对专业施工班组(或专业分包)进行交底。
“四新”技术交底:由项目技术负责人组织有关专业人员编制并交底。
(3)设计变更技术交底设计变更技术交底:由项目技术部门根据变更要求,并结合具体施工步骤、措施及注意事项等对专业工长进行交底。
焊接材料烘干记录

陕西省建筑工程质量验收技术资料统一用表
钢结构工程施工质量控制资料
焊接材料(焊条、焊丝、焊剂)烘焙记录
陕GKZ-1008
工程名称
总承包企业
制作企业
烘箱型号
品名、牌号、 生产厂家
烘焙日期
一次烘焙 数量kg
烘焙
温度 ℃
时间 min
年 月日
建设单位
监理单位
安装企业
烘箱容量
保存
温度 ℃
时间 min
回烘
温度 ℃
时间 min回烘 次数年 源自日年 月日年 月日
年 月日
年 月日
备注 烘焙人员
制作企业、安装企业
班组长
工长、工段长
年月日
年月 日
年月日
质检员
监制(建设)单位 核查结论:
年月 日
检查结果
专业技术负责人
监理工程师(建设单位 项目专业技术负责人)
年月日
陕GKZ-1008 备 注
建设)单位
师(建设单位 技术负责人)
(完整版)钢结构加工检查表格0328汇总

焊接材料的烘焙记录GJ1.5.1
钢构件合格证汇总表
注:各类构件合格证附后。
钢构件焊接分项工程检验批质量验收记录
钢结构焊钉焊接分项工程检验批质量验收记录
钢结构(普通紧固件连接)分项工程检验批质量验收记录
钢结构(零件及部件加工)分项工程检验批质量验收记录
钢结构(构件组装)分项工程检验批质量验收记录
钢构件组装分项工程检验批中有关允许偏差检查记录
钢结构预拼装分项工程检验批质量验收记录
钢结构(防腐涂料涂装)分项工程检验批质量验收记录。
焊条烘烤、发放记录
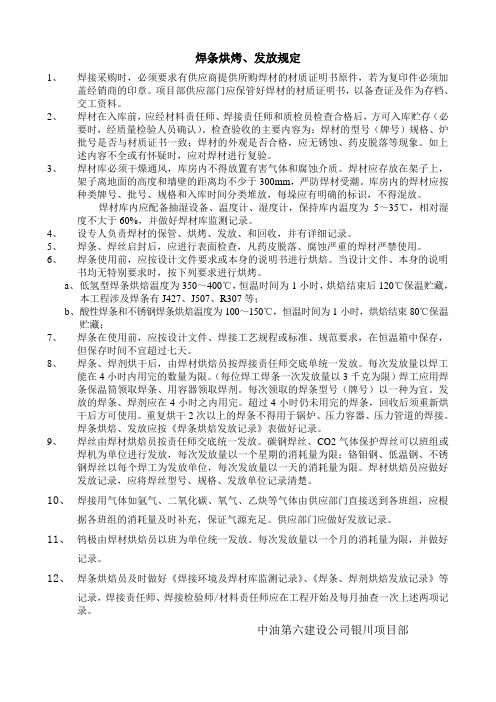
焊条烘烤、发放规定1、焊接采购时,必须要求有供应商提供所购焊材的材质证明书原件,若为复印件必须加盖经销商的印章。
项目部供应部门应保管好焊材的材质证明书,以备查证及作为存档、交工资料。
2、焊材在入库前,应经材料责任师、焊接责任师和质检员检查合格后,方可入库贮存(必要时,经质量检验人员确认)。
检查验收的主要内容为:焊材的型号(牌号)规格、炉批号是否与材质证书一致;焊材的外观是否合格,应无锈蚀、药皮脱落等现象。
如上述内容不全或有怀疑时,应对焊材进行复验。
3、焊材库必须干燥通风,库房内不得放置有害气体和腐蚀介质。
焊材应存放在架子上,架子离地面的高度和墙壁的距离均不少于300mm,严防焊材受潮。
库房内的焊材应按种类牌号、批号、规格和入库时间分类堆放,每垛应有明确的标识,不得混放。
焊材库内应配备抽湿设备、温度计、湿度计,保持库内温度为5~35℃,相对湿度不大于60%,并做好焊材库监测记录。
4、设专人负责焊材的保管、烘烤、发放、和回收,并有详细记录。
5、焊条、焊丝启封后,应进行表面检查,凡药皮脱落、腐蚀严重的焊材严禁使用。
6、焊条使用前,应按设计文件要求或本身的说明书进行烘焙。
当设计文件、本身的说明书均无特别要求时,按下列要求进行烘烤。
a、低氢型焊条烘焙温度为350~400℃,恒温时间为1小时,烘焙结束后120℃保温贮藏,本工程涉及焊条有J427、J507、R307等;b、酸性焊条和不锈钢焊条烘焙温度为100~150℃,恒温时间为1小时,烘焙结束80℃保温贮藏;7、焊条在使用前,应按设计文件、焊接工艺规程或标准、规范要求,在恒温箱中保存,但保存时间不宜超过七天。
8、焊条、焊剂烘干后,由焊材烘焙员按焊接责任师交底单统一发放。
每次发放量以焊工能在4小时内用完的数量为限。
(每位焊工焊条一次发放量以3千克为限)焊工应用焊条保温筒领取焊条、用容器领取焊剂。
每次领取的焊条型号(牌号)以一种为宜。
发放的焊条、焊剂应在4小时之内用完。
焊条烘干记录
钢
徐智
钢柱梁
9
E4303
4.0
255
根
钢
徐智
钢柱梁
10
E4303
4.0
255
根
钢
徐智
钢柱梁
11
E4303
4.0
255
根
钢
徐智
钢柱梁
12
E4303
4.0
255
根
钢
徐智
钢柱梁
焊接记录
序号
焊材牌号
规格
材质
焊口规格
焊口数量
施焊日期
焊接人
焊接部位
备注
焊条烘干记录
序号
焊材牌号
规格
数量
单位
材质
日期
烘干温度
烘干时间
使用部位
备注
1
E4303
4.0
255
根
钢
徐智
钢柱梁
2
E4303
4.0
255
根
钢
徐智
钢柱梁
3
E4303
4.0
255
根
钢
徐智
钢柱梁
4
E4303
4.0
255
根
钢
徐智
钢柱梁
5
E4303
4.0
255
根
钢
徐智
钢柱梁
6
E4303
4.0
255
根
钢
徐智
钢柱梁
7
E4303
4.0
255
根
钢
徐智
钢柱梁
8
E4303
4.0
255
1h
焊接材料烘培记录
说明:
1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 2、焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h, 酸性焊条不宜超过4h。烘干温度250~300℃。
)有限责任公司 专业质量检查员 记录人
山东省建设工程质量监督总站监制
年
月
日
备
注
得超过2h,
录人
监督总站监制
焊接材料烘焙记录
鲁GG-036工程名称 焊材牌号 钢材材质 中欧制造国际企业港一期(北侧地块)项目 规格(mm) 烘焙方法 烘焙要求 序 号 烘焙数量 施焊部位 (kg) 烘干 温度 (℃) 烘干 时间 (h) 烘焙 日期 从 时 分 至 时 分 降至 保温 恒温 时间 (℃) (h) 备 注 焊材厂家 烘焙日期 年 保温要求 月 日 001