宝钢3_连铸扇形段安装技术
板坯连铸机中扇形段更换系统的选型与应用
板坯连铸机中扇形段更换系统的选型与应用以板坯连铸机中扇形段更换系统的选型与应用为标题随着钢铁行业的发展,板坯连铸机在钢铁生产中扮演着重要的角色。
而扇形段作为板坯连铸机的关键部件之一,其更换系统的选型与应用对于连铸机的正常运行和产能提升至关重要。
板坯连铸机中的扇形段是指位于连铸机连铸段末端的一段弯曲的铸模,它起到引导板坯冷却和形成板坯截面形状的作用。
由于连铸生产过程中,扇形段所受的高温和高压环境,使其易损耗,需要定期更换以保证连铸机的正常运行。
在选择扇形段更换系统时,需要考虑以下几个方面:选型要考虑到扇形段的材质和性能。
扇形段通常采用高耐磨性和高温抗变形的材质,如高铬铸铁和高硅铸铁。
这些材料具有较好的耐磨性和抗高温性能,能够在高温和高压环境下长时间使用。
选型要考虑到更换系统的稳定性和可靠性。
扇形段更换是一个复杂的工作,需要确保更换系统的稳定性和可靠性,避免因操作不当或系统故障导致的生产事故和设备损坏。
因此,更换系统的设计和制造要符合安全可靠的要求,并经过严格的测试和验证。
选型要考虑到更换系统的效率和操作便捷性。
板坯连铸机作为连续生产设备,需要在短时间内完成扇形段的更换,并保证生产进度的顺利进行。
因此,更换系统的设计要考虑到操作的便捷性和更换的效率,使更换过程简化和快速化。
在应用方面,板坯连铸机中扇形段更换系统的选型和应用要考虑到实际生产的需求和条件。
在选择更换系统时,需要根据连铸机的型号和规格、生产能力和工作环境等因素进行综合考虑。
同时,还需要考虑到更换系统的维护和管理,确保更换系统的正常运行和长期使用。
板坯连铸机中扇形段更换系统的选型与应用是保证连铸机正常运行和产能提升的关键。
选型时要考虑到扇形段的材质和性能、更换系统的稳定性和可靠性、以及更换系统的效率和操作便捷性。
在应用中要考虑到实际生产的需求和条件,并进行维护和管理,确保更换系统的正常运行。
通过科学合理的选型和应用,可以提高板坯连铸机的生产效率和产品质量,推动钢铁行业的持续发展。
连铸坯凝固末端大压下的连铸机扇形段及其大压下方法

连铸坯凝固末端大压下的连铸机扇形段及其大压下方法连铸是金属在连续铸造过程中直接冷却成型,与传统的铸造方式相比,具有节省原料和能源、提高生产效率和产品质量的优势。
连铸坯凝固末端大压下是连铸过程中的关键步骤之一,本文将对连铸机扇形段及其大压下方法进行探讨和介绍。
连铸机扇形段是指连铸流程中坯体凝固末端的特定区域,通常位于最后一个凝固壁的后面。
连铸机扇形段在整个连铸过程中起到了至关重要的作用。
它不仅直接影响到坯体的凝固速度和坯体的内部结构,还可以通过调整扇形段的温度和压力来控制坯体的结晶组织和力学性能。
扇形段的设计与布置直接关系到连铸质量和生产效率。
它通常由数十个出口喷嘴组成,每个喷嘴都有特定的角度和流量。
出口喷嘴的角度决定了喷嘴之间的夹角,流量则决定了喷嘴的冷却效果。
通过合理的布置和调整出口喷嘴的角度和流量,可以实现坯体的均匀冷却和防止表面缺陷的产生。
在连铸坯凝固末端大压下过程中,主要采用的方法有多种。
其中一种是通过调整扇形段的温度来实现大压下效果。
具体来说,可以通过增加冷却水的流量来使扇形段的温度下降。
较低的温度可以增加钢坯表面的负压,从而提高连铸质量和表面质量。
另一种方法是通过增加扇形段的压力来实现大压下效果。
一般来说,增加冷却水的压力可以提高扇形段的冷却效果,进而提高连铸质量和表面质量。
除了以上两种方法,还可以通过调整喷嘴之间的距离和角度来实现大压下效果。
较小的夹角和较小的喷嘴间距可以增加连铸坯的冷却效果,从而实现大压下效果。
此外,还可以通过调整喷嘴的冷却水流量和压力来实现大压下效果。
适当增加冷却水的流量和压力可以提高坯体的冷却效果,进而实现大压下效果。
总而言之,连铸坯凝固末端大压下是连铸过程中的关键步骤之一,通过合理设计和调整扇形段的温度、压力和喷嘴间距等参数,可以实现坯体的均匀冷却和表面缺陷的防止。
这不仅有助于提高连铸质量和生产效率,还可以提高金属材料的力学性能和使用寿命。
因此,连铸机扇形段及其大压下方法的研究和应用具有重要的意义和价值。
浅谈连铸机扇形段弧度调整——以宝钢罗泾一期2#连铸机为例
3 . 2 调整 方 法
. 2 . 1 在 线对 弧 基础上 , 用于支承扇形段 , 共分 4段 , 分别 支承定位 0~ 5 3 ①扇形段在线对弧之前 ,扇形段液压 系统可以正常 段 ( 该 段也 称之 为香蕉 座 ) , 5~ 8段 , 8 ~1 1 段, 1 1 ~1 5 工作 , 把扇形段辊缝打开到最大位置 , 把安全锁块插到液 段。 扇形段基础框架由底座 、 支承框架和扇形段夹紧装置
1 概 述及 特 点
精度状态很差 ,尤其是 4 #与 5 #扇形段之 间及 5 #与 6 #
扇 形 段 之 间 的接 口弧 度 数 值 已超 过 了 1 . 5 m m。 ( 正 常 接 口弧 度 数值 应 小 于 0 . 5 m m) ,需 采 取 确 实 有 效 的 调 整 方
— —
以 宝钢 罗 泾 一期2 #连 铸 机 为例
邹 雪 军
ቤተ መጻሕፍቲ ባይዱ
( 中冶 宝钢 技 术 服务 有 限 公 司 , 上海 2 0 0 9 4 1 )
摘 要: 板坯 连铸 机 是钢 厂 中承担 连 铸 生产 的重要 浇注设 备 , 是 决定 炼钢 厂连 铸 生产效 能 的关 键 因素之 一 。本 文 主要 是
组成 。扇形段坐落在扇形段基础框架上后 由带液压螺母 压 缸 行 程 位 置 。测 量 位 置 的 辊 子 和 样板 必 须擦 拭 干净 。 4 #~ 6 # 扇形段使用弧形样板 检查弧度时 , 使用麻绳将 在 的把持螺杆予以拉 紧、 固定 。
宝钢罗泾一期 的 2 } } 连铸机 至 2 0 0 7 年投产 以来扇形 线画弧用 的专用弧板一弧形样板上端 系牢 ,从结 晶器入 段设备状态和性能一直非 常稳定 ,铸坯过程顺 畅坯材质 口处缓缓下滑送入 ,按图纸要求分驱动侧和非驱动侧分 弧形 样 板 的放 置位 置应 位 于 距 各辊 子 边 缘 量优 良。然而在 2 0 0 8 年二期建设工程 中的 3 # 连铸机项 别 测 量 , 5 0 m m处 。 注意样规下端可使用木板拖稳后 , 放松麻绳 , 目, 由于频繁 的近距离基础打桩 , 振动 导致 2 #连铸机 主 3
连铸设备方坯扇形段工艺改进

连铸设备方坯扇形段工艺改进1 主要组成结构连铸生产中构成连铸线的单台连铸机一般称为扇形段,一般又分为弧形段(或弯曲段)、矫直段、水平段等。
按铸坯的不同又可分为板坯扇形段、方坯扇形段、圆坯扇形段。
生产中最常见的是板坯扇形段和方坯扇形段,主要是在结晶器之后承担引流、冷却、导向作用。
1.1 主要组成扇形段11处于水平位置,主要由机械装配、冷却系统、液压系统、润滑系统、识别标牌、防护板等部分组成。
机械装配主要有:内、外弧框架、活动梁、Φ325自由辊装配、Φ325驱动辊装配、调节装置、导向轮装配等。
1.2 结构形式扇形段11外弧框架底部带支承板且带水连接面,是现场与外部联接处。
内、外弧框架各装有5列辊子,中间为驱动辊,其余4列为自由辊。
内弧框架中间驱动辊装在活动梁上,活动梁与压下缸靠缸头座联接成一体,压下缸上“十”字轴与支架联接,支架与内框架把合成一体。
自由辊列由长(辊身1220mm)、短(辊身740mm)两个自由辊装配并列安装组成;驱动辊由一根整辊装配组成,中间为剖分轴承。
辊子均为中间冷却的实体辊。
上框架(包括活动梁)与下框架通过四角带有蜗轮蜗杆传动的梯形螺纹拉杆连接在一起。
拉杆顶部装有用于平衡及防护的碟簧筒装置,碟簧筒上方装有安装时用于释放力的液压缸。
扇形段辊缝调整靠四个拉杆的升降完成。
拉杆升降由电源带动蜗杆-蜗轮(蜗杆减速机)通过梯形螺纹传动完成。
扇形段的压下通过安装在内弧框架中间的两个压下缸实现的。
2 框架加工过程存在的问题及改进措施2.1 框架加工存在问题外框架加工时,工艺要求在D面焊工艺铁,以做加工基准用,且在装配时以此为基准测量。
但实际加工中,因加工基准可按四周导柱孔及中间键槽口为基准,所以就没按工艺要求在D面焊接工艺铁。
这对加工来说无所谓,但对装配过程测量影响非常大,使得装配过程测量无法进行,只能靠加工保证。
此问题只能是在以后的操作过程中长一智,按工艺要求执行。
2.2 工艺对加工的影响1)轴承座支承块堆焊边缘未处理好,外方检查提出不合格。
扇形段维修对中台设计及操作要领
扇形段维修对中台设计及操作要领作者:王喆来源:《数字化用户》2014年第02期【摘要】本文主要阐述的是北海诚德1600mm不锈钢板坯连铸机扇形段维修对中台的设计以及操作要领。
该连铸机主要生产厚度为180mm和200mm的不锈钢板坯,在线设备共有10个扇形段,其中1-6为弧形段,7-8为矫直段,9-10为水平段。
此扇形段对中台共有4个工位,用于扇形段上、下框架维修,辊子对中以及辊缝调整等。
【关键词】板坯连铸机扇形段维修对中台辊子对中辊缝调整在连铸设备中,维修区的设备虽然不直接参与连铸生产过程,但其对连铸生产的顺利进行起着相当重要的作用。
其中扇形段维修对中台、弯曲段维修对中台、结晶器维修对中台是维修区中三个重要的维修对中设备,它们是连铸机生产重要的质量保证,其对中精度的高低将直接影响铸坯的质量。
一、扇形段维修对中台简介扇形段在使用过程中难免产生故障,而一旦发生故障如何进行高质量的快速检修,并且每台经过检修的设备都需要具有良好的互换性和定位的准确性,这就需要设计一台高精度的扇形段维修对中台。
扇形段维修对中台是个测量工具,同时也是检验工具,要求准确性高,定位精度高,重复精度高[1]。
二、扇形段维修对中台的设计(一)装配图设计此扇形段维修对中台(见图1)共有四个工位:扇形段1-6上框架维修对中台、扇形段1-6下框架维修对中台、扇形段7-10上框架维修对中台、扇形段7-10下框架维修对中台。
根据连铸机的总体设计,其中扇形段1-6为弧形段,扇形段7-8为矫直段,扇形段9-10为水平段。
(二)支承座的设计扇形段维修对中台首先要保证扇形段有个稳定的支承结构,且互换性良好。
由于扇形段上、下框架的结构不同,所以扇形段上框架的支承座(见图2)和扇形段下框架的支承座也有区别(见图3)。
(三)对中装置的设计在连铸过程中,扇形段辊子对弧的精度对连铸坯的生产有非常重要的影响,因此扇形段维修对中台对中装置(见图4)的加工精度和调整精度要求非常严格。
浅谈大断面圆坯连铸机设备安装
过调节辊列轴承座 的垫片厚度 .调整对 弧样规与辊子之间的间隙 . 使 其 在图纸规定值范 围内 在辊子宽度方向上的不同位置平移测量 . 确 保同一辊子 的间隙测量值在 同一公差范同内变动 扇形段在线安装 使用扇形段过渡段的对 弧样规 . 通过增减框架 和扇形段之 间的垫片的方式 . 对扇形段过渡圆弧段 进行样 规定位和调 整样规与辊子之间的间隙调整 . 确保 在允许误差之 内 26拉 矫 机 安 装 . 检查拉矫机基础框架安装符合要求 . 步安装 就位矫 直线切点位 初 置 的拉 矫 机 . 调 拉 矫 机 , 其拉 矫 机 的底 座 、 点 辊 的安 装 位 置 达 到 精 使 切 要求 . 以该 拉 矫 机 为 基 准 . 拉 矫 机 本 体 上 的 导 轨 分 别 向 两 侧 以 同 样 沿 方法逐一将其余拉 矫机安装到位 , 使其拉矫机 的底座 、 各下辊 的安装 位 置 达 到 规 范 要求 以上述方法安装 其余 3流拉矫机 . 四流拉矫机 的安装位置达到 使
◇科技论坛◇
科 技 鞠向导
21 年第 0 期 01 9
浅谈大断面 圆坯连铸机设 备安装
牛 建 军
( 海 宝 钢 建 设 监 理 有 限公 司 中 国 上
【 摘
上海
2 10 ) 0 9 0
要】 本文通过宝钢南通钢铁有 限公 司产品结构调 整和配套 工程 的新建的一 台 4 流圆坯连铸机整体对弧一次成功 , 送引绽杆一次成功
、 钢 铁 有 限公 司产 品 结 构 调 整 和 配 套 工程 新 建 的 一 台 4流 圆坯 连 铸 机 基 准 找 正 固定 扇 形 段 12的底 座 和结 晶器 振 动 框 架 。 安装各框架的扇形段定位座 . 按照找平找正 的顺序应 由固定点到 为了改善铸坯 的表 面和内部质量 . 生产无缺 陷铸坯 . 圆坯连铸 机上 在 采用 了一系列国内外成熟可靠的先进技术和装备 连铸主机设备从意 滑移点 在各框架之 间的衔接位置上保持衔接处的过渡平 面的倾斜度 致. 并使之平滑过 渡 , 采用在 扇形段 与基础框架 的连接 结合面上放 大利 D N E I A I L 公司引进 . 常州宝菱重工等圈内厂商参 与设备配套
浅析连铸机扇形段连铸辊堆焊工艺

114研究与探索Research and Exploration ·工艺流程与应用中国设备工程 2020.05 (下)湛江钢铁一期工程2台2150mm 连铸机为西门子奥钢联设计两机两流,垂直弯曲型连铸机,采用连续矫直弯曲技术,连铸机基本半径为9500mm,铸机长度为37.044m,生产板坯厚度230mm,宽度900~2150mm,于2015年9月27日投入使用。
2台2150mm 连铸机扇形段在线装机量及备件总共88台,辊子装机数量庞大,扇形段在线检修更换长影响浇铸计划生产顺行,扇形段连铸辊磨损及辊缝大肚子直接影响铸机精度及铸坯质量。
该连铸机投产初期,扇形段装机连铸辊新品制造均使用埋弧堆焊技术,生产铸机辊缝精度敏感性钢种时出现铸坯低倍不合格现象,尤其7号扇形段至12号扇形段连铸辊使用寿命与同类型连铸机相比使用寿命较短,这较大程度降低了扇形段在线使用寿命,严重影响品种钢生产,同时需要提高连铸辊周转数量及增加维修成本。
为此,本文针对连铸辊的明弧焊和埋弧焊工艺进行了浅析,以寻找提高辊子在线使用寿命。
埋弧堆焊焊与明弧堆焊工艺技术相比,埋弧堆焊工艺技术特点局限了其应用范围,较难修复中高碳合金钢、高铬铸铁等连铸辊工件。
明弧堆焊其特征对加工件热输入量滴同时减少工件变形,特别适合奥钢联设计的三分节辊堆焊,与此同时,适用于埋弧焊加工出来的连铸辊辊套。
1 连铸辊作业环境连铸坯从结晶器出来到水平段表面温度高达1000℃,在铸坯及气雾冷却工作环境下,连铸辊承受高温急冷和挤压磨损,辊子转动一周表面温度约在420~480oC 变化,辊套表面承受承受铸坯鼓肚力和扇形段夹紧力,尤其在连铸机轻压下技术实施区域;连铸生产过程使用二冷气雾冷却,连铸辊承受冷热疲劳应力和高温磨损,并接触含氟离子的二冷喷淋水,具有腐蚀性。
连铸辊表面直接接触高温铸坯及长期磨损从而导致连铸辊表面质量劣化为扇形段辊缝大肚子关键因子。
鉴于连铸辊磨损因素决定了连铸辊表面须具备抗氧化、耐腐蚀、耐高湿高湿和抗热疲劳的性能。
圆坯连铸机设备安装关键技术和监理要点

圆坯连铸机设备 安装关键技 术和监理要点
蔡永祥 ’黄建军 ,牛建军 z 春艳 , , , , 余
(. 1 南通宝钢钢铁有 限公 司, 江苏 南通 26 0 ;2 2 02 . 上海宝钢建设监理有限公司, 上海 2 10 ) 09 0
摘 要: 通过阐述宝钢股份 南通宝钢钢铁 有限公 司产品结构调整和配套 工程 新建的一 台 4 流圆坯 连铸 机设备安装监理
5 结 晶器与扇形段 安装的监理重 点
基础不均匀沉降 , 将会影响安装精度 。由于大断 结构复杂 , 且安装 过程所 检查拉矫机基础框架安装符合要求 ,初步安装 面圆坯连铸机几何尺寸大 , 就位矫直线切点位置的拉矫机 , 精调拉矫机 , 使其拉 跨的时间较长 ,在安装找正阶段应 随时注意 观测基 矫机 的底座 、 切点辊的安装位置达到要求 , 以该拉矫 础的沉降。 52 温 差 的影 响 . 机为基准 ,沿拉矫机本体上的导轨分别 向两侧 以同 大断面圆坯连铸机 的尺寸较 大 ,若用水 准仪测 样方 法 , 逐一将其余拉矫机安装到位 , 使其拉矫机的 量高差 , 测量值会 随气温而变化 , 产生温度误差 , 为 底座 、 各下辊 的安装位置达到规范要求 。 应采取 以下技术措施 : 以上述方法安装其余 3 流拉矫机 ,使 4 个流拉 了消除温度误差 , ( ) 量 同一 尺寸 在 同一 时 间 ( 般 在 上 午 1测 一 矫机 的安装位置 , 达到规范要求。 8 1 )以消 除早 晚温 差 的影 响 ; ~0时 , () 2 以内径千分尺测量 的尺寸为准 , 尽量用线性 4 整体 在线对弧 尺寸来控 制角度参数 。 () 3 最终检查确认时 , 应选在安装测量的同一时 整体在线对弧 , 是指连铸机安装过程 中, 使结晶 器 内锥形铜套 、 晶器本体下翼缘的足辊 、 结 固定扇形 间 内进 行 。 段托辊、 以及拉矫机( 流 × 套 ) 4 6 下辊所形成的光滑 6 结束 语 曲面与理想 曲面重合 的调整过程。 次在线对弧成功 , 是指将结晶器 内锥形铜套 、 结晶器本体下翼缘 的足辊 、 固定扇形段托辊 、 以及拉
扇形段检修作业标准
扇形段检修作业标准武钢建工集团检修保产分公司检修作业标准(三炼钢连铸机扇形段)编号:页数:第页共页核准日期:2021年月日生效日期:2021年月日1.项目基本概述1.1工程项目概述为了开拓检修市场,八公司九七年底与三炼钢达成修复扇形段协议。
三炼钢弧形段是该厂生产厚钢坯的重要设备。
共有19种规格型号,0-10段为弧形段,10段以上为直线段,每段上线运行一定时间就得下机修复,属于定期周转性特循环使用设备。
修复工期正常每台10天,特殊工期以临时决定为准。
1.2工程项目特点扇形段检修为大型,重型设备修理.施工环境分成两小区域。
第一区域为本基地车间,条件就是该车间必须施工环境较好,照明设备、光线及塔式起重设备能保证供给,在车间内主要专门从事除渣、测量、解体、加工、冲洗、加装;第二区域为三炼钢扇形段试验台架,在该地域专门从事调弧,油液、水管的调试及交工、该区域分后地下和地上作业,同时又同兴达公司交叉施工,光线、照明设备、场地极差,在调弧过程中与甲方质检人员协调,对弧形段弧度、水、油、杀菌系统,电气系统的调试,不予检查证实。
2.检修项目主要内容及参数保护性去除设备残渣,油污等杂物,设备尽量不损毁;1、解体前设备开口度、辊子、弯曲度检测,以确定哪些辊子需扒皮;2、机械、润滑、液压、管网系统解体,清洗、修理;3、辊子检查:表面质量、弯曲度、圆度、轴颈同轴度、辊子轴颈堆焊并加工,按标准展开西凯努瓦县、扒皮、内外复原等分类处置;4、装修前,上机辊子、轴承、轴承座及其它各部件的确定、清洗、测量记录;5、辊子组装前,弯曲度复检,弧度调整;6、零件与零件之间碰触不平,必须复原,备件质量没用必须更改;厚度调节装置、导向装置、扇形段固定装置、液压配管、杀菌配管、防水板必须各部分的复原;7、弧度及开口度的调整、液压、润滑、管网系统调试、隔热板、挡渣板的配装;8、整机外观做银粉漆、油缸刷桔黄色漆;9、完成成品交接程序,完成跟踪档案记录。
厚板连铸大压下扇形段液压系统设计与控制

2019年第3期
孔的问题却收效甚微⑴。为了解决厚板连铸铸 坯内部疏松与缩孔的问题,对炼钢厂现有的厚板 坯连铸机实施技术改造,在水平段配置1台具有 铸一轧功能的大压下扇形段。在铸坯液芯凝固末
缸操作,推动斜楔滑块上升,从而顶升大压下辐向
上移动,以此实现上、下框架上的1对大压下辐一 起对铸坯进行挤压,完成大压下工艺的操作,出口 侧夹紧缸跟随铸坯减薄压下,保持辐缝⑵。
端,对热铸坯施加10 mm以上的厚度压下量,使 中心疏松与缩孔在其形成阶段就被压合,从而消
除该缺陷,以此来提升轧制钢材的机械性能,保证 板材的质量。
大压下扇形段结构示意图如图1所示。大压 下扇形段由1对大直径辐(大压下辐)+4对小直 径辐组成扇形段辐系,大压下生产模式时,位于上 框架上的大压下辐,通过入口夹紧缸的动作,在上
QIAO Jianji and SHEN Yiqi (Baosteel Engineering & Technology Group Co.,Ltd., Shanghai 201999, China)
Abstract: In order to satisfy the requirements of heavy reduction segment for thick slab continuous casting, and realize high-precision roll gap adjustment function for heavy reduction segments, a hydraulic system with both heavy reduction and soft reduction functions was developed. The cylinders of hydraulic system are controlled by 3-way servo valves to adjust the roll gap of segment. The back pressure chamber pressure is controlled by a proportional pressure reducing valve to realize the function switching between heavy reduction and soft reduction. Parameters of hydraulic power components are determined from the perspective of energy saving to calculate the main hydraulic components and to build the models of the roll gap cylinder hydraulic system. Then MATLAB simulation software is used to analysis and simulate the roll gap cylinder hydraulic system model, and the relevant evaluation indexes are obtained. Finally through the relevant calculation and compensation combined with the segment structure, a good roll gap precision control effect is achieved, it achieves a better control effect for the roll gap precision.
板坯连铸机扇形段对弧新技术及其应用杨立广

板坯连铸机扇形段对弧新技术及其应用杨立广发布时间:2021-07-28T11:56:52.357Z 来源:《基层建设》2021年第14期作者:杨立广[导读] 板坯连铸机的部分核心部件,如振动台、结晶器、扇形段等因长期使用,各部件尺寸精度都会在不同程度上发生一定变化河钢邯钢设备动力部 056000摘要:板坯连铸机的部分核心部件,如振动台、结晶器、扇形段等因长期使用,各部件尺寸精度都会在不同程度上发生一定变化,甚至有时出现实际设备精度超出理论误差范围的情况,直接影响了铸坯及钢材质量。
基于此,本文对板坯连铸机扇形段对弧新技术及其应用进行了深入的探讨,以供参阅。
关键词:板坯;连铸机;对弧新技术;扇形段1对弧新技术板坯连铸机的对弧仅涉及连铸设备部分。
对于原始设备安装基准点,因土建基础沉降、保护不当被破坏等原因,已不具备使用价值。
在当前安装基准都不具备使用价值的情况下,依据现有连铸机生产设备,完成对设备测量控制网的制定,以便于后续设备检修施工。
使用激光跟踪仪、DINI高精度水准仪等测量设备,配合二线一点新方法,将设备参考基准点在三维空间坐标系中进行定位。
对连铸机设备各部位进行坐标精准定位与设备的理论图纸尺寸对比计算出相应差值,后续对设备进行调整,此过程即是连铸机对弧新技术。
2应用案例分析本文以某公司热轧部1#板坯连铸机对弧工作为例,详细描述此项新技术的实际应用。
2.1对弧流程前期施工作业准备-建立连铸机对弧测量控制网-测量并调整连铸机分支设备定位坐标数据-比对标准数据,找出调整方案-对弧调整,直至合格。
2.1.1前期准备把1#板坯连铸机设备的拟测量部位清理打磨干净;将0段基准样轴及辅助对弧测量工具摆放就位。
2.1.2埋设基准点在1#板坯连铸机检修过程中,为避免出现累计误差等系统性因素错误,经过计算机优化模拟,把整个连铸机定位基准简化为最基本的两线一点,即设置2对中心标点和1个标高点作为整个连铸机的定位基准。
板坯连铸机扇形段制造质量控制要点简介

板坯连铸机扇形段制造质量控制要点简介板坯连铸机扇形段是结构复杂且必须高精度加工的关键部件之一,其制造质量直接影响到铸坯的质量和母材的性能。
因此,制造扇形段必须严格控制各个环节,下面主要介绍几个关键的制造质量控制要点。
第一,精度控制。
扇形段的形状、尺寸和表面质量必须保证高精度,以保证铸坯的形状、尺寸和表面质量。
同时,扇形段上的导流管和护流板的精度也必须高,以确保铸液的流动稳定和铸坯表面质量的均匀性。
对于扇形段的精度控制,需要使用高精度的机械加工设备和先进的测量仪器进行检验,如数控加工中心和三坐标测量仪等。
第二,材料选择和热处理。
扇形段是高温、重负载和疲劳环境下工作的部件,因此需要选择高强度、高温抗变形的材料,并对其进行适当的热处理,以提高其力学性能和抗腐蚀性能。
常用的扇形段材料包括耐热铸钢、高温合金和不锈钢等,其热处理方式则根据不同的材料和牌号而定,一般包括热处理、回火和表面喷涂等。
第三,装配和检验。
扇形段采用分段焊接和机械加工的方式进行制造,各个部分必须精准安装和连接。
在装配过程中,需要严格按照工艺要求进行,避免产生焊接变形和连接不牢等质量问题。
同时,还需要对扇形段进行多项检验,如尺寸检查、平整度检测和表面质量检验等,以确保其制造质量符合设计要求。
第四,质量管理。
扇形段的制造必须建立完备的质量管理体系,包括工艺流程、检验标准、检查记录等。
必须对每个工序进行质量把关,发现问题及时处理,做到追溯和预防质量问题。
同时,还要加强对外部供应商的管理,严格控制原材料质量和外协零部件的质量。
综上所述,板坯连铸机扇形段制造质量的控制要点主要包括精度控制、材料选择和热处理、装配和检验以及质量管理等方面,只有在全面控制这些要点的基础上,才能保证扇形段的制造质量,提高铸坯质量和母材性能,为铸造生产提供可靠保障。
板坯连铸机扇形段制造质量控制要点简介

程 的质 量控 制要 点 。
关 键词 : 连铸机 框架 导柱 辊 系 制造 装配 质量控 制 中图 分 类号 : H1 1 T 6 文 献标 识码 : A
2导柱 ( I R D) TE O 的质量控 制
导柱是连接上、 下框 架 的 关键 零 件 , 它 承受着较大的 拉伸力和横 向的冲击力 , 所 以 要求 导 柱 要 有 较 高 的拉 伸 强度 和 抗 冲 击 韧性 。 柱 的 质量 控 制 点 。 导 () 件 的锻 造 比 、 学 成分 、 1锻 化 机械 性 能 等 需 符 合 图纸 要 求 , 须通 过 着 色 及 超 探 必 后 方 可 进 行 加 工 , 超 探 缺 陷 等 级 不 大 干 其 中2当量 。 ( ) 热 处 理 过 程 中 . 件 装 炉 时就 要 2在 零 按 工 艺 要 求 对 零 件 进 行 合理 支 撑 . 止 热 防 处 理 后 工件 产 生 变形 。 ( ) 械加 工 在加 工过 程 中要 严 格控 制 3机 各 部 位 主 要 尺 寸 , 轴 径 之 间 的 同 轴 度 在 各
文章 编号 : 6 4 9 X 2 1 )7 c- 0 6 0 1 7 -0 8 ( 0 0 0 () 0 8 - 1
在 现 代 连 铸 机 中 , 晶 器 无 疑 是 整 个 结 连 铸 机 的 心 脏 , 质 量 和 性 能 的 好 坏 决 定 其 了铸坯 的 最终 质量 , 而 , 然 扇形 段 ( g n ) s me t e 的 质量 和 性 能 的 稳 定 , 该说 是 保 证 整 台 应 铸 机 作业 率 的 关 键 , 却工 艺 因素 , 除 扇形 段 的故 障 是 造成 铸 机 非 正 常 停 机 的最 主要 因 素 , 扇 形 段 的 主 要 故 障 又 发 生 在 辊 系 而 (ot r上 。 减 少这 方 面的 故 障 , 必须 保 rt ) 要 e 就 证 扇 形 段 的备 件 制 造 和 装 配 质量 和 精 度 。 下 面 就 我 公 司在 多 年 连 铸机 制造 和 修 复 的 些 经验 简单 介 绍 一 下 连铸 机扇 形 段 的 关 键 零 部 件 及 关 键 工 序 的 质量 控 制 。
扇形段制造的质量保证工艺方法研究
( o1 o d col f Q S eo ga g i hr 60 2 hn ) N . M dl Sho Q R ,H f n jn q a 10 ,C ia e o l i Q i 1
Ab t c: h o tx il lr e o k d a t eo ec mmo b e p r n q ime tnp y ist sr tT ec ne t a manycai dh w t t ea v na f h o i f oa g t nl x ei a me t up n h sc e i o
打压实验一试车一联检一涂装。 为确保最终 辊缝要求 ,扇形段装配时应注意 的问题 :1 )轴承座和底板的打水压 问题 :由于扇形段是连铸过程中主要设
备之一 , 如果打压漏水将 影响设备使用寿命 , 以必须针对打压漏水处 . 所 进行补焊修复 。 在旋转接头处采取密封措施, 并 确 保不漏水 .压力稳定 。2 )调整辊子水平高度 :按照扇形段轧制 出的钢板厚度要求 ,辊子的高度误差必须在 O1 m 以内 , . m 0 这样所轧制的钢板厚度才能满足要 求。因此 , 采用重新 抛光辊子或加调整垫片的方法 ,以解决辊子调整高度的难点问题。3 ) 辊子对中问题 : 上、下框 架合扇后 . 要求 1 辊和其它辊子的开1度要符合检验大纲的要求 , ,7 : 3 可利用加垫( 局部) 并调整液压 缸的高度 ,以确保开 1度 以 驱动辊的压下动作 的开 1度。 : 3 及 : 3
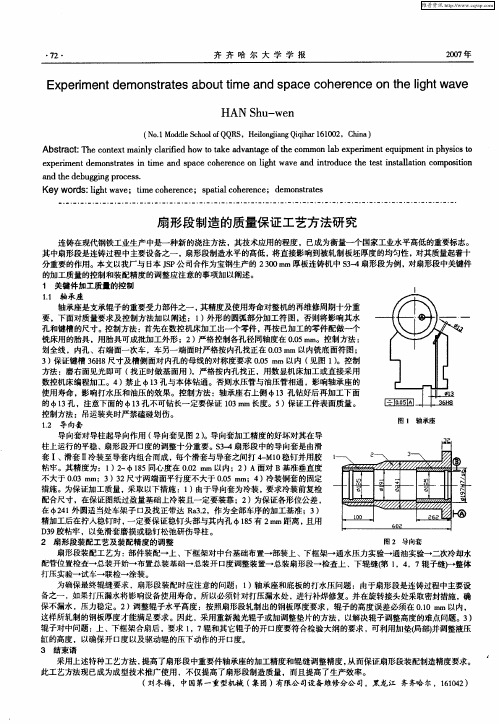
1 轴 承 座 . 1
轴承座是支承辊子 的重要受力部件 之一 , 其精度及使用寿命 对整机的再维修周期十分重 要, 下面对质量要求及控制方法加 以阐述 :1 外形 的圆弧部分加工符 图 ,否则将影 响其水 ) 孑和键槽 的尺寸。 L 控制方法 : 首先在数控机床加工出一个零件 , 再按 已加工的零 件配做 —个 铣床用 的胎具 ,用胎具可成批加工外形 ;2)严格控制各孔径同轴度在 00 。控制方法 : .5 mm 划全线 ,内孔 、 右端面一次车 ,车另一 端面时严格按 内孑找正 在 0 3 m以内铣底 面符图 ; L . 0m 3 )保证键槽 3 H8尺寸及槽侧面对 内孑 的母线的对称度要求 0 5mm以内 ( 图 1) 6 L . 0 见 。控制 方法 :磨右面见光 即可 ( 正时做基 面用 ) 找 ,严格按内孑 找正 ,用数显机 床加工或直接采用 L 数控机床编程加工 。4 )禁止 1 3孔与本体钻通。否则水压管与油压 管相通 ,影响轴承座的 使用寿命 , 响打水压 和油压 的效果 。控制方法 :轴承座右上侧 1 影 3孔钻好后再加工下面 的巾1 ,注意下面的 巾1 L 3孔 3孑 不可钻长一定要保证 1 3 m长度。5 0 m )保证工件表面质量 。 控制方法 :吊运装夹时严禁磕碰划伤 。
《宝钢技术》2008年总目次

大型成套设备设计理念在宝钢分公司 4连铸机中的应用 ………………… 王克勇, 郁祖达, 阎朝红( 1 3) 宝钢 分公 司 6转 炉 干法 烟气 除尘 系统运 行分 析 …… …… ……… …… ……… … ……… …… 王英均 ( 5 3) 热轧钢 板矫 直工 艺 的有 限元 分析 … …… …… …… …… …… …… …… 张春 丽 , 晓臻 , 杨 贺 佳 , (8 等 3) 电站 主要辅 机故 障应对 B P — u ak试验 … … ……… …… …… …… …… ……… …… … 陈又 申( 2 F T R nB c 4) 宝钢 暖通领域 的节 能 问题探讨 … …… …… …… …… …… …… …… ……… … ……… …… … 陈 健 (6 4) 含钛不 锈钢连 铸水 口结 瘤 和结 晶器 “ 鱼 ” …… ……… …… …… …… …… …… ……… … 郑 宏光 ( 0 结 … 5) 宝钢二 炼钢 扩容改 造机 车配 置与 作业模 式 研究 …… …… …… …… …… …… ……… …… … 刘 庆伟 (5 5) 用 Wodra A new r IS软件 实现 厂级 制造 执行 系统 的构建 … …… …… …… …… ……… …… … 林 海 (9 e 5) 宝钢厚板连铸机结晶器凝固传热模型的研究和开发 ………………… 梅 峰 , 阎朝红, 张立峰 , 6 ) 等(3 宝钢备件以旧换新信息管理系统的设计与实现 …………………………… 朱大维, 杜嫣 斐, 梁旭 东(8 6) 直 流 电弧炉炉 底 阳极 用 耐火 材料 …… …… …… …… …… …… …… ……… …… ……… …… 严永 亮(2 7) 宝 钢热镀 锌无 铬钝化 钢板 的生 产 … … ……… … ……… …… …… …… …… 刘 朴 , 魏 宇 , 贤龙 (7 谢 7) 专利 信 息 … …… ……… …… …… …… …… …… …… …… ……… … ……… …… …… ……… … ( 3 ( 6 2 )7)
炼钢连铸机扇形段辊子漏水问题的解决

炼钢连铸机扇形段辊子漏水问题的解决摘要:连铸机出现扇形段辊子旋转接头处漏水的现象,主要原因是辊身内部的主轴发生了窜动,致使旋转接头上的密封圈起不到密封的作用了,后来经过相关人员对辊身内部结构的改造,有效控制了主轴的窜动,成功解决了问题关键词:扇形段辊子旋转接头漏水Abstract: in the period of roll caster rotating joints of the leak phenomenon, the main reason is the roll body internal spindle happened channeling move, the rotary joints of the sealing ring up on less than the function of sealing, then through relevant personnel to roll body the internal structure of the transformation, effective control of the spindle there still, success in solving the problemKey words: the period of roller rotary joints is leaking一、连铸系统扇形段的基本结构与特点太原钢铁集团有限公司新炼钢连铸系统采用的是直弯式连铸机,也就是连续弯曲连续矫直。
1、2#机分别为1机1流,每机11个段,弧形段(1-6)、矫直段(7、8)、水平段(9-11),3#机为1机2流,每流12个段,弧形段(1-6)、矫直段(7、8)、水平段(9-12)(下图为连铸系统图)。
图1 连铸系统图弧形段的主要作用在恒定半径区域内对热铸坯和引锭杆起导向及支撑作用,矫直段的主要作用根据连续矫直曲线从恒定的半径到垂直水平位置对热坯进行导向、控制、矫直,水平段的主要作用起导向、支撑热铸坯和引锭杆的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
" 冶金自动化# "&&4 年 6!
##! ( $ 检查仍采用塞尺法"并根据塞尺片的厚薄 来判断样板面与辊面之间的缝隙% ! ’ $ 调整方法是增减在扇形段底座面与框架 滑道面之间的垫片"调整后应再次锁紧液压螺母" 然后再确认各接触间隙% ! , $ 每块样板规应放在每个分节辊子的两处 ! )处$ 上测量检查#样板规 位置 两端距辊边 !&& ) 应与辊子轴线呈正交摆放% !$ 1$ (#水平扇形段的在线对中要领 ! ! $ 从最终矫直段开始并以最终矫直点辊的 标高为基准来检查各水平 段 及 相 邻 段 的 对 中 情 况% ! " $ 检查时" 在辊面上放置平尺" 用塞尺检查 各辊面与平尺之间的间隙" 根据塞尺片的厚薄并 进行找正"找正的方法是增减扇形段与支撑框架 之间的垫片"使辊面与平尺完全接触% 检查最终矫直段与相邻矫直段间的对中情况 - 形槽 时"应在辊面上放置弧形样板并将靠具 , e 口卡在最终矫直辊的辊面上定位" 然后用塞尺检 ’& 测% 一般连 铸 机 在 线 对 弧 的 精 度 要 求 在 X&$ ) )内 % !( D"传动装置安装要领 ! ! $ 扇形段驱动辊传动装置的安装要待扇形 段辊列整体定心后进行% ! " $ 安装时" 以辅助主基准线 ! 边线 $ 和基准 点为测量依据" 用经纬仪和水准仪检查传动装置 的标高和中心位置" 其水平和垫板施工均按常规 进行% ! 3 $ 安装定位后" 装上 , 假轴 - 和百分表" 检查 传动装置半联轴器和电动机半联轴器的同轴度及 端面跳摆偏差" 其端面间隙按规范要求确定并用 块规和塞尺测量圆周上的对称四点处% ! ( $ 检查合格后可进行传动装置底座垫板的 二次灌浆% 但扇形段支撑框架的垫板二次灌浆须 工程监理及业主方代表允诺后才能实施% 在扇形段驱动装置试车时要重点检查上下框 间驱动减速机输出轴的转速是否与设计值一致" 如果符合设计值" 则可连接万向接手% 以上工序 安装完成后可配合连铸主机液压系统进行单体调 试和联动调试工作%
!$ 1$ "#结晶器与 & 号扇形段的在线对弧要领 ! ! $ 将直形规和弧形规样板用小销子连接成 1’ 7 一体后"用 !1& * 桥吊付钩 ! 要挂设一个 ’ )链 长的 ! 7 导链$ 吊挂后" 从结晶器上口缓缓吊入" 待 样板放入结晶器内后改用支架和导链代替行车调 整样规下降% ! " $ 目视观察"待样板规降到扇形 & 段内垂直 段辊列与弯曲段辊列之间! 即开始弯曲的折点处 $ 时"旋转样规上附带的偏心销使弧形样规上下移 动"当调整到弧形样规和 & 号扇形段的辊面完全 接触后"样板规在辊列中的设定高度检测位置% ! 3 $ 使样板规面靠紧辊面 ! 结晶器宽铜板面 $ 并目视各接触缝隙状况# 然后用塞尺片从侧面沿 铜板面自上而下至辊面% 再沿 & 号扇形段第 ! 对 辊子直至 ! 号扇形段的各辊子面一一塞入检查" 通过塞尺片的厚薄可测量出从上而下的各辊接触 面的实际值% ! ( $ 测出每个辊子面的接触值后" 分析相关的 数据"增减扇形段与支撑框架之间的垫片" 使辊面 与样规完全接触% ! ’ $ 扇形段 & 号和结晶器在线对弧完成后需 要吊到机修区联合对中台上对联合对中台进行复 验"具体按照相关要领书要求进行% !$ 1$ 3#弧形扇形段的在线对弧要领 ! ! $ 矫直段与相邻扇形段对弧包括矫直段与 水平段对弧和矫直段与弧形段的对弧% ! " $ 不同段扇形段因其弧线半径各异" 因此要 对应选取不同规格! 不同编号$ 的样板来测量% ! 3 $ 检查时" 其样板定位方法是+ 将样板上的 - 形槽口卡在指定号的辊子面上以确定样 靠具, e 板在辊列中的设定检测位置%
!"#$ %&’()*+ !,-./01234 "#$ ,!%&5"-./01234 %#& ,-./01267 %#& ,-8/0934 %#& ,-./0():*+ %#& ,-8/0;34 <=>+
! 3 $ 支撑框架的施工顺序是首先对通过最终 矫直线的框架进行找正" 先找正固定侧" 再找正自 由侧"然后 以 此 为 基 准 面" 两 边 找 正 其 他 支 撑 框 架% 注意支座与支撑以及各基础间的配合关系" 要在支撑框架与扇形段结合面上用平尺& 塞尺& 薄 铜垫进行检查和精调整"以达到安装精度要求% ! ( $ 对于水平支撑框架在调整标高时"" 要放 置平尺和框式水平仪于水平框架滑道上检测框架 在纵横方向上的水平偏差% !( #"结晶器振动装置安装 ! ! $ 结晶器振动装置以设定的连铸机纵向中 心线和外弧后缘线为基准进行安装% ! " $ 首先安装结晶器振动台架" 按照常规的要 求进行调整找正% ! 3 $ 结晶器震动台架安装完毕后即可安装结 晶器振动 装 置" 调 整 结 晶 器 振 动 装 置 到 , 振 动 & 位- 后"再进行找正找平% ! ( $ 结晶器振动找正时其中心和标高均以目 视为, & - 为目标值找正% !( $"扇形段的离线对中 ! ! $ 所有对中台的安装要严格按照对中台安 装要领书的要求进行" 每台扇形段离线对中前要 对对应的对中台进行事前复测" 符合精度要求方 可开始离线对中% ! " $ 首先对整台扇形段进行上下框架的解体 前的检查工作"检查设备是否有外观及缺件情况" 然后拆除支撑油缸" 采用机械维修跨的行车将扇 形段上框架吊至扇形段上框架翻转台进行翻身" 下框架则调运至对应的对 中 台 进 行 辊 子 对 中 检 查% ! 3 $ 扇形段上 ! 下 $ 框架调运到对应的对中台 &’ ) ) 的塞尺检查四个与 就位后" 要马上采用 &$ 对中台结合面的结合情况" 即塞尺不能塞入结合 面则认为合格% ! ( $ 根据扇形段的型号选择对应的对中样板 进行离线对中" 要求扇形段辊子表面与样尺间的 间距满足设计要求值% ! ’ $ 对每种规格的扇形段要求具有扇形段间 的, 互换性- " 即单台扇形段下框架至底座面的间 距要完全一致" 对于上框架至底座面的间距则不 要求"因为上框架是通过升降油缸可以上下移动 的% ! , $ 对于结晶器的对中则是在结晶器对中台 * 1 1 4*
" 冶金自动化# "&&4 年 6!
宝钢 ) 连铸扇形段安装技术
高#鹤
! 上海宝山特种设备监督检验所"上海 "&!4&& $
A !% " 其中 & + 1 号扇形段称 摘要!宝钢 3 连铸机为一机两流型连铸机"其每流扇形段共计 !1 台" 编号分别为 & +
O
!% 号扇形段称为水平段"扇形段安装基础框架上" 扇形段采用先离线解体分别对中" 再在线 为弧形扇形段"4 + 对弧的安装方式% 关键词!安装#扇形段#对中
*#"#$1* 23"#$1*
线对弧% 其目的是使从结晶器开始到最终矫直点 为止的辊子的排列符合设计上要求的连续弧线" 最终矫直点后为水平线% !$ 1$ !#扇形段! 包括结晶器$ 的在线对中顺序 扇形段在线对中顺序如图 3 所示%
!!"#$%&’()* +,-.$"#$%/0"#$1*
图 )"扇形段在线对中顺序
%"引言
宝钢 3 板坯连铸机拥有现代板坯连铸使用的 !& 多项新技术" 其中多项技术都是在国内第 ! 次 使用"也是目前世界上工艺技术最先进的连铸机 之一"如结 晶 器 在 线 调 宽 系 统& 大 包 回 转 台 倾 动 3W &钢包下渣检测& 带液压动态软压下的扇形段& 真正意义上的细辊密布辊子排列& 分段辊多点弯 曲和矫直技术& 连续弯曲矫直技术扇形段基础框 架&结晶器漏钢预报& 液面自动控制& 结晶器液压 振动&二次冷却水幅切技术& 连铸机二级计算机质 量自动控制和管理系统等% 其扇形段安装是连铸 机的核心部分"主要是在基础框架安装完毕后" 对 扇形段进行离线对中和在线对弧的过程" 该过程 精度要求高 ! 单台扇形段辊子标高与设计标高差 &’ ) ) ’& "整个扇形段弧线与设计误差为 &$ 在 &$ ) ) $ "并且要保证每台同规格的扇形段具有 , 互换 性- 是该过程的主要特点%
图 ’"支撑框架安装流程
!$ 3$ "#垫板的设置 连铸机安装的第一步是在水平支撑框架下的 基础上! 地脚螺栓边$ 设置垫板% 对于水平段支撑 框架而言"完全可以采用常规的先座浆法施工垫 板"而弧形段支撑框架则按照后座浆方法进行" 主 要是弧形段的底座是斜面" 如按照先座浆法则垫 板的标高无法控制" 只有在弧形支撑框架通过初 次找正后方可确定垫板的高度位置% !$ 3$ 3#支撑框架的安装找正 ! ! $ 所有支撑框架均可利用浇铸跨 !1& * 1’ 7 桥吊提升就位" 吊装前先在钩头下挂设两个 !& 7 导链进行角度和位置调整后再将基础框架缓缓落 位于基础上" 并将支撑框架上的定位销轴穿过支 撑框架并进行固定" 通过测量定位销轴的两维坐 标值和支撑框架至铸流中心的值来检查支撑框架 的位置是否符合设计要求% ! " $ 支撑框架安装以设定的连铸机纵向中心 线和最终矫直中心线为基准进行安装%