基于PLC和组态王的热水锅炉控制系统
基于PLC的锅炉温度控制系统_毕业设计
河南职业技术学院毕业设计(论文)题目PLC的锅炉温度控制系统目录摘要 (1)1.1课题背景 (1)1.2项目内容 (2)第二章 PLC和组态软件 (3)2.1可编程控制器基础 (3)2.1.1可编程控制器的产生和应用 (3)2.1.2可编程控制器的组成和工作原理 (3)2.1.3可编程控制器的分类及特点 (5)2.2组态软件的基础 (6)2.2.1组态的定义 (6)2.2.2组态王软件的特点和仿真的的基本方法 (6)第三章 PLC控制系统的硬件设计 (7)3.1 PLC控制系统设计的基本原则和步骤 (7)3.1.1 PLC控制系统设计的基本原则 (7)3.1.2 PLC控制系统设计的一般步骤 (7)3.1.3 PLC程序设计的一般步骤 (8)3.2 PLC的选型和硬件配置 (9)3.2.1 PLC型号的选择 (9)3.2.2 S7-200CPU的选择 (9)3.2.3 EM235模拟量输入/输出模块 (10)3.2.4 热电式传感器 (10)3.2.5 可控硅加热装置简介 (10)3.3 系统整体设计方案和电气连接图 (11)3.4 PLC控制器的设计 (11)3.4.1 控制系统数学模型的建立 (11)3.4.2 PID控制及参数整定 (12)第四章 PLC控制系统的软件设计 (14)4.1 PLC程序设计的方法 (15)4.2 编程软件STEP7--Micro/WIN 概述 (15)4.2.1 STEP7--Micro/WIN 简单介绍 (15)4.2.2 计算机与PLC的通信 (16)4.3 程序设计 (16)4.3.1程序设计思路 (16)4.3.2 PID指令向导 (16)4.3.3 控制程序及分析 (17)第五章组态画面的设计 (21)5.1组态变量的建立及设备连接 (21)5.1.1新建项目 (21)5.2创建组态画面和主画面 (22)5.2.2新建PID参数设定窗口 (23)5.2.3新建实时曲线 (23)5.2.5新建报警窗口 (24)第六章系统测试 (25)6.1启动组态王 (26)6.2实时曲线观察 (26)6.3查看数据报表 (27)6.4系统稳定性测试 (28)结束语 (29)参考文献 (30)基于PLC的锅炉温度控制系统摘要从上世纪80年代至90年代中期,PLC得到了快速的发展,在这时期,PLC在处理模拟量能力、数字运算能力、人机接口能力和网络能力得到大幅度提高,PLC逐渐进入过程控制领域,在某些应用上取代了在过程控制领域处于统治地位的DCS系统。
免积分——基于PLC与组态王的模拟锅炉温度控制系统

初次设定值为55℃。系统经过一次振荡趋与稳定(保持在± 1℃)。系统第一次过冲与PID参数的设置有直接的关系。当第二 次随机设定时,没有过冲现象,调节时间也很短,证明PID已经 稳定。如图5,图中的采样时间为500ms,比例系数为10000,积 分时间为1500ms,微分时间为60s,微分增益为20。
玲-I/o矬
岔棚黼出指示 I/嚷塑
国电磁薅输出指示 z/o寓教
甾i袤位开关下
i,01l教 9坩“控婚¨坻墙竹殂趁∞孔嚣盯勰∞孔弛∞M舞盯嚣韩∞n舒“蜡培
论断毫..
眦1
}tCl
PtCl
吡l
r【c1
111 nSl0 D513 D5¨ 筠le
加热炉水位报■
rlCl叠5lS
nCl 12
砣破∞啪豫嫩∞嫩w
肚m哪眦瞰m眦比哪眦眦 H兹
参考文献(5条) 1.覃贵礼.吴尚庆 组态软件控制技术 2007 2.宋伯生.陈东旭 PLC应用及实验教程 2006 3.金以息.方崇智 过程控制 2000
4.徐亚飞.刘官敏.高国章.鲁凯生 温箱温度PID与预测控制[期刊论文]-武汉理工大学学报(交通科学与工程版)
2004(4) 5.袁秀英 组态控制技术 2003
控制过程中的温度以及控制参数进行实时记录并存储,通过历
史数据管理模块对数据信息进行分析,以更好地掌握加热炉的
控制特性。
画面参考语言如下: (监控画面每隔600
执行一次)
ifN本站点\液位开关下==1)
万方数据
<工业控制计算机}2008年21卷第12期
圈3组态画面 u本站点\加热炉水位=30; ifN本站点\水泵==1) \\本站点\加热炉水位=u本站点\加热炉水位+8; if队本站点\电磁阀输出指示==1) \\本站点\加热炉水位=\\本站点\加热炉水位一2; ifN本站点\水泵==1) \\本站点\水库水位=\\本站点\水库水位一2; if6\本站点\电磁阀输出指示==1) \\本站点\水库水位=讯本站点\水库水位+2; ifN本站点\液位开关上==1) \\本站点\加热炉水位=100; 312数据变量定义 实时数据库是组态工程的数据交换和数据处理中心。数据 变量是构成实时数据库的基本单元,建立实时数据库的过程也 就是定义数据变量的过程。定义数据变量的内容主要包括:指定
毕业设计基于PLC和组态技术的锅炉水温串级控制系统设计

摘要本设计论述了基于PLC和组态技术的锅炉内胆水温和夹套水温构成的串级控制系统的设计过程。
下位机编程软件采用SIEMENS公司的STEP 7软件,选用西门子S7-400PLC控制锅炉温度的控制系统,介绍了西门子S7-400PLC和系统硬件及软件的具体设计过程。
上位机组态画面软件采用SIMATIC WINCC,对其进行了简单介绍,并详细介绍了项目的创建、变量的新建、画面的组态。
上位机进行程序编写实现控制,下位机组态画面,建立人机界面,进行远程控制。
锅炉水温具有非线性、时变性、大滞后和不对称性等特点,采用传统的控制方法所得到的控制量的控制品质不高。
锅炉内胆与夹套构成串级控制。
由于串级控制具有有效改善过程的动态特性、提高工作频率、减小等效过程时间常数和加快响应速度等特点,所以在克服被控系统的时滞方面能够取得较好的效果。
串级控制中的主副回路是控制夹套和内胆的温度,温度是一个多变且不易控制的量,而PID控制在这方面具有突出的优点,很适合采用PID控制技术。
综合以上得到一个品质比较高的控制系统。
关键词PLC;组态技术;串级控制;锅炉水温;PID控制ABSTRACTThis design is discussed based on PLC and configuration technology of water temperature and clip boiler water tank consists of cascade control system design process. Lower level computer programming software using the SIEMENS company's STEP 7 software, choose SIEMENS s7-400plc control boiler temperature control system, introduces SIEMENS s7-400plc and system hardware and software, and the specific design process. Upper unit used in the software configuration screen WINCC, the SIMATIC simply introduced, and introduces the creation, variable of project construction, picture configuration. PC for programming realize control, lower frame) unit, establish normal screen man-machine interface, carries on the remote control.Boiler water temperature with nonlinearness, time delay and asymmetry wait for a characteristic, USES the traditional control method can get control portion control quality is not high. Boiler of the bladder and clip constitutes a cascade control. Due to the cascade control has effectively improve the dynamic characteristics, improve process working frequency, reducing the time constant and accelerate equivalent process characteristic, the response speed of the controlled system in overcome delay to the good result is achieved. Cascade control the principal deputy loop is control of the temperature of the clamping and bladder, temperature is a variable and not easy to control, and the amount of PID control in this respect has outstanding advantages, very suitable PID control technology. Comprehensive above gets a quality higher control system.Key words plc;configuration technology;cascade control;boiler water temperature;pid control目录1 引言 (4)1.1 系统的设计背景 (4)1.2 系统设计内容及技术要求 (5)1.3 系统的设计原理 (5)1.4 系统的整体设计方案 (6)2 串级控制系统设计 (7)2.1 串级控制系统的概述 (7)2.2 PID控制系统的简介 (8)2.3 PID控制器的参数整定 (10)3 硬件系统设计 (13)3.1 PLC的基本介绍 (13)3.2 S7-400简介 (14)3.3 其它器件介绍 (16)4 STEP 7简介及组态硬件、程序编写 (18)4.1 STEP 7简介 (18)4.2 STEP 7项目的创建 (20)4.3 组态硬件 (22)4.4 SETP 7编程介绍 (25)4.5 变量及系统程序 (26)5 WINCC简介及人机界面组态 (33)5.1 WinCC简介 (33)5.2 WinCC系统功能 (34)5.3 WinCC的项目创建及组态方法 (35)6 控制系统整体调试 (46)6.1 系统整体测试 (46)6.2 系统测试的结果 (47)结束语 (48)参考文献 (49)致谢 (51)1 引言1.1 系统的设计背景自70年代以来,由于工业过程控制的需要,特别是在电子技术的迅猛发展,以及自动控制理论和设计方法发展的推动下,国外温度控制系统发展迅速,并在智能化自适应参数自整定等方面取得成果。
基于PLC控制的电锅炉控制系统

基于PLC控制的电锅炉控制系统电锅炉控制系统是现代工业制造中常见的一种设备,它通过PLC(可编程逻辑控制器)来实现对电锅炉的精确控制。
PLC控制技术具有灵活、方便、可靠等优点,能够实现复杂的逻辑控制和自动化控制功能。
本文将从PLC控制系统的原理、功能及特点入手,结合电锅炉的工作原理,详细介绍基于PLC控制的电锅炉控制系统的设计与实现。
1. PLC控制系统原理PLC控制系统是一种专门设计用于工业自动化控制的设备,其核心是一个可编程的CPU,通过不同的输入/输出模块和通信模块,与外部传感器、执行器等设备连接,实现对生产过程的控制。
PLC控制系统通过预先编写好的程序,根据不同的输入信号执行相应的逻辑控制,以达到自动化控制的目的。
2. 电锅炉工作原理电锅炉是一种利用电能进行加热的设备,通常由加热元件、控制系统、水泵等部件组成。
在工作过程中,电能被加热元件转换为热能,将水加热至设定的温度,为生产或生活提供热水或蒸汽。
电锅炉的控制系统通常包括温度传感器、压力传感器、水位传感器等,用于监测和控制锅炉的工作状态。
3. 基于PLC控制的电锅炉控制系统设计基于PLC控制的电锅炉控制系统主要由PLC控制器、传感器、执行器、人机界面等部件组成。
在设计过程中,首先需要根据电锅炉的工作原理和需求确定系统的功能要求和控制策略,然后编写PLC程序实现相应的逻辑控制。
通过合理的硬件布局和接线连接,将各部件连接到PLC控制器上,实现信号的采集和输出。
4. 控制系统功能与特点基于PLC控制的电锅炉控制系统具有如下功能与特点:1)灵活性:PLC控制系统可根据需要进行程序修改,实现不同的控制策略;2)可靠性:PLC控制器具有较高的稳定性和可靠性,可以长时间稳定运行;3)精确性:通过PLC控制系统可以实现对电锅炉的精确控制,提高生产效率和产品质量;4)扩展性:PLC控制系统可根据需要扩展输入/输出模块和功能模块,实现系统的功能扩展。
5. 控制系统优化与应用为了进一步优化电锅炉控制系统的性能,可以采用PID控制算法、模糊控制算法等先进的控制技术,提高系统的响应速度和稳定性。
基于PLC的锅炉控制系统
摘要本文设计了一套基于PLC和变频调速技术的供暖锅炉控制系统。
该控制系统由可编程控制器、变频器、鼓风机和水泵电机、传感器等构成。
系统通过变频器控制电动机的启动、运行和调速。
该设计以西门子S7-200系列可编程控制器为核心,一方面通过操作台与PLC 通讯,接收管理者的控制命令。
另一方面与各变频器进行通信,分别对鼓风机、循环泵和补水泵等进行启停控制和电机的转速设定,操作人员也随时可以通过操作台,了解现场每台锅炉的运行状况,对风机、水泵等电机进行启停控制。
控制系统的设计采用比例积分的PID控制。
关键词:锅炉控制,变频器,PLC ,PIDThe design of heating boiler auto control reformation system basedon PLC technologyAbstractIn this Paper,a heating boiler control system based on PLC and variable frequency Speed-regulating technology is designed. The control system is made up of PLC,transducers,electromotor units of Pumps and fans, sensors, etc. It can control electromotor starting,running and timing by means of transducers.The design is based on Siemens S7-200 series programmable controller as the core; on the one hand through the console it can communicate with the PLC, to receive control commands from managers. On the other hand it communicate with the variable frequency Speed-regulating, to fulfilled such as starting and stopping pump motor control and speed settings, the operator at console can find out at the scene of the operation of each boiler to fans, pumps and other motor control to start and stop. at any time.Key words:boiler control, variable frequency Speed-regulating, PLC technology目录1 绪论 (2)2 供暖锅炉改造设计思路 (2)2.1 供暖锅炉改造设计要求 (2)2.2 锅炉系统的结构 (3)2.3 整体方案选择 (3)3 变频调速在供暖锅炉控制中的应用 (4)3.1 变频调速基本原理 (4)3.2 变频调速在供暖锅炉系统中的应用 (5)4 锅炉控制系统总体设计 (5)4.1系统功能分析 (5)4.2 总体设计思路 (6)4.3 系统结构 (6)5 系统硬件设计 (7)5.1 可编程控制器PLC的选型 (7)5.2 PLC配置 (8)5.3 I/O接线 (9)5.4 变频器配置 (9)5.5 传感器与变送器 (11)5.5.1 压力变送器工作原理 (11)5.5.2 压力变送器选型 (11)5.5.3 温度传感器选型 (11)6 系统构成 (13)6.1 补水泵控制系统 (13)6.2 循环泵控制系统 (15)6.3 燃烧控制系统 (16)7 PID控制原理 (17)8 程序设计 (20)8.1 主程序设计 (16)8.2 子程序设计 (16)9 结束语 (26)致谢 (28)参考文献 (28)1 绪论锅炉是供热设备中最普遍的动力设备之一,它的功能是把燃料中的贮能,通过燃烧转化成热能,以蒸汽或热水的形式输向各种设备。
基于组态王的锅炉水位PLC控制
摘要现如今我们的社会每一天都在进步,锅炉水位控制系统的应用领域也越来越广泛,它是当今电气自动化领域中不可替代的中心控制器件。
可编程控制器PLC使用率高、实用性强,本文主要介绍锅炉水位控制的工作原理,用PLC编程实现下位机控制,分别用手动和自动的设计来模拟实现锅炉的工作状态。
通过PLC程序编写,I/O分配表和对硬件电路的连接,最后利用组态王 6.52对锅炉水位控制系统进行上位端设计。
本次设计使锅炉能够完成预先设计好的动作,提高工作效率,同时也节约了成本,具有很好的发展前景。
关键词:锅炉水位;组态王;PLC目录1、绪论 (1)1.1锅炉简介 (1)1.2锅炉的工作原理 (1)2、硬件配置 (2)2.1PLC介绍 (2)2.2PLC的选择 (3)3、设计要求、分析及程序设计 (4)3.1设计要求 (4)3.2I/O分配 (4)3.3PLC控制程序流程图 (5)3.4PLC程序设计 (6)3.5PLC外部接线图 (10)4、软件配置 (11)4.1组态王软件的概述 (11)4.2组态王界面及其命令 (13)4.3组态王实验现象 (14)5、程序调试 (15)6、实验体会 (16)参考文献 (17)I1、绪论1.1锅炉简介锅炉是一种能量转换设备,向锅炉输入的能量有燃料中的化学能、电能、高温烟气的热能等形式,而经过锅炉转换,向外输出具有一定热能的蒸汽、高温水或有机热载体。
锅的原义指在火上加热的盛水容器,炉指燃烧燃料的场所,锅炉包括锅和炉两大部分。
锅炉中产生的热水或蒸汽可直接为工业生产和人民生活提供所需热能,也可通过蒸汽动力装置转换为机械能,或再通过发电机将机械能转换为电能。
提供热水的锅炉称为热水锅炉,主要用于生活,工业生产中也有少量应用。
产生蒸汽的锅炉称为蒸汽锅炉,常简称为锅炉,多用于火电站、船舶、机车和工矿企业。
1.2锅炉的工作原理锅炉的主要工作原理是一种利用燃料燃烧后释放的热能或工业生产中的余热传递给容器内的水,使水达到所需要的温度或一定压力蒸汽的热力设备。
基于PLC和组态软件的工业锅炉监控系统的设计

基于PLC和组态软件的工业锅炉监控系统的设计引言工业锅炉作为工厂的核心设备之一,在工艺生产中起着至关重要的作用。
为了确保工业锅炉的安全运行和有效监控,需要一套可靠的监控系统来实时采集、传输和分析工业锅炉的各项数据。
本文将介绍一种基于PLC(可编程逻辑控制器)和组态软件的工业锅炉监控系统的设计。
设计目标设计目标是实现对工业锅炉的实时监控和数据采集,能够准确获取温度、压力、流量等关键参数,并具备报警功能,以便快速响应异常情况,保证工业锅炉的正常运行。
系统组成PLCPLC是本监控系统的核心控制单元,负责实时采集锅炉的各项数据、控制锅炉的运行以及与组态软件的通信。
PLC采用了可编程的逻辑控制程序,能够根据预设的逻辑条件,自动进行运算、判断和控制。
同时,PLC具备硬件可靠性高、抗干扰能力强等优点,非常适合工业环境下的应用。
为了获取锅炉的各项数据,需要安装相应的传感器。
常见的传感器包括温度传感器、压力传感器、流量传感器等。
这些传感器将实时监测锅炉的工作状态,将获取的数据传输给PLC进行处理和分析。
组态软件组态软件是工业锅炉监控系统的操作界面,用户通过组态软件可以实时查看锅炉的运行状态、参数曲线图和报警信息等。
组态软件支持图形化配置和数据可视化的功能,使得用户可以方便地操作和管理锅炉监控系统。
系统实现数据采集锅炉的各项参数数据通过传感器实时采集到PLC中。
PLC将采集到的数据进行处理和分析,并将处理后的数据传输给组态软件进行显示。
数据采集过程中需要注意数据的准确性和实时性,确保监控系统能够准确反映锅炉的状态。
控制策略PLC作为控制单元,根据预先设定的控制策略,实现对锅炉的精确控制。
根据不同的工艺需求和运行状态,可以设定不同的控制参数,如温度、压力设定值等。
PLC根据设定值和实际值之间的差异,调整锅炉的工作状态,确保锅炉能够稳定运行。
监控系统应具备报警功能,能够及时发现并响应异常情况。
当锅炉的参数超出预设的安全范围时,PLC将通过组态软件发送报警信息,提醒操作人员采取相应的措施。
基于PLC和组态软件的工业锅炉监控系统的设计

基于PLC和组态软件的工业锅炉监控系统的设计引言随着工业化的发展,工业锅炉作为一种重要的能源设备,广泛应用于许多行业中。
为了确保工业锅炉的安全性和稳定性,监控系统起到了至关重要的作用。
本文将介绍基于PLC(可编程逻辑控制器)和组态软件的工业锅炉监控系统的设计方案。
系统功能需求1. 温度与压力监控工业锅炉操作过程中,温度和压力是两个重要的参数。
监控系统需要实时获取锅炉的温度和压力数据,并提供报警功能,一旦温度或压力超过预设的安全范围,系统应立即发出警报。
2. 液位控制液位是另一个需要监控的重要参数。
监控系统应能够准确测量锅炉内液体的液位,并能进行液位控制。
当液位过低或过高时,系统应及时发出警报,并自动调节液位。
3. 报警与记录监控系统还应能够记录锅炉的操作过程和控制参数,并能够生成报警记录。
这些记录可以用于分析和故障排除,并有助于提高锅炉的运行效率。
系统设计方案1. 硬件配置1.1 PLC选型PLC作为系统的核心控制器,需要选用性能稳定,功能强大的设备。
常见的PLC品牌有西门子、施耐德等,根据项目的具体需求选择合适的PLC型号。
1.2 传感器选择为了实现温度、压力和液位的监测,需要选择相应的传感器。
温度传感器可以选择热电偶或温度传感器,压力传感器可以选择电容式或电阻式传感器,液位传感器可以选择浮球式或超声波式传感器。
根据实际情况,选择适合的传感器。
1.3 通信模块选择为了将PLC和组态软件连接起来,需要选用合适的通信模块。
常见的通信模块包括以太网模块、串口模块等。
根据系统的通信需求,选用合适的通信模块。
2. 软件配置2.1 PLC编程使用PLC编程软件进行编程,实现对各个传感器和执行器的控制。
根据系统需求,编写逻辑控制程序,包括温度、压力和液位的监测与控制逻辑。
2.2 组态软件配置使用组态软件进行系统的参数配置和界面设计。
组态软件可以实现实时监测和操作界面的设计,包括温度、压力和液位的实时显示,报警功能等。
基于组态王和PLC的工业锅炉监控系统设计
动上 排料 系统 、 内循 环 系统 、 外 循环 系统 和燃 烧 控
制 系统构 成 。
化
工
自 动 化
及 仪
表
第 4 0卷
频器 加 以控 制 , 实 现对 风机 和泵 的转速控 制 , 以达 到现 场操 作补水 、 给煤 控制 等 。
进行 编 程 , 实现 工 业 锅 炉 的 自动控 制 。P L C采 用
日本 欧 姆 龙公 司 的 C J 1 M 系 列 。锅 炉 温度 、 压 力
及水 位 等信 号通 过传 感器 将检 测 到 的实 际值转 化
风机 来实 现炉 膛温 度 的控制 。压 力 的检测 用 于对
为 电流信 号 , 再 将 模 拟 量 输 入模 块 转 换 成 数 字 信
烧后 经排 渣传 送带 自动 排 出 。炉 膛温 度 的控 制通
过鼓 风 机 和 引 风 机 控 制 燃 烧 室 的含 氧 量 控 制 燃
内水温 、 锅 炉液 位和 锅炉 压力 为被 控参 数 , 加 热炉
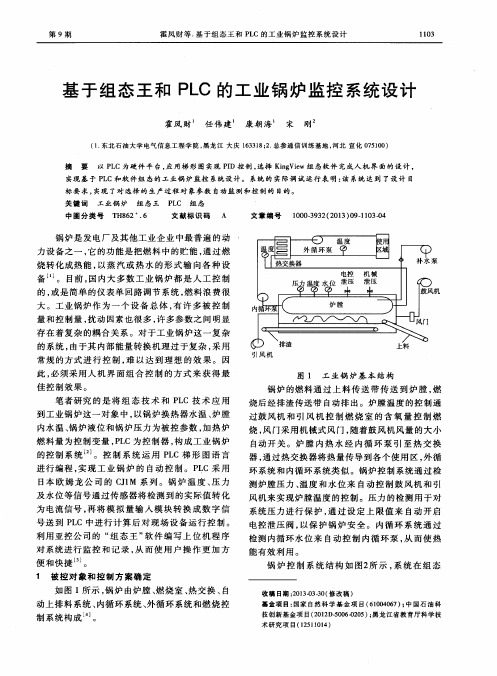
燃 料量 为控 制变 量 , P L C为 控制 器 , 构成 工 业 锅炉 的控制 系 统 。控 制 系 统 运 用 P L C梯 形 图语 言
摘 要 以 P L C为 硬 件 平 台 , 应 用 梯 形 图 实现 P I D控 制 , 选择 K i n g V i e w组 态 软 件 完成 人 机 界 面 的设 计 , 实现基于 P L C和 软 件 组 态 的 工业 锅 炉 监控 系统 设 计 。 系统 的 实 际调 试 运 行 表 明 : 该 系统 达 到 了设 计 目
2 硬 件 设 计
P L C硬件 模块 由电源 模块 、 C P U模 块 、 开关 量
基于PLC的锅炉水温PID控制系统

基于PLC的锅炉水温PID控制系统————————————————————————————————作者:————————————————————————————————日期:21 设计任务设计一个基于PLC的锅炉水温PID控制系统,要求实现锅炉水温为80度,稳态误差1度,最大超调1度。
当锅炉内的水温低于或者高于80度时,可以通过外部端子的开关或者远程监控,使系统自动进行PID运算,保证最后锅炉内的水温能够维持在80度左右。
2 系统硬件设计2.1 器件选择本温度控制系统采用德国西门子S7-200 PLC。
S7—200 是一种小型的可编程序控制器,适用于各行各业,各种场合中的检测、监测及控制的自动化。
S7-200系列的强大功能使其无论在独立运行中,或相连成网络皆能实现复杂控制功能.因此S7-200系列具有极高的性能/价格比.S7-200 系列的PLC有CPU221、CPU222、CPU224、CPU226等类型.此系统选用的S7—200 CPU226,CPU 226集成24输入/16输出共40个数字量I/O 点。
可连接7个扩展模块,最大扩展至248路数字量I/O 点或35路模拟量I/O 点。
13K字节程序和数据存储空间。
6个独立的30kHz高速计数器,2路独立的20kHz高速脉冲输出,具有PID控制器。
2个RS485通讯/编程口,具有PPI通讯协议、MPI通讯协议和自由方式通讯能力。
I/O端子排可很容易地整体拆卸。
在温度控制系统中,传感器将检测到的温度转换成4—20mA的电流信号,系统需要配置模拟量的输入模块把电流信号转换成数字信号再送入PLC中进行处理。
在这里我们选择西门子的EM235 模拟量输入/输出模块。
EM235 模块具有4路模拟量输入/一路模拟量的输出。
它允许S7—200连接微小的模拟量信号,±80mV范围.用户必须用DIP开关来选择热电偶的类型,断线检查,测量单位,冷端补偿和开路故障方向:SW1~SW3用于选择热电偶的类型,SW4没有使用,SW5用于选择断线检测方向,SW6用于选择是否进行断线检测,SW7用于选择测量方向,SW8用于选择是否进行冷端补偿。
基于PLC锅炉水温控制系统设计
基于PLC锅炉水温控制系统设计1. 引言1.1 背景锅炉是工业生产中常用的热能设备,用于产生蒸汽或热水,供应能量给生产过程中的各个环节。
在锅炉的运行过程中,水温是一个重要的参数,对于保证锅炉运行稳定、安全、高效具有重要意义。
传统的锅炉水温控制方法主要依靠人工操作,存在操作不准确、响应速度慢等问题。
因此,设计基于PLC(可编程逻辑控制器)的锅炉水温控制系统可以提高控制精度和响应速度。
1.2 目的本文旨在设计一个基于PLC锅炉水温控制系统,通过对传感器信号进行采集和处理,并通过PLC进行逻辑判断和控制输出信号,实现对锅炉水温进行精确可靠地控制。
2. 锅炉工作原理及参数2.1 锅炉工作原理锅炉是通过将液体(通常是水)加热至蒸发状态以产生蒸汽或提供加热能量。
其主要部件包括:进水系统、燃烧系统、排烟系统、水循环系统等。
2.2 锅炉水温参数锅炉水温是指锅炉内部循环水的温度,它是锅炉运行稳定性和效率的重要指标。
在正常运行中,锅炉水温应在一定的范围内保持稳定。
过高或过低的水温都会对锅炉运行造成不利影响。
3. PLC控制系统设计3.1 PLC控制原理PLC是一种用于工业自动化控制的电子设备,它能够根据预设的程序和逻辑进行自动化控制。
PLC主要由处理器、输入/输出模块和编程设备等组成。
3.2 PLC应用于锅炉控制系统设计将PLC应用于锅炉控制可以实现自动化程度高、响应速度快等优点。
通过对传感器信号进行采集和处理,PLC可以实时监测并判断锅炉内部参数,并根据预设逻辑进行相应的输出信号,实现对锅炉水温的精确控制。
4. 系统硬件设计4.1 传感器选择选择适合的传感器对于准确获取锅炉水温至关重要。
常用的传感器包括热电偶、热电阻等。
在选择传感器时需要考虑其测量范围、精度和适应环境等因素。
4.2 PLC选型根据锅炉控制系统的需求,选择合适的PLC型号和规格。
需要考虑PLC的输入/输出点数、通信接口、运算速度等因素。
4.3 控制执行机构选型控制执行机构用于实现对锅炉水温的控制,常用的包括电动阀门、变频器等。
基于PLC的锅炉控制系统的设计

基于PLC的锅炉控制系统的设计本文介绍基于PLC的锅炉控制系统的设计的背景和目的。
锅炉控制系统是基于PLC(可编程逻辑控制器)的设计,采用了分布式控制策略。
整体架构包括以下几个组成部分:1.控制器控制器是锅炉控制系统的核心部分,由PLC实现。
PLC具备高速计算能力和强大的输入输出功能,可以对各个设备进行监控和控制。
它接收来自传感器的输入信号,并根据预设的逻辑和算法进行实时处理,向执行器发送输出信号以控制设备运行。
2.传感器传感器负责将锅炉系统的各个参数转化为电信号,并传输给PLC进行处理。
常见的传感器包括温度传感器、压力传感器、流量传感器等。
3.执行器执行器根据PLC的控制信号来执行相应的操作,如调节燃料供给、控制排放阀等。
它们与PLC之间通过信号线或总线进行连接。
4.人机界面人机界面提供给操作员与锅炉控制系统进行交互的界面。
它可以是触摸屏、计算机软件等形式,用于监视系统运行状态、设定参数以及显示报警信息等。
5.通信模块通信模块用于实现锅炉控制系统与外部设备的数据传输和通信。
它可以连接到局域网或远程服务器,实现与其他系统或监控中心的数据交互。
6.电源供应为了保证锅炉控制系统的稳定运行,需要提供可靠的电源供应。
这可以通过备用电源或UPS(不间断电源)来实现。
综上所述,基于PLC的锅炉控制系统采用分布式控制策略,通过控制器、传感器、执行器、人机界面、通信模块和电源供应等组成部分协同工作,实现对锅炉设备的监控和控制。
本文介绍基于PLC的锅炉控制系统所采用的控制策略和算法。
控制策略是指通过采取不同的控制方法和算法,在锅炉运行中实现温度、压力、流量等参数的稳定控制。
基于PLC的锅炉控制系统采用了以下主要的控制策略:PID控制:PID(比例、积分、微分)控制是一种常用的控制方法。
它通过根据控制对象的偏差来调节控制器的输出,使得偏差逐渐趋向于零,从而实现控制目标。
在锅炉控制系统中,PID控制常用于调节温度、压力和流量等参数。
基于PLC控制的热水锅炉控制系统设计

引言目前我国供暖锅炉以燃煤链条锅炉为主,燃用的主要是中低质煤,而且锅炉房管理水平不高,一直沿用间断运行方式,锅炉技术含量低,锅炉的自动化控制技术落后,造成了严重的浪费和环境污染,据了解我国目前拥有工业锅炉50万台,每年消耗的燃煤占全国原煤产量的三分之一约4亿吨,锅炉每年排放烟尘约620万吨,CO2约510万吨,此外还有大量的NO2有害气体,成为我国大气烟煤型污染的主要来源之一,尤其是燃煤排放的CO2气体所引起的温室效应,早已引起国际关注,所以使用清洁能源已势在必行。
中国的锅炉产业,它既不是“朝阳产业”,也不是“夕阳产业”,而是与人类共存的永恒产业,且在中国还是一个不断发展的产业。
20世纪80年代以后,中国的经济发生了突飞猛进的变化,锅炉行业更加突出,全国锅炉制造企业增加近二分之一,并形成了独立开发研制一代又一代新产品的能力,产品的技术性能已接近发达国家水平。
锅炉是经济发展时代不可缺少的商品,未来将如何发展,是非常值得研究的。
关键词:锅炉燃气燃烧机自动化PLC 温度控制触摸屏目录1概述................................................................... (01)1.1 燃气热水锅炉特点 (03)1.2锅炉自动化的意义 (03)2.锅炉PLC自动控制系统设计........................................................04~28 2.1 锅炉外观示意图. (04)2.2 锅炉控制流程图 (05)2.3 热水锅炉控制要求.......................................................06~08 2.4 PLC、模块、触摸屏的选型. (09)2.5 硬件分配表 (10)2.6 I/O地址分配表 (11)2.7 PLC接线图 (12)2.8 PLC程序说明...........................................................................12~22 2.9 触摸屏说明...............................................................................23~28 3小结.. (29)4 参考文献 (30)5附件说明 (31)1概述1.1燃气热水锅炉特点燃油燃气锅炉不同于燃煤锅炉,它需要使用燃烧器将燃料喷入锅炉炉膛,采用火室燃烧而无须使用炉排设施。
基于PLC与组态王的模拟锅炉温度控制系统

基于PLC与组态王的模拟锅炉温度控制系统一、本文概述随着工业自动化技术的不断发展,可编程逻辑控制器(PLC)和组态软件在工业自动化领域的应用越来越广泛。
特别是,它们在模拟锅炉温度控制系统中发挥着至关重要的作用。
本文旨在探讨基于PLC 与组态王的模拟锅炉温度控制系统的设计与实现,通过详细分析系统的构成、功能和工作原理,展示这一技术在实际工业生产中的应用价值。
本文将简要介绍模拟锅炉温度控制系统的基本需求和设计目标,明确系统需要实现的功能和性能要求。
接着,将详细介绍PLC在系统中的核心作用,包括其编程逻辑、输入输出处理以及与其他设备的通信机制。
还将阐述组态王在系统中的重要性,如何通过其强大的图形化界面设计功能,实现对锅炉温度控制的实时监控和操作。
本文还将对系统的硬件和软件架构进行深入分析,包括传感器、执行器、PLC控制器、组态王软件等关键组件的选择和配置。
将探讨如何通过PLC编程和组态王界面设计,实现锅炉温度的精确控制、故障预警和远程监控等功能。
本文将总结基于PLC与组态王的模拟锅炉温度控制系统的特点和优势,展望其未来的发展趋势和应用前景。
通过本文的研究和讨论,读者将能够全面了解基于PLC与组态王的模拟锅炉温度控制系统的设计原理和实现方法,为实际工业生产中的温度控制提供有益的参考和借鉴。
二、PLC与组态王技术概述PLC(Programmable Logic Controller,可编程逻辑控制器)是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC以其高可靠性、易于编程、灵活性强等特点,在工业自动化领域得到了广泛应用。
组态王(Kingview)是一款功能强大的工业自动化监控软件,提供了丰富的图形界面设计和数据处理功能。
它允许用户通过简单的图形化操作,快速构建出各种监控界面,实现对工业设备的实时监控和控制。
基于PLC和组态王的热水锅炉控制系统

工业控制与应用Industry Control an d Application自动化技术与应用 2005年第24卷第8期基于PLC和组态王的热水锅炉控制系统郎术斌(黑龙江科技学院自动化工程系,黑龙江哈尔滨150027)摘要:基于西门子S7-300系列PLC构成了一种新型的锅炉自动控制系统,讨论了控制系统的功能和特点,给出了控制系统的硬件组成、系统功能和控制框图。
实际使用证明,该控制系统控制效果良好,节能效果十分明显。
关键词:PLC;工控机;控制系统中图分类号:TP571 61文献标识码:B文章编号:1003 7241(2005)08 0031 03The Co ntrol System of Heating BoilerBased o n PLC and Cofiguratio n KingLANG Shu-bin(Automation Department of Heilongjiang Science Insti tute,Harbin150027,China)Abstract:A novel control system of boiler based on the S7-300series PLC of Siemens is presented.The hardware of the system is also discussed.The system gives a bi g saving on energy.Key words:PLC;Industrial PC;Con trol sys tem1引言目前,供暖公司的热水锅炉只是利用计算机监测热水锅炉运行参数,热水锅炉运行还需要人进行手动调节,而要真正实现热水锅炉的自动控制,只是利用计算机进行监测是远远不够的,它一方面不可能使热水锅炉在较高的效率下运行,另一方面也不可能达到真正的节能目的。
下面要介绍的热水锅炉控制系统,它既完全包容了计算机监测部分,又可以完全脱离手动操作,使热水锅炉控制系统运行更经济、更简单,而且在实践中已得到了应用,受到了用户一致好评。
基于PLC系统的锅炉内胆水温控制系统设计

基于PLC系统的锅炉内胆水温控制系统设计————————————————————————————————作者:————————————————————————————————日期:1 PLC构成及WinCC的组态采用WinCC组态技术设计多机联网运行的实时监控系统,核心思想是通过计算机超强的处理能力,以软件实现实际生产过程变化,把传统控制中进行人工操作或数据分析与处理、数据输出与表达的硬件,利用方便的PC机软硬件代替.建立WinCC组态监控系统.首先启动WinCC,建立一个单用户项目——添加通讯驱动程序--选择通道单元-—输入逻辑连接名,确定与S7—300端口的通讯连接。
然后在驱动程序连接下建立结构类型和元素,给过程变量分配一个在PLC中的对应地址(地址类型与通讯对象相关),给除二进制变量外的过程变量和内部变量设定上限值和下限值(当过程值超出上限值和下限值的范围时,数值将变为灰色,并且不可以再对其进行任何处理).接着创建和编辑主导航画面、单台空压机组态画面、远程监控画面、分析诊断画面、数据归档画面、报警显示画面、报警在线限制值画面、报表打印画面、用户登录方式画面等.对画面中添加的按钮、窗口和静态文本等,进行组态变量连接、状态显示设置等等.再对远程控制画面中的启动/停止按钮进行变量连接,设置手动控制和自动控制两种方式,并且手动控制为高级控制方式。
通过设置随变量值的变化范围而改变颜色的比功率棒图进行故障诊断分析;通过对过程值的归档,建立历史和当前的表格与曲线两种状态的监控界面;利用报警和报表打印等,实现信息上报、及时反馈的功能,实现最佳的生产状态监测控制。
还可通过用户管理权限的设置,为不同级别的用户设置权限和等待空闲时间,以更好地安全防护。
1。
1 PLC控制柜的组成(1)电源部分(2) CPU模块西门子S7-300PLC,型号为CPU315-2 DP,它集成了MPI接口,可以很方便的在PLC站点、操作站OS、编程器PG、操作员面板建立较小规模的通讯。
基于PLC的热水锅炉自动化控制系统(全文)

基于PLC的热水锅炉自动化操纵系统引言】目前,我国很多在运行的锅炉都存在自动化水平不高、效率低和环境污染严峻的问题,因此实现锅炉的自动操纵具有重要的意义。
PLC自动化系统采纳模块化设计,程序也采纳模块化设计,且每个模块都可以单独的优化,以便于整个系统的升级、操纵治理和日后的维护,保证了系统的可开发性,和有良好的可扩充性,发挥系统的最大性价比。
正文】热水锅炉的工作原理是通过煤的燃烧,将锅炉中的水加热,并将加热到一定程度的热水通过增加迫使其流出,为外界供暖。
操纵系统需要根据工艺需求实时的调整燃烧系统。
按工艺要求,自控程序分锅炉负荷操纵(燃烧自动操纵)、循环泵自动操纵和补水定压操纵等几部分。
其中水系统(循环泵、补水泵)操纵相对比较简单,负荷操纵较为复杂,以下是XX对热水锅炉及机组总结出的负荷操纵的操纵方案。
1.锅炉负荷操纵锅炉负荷操纵的目的是:根据供暖需求的热量,通过一系列中间操纵环节操纵锅炉的供回水温度和流量,使住户处的室内温度达到并维持在合适的温度值,且锅炉运行在节能状态。
当供暖面积一定时,出水流量基本就不变了,所以因为室外温度的变化,所需的热量主要就通过改变供回水温差来实现。
理论上,锅炉负荷操纵应该操纵总XX供回水温差,因为温差可以直接反映出供热质量,温差太大或太小都说明供热质量不很理想。
但实际上,负荷操纵是根据总XX供水温度操纵的,因为总XX回水温度测量存在滞后性,一般就直接采纳供水温度操纵,这也可以更直接反映出锅炉的燃烧情况,使燃烧过程维持在一个动态平衡上,以达到节能的效果。
所以,负荷操纵就是总XX供水温度操纵。
如下图1所示,前提是供暖面积一定,出水流量是一定的,室外温度的变化直接影响用户需要的热量,直接受控对象是出水温度,主要的操纵方式有三种:手动操纵、恒温操纵和温度曲线操纵。
图1 负荷操纵框图1、手动操纵手动操纵是由司炉工根据经验手动给定各执行机构的操纵参数,根据供、回水温度的实际值来衡量当前供暖情况。
基于PLC技术的热水锅炉自动化控制系统研究
基于PLC技术的热水锅炉自动化控制系统研究摘要:PLC技术就是通常所说的可编程类自动控制技术,PLC采用了一类可进行编程处理的存储器,主要应用于内部存储程序,程序执行大部分为逻辑运算以及顺序控制、进行定时以及计数和算术操作等,利用数字以及模拟形式实现输入/输出控制各种生产过程。
热水锅炉自动化控制整体系统也是以热水的供应为媒介,实现系统供暖。
本文从锅炉给水系统的运行原理入手,综合分析了锅炉控制系统概述,第三部分分析了PLC自动化控制系统的运行原理分析,最后对PLC自动化控制技术在锅炉给水中的应用进行了完整总结。
关键词:PLC技术;热水锅炉;自动化控制系统引言:在现代的大部分锅炉给水系统中,已经开始广泛应用PLC技术,通过应该该技术实现了整体锅炉运作效率的有效提升,同时节能效果也开始更加明显。
所以,为了进一步实现整体应用的水平和质量提升,需要从整体上对锅炉给水系统的运行深入研究和分析,了解实际的锅炉给水运行原理,对PLC自动化控制系统的运行技术进行基本了解和认识,由此才能更好的提高应用效率,实现应用成效的进一步提升。
通过研究和分析基于PLC技术的热水锅炉自动化控制系统,有利充分发挥理论对实践的指导和支持作用。
1 锅炉给水系统的运行原理从宏观锅炉系统运行状况分析,燃料和空气可以实现在固定比例下的室内燃烧,燃烧产生大量热量,可以进一步输入到蒸汽系统当中,为了实现成本的有效控制,实现生产效率的进一步提高,可以发挥环境保护的作用,在锅炉燃料燃烧过程中,烟气可以发挥饱和蒸汽的热蒸汽转换,锅炉给水的过程中,主要是利用省煤器进行预热,通过空气顶热器实现空气预热,最后在风机的作用下通过烟筒排放到大气中。
锅炉给水系统属于整体锅炉系统的重要组成部分,为了实现PLC技术的良好应用,需要结合锅炉给水系统的运行原理[1]。
2 锅炉控制系统概述2. 1 循环泵流量控制系统在锅炉系统压力处于稳定状态的条件下,主要是采用循环水泵来控制管道水的整体流量,进一步提升锅炉供暖整体温度的稳定性提高,可以满足供暖用户的使用需要,目前根据室外自然温度的变化,锅炉控制系统可以实现自动变化的锅炉出水温度调节,之后再根据回水供应过程中的测定温度进行循环泵转速调整,进而可以满足水流循环的流量目标,还可以通过间接的回水温度调节来满足锅炉供热作业过程中的负荷需求[2]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工业控制与应用Industry Control an d Application自动化技术与应用 2005年第24卷第8期基于PLC和组态王的热水锅炉控制系统郎术斌(黑龙江科技学院自动化工程系,黑龙江哈尔滨150027)摘要:基于西门子S7-300系列PLC构成了一种新型的锅炉自动控制系统,讨论了控制系统的功能和特点,给出了控制系统的硬件组成、系统功能和控制框图。
实际使用证明,该控制系统控制效果良好,节能效果十分明显。
关键词:PLC;工控机;控制系统中图分类号:TP571 61文献标识码:B文章编号:1003 7241(2005)08 0031 03The Co ntrol System of Heating BoilerBased o n PLC and Cofiguratio n KingLANG Shu-bin(Automation Department of Heilongjiang Science Insti tute,Harbin150027,China)Abstract:A novel control system of boiler based on the S7-300series PLC of Siemens is presented.The hardware of the system is also discussed.The system gives a bi g saving on energy.Key words:PLC;Industrial PC;Con trol sys tem1引言目前,供暖公司的热水锅炉只是利用计算机监测热水锅炉运行参数,热水锅炉运行还需要人进行手动调节,而要真正实现热水锅炉的自动控制,只是利用计算机进行监测是远远不够的,它一方面不可能使热水锅炉在较高的效率下运行,另一方面也不可能达到真正的节能目的。
下面要介绍的热水锅炉控制系统,它既完全包容了计算机监测部分,又可以完全脱离手动操作,使热水锅炉控制系统运行更经济、更简单,而且在实践中已得到了应用,受到了用户一致好评。
设备方面采用性能可靠的研华工业控制机、西门子PLC及变频器,对锅炉相应参数进行控制。
2系统概要本控制系统能够根据环境温度的变化及一天24小时的不同,自动完成锅炉热负荷与用户热负荷的计算,将其比较、预报、校正内部参数,优化相应的控制参数,相应自动调整锅炉炉排转速、鼓风机转速、引风机转速、煤层厚度。
并用氧量信号校正送风量,参与燃烧控制,保证使风煤配比达到最优,锅炉在较高的效率下运行,从而能够实现节煤省电这一目的。
该系统具有声收稿日期:2005-03-21光报警及联锁保护,采用计算机自动控制和手动遥控操作控制双重控制方式,手/自动切换是无扰切换,真正实现锅炉安全可靠的运行,减轻工人的劳动强度,保证供热质量,节约能源,实现锅炉控制自动化。
3系统构成系统总体构成如图1所示,系统采用PLC为下位机,以工控机为上位机,软件采用正版组态王6.0,PLC用来检测温度、压力、流量,含氧量等热工参数,实现锅炉的燃烧控制,用PLC实现鼓、引风机、炉排电机、煤层厚度的起、停,联锁报警等电气控制,控制室内每台锅炉各设一台操作柜,显示仪表只显示重点参数,配合手操器完成手动遥控操作,手操器实现手 自动切换,工控机直接检测水系统的共用参数及换热站的检测与监控。
图1系统结构图31es of Aut oma tio n&Ap plicat io ns|自动化技术与应用 2005年第24卷第8期工业控制与应用Industry Control an d Application4系统的功能4.1监控功能系统在运行过程中,上位机将下位机采集上来的锅炉运行数据和热力站传送上来的运行参数进行实时处理,通过上位机的分析、判断,实现对现场温度、压力、液位、流量、烟气含氧量等工艺过程参数的动态显示,通过下位机的反馈至上位机的信号实现对现场仪表、风机、水泵及上煤系统运行状态的监控。
现场通过上位机手动和自动切换,实现风机,水泵的启、停控制。
系统与现场仪表,电气设备配合可实现多变量闭环调节(如送风变频控制、引风机变频控制、给煤机变频控制)和联锁控制(如上煤联锁控制)。
4.2调节控制功能热水锅炉是一种多变量系统,被控量之间的关系耦合程度高,因此本套系统配以优化的控制软件,该套软件以供水温度、烟气氧量、炉膛负压等为控制指标,随着室外温度的变化,通过PID控制,调整风煤配比,前馈系统,来加大或解除给煤调节,送风机调节和引风机调节输出间的前馈联锁,以求取给煤量,送风量和引风量的最佳控制参数,从而实现燃烧的最优控制。
考虑到锅炉的此三环节的对象为电机,所以PID手 自动切换时,加有无扰动切换。
4.3报警功能系统具有故障报警(风机、水泵、上煤系统等的启、停故障等)和超限报警(高、低液位、压力、流量、温度报警及用户指定的其它参数报警)。
4.4上煤联锁功能本系统可实现手动操作,计算机联动和自动控制。
4.5数据报表记录功能可根据用户的要求,对热网的供、回水流量、温度、压力、炉膛负压等工艺参数及电机负载情况,报警记录形成报表汇总。
4.6数据查询计划,打印功能,用户对记录的报表数据,报警数据进行查询、打印。
4.7曲线功能对用户关心的温度、流量等信号,系统以实时,历史趋势曲线的形式直观地表示出来。
4.8远程通讯功能热力站和控制中心通过调制解调器可实现远程数据传输。
4.9密码功能为防止非专业人员随意改动参数,造成对锅炉操作的误动作,该系统可配制几个操作员密码,操作员可以键入唯一的标识符和口令进入较高级的系统修改参数。
5系统的软件设计5.1模拟量采集和滤波本系统要采集现场的模拟量(如压力、温度等)以送PLC中处理。
考虑到现场工作环境的恶劣,变送器送入AI模块的电流值存在波动和尖峰干扰等情况,因此通过AI模块采集回来的数值不能直接为CPU所用,必须经过滤波处理,滤掉各种波动和干扰等信号,同时考虑到本系统为惯性系数较大的系统,故采用取平均值的办法进行滤波,主程序在每个扫描周期调用一次子程序进行模拟量的采集和滤波处理,处理的结果安全交给主程序使用。
本系统采用!AI331∀模块,该模块的转换结果为12bit,在模拟量采集的子程序中将每次的采集量累加进入累加器中,当采集次数达到预置值后,将累加器中的值取均值,作为本次采集的最终结果送主程序使用。
图2软件结构流程图32|Tech n iq ue s o f Au to mat io n工业控制与应用Industry Control an d Application自动化技术与应用 2005年第24卷第8期5.2 实施优化采样时间(系统)取决于炉排转动速度,根据锅炉的过剩空气系数 设定氧含量的设定值,根据炉膛温度设定风煤比的上、下限,炉排转速的上限,根据氧含量偏差改变风煤比的设定值,这些值的更新周期为3S 。
在该系统投运期间操作者还可以改变氧含量的风煤比的设定值,系统在将现有的设定值基础上,向由优化算法得出的设定值以一定的步长接近,而不是直接设为算法得出值。
这样可以根据操作者的经验优化以指导,使操作系统有足够的影响力,又使设定值的改变循序渐进,有利于系统稳定运行。
软件流程如图3所示。
6 结束语该系统自投入运行以来,设备运行良好,整个系统没有出现任何故障。
得到了上至供暖公司领导,下至锅炉运行工人的一至赞同与认可。
据初步分析,该系统能够使煤的热值得到充分的利用,且鼓引风量随时在变化,因而大大减少了煤、电的消耗,保守估算,对于40T /h 锅炉只要一个半采暖期,对于20T/h 锅炉只要两个采暖期,该系统的投资就可以全部回收。
节能效果十分明显。
7 参考文献:[1] 翁维勤,等.过程控制系统.第二版[M ].北京:化学工业出版社,2002,119[2] 汪晓光,等.可编程控制器原理及应用[M ].北京:清华大学出版社,1994[3] [德]西门子公司.可编程序控制器梯形图手册(S7-300系列)[Z],2000,4作者简介:郎术斌(1968-),男,吉林农安人,哈尔滨船舶工程学院自动控制理论及应用专业硕士毕业,现为黑龙江科技学院自动化工程系工程师。
研究方向:测控。
(上接第27页)阻抗扬声器,如果定压扬声器的电压和定压功放的输出电压是一致的则可以省略扬声器端的变压器。
3.5 视频信号匹配问题远距离传输视频信号引起信号衰减是不可避免的,衰减主要是由传输线的电阻和电感引起的。
我们考虑一方面可以采用专用野外视频电缆线,可以有效减少视频信号的衰减。
另一方面如果接收端视频信号较弱,可以考虑采用有源视频信号放大器,在条件允许下考虑在视频信号到达用户前级安装视频信号滤波器,可以增强图像减小失真,并有效的滤除干扰信号。
视频信号放大器能有效的增强图像清晰度增加传输的距离,一般采用带宽为45M -750M ,增益30DB,动态范围35-75B UV 的专业放大器。
视频信号到达每一楼层后,我们需要安装视频分配器和分支器,视频信号经过分配后连接到每个房间,这样的考虑是为了视频信号的匹配。
如图6:图6 视频信号连接图4 结束语该系统的设计在浙江某监狱可视对讲系统工程中已经投入正常使用并得到同行的认可。
但是,需要提的是,可视对讲系统的数字化是必然的发展趋势[4],MOTOROLA 公司已经在去年年底在中国国际高新技术成果交易会上推出了全数字化可视对讲,该系统不但具有对讲、监视等功能,还有多媒体帮助、访客留影、信息发布、广告服务等功能[3][5]。
由于数字型系统在信道传输中传输的图像和语音是数字信号,传输的速率要受到带宽和处理机运算速率的影响,一般来说,当传输大容量信息时,不可避免存在数据流的堵塞延时,出现语音或画面迟缓或停顿现象。
随着压缩和解压算法的发展和多媒体新器件的出现,生产出高性价比的全数字系统成为可能,该系统将会彻底解决模拟系统中的技术难题。
5 参考文献:[1] 王涌,朱杭军.CAN 网络分布式可视对讲系统研究[J].浙江工业大学学报,2004,(4):234-238[2] 阳宪惠.现场总线技术及其应用[M ].北京:清华大学出版社,1999[3] 广州周立功单片机发展有限公司(www, )[Z].SJ A1000中文资料[4] 张培人,王洪波.独立CAN 总线控制器SJ A1000[J].国外电子元器件,2001,(1):20-22[5] FR ANK P M,etc.Ne w development using Ai in fault diagnosis[J].Engi neering Application of Artifici al Intelligence,1997,10(3):1-3[6] SJ A1000Stand -alone CAN Controller Application Note[Z].Philips emiconductor,1997作者简介:王涌(1975-),男,浙江嵊州人,硕士,高校讲师,主要从事微处理器应用研究。