核电设备用20MnHR钢配套埋弧焊焊接材料_烧结型低氢高碱度高韧性105HR焊剂
核电站核岛焊接工艺评定:反应堆压力容器接管与安全端异种材料焊接
核电站核岛焊接工艺评定:反应堆压力容器接管与安全端异种材料焊接1 反应堆压力容器接管与安全端焊接工艺说明1.1在电站反应堆压力容器、蒸汽发生器和稳压器的结构设计中,都有进、出水接管与安全端的焊接接头。
接管一般采用Mn-Mo-N型低合金高强度钢SA508Gr3Cl2钢制造,而安全端与反应堆冷却剂管道相连,均采用316L或304L奥氏体不锈钢制造。
1.2为确保这种异种钢接头具有良好的力学性能,避免在接头中出现危险性缺陷,故采用先在低合金钢接管端部堆焊8~10mm厚的镍基合金作为隔离层,经消除应力热处理后加工成焊接坡口,然后与不锈钢安全端用镍基合金焊材焊接,焊后不再进行热处理。
1.3在接管端部堆焊镍基合金隔离层可选用多种焊接方法,如手工焊条电弧堆焊,窄带极埋弧堆焊,加填充丝钨极氩弧堆焊。
堆焊时,为了控制堆焊层被稀释的程度,必须限制焊接热输入量,适当降低预热温度,防止热裂纹产生。
1.4目前国内外常用的镍基合金堆焊焊条有ENiCrFe-3和ENiCrFe-7,氩弧焊焊丝有ERNiCr-3和ERNiCrFe-7,埋弧焊焊带有EQNiCr-3和EQNCrFe-7。
一般选用的焊条直径为Φ3.2和Φ4 mm,焊丝直径为Φ0.9mm、Φ1.2mm和Φ1.6mm,焊带规格为30×0.5mm和60×0.5mm。
1.5接管与安全端的对接焊,根据不同的坡口形式,通常采用以下几种焊接工艺:a)手工氩弧焊加填充丝打底,再用焊条电弧焊焊接,该工艺能保证焊缝根部质量,不必去除焊根。
b)焊条电弧焊直接焊接,但焊缝根部质量较难保证,必须进行机械加工去除焊根。
c)先自动氩弧焊不加填充丝封底,然后自动氩弧焊加填充丝直接焊接。
采用此方法一般以工件固定进行横焊或全位置焊接。
1.6 接管与安全端对接焊同样采用镍基合金焊接材料,氩弧焊填充丝一般采用ERNiCr-3、ERNiCrFe-7,如Inconel 82、Inconel 52等,与隔离层堆焊材料类别相同。
电力铁塔用Q420高强钢焊接性试验探讨
电力铁塔用Q420高强钢焊接性试验探讨裘名早;朱建春【摘要】由于Q420钢冶炼时加入V、Ti、Nb等强烈碳化物形成元素,对焊缝性能造成不良影响,使其焊接性能不够稳定.与Q345普通低合金钢相比,Q420低合金高强度钢焊接难度大,焊接技术要求高,应制定严格的焊接工艺施焊.通过采用焊接热影响区最高硬度试验及斜Y型坡口焊接裂纹试验,结果表明:Q420B钢焊前可不预热,焊后也不需采用任何热处理工艺.但结合Q420B钢材的韧脆转变温度,当环境温度低于0℃时,应进行焊前预热150℃,以避免产生冷裂纹.【期刊名称】《江西电力》【年(卷),期】2012(036)003【总页数】3页(P24-26)【关键词】电力铁塔;Q420高强钢;焊接性试验;分析探讨【作者】裘名早;朱建春【作者单位】江西省送变电建设公司,江西南昌 330200;江西省送变电建设公司,江西南昌 330200【正文语种】中文【中图分类】TM7530 引言长期以来,我国输电线路铁塔所用钢材局限于Q235和Q345这2种强度等级,与发达国家相比,品种少,强度值偏低。
当设计荷载增大时,一般采用加大材料规格或组合断面的方法来提高铁塔的承载能力,这必然导致铁塔耗钢量的增加,从而造成投资和资源消耗的增加[1]。
Q420高强钢具有强度高和承载能力大的特点,如采用Q42O高强钢(材料等级一般为B级)作铁塔的主材,从理论上讲,由于减小了塔身挡风面积因而减小了塔身风压,可降低塔重7%~9%;从经济角度上讲,使用Q42O高强钢可节省整体造价3%~7%[2]。
因此,Q42O高强钢在国家电网公司“两型三新”输电线路建设中得到大力的推广应用。
1 Q420钢的焊接性1.1 焊接性的概念金属焊接性是指材料在一定的焊接工艺条件下焊接成按规定设计要求的构件,并满足预定服役要求的能力。
焊接性受材料、工艺、结构及使用条件4个因素的影响。
其内容包括2个方面:一是金属在经受焊接加工时获得优质焊接接头的能力,即工艺焊接性;二是焊成的接头在使用条件下可靠运行的能力,即使用焊接性。
核电站核岛主设备用焊接材料--吴祖乾
四、主设备焊接用焊接材料
1.低合金钢药皮焊条,埋弧焊焊丝和焊剂。 2.不锈钢药皮焊条,埋弧焊带和焊剂,气保护焊用
焊丝。 3.镍基合金药皮焊条,埋弧焊焊带(焊丝)和焊剂,
气保护焊用焊丝。
4.钴基合金焊材。
五、低合金钢焊接材料
低合金钢焊接材料主要用于核反应堆压力容 器、蒸汽发生器和稳压器等承压设备的焊接。反 应堆压力容器一般由Mn-Ni-Mo钢(A508Gr.3)锻 件焊接而成。还需承受强烈的中子辐照,使壳体 和焊缝遭受严重损伤。对核容器的焊缝金属除要 求其常规性能达到产品技术条件外,还要求其特 殊性能亦能满足设计所规定的要求,如无塑料性 转变温度,辐照敏感性,低周疲劳性能和断裂韧 性等。
3.反应堆堆内构件吊兰、导向筒等部件用304、347等不锈 钢锻件和板材。
4.蒸汽发生器传热管用Inconel 690镍基合金。
5.主蒸汽管道用304 、316 等不锈钢大直径无缝管。
三、主设备焊接方法
1.核容器主焊缝采用药皮焊接打底、窄间隙埋弧焊填充盖 面的焊接工艺。
2.所有与一回路水接触的反应堆压力容器和蒸发器下封头 等均采用不锈钢焊带(焊丝)进行表面埋焊弧堆。
十一、镍基合金焊接材料
镍基合金及其焊接材料在核岛主设备中应用甚广。核反应 堆压力容器的驱动管座、各种测量的管座以及各种支承块 等均采用Inconel 600或Inconel 690制造。蒸发器传热管 大多采用镍基合金制造如Inconel 690等。镍基合金堆焊也 是在核岛主设备中采用较多的一种工艺,如蒸发器管板、 反应堆压力容器顶盖管座段,接管安全段预堆边等。
3.核容器接管端面采用镍基合金埋弧焊或焊条堆焊,并用 镍基合金焊丝与不锈钢安全端进行熔化极气体保护焊。
4.堆内构件不锈钢吊兰筒体等采用不锈钢焊丝进行钨极氩 弧焊或热丝钨极氩弧焊。
核电设备埋弧焊用烧结焊剂CHF601HR的研制
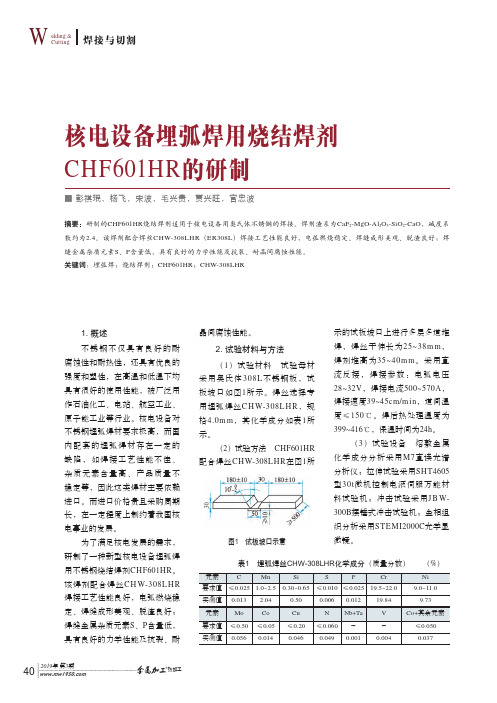
2019年 第3期 热加工40核电设备埋弧焊用烧结焊剂CHF601HR 的研制■ 彭祺珉,杨飞,宋波,毛兴贵,贾兴旺,官忠波摘要:研制的CHF601HR 烧结焊剂适用于核电设备用奥氏体不锈钢的焊接。
焊剂渣系为CaF 2-MgO-Al 2O 3-SiO 2-CaO ,碱度系数约为2.4。
该焊剂配合焊丝CHW-308LHR (ER308L )焊接工艺性能良好,电弧燃烧稳定、焊缝成形美观、脱渣良好;焊缝金属杂质元素S 、P 含量低,具有良好的力学性能及抗裂、耐晶间腐蚀性能。
关键词:埋弧焊;烧结焊剂;CHF601HR ;CHW-308LHR1. 概述不锈钢不仅具有良好的耐腐蚀性和耐热性,还具有优良的强度和塑性,在高温和低温下均具有很好的使用性能,被广泛用作石油化工、电站、航空工业、原子能工业等行业。
核电设备对不锈钢埋弧焊材要求极高,而国内配套的埋弧焊材存在一定的缺陷,如焊接工艺性能不佳、杂质元素含量高、产品质量不稳定等,因此这类焊材主要依赖进口。
而进口价格贵且采购周期长,在一定程度上制约着我国核电事业的发展。
为了满足核电发展的需求,研制了一种新型核电设备埋弧焊用不锈钢烧结焊剂CHF601HR 。
该焊剂配合焊丝C H W-308L H R 焊接工艺性能良好,电弧燃烧稳定、焊缝成形美观、脱渣良好;焊缝金属杂质元素S 、P 含量低,具有良好的力学性能及抗裂、耐晶间腐蚀性能。
2. 试验材料与方法(1)试验材料 试验母材采用奥氏体308L 不锈钢板,试板坡口如图1所示。
焊丝选择专用埋弧焊丝C H W-308L H R ,规格4.0m m ,其化学成分如表1所示。
(2)试验方法 CHF601HR 配合焊丝CHW-308LHR 在图1所示的试板坡口上进行多层多道堆焊,焊丝干伸长为25~38m m ,焊剂堆高为35~40m m 。
采用直流反接,焊接参数:电弧电压28~32V ,焊接电流500~570A ,焊接速度39~45cm/min ,道间温度≤150℃。
核电设备用高韧性高强度厚板SA-738 Gr.B的开发
造ቤተ መጻሕፍቲ ባይዱ 轧制 工艺 ,开发 出 了有 优 良内质特性 的厚板 。
为 了减排 c O : 以防止地球 变 暖 ,并满 足世 界对 能 源扩 大 的需求 ,以美 国 、 中国和 新 兴 国家 为 中心 , 正计 划建 设更 多核 电站 。今 后建设 的主流 是第 3代
本文介 绍 了作 为核反 应堆安全 壳用 而开发 的
注 :Ce q = C + Mn / 6 + ( C u + Ni ) / 1 5 + ( Cr + Mo + 、 , ) / 5
表 l示出了作为核反应堆用安全壳而开发的以 S A 一 7 3 8 G r . B的 目标成分和机械特性 的 A S M E规格为 基 础 的 目标 性 能 。S A 一 7 3 8 G r . B是 能够 用淬 火 ・ 回火 ( Q u e n c h — T e mp e r简 称 Q — T)处 理 生 产 的 调 质 型
击特性 ,是要求具备 比规定低 5 . 6 ℃的冲击吸收能 , 或将规定温度的冲击吸收能提高 7 J 。
・
28 ・
《 核 电设备用高韧性高强度厚板 S A 一 7 3 8 G r . B的开发 》
t ≤3 8 . 1 S A一 7 3 8 0 . 9 o / 1 . 5 0
本 。另 一方 面 ,在 A S ME 规格 有关 核反应 堆 安全壳 的 内容 中 ,对 于 S A 一 7 3 8等部分 碳 ( c)素钢 的适 用 C含 量 和预热 温进 行 限制 时 , 由于考 虑到严 格 的韧性
2 . 1 S A 一 7 3 8 G r . B的 目标 性 能
6 0 0 MP a 级 钢 ,对 于不 同的板厚 ,都 规定 了合 金元 素
20MnHR-AR成品分析20MnHR-AR化学元素机械性能

20MnHR-AR成品分析20MnHR-AR化学元素机械性能一、20MnHR-AR核电钢简介20MnHR-AR核电钢,20MnHR-AR是舞钢科技部核电所材质,20MnHR-AR执行标准WYJ,热处理交货状态正火,压水堆核电厂二、三级设备用20MnHR钢板。
二、20MnHR-AR化学元素、成品分析C≤0.2;Si:0.2~0.5;Mn:1~1.6;P:≤0.015S:≤0.012;Ni:≤0.3 ;Cr:≤0.25;Mo≤0.1;Cu≤0.3;Nb≤0.015;V≤0.02。
三、20MnHR-AR机械性能6~25 Re(MPa) ≥355 说明或Rp0.2Rm(MPa) 510~620 说明A5(%) ≥22 说明冲击温度 0 说明Akv(J) ≥40 说明纵向;横向:Akv≥21J弯曲直径 3a 说明弯曲角度 180 说明>25~30 R e(MPa) ≥345 说明或Rp0.2Rm(MPa) 510~620 说明A5(%) ≥22 说明冲击温度 0 说明Akv(J) ≥40 说明纵向;横向:Akv≥21J弯曲直径 3a 说明弯曲角度 180 说明>30~120 Re(MPa) ≥335 说明或Rp0.2Rm(MPa) 510~620 说明A5(%) ≥21 说明冲击温度 0 说明Akv(J) ≥40 说明纵向;横向:Akv≥16J弯曲直径 3a 说明弯曲角度 180 说明四、20MnHR-AR尺寸、外形、重量及允许偏差20MnHR-AR钢板的尺寸、外形、重量及允许偏差应符合GB/T 709标准的规定。
20MnHR-AR厚度偏差按GB/T709的B类或C类执行。
20MnHR钢介绍及应用范围

20MnHR、20MnHR-B介绍及应用范围一、20MnHR简介20MnHR使用温度为常温到-20的正火型压力容器用钢板,具有优良的强韧性和焊接性能。
20MnHR是核电用容器钢,主要用于制造高参数压力容器。
舞钢与1994年、1997年,有原始冶金部和核工业总公司先后组织并通过对20HR、20MnHR进行技术鉴定。
目前舞钢已研发出核电站多种用途设备制造用的系列钢种钢板材料。
核电钢中国牌号如下:20MnHR、20HR、16MnHR法国牌号:A48CPR、16MnD5、18MnD5美国牌号:SA516、SA533、SA738欧洲牌号;P265GH、P295GH、P355GH负责人:师磊-152**9076**5221二、20MnHR力学性能三、20MnHR化学成分四、20MnHR-B简介20MnHR-B是核电用钢,国内舞阳钢厂可生产,20MnHR-B是舞阳钢厂科技部核电所牌号,20MnHR-B具有良好的韧性和焊接性能。
20MnHR-B 规格:厚度:8-120mm,宽度:1600-4020mm,长度:6000-17500mm 由舞钢师磊负责。
20MnHR-B执行标准:WYJ(舞钢产品研发技术标准)。
五、20MnHR-B化学成分六、20MnHR-B交货状态20MnHR-B交货状态:热轧状态交货,试样正火+模拟焊后热处理。
可根据需求选择不同的钢板级别,也可附加探伤标准要求、探伤等级要求、Z向性能要求、船级社认证要求、添加特殊和靠近元素要求。
但需经供需双方沟通,并在合同中注明。
七、20MnHR-B生产工艺20MnHR-B生产工艺:钢由电炉或电炉+炉外精炼方法冶炼,采用镇静浇筑。
试样正火+模拟焊后热处理:正火温度:正火温度910±10,保温时间1.5min/mm,空冷。
模拟焊后热处理工艺:保温温度:600±5,保温时间:10h。
八、舞钢实力2016年2月河钢舞钢5000吨780Mpa级别SX780发电机蜗壳用钢中标乌东德水电站。
高效-高韧-低氢埋弧焊剂TMF105的开发

配用焊丝
符合标准: AWS A5.17
ReL /MPa
R m /MPa
A(%) KV(-40℃ )/J KV(-60℃ )/J
EH14
F7A8-EH14 485 F7P8-EH14 ( ≥ 460)
590 (500~640)
30( ≥ 22)
150 ( ≥ 47)
120 ( ≥ 47)
EM12K
F7A8EM12K F7P8EM12K
热加工
31 2018年 第11期
W elding & Cutting
焊接与切割
采用TMF105焊剂埋弧焊
敷金属化学成分和力学性能如 表4和表5所示,扩散氢含量为 3.80mL/100g,满足海工自升式 平台齿条钢焊接对焊材高强、高 韧、低氢的要求。
3.高效高韧低氢埋弧焊剂 的应用
30
前丝
后丝
28~30
33~35
焊接速度 /mm∙min-1
450
500~550
层间温度 /℃
150±10
150±10
项目
单丝 双丝
表7 对接接头力学性能
拉伸试验
抗拉强度 /MPa 520 510
弯曲试验
侧弯 D=4t 180° 合格
合格
夏比冲击试验
开发的TMF105焊剂的典型 应用是风电塔筒的焊接,塔筒作 为海上风电的重要装备,要承受 盐雾腐蚀、海浪和海冰冲撞、台 风破坏的恶劣环境影响。塔筒结 构的安全性至关重要,目前,塔 筒材料多采用S355NL,板厚达 80mm,要求焊接接头具有高韧 性K V (-50℃)≥47J,这对于 埋弧焊材的选择提出了严峻的 挑战,要求满足高韧性和高抗裂 性。国外公司已推出适用于海上 风电塔筒的埋弧焊材,国产埋弧 焊材尚难以满足结构要求。
一种全位置焊接超低氢高韧性高强钢碱性焊条[发明专利]
![一种全位置焊接超低氢高韧性高强钢碱性焊条[发明专利]](https://img.taocdn.com/s3/m/58cb9aa8fe4733687f21aab9.png)
专利名称:一种全位置焊接超低氢高韧性高强钢碱性焊条专利类型:发明专利
发明人:郑子行,李志提,翟泳,于国宏,吕基农
申请号:CN201110257937.3
申请日:20110902
公开号:CN102284808A
公开日:
20111221
专利内容由知识产权出版社提供
摘要:本发明公开了一种全位置焊接超低氢高韧性高强钢碱性焊条,本发明焊条的药皮质量组成为:CaCO30-50%,CaF20-30%,TiO7-10%,SiO6-10%,铬铁合金3-6%,锰铁合金4-9%,钼铁4-8%,金属镍1-4%;本发明焊条能够满足高强度级别钢材的焊接,具有优良的低温冲击韧性,操作性能优良,电弧稳定,飞溅较小,成型美观,焊缝金属力学性能匹配合理,具有优良的抗裂性。
申请人:天津大桥焊材集团有限公司
地址:300385 天津市西青区经济开发区津港公路2号
国籍:CN
代理机构:天津市鼎和专利商标代理有限公司
代理人:冯舜英
更多信息请下载全文后查看。
《压力容器》》志第30卷目录索引

枟压力容器枠杂志第30卷目录索引专题报告期号页码锅炉全生命周期安全高效运行和节能减排…11深冷真空绝热容器标准技术发展与展望……21特种设备安全形势与对策……………………121试验研究双椭球热源参数调整在预测在役焊接熔池尺寸 上的应用……………………………………115两种常用铝制压力容器强度安全裕度研究…215单面焊焊道表面缺陷漏磁检测方法研究……222大型原油储罐用钢12MnNiVR热处理工艺及 组织性能研究………………………………229竖直管内超临界二氧化碳局部对流换热 研究…………………………………………31复合材料缠绕层缺陷深度对CNG-2气瓶强度 影响的研究…………………………………35金属与金属接触型石墨密封垫片高温力学 性能的试验研究……………………………4137CrNi3MoVE钢不同加载速率下应力腐蚀 行为的试验研究……………………………48奥氏体不锈钢应变强化容器变形速率的测量 方法研究……………………………………51矩形微通道内单相液体湍流对流流动与换热 数值研究……………………………………57气瓶水压爆破试验装置关键硬件的选择……513SA543钢在高温锅炉水中的应力腐蚀性能 试验研究……………………………………61预拉伸奥氏体不锈钢常温拉伸力学性能 试验研究……………………………………67两种常用奥氏体不锈钢形变马氏体研究……71应变速率对304奥氏体不锈钢应变硬化行 为的影响……………………………………76预拉伸应变强化对S30403奥氏体不锈钢形变 马氏体相转变的影响………………………81S31608奥氏体不锈钢应变强化诱发马氏体 相变实验……………………………………87钛/铝爆炸复合板结合区域的微观组织及 力学性能的研究……………………………815高钢级管线焊管全尺寸气体爆破试验 研究…………………………………………821热源模型参数对管道焊接的影响研究………827两种应变强化不锈钢在硫化氢环境下的应力 腐蚀开裂行为………………………………9112MnNiVR钢热处理性能及大热输入焊接 韧性…………………………………………911液压缸用高强钢焊接接头性能及组织 研究…………………………………………920400℃时效对304不锈钢晶间敏化行为的 影响…………………………………………924新型叠片式油冷却器传热与流动阻力性能 模拟试验研究………………………………101储气井极限抗拔力试验研究…………………107期号页码高温下法兰系统温度分布及螺栓载荷变化…111某台国产压水堆压力容器锻件材料断裂韧性 韧脆转变的参考温度………………………118地震激励下储液罐提离动态响应试验研究…1114C-276合金冷金属过渡焊接焊缝熔敷金属 耐蚀性研究…………………………………1123烟气脱硫塔风诱导振动的TMD控制研究……128温度对循环载荷作用下内压直管棘轮 效应的影响…………………………………1215设计计算影响含腐蚀缺陷管道剩余强度的参数分析…120外压圆筒临界压力的双非线性ANSYS有限元 模拟与讨论…………………………………124带夹套平板封头弹塑性有限元分析及优化…131扭曲扁管换热器机械设计若干问题的探讨…135多基础不均匀沉降球罐的应力分析…………140X80管线钢管动态裂纹扩展速度计算………233未知主应力方向残余应力的压痕应变法测量 及其程序设计………………………………236评定含局部减薄缺陷圆柱壳的新公式及其 应用…………………………………………241弯矩作用下弯管内壁环向裂纹应力强度因子 分析…………………………………………248多点约束(MPC)法与换热器整体有限元 分析…………………………………………254136m3PVC大型聚合釜研发与设计…………315内压圆筒开孔接管长度对有限元计算结果的 影响…………………………………………320弹簧全启式安全阀的FMECA分析……………325大型塔器的地震时程响应分析………………332上扣扭矩对储气井疲劳性能的影响…………414反应堆压力容器60年设计寿命研究…………418法兰密封系统应力松弛有限元分析…………423刮板结构对薄膜蒸发器内气液两相液膜流场 影响分析……………………………………429甲醇合成塔管板的有限元分析………………435多股流绕管换热器管板结构分析……………518海底悬跨石油管道泄漏流场和温度场耦合 分析…………………………………………523高压作用下换热器管箱球面隔膜密封结构 设计分析……………………………………528大型石油储罐的风载荷响应分析……………534波纹管换热器管束整体失稳分析及设计计算 要考虑的问题………………………………612常温下Q345R钢板外压应力系数B算图的 讨论…………………………………………616ASME规范案例2605-1在承压设备高温疲劳 寿命设计方面的应用………………………622深海高压环境模拟实验舱热-应力分析……627基于遗传算法的三叶孔板换热器优化设计…712·77·第30卷第12期 压 力 容 器 总第253期期号页码储液罐子结构振动台试验仿真分析…………718套片式油冷器传热性能的研究………………724基于滑移网格的反应釜内部流体动力学特性 研究…………………………………………730超临界CO2微通道平行流气冷器流量分配 优化研究……………………………………833翅片缩放管相变蓄热体热工特性数值 模拟…………………………………………838热混合板式换热器换热阻力性能……………846大型裙座支撑式球罐有限元应力分析………854双平板封头结构的焊接残余应力 有限元模拟…………………………………931低温平底贮槽传热分析与设计………………939大型立式浮顶油罐的减震分析研究…………1012新型六分花格板换热器壳程传热及 流动特性……………………………………1018高耸塔器顺风向风振响应与疲劳寿命数值 分析…………………………………………1129不同结构参数缩放管传热综合性能的数值 模拟…………………………………………1137高压水射流喷丸降低焊接残余应力有限元 分析…………………………………………114210000m3球罐整体热处理强度及刚度 计算…………………………………………1224关于静载作用下大型储罐罐壁的合理设计…1231LNG全容罐热角保护结构有限元分析………1238外压锥壳加强圈最佳位置的讨论……………1244核电厂高加安全阀的排放容量校核方法 研究…………………………………………1251技术综述压力容器与管道安定/棘轮评估方法研究 进展…………………………………………145我国重型压力容器轻量化设计制造技术 研究进展……………………………………259对中国压力容器分析设计标准的发展展望…337奥氏体不锈钢制深冷容器室温应变强化技术 常见问题探讨………………………………345耐点蚀当量(PRE)与压力容器用超级 不锈钢………………………………………441我国炼油装置腐蚀调查开展情况及若干问题 探讨…………………………………………539我国乙烯裂解炉辐射炉管的使用状况………545压力容器用含氮不锈钢………………………1042CNG-Ⅱ复合气瓶环缠绕层表面缺陷安全性 分析与评价方法……………………………1054标准规范关于奥氏体不锈钢晶间腐蚀敏感性试验的 各种标准中一些问题的探讨………………154基于RCC-M与ASME的核2/3级管道应力 评定比较……………………………………352JB/T4730.3钢板超声检测标准修订的 探讨…………………………………………451GB50235—2010枟工业金属管道工程施工规范枠 疑难点解读…………………………………455期号页码ASMEB&PVC在核级承压容器建造中的 应用…………………………………………739大容积钢质内胆环向缠绕气瓶标准介绍……747关于EJMA第9版(含2011增补)环向膜应力 公式的修订探讨……………………………859EN1993-1-6标准中的壳体失稳设计方法 简述…………………………………………945关于奥氏体不锈钢焊接接头晶间腐蚀试验 标准中弯曲试验参数的选取………………1024常用压力容器用膨胀节国际标准的介绍及 分析…………………………………………1036安全分析EN13445压力容器疲劳评定方法及其 应用…………………………………………160内爆载荷作用下不锈钢圆柱壳的断裂失效 分析…………………………………………266含均布多轴向表面裂纹厚壁圆筒结构安全性 评价…………………………………………357变压吸附器开裂原因分析及失效预防………461循环移动热载荷下压力管道弯头的安定性…467氯甲烷汽提塔再沸器泄漏分析与改进………471面式减温器筒体内壁应力分析及裂纹成因 探讨…………………………………………553核压力容器接管安全端堆焊修复对失效评定 曲线的影响…………………………………558一段乙烯裂解炉炉管的失效分析……………632卡套管式接头密封失效分析及预防…………639甲甲脂酰胺加热器螺旋盘管泄漏失效分析…644核电站钢制安全壳封头屈曲评价方法简介及 应用…………………………………………756基于改进的灰色—马尔可夫链模型预测管道 剩余使用寿命………………………………760减压塔大开孔结构稳定性分析………………864危险化学品储罐溢流失效动态分析…………1061随机载荷下疲劳长裂纹扩展构件可靠性 分析…………………………………………1067天然气管道开裂失效分析……………………1147高压蒸汽管道封头开裂失效分析……………1152压水堆核电厂蒸汽发生器传热管的降质 问题…………………………………………1257检验与修复基于光纤光栅传感的管道应力监测方法 研究…………………………………………170核电站钢制安全壳补强板与贯穿件套筒管板 焊缝超声检测技术…………………………175微波扫描法检测聚乙烯管道热熔接头缺陷 初探…………………………………………273碳钢材质焦炭塔的腐蚀分析及修复…………363核电厂主螺栓超声自动检测技术研究与 实现…………………………………………564基于ACFM分析的在役管道焊缝检测 技术…………………………………………570核电站反应堆压力容器焊缝的超声检测及 验证…………………………………………650·87·CPVT 枟压力容器枠杂志第30卷目录索引 Vol30畅No122013期号页码16MnDR封头成形后的破坏性检验…………656聚乙烯管道热熔接头冷焊缺陷的微波检测和 真密度测试研究……………………………954换热管内旋转超声检测技术…………………960制造与安装高温不锈钢衬里换热器的制造技术…………1641750MWEPR核电机组ATD再热器 制造…………………………………………277大型压水堆钢制安全壳顶封头现场组装 工艺…………………………………………367大型储罐用高强度钢板国产化开发…………476反应堆压力容器“C”形密封环的研制………574加氢设备用21/4Cr-1Mo厚钢板的开发……660脱硫反应器的制造技术………………………668EPR蒸汽发生器上部水平支承焊接…………76590°弯头内壁整体堆焊…………………………772转化器蒸汽发生器挠性薄管板的设计及 制造…………………………………………869大口径长输管道CRC全自动焊接 工艺研究……………………………………875EPR蒸汽发生器制造技术……………………965螺纹镶套技术在蒸汽发生器上的应用………971低成本高韧性X70钢级板卷及螺旋埋弧焊 管的研制……………………………………1072期号页码德士古气化炉整体法兰制造技术……………1156AP1000反应堆冷却剂系统主要设备安装 技术…………………………………………1162AP1000蒸汽发生器安装技术…………………1264急冷塔的制造技术……………………………1271经验交流承压设备焊接工艺评定中的一些问题………371压水堆一回路耐蚀层SMAW焊接工艺评定 及技术实践分析……………………………376超级双相不锈钢S32750板材的研制及在煤 调湿干燥机中的应用………………………675900MW压水堆核电厂稳压器筒体成形工艺 评定研究……………………………………777SA-724MGrB层板的焊接工艺评定…………1170会议讯息2013年ASMEPVP会议简介…………………975第八届全国压力容器学术会议暨第八届压力 容器分会理事会议简介……………………1176征文通知第八届全国压力容器学术会议征文通知……180简讯枟压力容器枠杂志再次荣获华东地区优秀 期刊…………………………………………413欢迎订阅2014年度枟理化检验-物理分册枠杂志(邮发代号:4—183) 枟理化检验-物理分册枠杂志创刊于1963年,系中国机械工程学会理化检验分会和失效分析分会会刊,是国内理化测试专业领域最早、且具权威的一本应用类技术刊物,多次获得国家机械行业和上海市优秀期刊奖,并被列为中国科技论文统计用期刊、中国科技核心期刊、中国科学引文数据库来源期刊、中国学术期刊(光盘版)、中国期刊网收录期刊、中国科学院枟中国物理文摘枠引用期刊和机械科学研究院枟机械制造文摘·焊接分册枠收录期刊。
20MnHR核电容器用钢板

20MnHR
20MnHR适用于温度为常温到-20℃的正火型压力容器用钢板,具有优良的强韧性和焊接性能。
20MnHR主要用于制造高参数压力容器。
舞阳钢铁为国内诸多项目先后提供了该钢板,进一步提高我国在高端压力容器项目中国产用钢的比例。
作者:wygt0376
一、化学成分
1、熔炼分析Cr+Cu+Mo+Ni≤0.70%,成品分析Cr+Cu+Mo+Ni≤0.75%
2、成品分析N≤0.014%,成品分析Al总/N≥2。
3、熔炼分析、成品分析Cu+6Sn≤0.33%。
二、力学性能
1、弯曲后的试样表面不得出现裂纹、断裂和凸泡。
2、三个冲击试样中只允许一个试样的试验结果低于平均值,但不得低于平均值的75%。
3、试样徐进行正火+模拟焊后热处理。
4、正火温度:正火温度910±10℃,保温时间1.5min/mm,空冷。
三、模拟焊后热处理工艺
1、保温温度:600℃±5℃,保温时间:10H。
2、在温度超过400℃时加热和冷却速率应按一下规定:
(1)、对于厚度T≤25mm的钢板,速率不超过220℃/h
(2)、对于厚度T>25mm的钢板,加热和冷却速率按下式计算,但不低于55℃/h。
四、应用前景
应用于石油、化工、电站、锅炉等行业,用于制作反应器、换热器、分离器、球罐、油气罐、液化气罐、核能反应堆压力壳、锅炉汽包、液化石油汽瓶、水电站高压水管、水轮机蜗壳等设备及构件上经常用到本牌号的钢材。
核电厂电磁环境预警系统

Ml月度聚焦山"I ONTHLY FOCUS创新应用类核电厂电磁环境预警系统电磁兼容性是电子电气设备安全、正常工作的基础。
国际运行经验表明,设备在复杂电磁环境之下出现的自扰和互扰问题已成为制约核电厂安全可靠运行的重大技术问题。
以往核电厂的电磁环境测量依靠人为操作,仅能分频段、在电厂停运等特定工况下开展短期测量,难以对正常运行期间的关键敏感设备的可靠性进行评估。
在数字化与智能化飞速发展的今天,核电厂面临的电磁环境更为复杂,亟需一套可对电磁环境进行实时监测的系统,以确保运行人员及时发现电磁风险,并适时采取措施。
本预警系统包括自主研发的超宽带高精度小型传感器、自主设计的高速信息计算处理模块以及定制化的阈值报警功能,可实现对核电厂电磁环境的实时自动测量和基于敏感设备抗扰特性的实时预警功能,可为核电厂的电磁兼容性提供实时的风险评估,为保障关键敏感点位的电磁环境提供有效指导。
本系统还具有全厂电磁环境图谱绘制和管理功能,基于电磁环境长期实时测量而得到的电磁环境时域、频域和空域分布图将为电厂的分区管理提供有力的技术支撑,可有效防止电磁干扰风险的发生,保障核电厂安全稳定运行。
初步预估国内市场容量约10亿人民币,并已同步开展海外市场的开拓工作。
本系统由中国核电工程有限公司和北京航空航天大学联合研制开发。
系统的研究和开发充分发挥了中国核电工程公司和北京航空航天大学在各自专业领域的技术优势。
相关核心技术已作为主要支撑获得2018年国家技术发明_等奖。
(中国核电工程有限公司)预埋件钢筋埋弧螺柱自动焊设备创新应用类预埋件钢筋埋弧螺柱自动焊设备,是中核二四公司科研团队基于“华龙一号”核电预埋件焊接特点,自主研发的自动化焊接设备,解决了手工电弧焊和气保焊生产效率低、质量稳定性差、作业环境恶劣、用工成本高等难点,可以焊接碳素钢和合金结构钢等钢结构预埋件产品。
预埋件钢筋埋弧螺柱自动焊设备由焊接主机、控制柜、焊接操作台三大部分组成,将螺柱焊原理和埋弧焊保护原理相结合,形成丰富的焊接工艺参数包,可适用圆钢、螺纹钢、弯头、锚固块等不同规格埋件焊接,满足客户差异化要求。
核电用钢20HR舞钢产20HR-B执行标准P265GH化学成分

核电用钢20HR舞钢产20HR-B执行标准P265GH化学成分一、20HR用处:核电用钢,应用于石油、化工、电站、锅炉等行业,用于制作反应器、换热器、分离器、球罐、油气罐、液化气罐、核能反应堆压力壳、锅炉汽包、液化石油汽瓶、水电站高压水管、水轮机蜗壳等设备及构件二、属于舞钢科技部核电所牌号,执行标准:企业标准WYJ。
技术咨询(定轧):152*9076*5221师先生三、交货状况:正火、正火+回火、退火+回火等四、技术要求:探伤、Z15Z35厚度方向功能要求、高强度高韧性要求等。
五、适用范围本技术条件适用于厚度8~150mm核电工程项目安全壳面料用碳钢钢板。
尺度、外形、分量及答应误差5.1 钢板的长度、宽度的答应误差应契合GB/T709的规矩。
5.2 钢板的厚度答应误差应契合GB6654的规矩。
5.3 钢板的不平度不得大于表1的规矩。
表1 钢板的不平度的要求单位为毫米5.4钢板按理论分量交货,按GB6654规矩的附加值作为核算分量的理论厚度。
六、技术要求6.1 钢板的熔炼剖析和制品剖析应契合表2的规矩。
表2 钢板的化学成分 wt%注:熔炼剖析Cr+Cu+Mo+Ni≤0.70%,制品剖析Cr+Cu+Mo+Ni≤0.75%,制品剖析N≤0.012%,制品剖析Al/N≥2,Cu+6Sn≤0.33%。
6.2 锻炼和浇注办法钢由电炉+炉外精粹办法锻炼,选用冷静浇注。
6.3 力学功能和工艺功能钢板交货状况或试样模仿焊后热处理状况的力学功能及工艺功能应契合表3和4的规矩。
注:板厚<20mm的钢板做交货状况的力学功能和工艺功能,板厚在≥20-150mm的钢板做交货状况和试样模仿焊后热处理状况的力学功能和工艺功能。
表3钢板的力学及工艺功能注:(1)三个冲击试样中只答应一个试样的成果低于表中规矩值,但不得低于规矩值的70%;(2)当选用宽度为7.5mm或5mm的小试样时,冲击功的平均值应别离不低于表中规矩值的75%或50%。
核电专用钢20MnD5化学成分分析和20MnD5力学性能分析
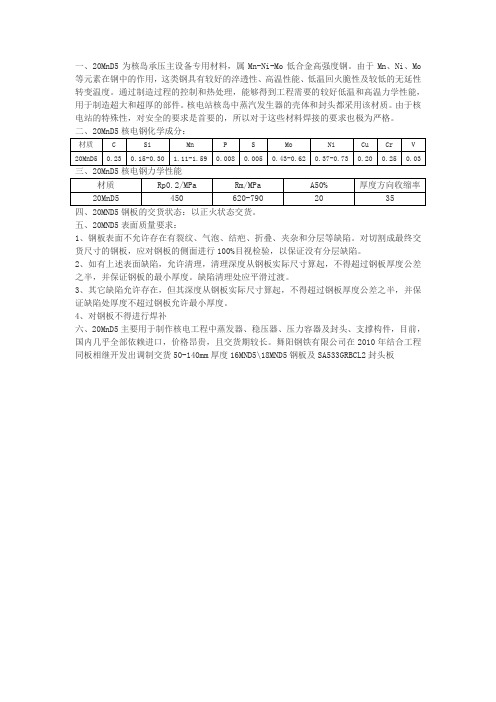
二、20MnD5核电钢化学成分:
材质
C
Si
Mn
P
S
Mo
Ni
Cu
Cr
V
20MnD5
0.23
0.15-0.30
1.11-1.59
0.008
0.005
0.43-0.62
0.37-0.73
0.20
0.25
0.03
三、20MnD5核电钢力学性能
材质
Rp0.2/MPa
Rm5
450
620-790
20
35
四、20MND5钢板的交货状态:以正火状态交货。
五、20MND5表面质量要求:
1、钢板表面不允许存在有裂纹、气泡、结疤、折叠、夹杂和分层等缺陷。对切割成最终交货尺寸的钢板,应对钢板的侧面进行100%目视检验,以保证没有分层缺陷。
2、如有上述表面缺陷,允许清理,清理深度从钢板实际尺寸算起,不得超过钢板厚度公差之半,并保证钢板的最小厚度。缺陷清理处应平滑过渡。
3、其它缺陷允许存在,但其深度从钢板实际尺寸算起,不得超过钢板厚度公差之半,并保证缺陷处厚度不超过钢板允许最小厚度。
4、对钢板不得进行焊补
六、20MnD5主要用于制作核电工程中蒸发器、稳压器、压力容器及封头、支撑构件,目前,国内几乎全部依赖进口,价格昂贵,且交货期较长。舞阳钢铁有限公司在2010年结合工程同板相继开发出调制交货50-140mm厚度16MND5\18MND5钢板及SA533GRBCL2封头板
20Mn23Al无磁钢与Q235低碳钢的埋弧焊焊接工艺
20Mn23Al无磁钢与Q235低碳钢的埋弧焊焊接工艺殷荣幸;瞿卫东【摘要】在分析20Mn23Al无磁钢与Q235低碳钢焊接性的基础上,通过对这两种材料进行焊接性试验,制订出了合理的埋弧焊焊接工艺.【期刊名称】《金属加工:热加工》【年(卷),期】2011(000)010【总页数】2页(P68-69)【作者】殷荣幸;瞿卫东【作者单位】常州机电职业技术学院,江苏,213164;常州机电职业技术学院,江苏,213164【正文语种】中文在电压等级在220kV以上大容量变压器中,为了降低产品漏磁场附近各种结构件(油箱、铁轭夹件、拉板、静电板骨架和套管升高座等)中的损耗和避免局部过热现象,各变压器厂家通常在变压器结构件以及那些在变压器运行过程中容易产生涡流过热的位置采用低磁钢材料,要求磁导率值为1.03~1.08Gs/Oe。
根据国家标准GB3280和GB4237中有关不锈钢材料的品种、牌号很多,但在实际生产中一般采用1Cr18Ni9和20Mn23Al钢。
从这两种钢的相关性能来看,1Cr18Ni9与20Mn23Al屈服强度相当;1Cr18Ni9具有磁导率高、磁导率不稳定、价格贵等缺点。
同时,由于变压器中所使用的材料主要是利用其隔磁性,所以在变压器的生产制造中一般用20Mn23Al无磁钢。
这种钢材也是国内钢厂为了满足国内大型变压器制造厂的特殊要求而生产的一种电工专用钢材,在普通的机械工业生产中应用较少,没有成熟的焊接工艺及专用的焊接材料。
国内大多数变压器厂家一般采用 A202、Q23502、A132等焊条来焊接无磁钢。
但对于厚度30mm变压器盖板来说,生产效率较低,还存在许多难以解决的问题。
因此只要能解决好20Mn23Al无磁钢的焊接以及20Mn23Al无磁钢与Q235低碳钢的焊接问题,就可以节省大量原材料,降低变压器成本,提高产品竞争力。
(1)20Mn23Al无磁钢为高锰奥氏体钢,而Q235钢为低碳钢 (显微组织为F),两种材料的焊接属于异种钢焊接。
20MnHR核电钢板
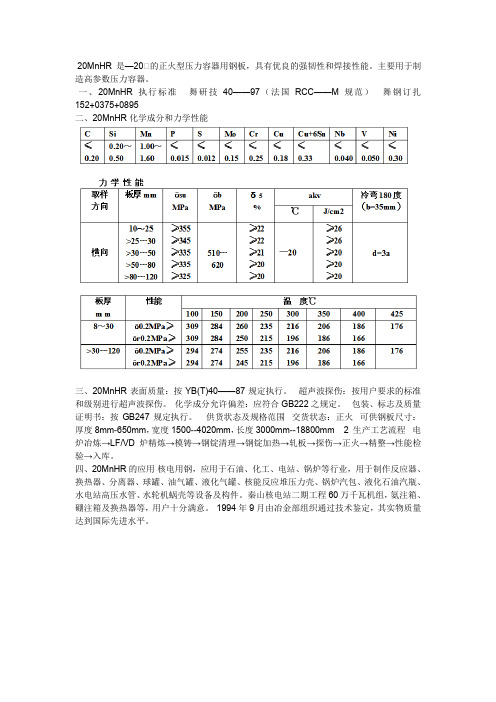
20MnHR是—20℃的正火型压力容器用钢板,具有优良的强韧性和焊接性能。
主要用于制造高参数压力容器。
一、20MnHR执行标准舞研技40——97(法国RCC——M规范)舞钢订扎152+0375+0895
二、20MnHR化学成分和力学性能
三、20MnHR表面质量:按YB(T)40——87规定执行。
超声波探伤:按用户要求的标准和级别进行超声波探伤。
化学成分允许偏差:应符合GB222之规定。
包装、标志及质量证明书:按GB247规定执行。
供货状态及规格范围交货状态:正火可供钢板尺寸:厚度8mm-650mm,宽度1500--4020mm,长度3000mm--18800mm 2 生产工艺流程电炉冶炼→LF/VD炉精炼→模铸→钢锭清理→钢锭加热→轧板→探伤→正火→精整→性能检验→入库。
四、20MnHR的应用核电用钢,应用于石油、化工、电站、锅炉等行业,用于制作反应器、换热器、分离器、球罐、油气罐、液化气罐、核能反应堆压力壳、锅炉汽包、液化石油汽瓶、水电站高压水管、水轮机蜗壳等设备及构件。
秦山核电站二期工程60万千瓦机组,氨注箱、硼注箱及换热器等,用户十分满意。
1994年9月由冶金部组织通过技术鉴定,其实物质量达到国际先进水平。
大亚湾核电焊接常见金属材料

使用说明1.本材料表收集了大亚湾核电站安装阶段遇到的经过焊接施工的金属材料100多种,也是焊接维修中会经常遇到的材料,主要是管道、支架、阀门、法兰,以及管道配件,管接头等材料,并不包括许多制造厂预制的大设备材料或不需在现场安装时进行焊接的材料。
2.表中材料序号下标注的字母N、C、B或W分别表示该材料是在核岛安装(N),常规岛安装(C),BOP安装(B),或是焊接工艺评定(W)中所遇到的材料。
3.ASTM标准往往同时采用英制和公制表示,标准号后面加“M”的为公制,本材料表没有把“M”完全标出,如(ASTM105M,ASTM181M)等,但在表中该材料的机械性能已同时列出了英制和公制两种表示数据。
4.在化学成份一栏中,如果原标准中有“产品化学成份分析”的,本表就采用产品化学成份;否则就引用“熔炼分析”(LADLE ANALYSIS)数据。
5.在材料标准中,除了本表摘录的三项机械性能指标之外,往往还有冲击,硬度,晶粒度,可焊性,水压试验等要求,有的还有高温或低温机械性能要求,本材料表为了简化,没有全部罗列。
标准中列出的机械性能往往是在最终热处理状态下的性能,碳钢一般在轧制或回火状态(NORMALIZED),合金钢一般是在正火后回火状态,不锈钢则是在固态状态下的机械性能,更准确的状态要查原标准说明。
6.正因为以上多种性能要求的原因,表中列出的“近似牌号”只是从化学成分和基本的室温机械性能推测的,请使用者在选择代用材料时,注意材料的供货状态(加工,热处理状态),在重要场合还是应当作一下材料性能测试,或者查核一下原标准和设计要求也是十分必要的,希望本材料表只是作为进一步工作的索引,并不是作最后决定的依据。
7.因为时间仓促,本表上收集的数据有些是从手册上转抄来的,难免有错漏,请使用者帮助指正。
技术支持处规范控制科二OO七年七月整理D/AC306室焊接填充材料清单(2007.7整理)大亚湾核电站焊接施工中常见金属材料一览表技术支持处规范控制科二OO七年七月整理目录一、碳钢与碳锰钢类1.230-400M 铸钢NFA32-0512.E24-2 结构钢板NFA35-5013.E24-3 结构钢板NFA35-5014.E28-2 结构钢板NFA35-5015.E28-3 结构钢板NFA35-5016.E36-3 结构钢板NFA35-5017.E36-4 结构钢板NFA35-5018.E24-2 结构钢型材或棒NFA35-5019.E24-3 结构钢型材或棒NFA35-50110.E28-2 结构钢型材或棒NFA35-50111.E28-3 结构钢型材或棒NFA35-50112.E36-3 结构钢型材或棒NFA35-50113.E36-4 结构钢型材或棒NFA35-50114.XC-18 可渗碳结构钢棒NFA35-55115.20M5 结构钢棒NFA35-55216.A37(CP)锅炉及压力容器用钢板NFA36-20517.A42(CP)锅炉及压力容器用钢板NFA36-20518.A48(CP)锅炉及压力容器用钢板NFA36-20519.A52(CP)锅炉及压力容器用钢板NFA36-20520.TU37b 高温流体无缝管NFA49-21121.TU42b 高温流体无缝管NFA49-21122.TUE220A 平头热扎无缝管NFA49-112+某行业标准23.TUE250B 高温流体无缝管NFA49-211+某行业标准24.TU48b 高温流体无缝管NAA49-21125.TU37C 中温(≤350℃)无缝管NFA49-212高温(>350℃)无缝管NFA49-21326.TU42C 中温用无缝管NFA49-212高温用无缝管NFA49-21327.TU48C 高温用无缝管NFA49-21328.5LX52 焊接管或无缝管API(美国石油协会标准)29.5LB 焊接管或无缝管API30.A29-1018 棒材ASTMA2931.A105/A105M 锻件,管路用配件ASTMA105/A105M32.A106 Grade B 高温用无缝管ASTMA10633.A106 Grade C 高温用无缝管ASTMA10634.A181 Glass 60 管路用锻件ASTMA18135.A216 WCB 高温用可焊铸钢ASTMA21636.A216 WCC 高温用可焊铸钢ASTMA21637.A234 WPB 管路配件,管接头ASTMA23438.A234 WPC 管路配件,管接头ASTMA23439.A285 GR.C 低中强度压力容器钢板ASTMA28540.A350LF2 有冲击韧性要求的锻件ASTMA35041.A515GR.60 中高温压力容器钢板ASTMA51542.A516 GR.60 中低温压力容器用板ASTMA51643.A516 GR.70 中低温压力容器用板ASTMA51644.070M20 锻钢BS 97045.151-430B 压力容器钢板BS1501 Pt.146.161-430A 压力容器钢板BS1501 Pt.147.161-430B 压力容器钢板BS1501 Pt.148.P.S.35/091 压力容器钢板BS1501 Pt.1+P.S.35/091(GEC)49.223-490B 压力容器钢板BS1501 Pt.150.221-430 承压锻件BS150351.P.S.35/092 承压锻件BS1503+P.S.35/092(GEC)52.221-490 承压锻件BS150353.223-490/223GR.32 承压锻件BS1503(1980)/(1969)54.P.S.35/096 可焊结构钢棒材P.S.35/096(GEC)55.161 GR.430A 承压铸钢BS 150456.161 GR.480 承压铸钢BS 150457.ERW GR.410 电阻焊或感应焊承压管BS360158.HFS-410 热精整承压无缝管BS360159.HFS-430 热精整高温承压无缝管BS3602 Pt.160.HFS-410 热精整高温承压无缝管BS3602 Pt.161.490Nb/500Nb 高温承压管BS3602 Pt.1(1978/1987)62.410 高温承压埋弧焊管BS3602 Pt.263.460 高温承压埋弧焊管BS3602 Pt.264.43A (GR. 43A) 可焊性结构钢板BS436065.GR.43C 可焊性结构钢板BS436066.GR. 43C 可焊性结构钢型材,棒BS436067.St. 37.3 棒,厚板DIN 1710068.St. 45.8 管DIN1717569.St. 52 管材DIN162970.GS-C25 铸钢DIN1724571.HII 厚板DIN1715572.16MnR 压力容器用钢板GB6654-8673.20 低中压锅炉无缝管GB3087-8274.20g 高压锅炉无缝管GB5310-8575.A3 型钢,板GB700-65二、不锈钢类1. Z2CN18.10 1,2,3级设备管RCCM-M33042. Z5CN18.10 1,2,3级设备管RCCM-M33043. Z2CND17.12 1,2,3级设备管RCCM-M33044. Z5CND17.12 1,2,3级设备管RCCM-M33045. Z3CN20.09M 铸钢RCCM-M3403,3404,34056. F304L 高温用锻件ASTMA1827. F316L 高温用锻件ASTMA1828. F321 高温用锻件ASTMA1829. 304L 承压钢板ASTMA24010. 405 承压钢板ASTMA24011. TP316 一般用途管ASTMA26912. TP304L 焊接管或无缝管ASTMA31213. TP304 焊接管或无缝管ASTMA31214. TP316L 焊接管或无缝管ASTMA31215. TP316 焊接管或无缝管ASTMA31216. TP321 焊接管或无缝管ASTMA31217. TP347 焊接管或无缝管ASTMA31218. 304L 锻造用棒ASTMA31419. CF8 承压件用铸钢ASTMA35120. CF8M 承压件用铸钢ASTMA35121. CR321 锻造管接头ASTMA40322. WP321 锻造管接头ASTMA40323. CR304L 锻造管接头ASTMA40324. WP304L 锻造管接头ASTMA40325. 316S13/316S16 锻钢BS970(1983)/(1970/72)26. 321S12 承压钢板BS1501 Pt.327. 321S31 型材,棒BS150228. 321S31(321S40) 承压锻件BS150329. 304S11 承压锻件BS150330. 1Cr18Ni9Ti 无缝管GB2270-80,GB1220-7531. X10CrNiTi18.9 板,棒,管,锻件DIN 17440三、合金钢类1. F11 Class 1 高温法兰,管接头等ASTMA1822. F11 Class 2 高温法兰,管接头等ASTMA1823. F11 Class 3 高温法兰,管接头等ASTMA1824. F22 Class 1 高温法兰,管接头等ASTMA1825. F22 Class 3 高温法兰,管接头等ASTMA1826. WC9 高温承压铸钢ASTMA2177. P11,WP11,Class1 中高温管道配件ASTMA2348. WP11,Class2 中高温管道配件ASTMA2349. WP11,Class3 中高温管道配件ASTMA23410. WP22,Class1 中高温管道配件ASTMA23411. WP22,Class3 中高温管道配件ASTMA23412. P11 高温用无缝管ASTMA33513. P22 高温用无缝管ASTMA33514. GR.11 Class 1 承压钢板ASTMA38715. GR.11 Class 2 承压钢板ASTMA38716. GR.12 Class 1 承压钢板ASTMA38717. GR.22 Class 1 承压钢板ASTMA38718. GR.22 Class 2 承压钢板ASTMA38719. 620 GR.31 压力容器钢板BS1501 Pt.220. 621 压力容器钢板BS1501 Pt.221. 620-440 压力容器用型材,棒BS150222. 621-460 承压锻件BS150323. 622-560 承压锻件BS150324. P.S. 30/436 承压锻件BS1503+P.S.30/436(GEC)25. GS-22M04 铸钢DIN1724526. 10CrMo910 管材DIN1717527. 15Mo3 管材DIN1717528. 13CrMo44 厚板DIN1715529. 22CrMo44 高温用结构钢DIN1717530. 15NiCuMoNb5 板,锻件DIN,材料号Nb.1.636831. 15CrMo 高压锅炉无缝管GB5310-8532. 18MnD5 压力容器支撑构件钢板RCCM-M2125四、镍基合金和铝1. NC15Fe 1,2级设备锻,轧件,热轧板RCCM-M4102/M41032. 铝3级铝母线GB1196-83GB5585.3-85大亚湾核电站焊接施工中常见金属材料—览表一、碳钢与碳锰钢类大亚湾核电站焊接施工中常见金属材料—览表大亚湾核电站焊接施工中常见金属材料—览表大亚湾核电站焊接施工中常见金属材料—览表。
低氢焊接材料h5

低氢焊接材料h5低氢焊接材料H5是一种重要的焊接材料,具有许多优势和应用领域。
它是一种低氢含量的焊接材料,具有良好的焊接性能和可靠性。
在焊接过程中,氢气是焊接缺陷的主要原因之一,会导致焊缝的脆性和裂纹的产生。
而低氢焊接材料H5的出现,有效地解决了这一问题,提高了焊接质量和可靠性。
低氢焊接材料H5的优点之一是其良好的熔化特性。
它具有较低的熔化温度和较高的熔化速度,可以提高焊接效率和生产效率。
与传统的焊接材料相比,低氢焊接材料H5能够降低焊接温度和热输入,减少焊接变形和残余应力,提高焊接接头的强度和韧性。
低氢焊接材料H5还具有良好的抗氢脆性能。
由于焊接过程中会产生大量的氢气,如果不能及时排除,会导致焊接接头的氢脆。
而低氢焊接材料H5通过控制氢气含量和合理的焊接工艺参数,能够有效地降低焊接接头的氢脆风险,提高焊接接头的可靠性和耐久性。
低氢焊接材料H5的应用领域非常广泛。
它可以用于船舶、桥梁、石油化工、核电站等行业的焊接工艺。
在船舶行业,低氢焊接材料H5可以用于船体结构的焊接,提高船舶的结构强度和耐久性。
在桥梁建设中,低氢焊接材料H5能够用于焊接桥梁的关键部位,确保桥梁的安全性和可靠性。
在石油化工和核电站等行业,低氢焊接材料H5可以用于焊接管道、容器和设备等重要部件,提高其耐腐蚀性和安全性。
低氢焊接材料H5是一种重要的焊接材料,具有良好的焊接性能和可靠性。
它能够有效地降低焊接缺陷和氢脆风险,提高焊接接头的质量和可靠性。
在各个行业的焊接工艺中,低氢焊接材料H5都发挥着重要的作用,为工业发展提供了强大的支持。
随着科技的不断进步,相信低氢焊接材料H5将会在未来的焊接领域中发挥更大的作用,推动焊接技术的发展和创新。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第10卷第5期1998年10月 钢铁研究学报JOURNAL OF IRON AND STEEL RESEARCHVol.10,No .5 Oct.1998核电设备用20MnHR 钢配套埋弧焊焊接材料——烧结型低氢高碱度高韧性105HR 焊剂潘 川 田志凌 梁东图 孙永令 靳 飞Submerged Arc Welding Consumable for 20MnHR Steel Used for Nuclear Power Plant ——A New Agglomerated Flux 105HR Possessing Low Hydrogen ,High Basicity and High ToughnessPan Chuan Tian Zhiling Liang Dongtu Sun Yongling Jin Fei 作者单位:冶金部钢铁研究总院(Central Iron &Steel Research Institute ,MMI ) 联系人:潘 川,工程师,北京(100081),冶金部钢铁研究总院8室摘 要 对烧结焊剂中各主要组分对其性能的影响进行了研究和探讨,研制出一种低氢、高碱度、高韧性CaO 2CaF 22MgO 2Al 2O 3渣系的105HR 烧结焊剂。
该焊剂配合H 08MnNiMoA 焊丝所得焊接接头各项性能优良,可适用于核二级设备用20MnHR 钢的埋弧焊焊接。
关键词 烧结焊剂,韧性,埋弧焊,核电设备ABSTRACT In this paper ,the main factors affecting the properties of agglomer 2ated flux have been studied in detail .A new agglomerated flux of low hydrogen ,high basicity and high toughness CaO 2CaF 22MgO 2Al 2O 3,105HR ,has been devel 2oped .The properties of weld by 105HR flux combined with H 08MnNiMoA wire are excellent and these welding consumables are suitable for submerged arc welding of 20MnHR steel used for nuclear power plants .KEY WORDS agglomerated flux ,toughness ,submerged are welding ,nuclearpower plant 焊接是核承压设备制造中的关键工艺,而焊接接头又往往是核承压设备的薄弱环节。
因此,核反应堆承压设备用焊接材料和焊接工艺在核电站的设计、建造和安全评定中占有十分重要的地位,直接关系到核电站建设的可行性和安全性。
20MnHR 钢是冶金工业部舞阳钢铁公司和核工业总公司第二设计院共同开发研制的主要用于核2、3级设备(如安注入箱、硼注入箱等)、强度为500MPa 级的C 2Mn 结构钢。
该钢以法国RCC 2M 、M 1131和AFNOR (法国标准协会)A 362205对A 52钢的要求为依据,是相当于法国A 52钢的核压力容器用钢,已确定用于生产我国秦山二期2×600MW 压水堆核电站的安注入箱和硼注入箱。
为此,冶金部钢铁研究总院承担了“九五”国家重大技术装备研制和国产化项目——核二级设备用20MnHR 钢配套焊接材料的研究,并成功地研制出工艺性能优良、扩散氢含量低的高韧性、高碱度型105HR 烧结焊剂,已成功用于我国秦山二期核电设备的制造中。
1 试验方法 为了提高核二级压力容器的安全可靠性,必须使焊缝金属具有合理的强韧性匹配,较高的韧性,特别是优异的低温冲击韧性和低的T NDT (无塑性转变温度)。
因此,烧结焊剂必须同时满足焊缝金属具有较高的韧性、低的扩散氢含量以及优良的工艺性能这三方面的综合要求。
通过理论分析和对比试验可知,只有主要由氟化物和碱性氧化物组成的氟碱型高碱度烧结焊剂能满足核二级压力容器焊接的要求。
因此,105HR焊剂的渣系初步确定为CaO2CaF22 MgO2Al2O3型。
首先分析焊剂的每一种组成原料,以确定每种原料的最佳范围,经过多次试验和调整得出最佳渣系成分。
2 焊剂中主要组分的作用和影响2.1 CaF2 CaF2是低氢型高碱度烧结焊剂的重要组成部分。
研究证实,在手工电弧焊条的电弧焊过程中, CaF2有显著的去氢作用[1]。
因此,传统理论认为焊剂中CaF2的加入量越多,对降低焊缝的扩散氢含量越有利。
但文献[2]的试验证明,CaF2在不同的焊剂中,除氢作用是不同的,并认为CaF2在含大理石的碱性低温烧结焊剂中有一定的除氢作用,但是大理石分解释放出的CO2也同样会降低熔敷金属中的扩散氢含量,且其作用远比CaF2强烈。
一般来说,在高碱度烧结焊剂中,当CaF2含量较少时,随着CaF2含量的增加,扩散氢减少。
这主要是因为CaF2熔点较低,会降低熔渣的熔点,对熔渣起稀释作用,增加了熔渣的透气性,有利于气体的逸出。
当CaF2含量过高时,则由于埋弧焊时电弧是在熔渣形成的“空腔”内燃烧,熔渣过稀,“空腔”壁的弹性过小,“空腔”将难以稳定地保持,易使“空腔”破坏,在“空腔”遭到破坏的瞬间,空气将注入电弧区,影响电弧的稳定性并导致焊缝增氢、焊缝表面产生气孔和麻点等缺陷。
综合考虑各种因素后认为CaO2CaF22MgO2Al2O3型渣系的105HR烧结焊剂的CaF2含量应控制在20 %左右。
2.2 MgO MgO是高碱性烧结焊剂的主要造渣剂,其稳定性高,不易分解。
为了降低熔敷金属中杂质元素的含量,特别是磷含量,一般用MgO代替MnO,因MgO 的碱性高于MnO,可提高焊剂的碱度。
同时,由于焊剂中含有一定量的氟化物,会阻止电弧区的电离反应,所以加入像MgO这样一些其它的成分进行调整。
但是MgO含量也不宜太高,MgO含量过高,熔渣的流动性较差,脱渣性恶化。
此外,MgO在高温下易与水蒸气结成Mg(OH)2,所以MgO过高会导致熔敷金属扩散氢含量的增加。
2.3 CaO也是高碱度烧结焊剂的主要造渣剂。
以往一些研究工作者在研制埋弧焊剂时,为了增加焊剂中CaO的含量,一般都加入大量的CaCO3。
但CaCO3会分解出CO2,致使焊剂的氧化性提高并使加入焊剂的合金元素烧损较多。
而且,在生产焊剂时,如果烧结温度和烧结时间选择不当,造成CaCO3分解不完全,还会严重影响焊剂的工艺性能。
因此,以CaO・SiO2形式替代CaCO3,有利于减少单纯加入大理石给烧结焊剂带来的弊病。
2.4 Al2O3 Al2O3是烧结焊剂中常用的造渣剂,在CaO2 CaF22MgO2Al2O3渣系中,随着Al2O3含量的增加,焊缝表面的鱼鳞波变细,脱渣容易。
这是因为Al2O3的高温线膨胀系数和钢相差较大,脱渣性能可获得显著改善[3]。
但是,若Al2O3含量超过一定范围,由于其熔点较高,会提高熔渣粘度和熔点,增大熔渣流动阻力,从而降低熔渣的透气性,容易造成在焊缝中产生气孔和在焊缝表面产生麻点等缺陷。
因此,作者认为CaO2CaF22MgO2Al2O3型渣系的105HR烧结焊剂中Al2O3含量在10%~20%为宜。
2.5 SiO2 在酸性焊剂中,加入大量SiO2,会使焊剂具有良好的工艺性能。
但是,在高碱度的氟碱型渣系中,当SiO2含量较低时,焊剂的碱度较高,其焊剂工艺性能不良,焊缝成形不好,脱渣困难,出现粘渣现象。
当SiO2含量增加到10%左右时,焊剂工艺性能优良,特别是具有良好的脱渣性能。
当SiO2含量进一步增大,焊缝波纹变粗,成形不好。
文献[4]认为,在高碱度氟碱型渣系中,由于CaO、MgO和Al2O3的含量较高,渣系结构主要组分为CaO・MgO・2SiO2(熔点1390℃)2CaO・Al2O3・2SiO2(熔点1551℃)2 2CaO・Al2O3・2SiO2(熔点1590℃),这种结构的渣系化学性质稳定,熔点、粘度及表面张力均比较适中,因而具有优良的焊接工艺性能,尤其是具有良好的脱渣性能。
2.6 表面活性物质和其他添加剂 加入适量的表面活性物质及其他添加剂的主要作用是改变熔渣的粘度和表面张力、稳定焊接熔渣结构的物理化学性能和减少熔敷金属扩散氢含量。
添加后可以明显改善焊剂的工艺性能,特别是焊缝的表面成形和脱渣性。
表面活性物质及其他添加剂的总量一般都控制在5%以下。
经多次试验和调整,最终确定105HR焊剂的组27钢 铁 研 究 学 报 第10卷成为:CaO +MgO ≈50%,Al 2O 3+MnO ≈15%,CaF 2≈20%,SiO 2+TiO 2≈10%,表面活性物质及添加剂≈5%。
105HR 焊剂的碱度(B II W)按国际焊接学会推荐的公式计算为 BII W=[CaO +MgO +BaO +CaF 2+R 2O +1 2(MnO +FeO )]÷[SiO 2+1 2(Al 2O 3+ZrO 2)]≈2.7 从表1、表2和图1可以看出,105HR 烧结焊剂配合H 06MnNiA 焊丝的各项性能,尤其是低温冲击表1 熔敷金属的化学成分 %Table 1 Chemical composition of deposited metals%焊接材料C Si Mn S P Ni Mo H 06MnNiA 105HR +H 06MnNiA HJ 250+H 06MnNiA H 08MnNiMoA 105HR +H 08MnNiMoA CHF 603+H 08MnNiMoA 核二级技术规格书指标要求 实际控制目标0.0540.0520.0640.0500.0490.057≤0.120≤0.1200.290.300.340.120.170.14≤0.350.15~0.350.691.101.091.231.261.040.80~1.60≤1.60.0110.0090.0150.0080.0070.009≤0.020≤0.0200.0130.0180.0140.0050.0130.007≤0.020≤0.0150.760.840.591.000.930.87≤1.100.2050.2300.2400.2000.1600.1600.01~0.30表2 熔敷金属的力学性能Table 2 Mechanical properties of deposited metals焊接材料Ρb MPaΡ0.2 MPa∆5 %Ω%A K VJ 0℃-20℃-40℃-50℃-60℃105HR +H 06MnNiA HJ 250+H 06MnNiA 105HR +H 08MnNiMoA CHF 603+H 08MnNiMoA核二级技术规格书指标要求520490*********~620415390475430≥33534.032.030.029.6≥20.078747260≥45215115157176≥6515875110154≥50135409310967355543294034- 注:焊后热处理条件为640℃,4h 。