焊球直径对钎焊球质量影响
钎焊质量的影响因素
试论钎焊质量的影响因素崔岩张昕朱晓刚摘要钎剂母材表面状态等因素对钎焊质量的影响钎焊质量钎焊温度钎焊保温时间0 前言 在钎焊生产中这些缺陷包括夹渣裂缝和溶蚀等产生缺陷的原因很多本文对这些缺陷的影响因素作以讨论研究母材表面氧化膜的存在同样若液态钎料被氧化膜包裹因此母材和钎料表面氧化膜的彻底清除 在钎焊技术中利用钎剂去膜是目前使用最广泛的一种方法它在钎焊过程中起着复杂的物理化学作用减少钎料的表面张力钎剂分解出的酸值较高为液态钎料在母材上铺展填缝创造必要的条件隔绝空气而起保护作用改善液态钎料对母材的润湿从另一方面考虑损害接头组织 2 钎缝间隙对钎焊质量的影响 为了获得填缝密实应避免钎料的无益损耗这首先要靠正确的确定间隙的大小要达到这一目的 3 工艺参数对钎焊质量的影响 钎焊过程的主要工艺参数是钎焊温度和保温时间因此对接头质量具有决定性的作用钎焊温度应适当高于钎料的熔点改善润湿和填缝有利于提高接头强度它可能引起钎料中低沸点组元的蒸发脆性化合物层使接头强度下降通常将钎焊温度选为高于钎料液相线温度25一定的保温时间是钎料同母材相互扩散但过长的保温时间同样会导致某些过程的过分发展而走向反面首先要考虑钎料与母材相互作用的特性生成脆性相应尽量缩短保温时间如果通过二者的相互作用能消除钎缝中的脆性相或低熔组织时保温时间也与焊件大小和钎缝间隙值有关为了保证钎料同母材必要的相互作用 为了系统地研究钎焊工艺参数对接头力学性能的影响规律用相同的钎剂NH3Cl 3²â¶¨Æä¼ôÇÐÇ¿¶È220 Òò´ËÑ¡ÔñÇ¥º¸Î¶ÈΪ230范围内在一定的钎焊温度下接头的剪切强度的基本变化趋势是当达到某一最高值后钎焊温度超过310 ½ÓÍ·µÄ¼ôÇÐÇ¿¶È³öÏÖ´ó·ù¶ÈµÄ½µµÍÔÚÇ¥º¸Î¶ÈΪ270 钎焊保温时间为30 s的最佳工艺参数匹配下 4 结论 本文论述了钎料工艺参数等因素分别对钎焊质量的影响试验证明参考文献1 王守业等,第八次全国焊接会议论文集1997134 2 沈宁福等,.凝固理论进展与快速凝固 1996684 3 胡晓萍,银基钎料中杂质元素的影响及机理研究19987崔岩1971年生讲师 联系人长春市花园路1号 机械工程系 联系电话4847097 。
网架螺栓球、焊接球质量标准

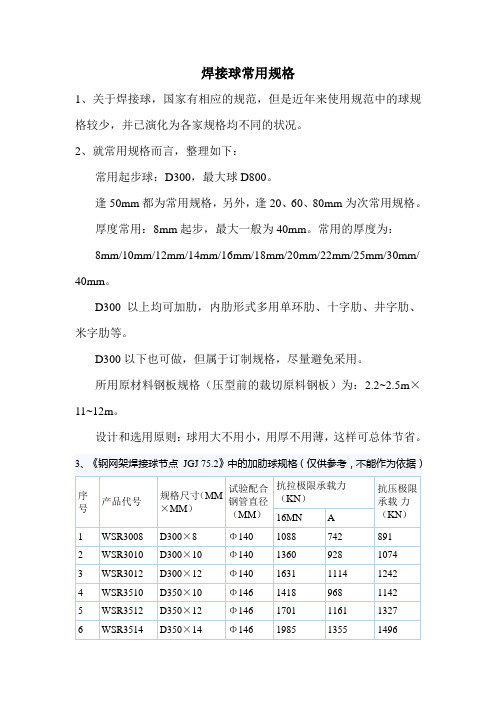
1、焊接球质量控制标准焊接球节点的半圆球,易用机床坡口,焊接后的成品球表面应光滑平整,不应有局部凸起或折皱,焊接球的制作尺寸偏差应符合下列规定:焊接球尺寸允许偏差项目规格(mm)偏差允许值(mm)直径D≤300 ±1.5 300<D≤500 ±2.5 500<D≤800 ±3.5D>800 ±4.0圆度D≤300 1.5 300<D≤500 2.5 500<D ≤800 3.5D>800 4.0壁厚减薄量t≤10 0.18t,且不应大于1.5 10<t≤16 0.15t,且不应大于2.0 16<t≤22 0.12t,且不应大于2.5 22<t≤45 0.11t,且不应大于3.5 t>45 0.08t,且不应大于4.0对口错边量t≤20 1.0 20<t≤40 2.0 t>40 3.0注:D为焊接球的外径,t为焊接球的壁厚2、螺栓球质量控制标准螺栓球不得有裂纹。
螺纹应按6H级精度加工,并应符合现行国家标准《普通螺纹公差》GB/T-197的规定。
螺栓球的尺寸允许偏差应符合下列规定:螺栓球尺寸允许的偏差项目规格(mm)偏差允许值(mm)毛坯球直径D≤120 +2.0mm-1.0mmD>120 +3.0mm-1.5mm 球的圆度D≤120 1.5mm120<D≤250 2.5mmD>250 3.5mm 同一轴线上两铣平面平行度D≤120 0.2mmD>120 0.3mm铣平面距球心距离- ±0.2mm 相邻两螺栓孔中心线夹角- ±30'铣平面与螺栓孔轴线垂直度- 0.005r注:D为螺栓球直径,r为铣平面半径。
焊接球常用规格
焊接球常用规格
1、关于焊接球,国家有相应的规范,但是近年来使用规范中的球规格较少,并已演化为各家规格均不同的状况。
2、就常用规格而言,整理如下:
常用起步球:D300,最大球D800。
逢50mm都为常用规格,另外,逢20、60、80mm为次常用规格。
厚度常用:8mm起步,最大一般为40mm。
常用的厚度为:
8mm/10mm/12mm/14mm/16mm/18mm/20mm/22mm/25mm/30mm/ 40mm。
D300以上均可加肋,内肋形式多用单环肋、十字肋、井字肋、米字肋等。
D300以下也可做,但属于订制规格,尽量避免采用。
所用原材料钢板规格(压型前的裁切原料钢板)为:2.2~2.5m×11~12m。
设计和选用原则:球用大不用小,用厚不用薄,这样可总体节省。
焊球直径对钎焊球质量影响

式 中 : 真球 度值 ( ) c 一 % ;
Z 理想 直径 ( 。 一 mm) ;
Z 一一最 大 弦长 ( mm) ;
li 最小 弦长 ( m一 . mm) 。
表 1 球 化剂与 钎料 的物理性能
性 能 花 生 油 S6 P 3 n3 b7
Ke r s S l e al S 6 b 7; p e u e me s r ; a p e ct ; u a e q a i y wo d : o d rb l ; n 3 3 S h r l a u e Re ls h r i S r c u l y P i y f t
Do u n d A c me tCo e:
因为在 已设定 的预 热 温度 和 球 化 温度 下 , 于 同种 对
钎料 合金 , 焊球 真球度 与液 态钎料 流动性 密切 相关 。
器
在 球化 系统及球 化 过 程一 定 条 件 下 , 液态 钎 料 流动 性 与待球 化钎料 丝质 量密 切相关 。这是 因为 在相 同 液态 钎料 温度 ( 流 动性 ) , 量 越 大 , 焊 丝 需 或 下 质 钎 要 的热量 越多 , 这从式 ( ) 容易解 释 。 2很
度和外观质量影响。结果表明: 当预热温度为 50c 球化温度为 30℃时, 0 C, 0 焊球 真球度随着焊球 直径增大而增大, 表面质量随着焊球直径增大而下降。 关键 词 : 焊球 ;n 3 b 7 小球 直径 ; 钎 S6P 3 ; 真球 度 ; 外观质 量
中图分 类号 :N 0 T 6 文献 标识 码 : A 文 章编 号 :0 1— 44 2 1 )2—08 0 10 37 (00 0 0 1— 3
论焊接工艺参数对焊接质量的影响

论焊接工艺参数对焊接质量的影响论焊接工艺参数及工艺因素对产品质量的影响概述: 本文通过各种焊接方法的工艺参数及工艺因素对焊接后产品质量的影响,详细论述了我厂所采用的焊接方法—手工电弧焊、二氧化碳气体保护焊、点焊、凸焊焊接工艺参数及工艺因素与产品质量之间的关系。
1、手工电弧焊简称手弧焊,是利用焊条与工件间建立起来的稳定燃烧的电弧使焊条和工件熔化来形成焊接接头的一种焊接方法。
其工艺参数主要包括焊接电流、焊条直径、焊缝层数、电源种类和极性等。
工艺因素包括坡口尺寸及间隙大小、工件斜度、工件厚度和工件散热条件等。
1.1 焊接电流其它条件不变时,随着焊接电流的增大焊缝的熔深、熔宽及余高,其中熔深的增大最明显,而熔宽仅略有增大。
这是因为:1.1.1随电流增大,工件上的热输入和电弧力均增大,热源位置下移,固熔深增大。
1.1.2 随电流增大,电弧截面增加,同时电弧进入工件深度也增加,使电弧斑点移动范围受限,因此实际熔宽增大较小。
1.1.3 随电流增大,焊条熔化量近于成比例增加,而熔宽增大较小,所以余高增大。
焊接电流过大易产生咬边、焊瘤等缺陷。
咬边会减小焊缝有效截面,产生应力集中,降低接头强度和承载能力。
焊瘤使焊缝截面突变,形成尖角,产生应力集中,降低接头疲劳强度。
焊接电流过小易产生气孔、未焊透、夹渣等缺陷。
气孔会减少接头有效截面,降低接头致密性,减小接头承载能力和疲劳强度。
未焊透会形成尖锐的缺口,形成应力集中,严重影响接头的强度和疲劳强度。
夹渣会减少接头的有效截面,减低接头强度和冲击韧性。
1.2 焊条直径焊条直径的大小主要取决于焊件厚度、接头形式、焊缝位置、焊道层次等因素。
焊件厚度较大时,应选择较大直径的焊条;平焊时,允许用较大电流进行焊接,焊条直径可以大些;立焊、仰焊及横焊宜选择较小直径的焊条;多层焊的第一层焊缝,为防止产生未焊透缺陷,应采用小直径焊条。
焊条直径选择不当易产生焊缝尺寸偏差。
尺寸过小焊缝强度降低;尺寸过大,易产生应力集中,降低接头疲劳强度。
bga焊球平面度+标准

BGA焊球平面度标准要求及注意事项BGA焊球平面度的标准要求通常包括以下方面:
1.焊球直径:常用的焊球直径范围为0.3mm至1.0mm。
2.焊球高度:焊球高度的选择需要根据芯片与PCB之间的间隙和焊接工艺条
件来确定。
一般来说,焊球高度应尽量保持一致,以确保芯片与PCB之间的平面度和接触性能。
3.焊球间距:焊球间距是指相邻焊球之间的中心距离。
在实际应用中,焊球
间距也会影响焊接的可靠性和连接强度。
4.平面度:BGA焊球的平面度要求通常包括孔径和平行度两个方面。
孔径的
公差通常要求在+/-0.075mm,最小为+/-0.05mm。
平行度的公差则通常在±0.10mm以内。
5.阻抗控制:阻抗控制也是BGA焊球的重要标准之一。
常规的阻抗控制范围
是+/-10%,最小为+/-5%。
这些标准可能会因不同的应用和工艺条件而有所调整。
如果需要更具体的标准,建议根据实际应用情况咨询相关行业规范或专业人士。
锡膏资料
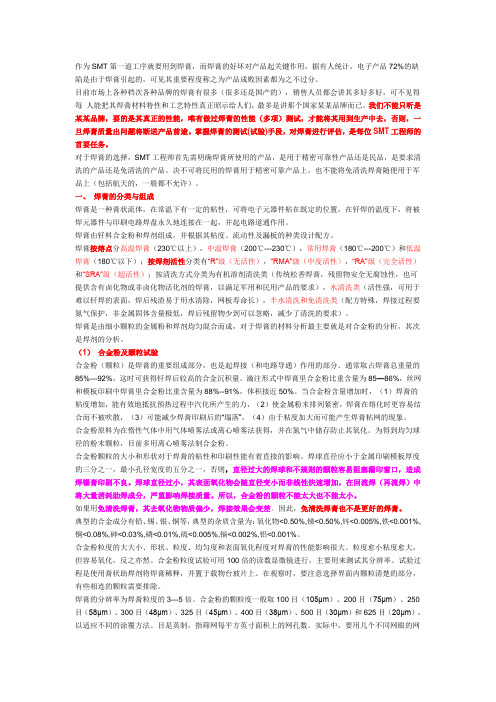
作为SMT第一道工序就要用到焊膏,而焊膏的好坏对产品起关键作用,据有人统计,电子产品72%的缺陷是由于焊膏引起的,可见其重要程度称之为产品成败因素都为之不过分。
目前市场上各种档次各种品牌的焊膏有很多(很多还是国产的),销售人员都会讲其多好多好,可不见得每人能把其焊膏材料特性和工艺特性真正昭示给人们,最多是讲那个国家某某品牌而已。
我们不能只听是某某品牌,要的是其真正的性能,唯有做过焊膏的性能(多项)测试,才能将其用到生产中去,否则,一旦焊膏质量出问题将断送产品前途。
掌握焊膏的测试(试验)手段,对焊膏进行评估,是每位SMT工程师的首要任务。
对于焊膏的选择,SMT工程师首先需明确焊膏所使用的产品,是用于精密可靠性产品还是民品,是要求清洗的产品还是免清洗的产品。
决不可将民用的焊膏用于精密可靠产品上,也不能将免清洗焊膏随便用于军品上(包括航天的,一般都不允许)。
一、焊膏的分类与组成焊膏是一种膏状流体,在常温下有一定的粘性,可将电子元器件粘在既定的位置,在钎焊的温度下,将被焊元器件与印刷电路焊盘永久地连接在一起,并起电路道通作用。
焊膏由钎料合金粉和焊剂组成,并根据其粘度、流动性及漏板的种类设计配方。
焊膏按熔点分高温焊膏(230℃以上),中温焊膏(200℃---230℃),常用焊膏(180℃---200℃)和低温焊膏(180℃以下);按焊剂活性分类有“R”级(无活性),“RMA”级(中度活性),“RA”级(完全活性)和“SRA”级(超活性);按清洗方式分类为有机溶剂清洗类(传统松香焊膏,残留物安全无腐蚀性,也可提供含有卤化物或非卤化物活化剂的焊膏,以满足军用和民用产品的要求),水清洗类(活性强,可用于难以钎焊的表面,焊后残渣易于用水清除,网板寿命长),半水清洗和免清洗类(配方特殊,焊接过程要氮气保护,非金属固体含量极低,焊后残留物少到可以忽略,减少了清洗的要求)。
焊膏是由细小颗粒的金属粉和焊剂均匀混合而成,对于焊膏的材料分析最主要就是对合金粉的分析,其次是焊剂的分析。
API 8C 第5版2012(PSL1和PSL2)(中文)

API Spec 8C 2012 年 4 月,第 5 版 生效日期:2012 年 10 月 1 日
钻井和采油提升设备规范(PSL 1 和 PSL 2)
目次
特别说明........................................................................................................................................................ V 前 言.......................................................................................................................................................VI 1 范围............................................................................................................................................................. 1 2 规范性引用文件......................................................................................................................................... 1 3 术语、定义和缩略语.........................
熔焊焊接圆钢直径 -回复

熔焊焊接圆钢直径-回复熔焊焊接圆钢直径是焊接工程中经常涉及的一个重要参数。
通过恰当选择和计算圆钢直径,可以确保焊接质量和强度,提高焊接连接的可靠性和耐久性。
本文将从焊接圆钢直径的定义、影响因素、选择方法以及应用实例等方面进行详细介绍,以帮助读者更好地理解和应用该知识。
第一节:焊接圆钢直径的定义焊接圆钢直径指的是需要焊接的圆钢截面的直径。
在焊接过程中,焊接圆钢直径的大小决定了焊接接头的质量和强度。
通常,焊接圆钢直径越大,焊接接头的强度越高,但也会增加焊接过程的难度和成本。
第二节:影响焊接圆钢直径的因素影响焊接圆钢直径的因素有很多,下面列举几个主要因素:1. 运载条件:焊接件所承受的力和载荷是选择焊接圆钢直径的重要依据。
如果焊接部位需要承受较大的拉力或压力,较大直径的圆钢将更能满足要求。
2. 焊接方式:不同的焊接方式对焊接圆钢直径的要求也不同。
例如,手工焊接通常适用于小直径的圆钢,而自动焊接则适用于较大直径的圆钢。
3. 焊接材料:焊接材料的种类和性能也影响着焊接圆钢直径的选择。
不同的材料有不同的熔点和焊接特性,因此需要根据具体情况选定适当的圆钢直径。
4. 工艺要求:焊接工艺的要求也会对圆钢直径的选择产生影响。
如果焊接接头的位置较为狭小,那么就需要选用较小直径的圆钢。
第三节:选择焊接圆钢直径的方法选择焊接圆钢直径的方法需要综合考虑以上提到的因素,并根据具体情况进行权衡和判断。
以下是一些常用的选择方法:1. 根据设计规范:不同的焊接工程有其相应的设计规范,这些规范一般会明确规定焊接圆钢直径的范围和选择方法。
根据设计规范进行选择是比较直观和可靠的方法。
2. 经验选择:对于一些常见的焊接情况,可以根据经验进行圆钢直径的选择。
经验选择是在实践中逐渐形成的,需要考虑到相似的焊接工艺和材料条件。
3. 数值模拟分析:对于复杂的焊接结构和特殊材料的焊接,可以借助数值模拟软件进行分析和计算,从而得到较为准确的圆钢直径。
焊接工艺参数对焊接质量的影响
焊接工艺参数对焊接质量的影响发表时间:2017-07-31T15:40:38.267Z 来源:《防护工程》2017年第8期作者:严克伍[导读] 在制造业当中,是最主要的加工工艺,它涉及了几乎所有产品。
核工业井巷建设集团公司摘要:对焊接质量的影响没主要是因为焊接的工艺隐私以及工艺参数,本文主要对这些因素进行了阐述。
从熔池与焊缝的关系扩展到焊接工艺的焊接质量与工艺的规格的关系、焊接工艺的规范参数与焊缝的形状尺寸的关系进行了论述,阐明了焊接热输入的控制是焊接质量的关键。
关键词:焊接工艺参数;工艺规程;焊接质量1. 前言(1)焊接时,大量的材料能够被节省出来,并且生产效率非常高,在制造业当中,是最主要的加工工艺,它涉及了几乎所有产品。
比如:工业厂房以及产品的安装制作,民用产品的制作以及航空航天机构和元器件的焊接制作等。
根据操作人员的技能情况以及现有的焊接材料以及设备,制定出合适的规章规程,使焊接的质量得到保证,这才是产品生产的环节中最为重要的一部分。
(2)如果想保证焊接的质量,应该在试验的基础之上,依据材料的化学成分与物理性能的不同,还有所使用的焊接方法、结构特性和焊接设备,来制定出可以确保加工的质量的焊接工艺的文件。
在实际的生产中,保证焊接的工艺是钢结构维修部门以及生产部门尤为重要的工作。
(3)因为各个企业的加工高价的结构与材料大不相同,所用的焊接方法也有差别,所以在工艺评定与焊接试验上,所做出的内容也各不相同,焊接规程的制定也有着一定的不同。
焊接过程里的技术性文件是焊接过程,不管制造哪类产品,所有的前提都是保证质量。
(4)焊接工艺的规程指的是,在产品的设计规程的要求都满足的条件下,通过焊接工艺所制定的,这是生产过程中,最重要的技术文件中的一项。
2. 在明确了结构材料的前提之下,在焊接工艺的规程里,应当明确以下几个参数:接头形式、焊接电压、焊接层数、气体纯度、保护气体的流量、焊接电流、焊接材料等,同时,有色金属以及合金钢的焊接过程里,预热、后热温度以及层间的温度应当充分的考虑到。
《电子工艺技术》2010年总索引(总第219期~244期)
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
…
ቤተ መጻሕፍቲ ባይዱ
微组装 ・ MT・ C S P B・
刘邦 武 ,李超 波 ,李勇涛 ,等 ( .2) 11 王大 勇,顾 小龙 ( .6) 11 邴韶 妮 ,彭杰 ,向毅 ,等 ( .0) 12 章 英琴 ( . 12 4) 王 玉 龙 (12 .7) 鲜 飞 (13 .1) 吴 红 ,史 晓 松 ( _6) 13 董 义 (1 1) . 4 罗头 ,王波 ,安 兵 ,等 ( .7) 27 王国欣 ,张宗伟 ,郭晓晓 ,等 ( .1 28 ) 鲜 飞 ( .4) 28 吕霆 ,李宗华 ( .0) 29 张伟 ,孙守红 ,毛书勤 ( .3) 29 付鑫 ,章能华 ,宋嘉 宁 ( .8) 29 黎海金 ,章能华 ,宋嘉 宁 ( .0 ) 21 1 徐金华 ,吴佳佳 ,陈胜等 ( . 1 31 ) 4 樊融融 ,刘哲 ,邱华盛 ,等 ( .4 314) 林伟成 ( .5 31 0) 吕霆 ,陈蕊 ( .5 31 4) 郎 向 华 ( .5 31 8) 梁万雷 ,赵鹏 ( .6 ) 31 1 许 香 平 贾小平 ,任博 成 ( .6 315) 王仁平 ,何明华 ( .0 42 0) 丁 颖 ,周 岭 ( .0 42 5)
焊点直径和熔核直径关系

焊点直径和熔核直径关系
嘿,咱今天就来唠唠焊点直径和熔核直径的关系这档子事儿哈!
你说这焊点直径和熔核直径,就像是一对好兄弟,相互关联着呢。
想象一下,焊点就好比是一个小圈圈,而熔核呢,就是藏在里面的小宝贝。
有时候焊点直径大了,那熔核直径也跟着大点儿;要是焊点直径小了呢,熔核直径也得变小些。
就好比咱平时吃饭,碗大就装得多,碗小就装得少呗。
焊点直径就是那个碗,熔核直径就是碗里的饭呀。
要是焊点直径太小了,那熔核直径也大不到哪里去,就像碗太小装不下太多饭一样,不然可就溢出来啦!但要是焊点直径够大,那熔核直径就有了更大的发展空间,可以长得壮壮实实的。
不过呢,这可不能随便乱来。
就像咱不能一下子吃太多把自己撑坏了,焊点直径和熔核直径也得有个合适的度。
要是焊点直径太大,可能就会出问题哦,质量啥的就没法保证啦。
所以啊,得找到一个平衡点,让这俩家伙和谐相处。
在实际操作中,那些师傅们可就得好好把握啦。
他们就像是这场关系的调节大师,要精准地控制焊点直径,让熔核直径也乖乖听话。
这可不是一件容易的事儿呢,得有经验、有技术才行。
哎呀呀,说了这么多,其实就是想让大家明白,焊点直径和熔核直径这俩看似简单的东西,里面的关系可复杂着呢。
它们相互影响,相互制约,就像生活中的好多事儿一样。
咱得细心去琢磨,才能找到其中的门道。
总之呢,焊点直径和熔核直径的关系,就像是一场有趣的游戏,我们得好好玩,才能玩出精彩来。
好啦,咱就先唠到这儿啦,下次再聊别的有趣事儿哈!这就是我对焊点直径和熔核直径关系的一点小感悟,希望能让你有点小收获呀!。
焊球直径对钎焊球质量影响
焊球直径对钎焊球质量影响首先,焊球直径对焊接强度具有一定的影响。
一般来说,焊球的直径越大,焊接强度也会越大。
这是因为焊球直径的增大,使得焊接面积增加,接触面积更大,从而能够提供更大的接触面积和接触力,增加焊接强度。
相反,焊球直径较小时,焊接面积减小,接触面积也减小,接触力会相应减小,从而焊接强度也会相应降低。
因此,选择适当的焊球直径是保证焊接强度的重要因素之一其次,焊球直径对焊接质量具有一定的影响。
焊接质量是指焊接过程中各种焊接缺陷的产生情况,焊球直径的大小直接影响着焊接质量。
一般来说,焊球直径适中时,焊接质量较好。
当焊球直径过大时,焊接过程中容易产生过多的焊接材料,导致焊点不均匀,焊接质量下降;当焊球直径过小时,焊接面积减小,焊接过程中焊点与母材之间的紧密度减小,焊接质量也会降低。
因此,选择适当的焊球直径能够保证焊接质量,减少焊接缺陷的产生。
最后,焊球直径对焊接速度也有一定的影响。
焊接速度是指焊接过程中焊接所需的时间,焊球直径的大小会直接影响焊接速度。
一般来说,焊球直径较大时,焊接速度也会相应较快。
这是因为焊球直径较大时,焊接面积增大,焊点与母材之间的接触面积增大,焊接过程中热量的传导速度相应增大,从而焊接速度也会加快。
相反,焊球直径较小时,焊接面积减小,焊接速度也会相应减慢。
因此,选择适当的焊球直径能够提高焊接速度,提高焊接效率。
综上所述,焊球直径对钎焊球质量具有一定的影响。
通过选择适当的焊球直径,能够保证焊接强度、焊接质量以及焊接速度的要求。
在实际焊接过程中,需要根据具体的焊接要求和焊接材料的特性来选择合适的焊球直径,以确保焊接质量的稳定和可靠。
焊接球节点极限承载力与设计承载力的比值

焊接球节点极限承载力与设计承载力的比值焊接球节点是一种常用于工程结构中的连接元件,其承载力是工程设计中非常关键的参数之一。
将焊接球节点所能承受的最大载荷称为极限承载力,而为了满足实际工程需求,设计时需要将承载力控制在一定的范围内,这个范围就是设计承载力。
本文将讨论焊接球节点极限承载力与设计承载力的比值,并分析其影响因素。
首先,要了解焊接球节点的极限承载力与设计承载力之间的关系,需要了解焊接球节点的构造和工作原理。
焊接球节点通常由焊接材料、节点几何形状和连接条件等因素共同决定着其承载力。
焊接材料的强度和韧性对节点的承载力有着重要影响,强度高的焊接材料可以提高节点的极限承载力。
同时,焊接球节点的几何形状也会对承载力产生影响,如球的直径、壁厚和开孔尺寸等因素都会影响焊接球节点的强度和稳定性。
另外,焊接球节点的连接条件也会对承载力产生影响,连接的紧固方式、焊接的工艺参数等都会影响焊接球节点的承载能力。
其次,焊接球节点的极限承载力与设计承载力的比值是根据工程实际需要来确定的。
对于不同的工程结构,其设计承载力是根据结构的安全性和可靠性要求来确定的,一般需要满足强度和稳定性等方面的要求。
而焊接球节点的极限承载力则是通过实验或理论计算得到的,表示节点在最不利的载荷情况下能够承受的最大载荷。
因此,焊接球节点的极限承载力与设计承载力的比值反映了节点的安全性和可靠性程度。
如果这个比值越大,说明节点的设计承载力相对较小,结构的安全性和可靠性就相对较高。
然而,焊接球节点的极限承载力与设计承载力的比值并不是越大越好。
如果这个比值太大,可能意味着节点的设计承载力过于保守,导致结构的材料使用效率低下,浪费资源。
相反,如果这个比值太小,可能意味着节点的设计承载力过于激进,会降低结构的安全性和可靠性。
因此,在实际工程设计中,需要综合考虑节点的强度和稳定性等因素,并根据具体工程的需求确定适当的设计承载力。
最后,影响焊接球节点极限承载力与设计承载力的比值的因素有很多。
解析激光钎焊质量的影响因素及缺陷成因
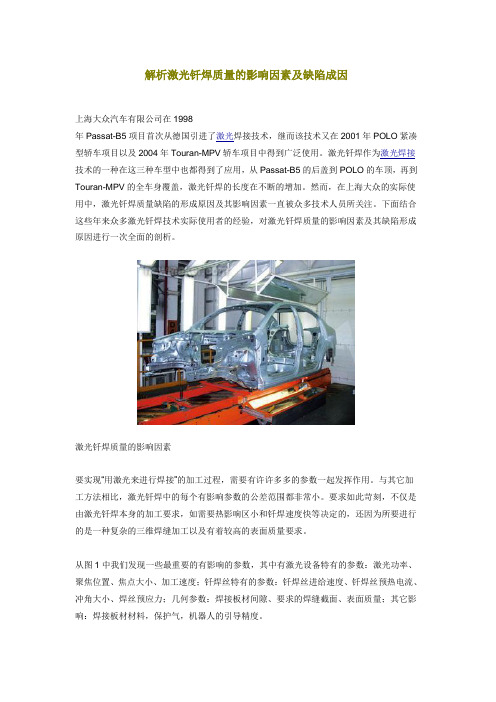
解析激光钎焊质量的影响因素及缺陷成因上海大众汽车有限公司在1998年Passat-B5项目首次从德国引进了激光焊接技术,继而该技术又在2001年POLO紧凑型轿车项目以及2004年Touran-MPV轿车项目中得到广泛使用。
激光钎焊作为激光焊接技术的一种在这三种车型中也都得到了应用,从Passat-B5的后盖到POLO的车顶,再到Touran-MPV的全车身覆盖,激光钎焊的长度在不断的增加。
然而,在上海大众的实际使用中,激光钎焊质量缺陷的形成原因及其影响因素一直被众多技术人员所关注。
下面结合这些年来众多激光钎焊技术实际使用者的经验,对激光钎焊质量的影响因素及其缺陷形成原因进行一次全面的剖析。
激光钎焊质量的影响因素要实现“用激光来进行焊接”的加工过程,需要有许许多多的参数一起发挥作用。
与其它加工方法相比,激光钎焊中的每个有影响参数的公差范围都非常小。
要求如此苛刻,不仅是由激光钎焊本身的加工要求,如需要热影响区小和钎焊速度快等决定的,还因为所要进行的是一种复杂的三维焊缝加工以及有着较高的表面质量要求。
从图1中我们发现一些最重要的有影响的参数,其中有激光设备特有的参数:激光功率、聚焦位置、焦点大小、加工速度;钎焊丝特有的参数:钎焊丝进给速度、钎焊丝预热电流、冲角大小、焊丝预应力;几何参数:焊接板材间隙、要求的焊缝截面、表面质量;其它影响:焊接板材材料,保护气,机器人的引导精度。
图1 激光钎焊的焊接过程图1. 焊接板材材料的影响聚焦在工件上的激光能量只有很小的一部分被焊接板材材料所吸收,大部分被反射掉了。
激光波长与不同板材材料的吸收率之间的关系如图2(所给出的图线是在室温下得到的)。
固体激光器产生的激光波的吸收率对于钢铁材料大约为35%,对于铜材料为4%。
这就解释了为什么必须对钢铁材料要用电流进行预热。
随着温度的升高,吸收率也随之上升。
图2 室温下材料对不同波长激光的吸收率2. 冲角在焊丝与部件的过渡处形成了一个由电流回路通过的电阻,加热焊丝的热量就是由这个电阻产生的。
焊线基本要求

焊线的要求:
1焊球大小:焊球的直径应该大于2陪金线直径,小于4陪金线直径,
焊球大小4.0B>A>3.0B。
第二點大小金線第二點。
2焊球厚度:焊球的厚度应该大于1.2陪金线直径,小于2.5陪金线直径。
推力規格:
1 1.0mil金線推力min30g,咬痕≧50% PAD
2 1.25mil金線推力min40g,咬痕≧50% PAD
弧度要求:
1最低:第一点的高度应该高出低二点的高度,形成第一由点到第二点的抛物线形状焊線弧度標準介於1-2個晶片高度之間
2最高:不能高出晶片本身厚度的2陪
拉力控制:
0.8----1.0金线:拉力>=5g 1.0----1.2金线:拉力>=6g
弧度要求:
1.引线不能有任何超过引线直径1/4的刻痕,损伤,死弯等
2.引线不能有任何不自然拱形弯曲,且拱丝高度不小于引线直径的 6 陪,弯屏后拱丝最高点预屏蔽罩的距离不应小于2陪引线直径
3.不能是引线下塌在芯片边缘上或其距离小于引线直径的1陪
4.引线松动而造成相邻两引线间距小于引线直径的1陪或穿过其他引线和压点
5.焊点预引线之间不能有大于的30度的夹角
芯片外观:
1.不能因为键合而造成芯片的开裂,伤痕和铜线短路
2.芯片表面不能因为键合而造成的金属熔渣,断丝和其他不能排除的污染物
3.芯片压点不能缺丝,重焊或未按照打线图的规定造成错误键合键合强度
1.对于25um线径拉力应该大于5g,23um线径拉力应该大于4g,30um铜线线径拉力应该大于7g(当做破坏性试验时,断点不应该发生在焊点上)。
焊接参数对焊接质量的影响及注意要点
焊接参数对焊接质量的影响及注意要点随着我国经济的快速发展,工业制造领域也获得了长足的进步。
焊接是在工业生产领域中应用较多的一种加工技术,做好工业生产中的焊接质量对于提高产品的生产效率,降低企业生产成本、提高产品质量有着十分重要的意义。
在焊接的过程中,焊接工艺参数及焊接工艺因素对焊接质量有着十分重要的影响。
文章将在分析焊接工艺参数的基础上对焊接过程中的各项工艺参数规范等进行分析阐述。
标签:焊接工艺参数;焊接质量;工艺因素前言焊接是制造工业中的重要生产技术之一,其应用涵盖军工、民用产品制造、建筑施工等各行各业之中,具有工艺简单、生产效率高等特点。
做好焊接过程中的工艺规程、技术参数的选用和制定对确保工件的焊接质量有着十分重要的意义。
1 焊接质量与焊接工艺参数、规程之间的关系焊接工艺参数、规程的制定是在大量试验的基础上对焊接材料的物理性能和化学成分进行分析,从而制定出在焊接的过程中所使用的方法、设备以及结构特性等,对于焊接的质量有着十分重要的意义。
在焊接工艺参数、规程的制定过程中,各企业需要结合待焊接工件的材料和结构性能的不同,制定出符合实际要求的焊接工艺和焊接参数。
总的来说,焊接工艺规程是在满足产品设计规程要求的前提下,经过焊接工艺评定进行制定,是生产过程重要的技术文件之一。
焊接工艺规程的完全执行,是控制焊接产品质量行之有效的程序和方法。
2 焊接工艺参数、规程对焊接质量的影响焊接工艺参数是指在焊接结构、材料已知的情况下,对焊接过程中的参数(如焊接材料、焊接时的接头形式、焊接时所使用的电流、焊接电压、保护气流量、保护气的纯度、坡口形式等)进行划定。
在焊接的过程中如果参数选取不合理或是焊接时参数波动范围过大将会对焊接质量产生非常重要的影响,例如:焊缝尺寸超差、焊缝存在裂纹、夹渣、焊瘤等,严重的还会导致产品报废。
2.1 做好焊接时电流的控制在焊接的过程中会在焊缝的周围产生大量的热,焊缝区域的温度会随着焊条的移动而发生变化,从而导致工件受热不均匀,这种受热不均匀将会在工件的内部形成一定的热应力从而影响焊接的质量。
焊接参数对焊接焊接质量的影响
四、焊接参数对焊接质量的影响焊接参数:焊接电流A 电弧电压U 焊接速度V 焊丝伸出长度L1、焊接电流的选择根据材料,板厚,焊丝直径,焊接位置,焊接电流越大,熔敷速度越快,熔深越大,焊缝易烧穿,产生裂纹,工件变形大,残余应力,飞溅多,焊接电流过小,易产生未焊透,未熔合,夹杂,成形不良。
2、电弧电压为保证焊缝成形良好,应该选择电弧电压与焊接电流配合适当。
焊接电压过高电弧稳定差,飞溅大,焊丝爆断,甚至无法焊接,焊接电压过小,熔深浅,熔宽窄小,余高H高,焊缝成形差。
3、焊接速度速度的快慢对焊缝的成形及焊接缺陷有重要的影响,焊接速度过快,出现咬边,下陷,气孔,未熔合,气体保护效果差,焊接速度过慢,熔敷金属堆积在电弧下方,熔深小,产生焊缝不均,未熔合,未焊透。
4、焊丝伸出长度焊丝直径1.2mm,一般伸出8—15mm为宜,伸出长度过短,影响观看熔池,导电嘴易过热夹住焊丝,电阻预热作用小,电弧功率大,熔深大,飞溅少,伸出长度过长,预热作用强,电弧功率小,熔深小,飞溅大,保护效果差。
5、焊枪倾斜角度一般与工件垂直,与焊缝之间的夹角为65°—80°,倾斜角度过大,气体保护效果差,容易产生气孔。
一、防止焊接变形的方法1.反变形法焊前给焊件一个与焊后变形方向相反的变形,以此来抵消焊件焊后的变形,反变形量与焊件的大小及材料厚度、焊接方法、焊接规范、焊工操作有关。
图1-7为对焊接时的反变形。
2.为减小工字梁上下翼板的变形,焊前翼板可预先压成如图1-8a所示的反变形。
然后装配成如图1-8b进行焊接。
3.刚性固定法用强制的手段来减小焊后变形,效果好,适于薄件。
铸件、中碳钢、易淬硬的合金钢不宜采用。
固定的方法有专用的夹具、支撑杆、胎具、用定位焊的方法点固定在工作平台上等。
见图1-9。
4.加速散热法把焊接处的热量迅速散走,使焊缝附近的金属受热面显著减小,达到减小焊接变形的目的。
此法比较麻烦,具有淬火倾向的钢不宜采用。
焊接厚度与焊条直径的关系
焊接厚度与焊条直径的关系焊接是一种常见的金属连接方式,广泛应用于机械制造、建筑工程等领域。
在焊接过程中,选择合适的焊条直径对于焊接质量至关重要。
焊接厚度与焊条直径之间存在着一定的关系,本文将从焊接厚度与焊条直径的选择、影响因素以及注意事项等方面进行探讨。
在焊接过程中,焊条直径的选择对于焊接质量至关重要。
焊条直径较小的话,焊接时热量集中,焊接速度较快,能够有效控制焊接温度,减少焊接变形,焊缝形状较好。
而焊条直径较大的话,焊接时热量扩散较快,焊接速度较慢,焊接温度较低,焊接变形较大,焊缝形状较差。
因此,在选择焊条直径时,需要根据焊接厚度来合理选择。
焊接厚度较小时,可以选择较小直径的焊条进行焊接。
较小直径的焊条在焊接过程中热量集中,焊接速度较快,能够有效控制焊接温度,减少焊接变形。
同时,较小直径的焊条还能够更好地填充焊缝,焊接缺陷较少。
因此,在焊接厚度较小时,选择较小直径的焊条能够获得较好的焊接效果。
焊接厚度较大时,需要选择较大直径的焊条进行焊接。
较大直径的焊条在焊接过程中热量扩散较快,焊接速度较慢,能够有效降低焊接温度,减少焊接变形。
同时,较大直径的焊条还能够填充更宽的焊缝,提高焊接效率。
因此,在焊接厚度较大时,选择较大直径的焊条能够获得较好的焊接效果。
除了焊接厚度外,还有其他一些因素也会影响焊条直径的选择。
焊接材料的种类和焊接位置等也需要考虑。
不同材料的焊接需要选择不同直径的焊条,以获得最佳的焊接效果。
焊接位置的不同也会影响焊条直径的选择,焊接位置狭窄的话,需要选择较小直径的焊条来适应。
因此,在选择焊条直径时,需要综合考虑这些因素。
在进行焊接时,还需要注意一些事项。
首先,焊条直径的选择要根据具体情况进行,不能盲目选择。
其次,焊接过程中需要控制好焊接速度和温度,避免焊接变形和焊缝质量问题。
另外,焊接过程中还需要注意安全问题,保护好自己和周围环境。
焊接厚度与焊条直径之间存在一定的关系。
在选择焊条直径时,需要考虑焊接厚度、焊接材料和焊接位置等因素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
术,2005,26(1):13—16. [3]Patti A Haas.Formation of uniform liquid drops by appli-
cation of vibration laminar jets[J].had eng chem Res,
基金项目:河南省高等学校青年骨干教师资助计划项目(项目编号:09003046)。 洛阳市科技攻关项目(项目编号:0801038A)。
作者简介:王国欣(1965一),男,讲师,主要从事电子材料的研究与加工技术的研究工作。
万方数据
电子工艺技术
第31卷第2期
密封锁,因此国内对BGA制备技术也进行着积极探 索。天津大学陈松和吴萍等人∞o对振动喷射造粒 过程中均匀液滴的形成机理进行了初步研究,但焊 球最小直径为150 tun(国外已可生产出100斗m以 下焊球),且仅限于实验室操作;北京有色金属研究 院何礼君等∞’刊测量了金属锡液态钎料在不同喷嘴 直径下振动频率与金属液态钎料表面波波长的关 系;北京工业大学于洋博士研究了液态钎料压强、射 流速度及喷嘴孔直径之间关系哺J。焊球直径是影 响焊球质量的重要因素,但未见报道。本文采用切 丝重熔法制作焊球,研究了焊球直径对Sn63Pb37焊 球真球度和外观质量影响,这对推动我国焊球技术 发展具有一定现实意义。 1实验过程 1.1实验条件
收稿日期:2010一叭一15
开档创新
:翰考霞谈 共建和谐翟各!
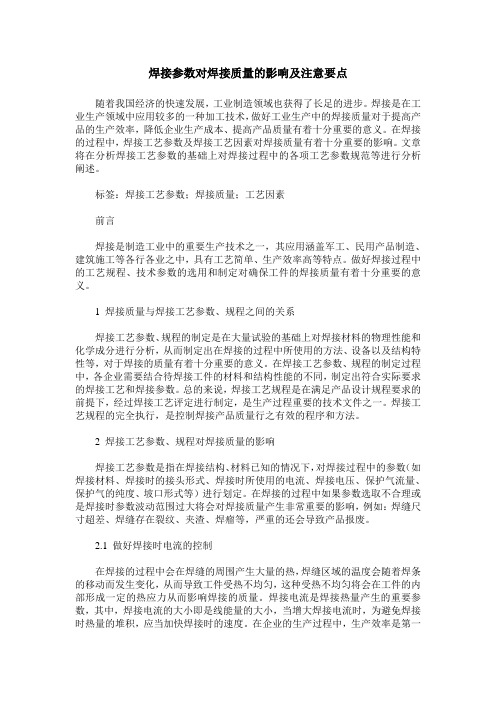
图4 不同直径下所制钎焊球的表面形貌
《电子工艺技术》编辑部
万方数据
焊球直径对钎焊球质量影响
作者:
作者单位: 刊名: 英文刊名: 年,卷(期):
王国欣, 张宗伟, 郭晓晓, 周小亮, 闫焉服, WANG Guo-xin, ZHANG Zong-wei, GUO Xiao-xiao, ZHOU Xiao-liang, YAN Yan-fu 河南省有色金属材料科学与加工技术重点实验室,河南,洛阳,471003
能谱分析表明,凸瘤主要由富Pb相组成。这是 因为Sn—Pb合金在不平衡结晶时,主要由富Pb相 和富sn相组成,且富Pb相熔点较高(约327.5 ℃)。在成球过程中,大直径钎焊球的液态钎料温 度低,富Pb相没有完全融化,故在表面形成部分凸 瘤。直径小的焊球熔化充分,液态钎料流动性好,表 面光滑平整。 3结论
别为4.24 mm、2.33 mm和1.45 mm三种预定长度
的钎焊丝,然后分别放入切丝重熔简易设备中,焊丝
经过预热系统和球化管即可制备焊球,每种长度制
备50个。
其中,预热环和加热环温度分别设为500℃和
300℃,球化剂采用花生油。花生油和Sn63Pb37性 能见表l。
1.2真球度测定
真球度是焊球最重要评价指标之一。焊球真球 度测定公式:
diameter solder ball iS fabricated by the fine wire cut—remelted method.The influences of
of solder ball
on the real sphericity and the surface appearance of the solder ball玳investigated.Results show that the
待球化焊丝的下落加速相同,球化加热时间相当。
另外,在实验条件下,球化剂与待球化钎焊丝导
热系数相同,因此待球化钎料丝熔化为液态钎料的 温度与钎焊丝质量密切相关。质量越大,钎焊丝熔
化为液态钎料的温度越低,钎料合金流动性越差,因 此钎焊球直径与真球度呈现如图3所示规律。
2.2焊球直径对钎焊球表面质量的影响
1992,31:959-967.
[4]Sakai T,Koshino N.Production of uniform droplets by lon— gitudinal vibration of audio frequency[J].J Chem Eng Ja-
pan,1980,13:267—282.
实验采用自制BGA球切丝重熔简易装置,如图 1所示。该装置由预热系统、加热系统、球化管道、 支撑架和阀门等五部分构成,其中加热系统由继电 器、温度测控仪和加热环构成。
继电器 显示设备
显示设备
图1球化装置示意图
焊球制备过程如下:采用专用切丝卡具将直径 为0.3 mm的Sn63Pb37焊丝切成质量均匀,长度分
c=(1一鱼, 、垡., )×100%
(1)
式中:r真球度值(%);
%一理想直径(mm);
Z一一最大弦长(mnl); /mi.一最小弦长(mm)。
表1 球化剂与钎料的物理性能
性能
花生油
Sn63Pb37
密度p/(g·cm‘3) 温度∥℃
O.92
335(熔点)
7.30
183(沸点)
燃点∥℃
黏度∥(灿·S)
became sphericity and the surface appearance of the solder ball
better with the reduce of the spheruk di.
ameter when the spheroidized temperature and the preheating temperature are repectively 500 is 500℃
第3l卷第2期
电子工艺技术
2010年3月
Electronics Process Technology
8l
焊球直径对钎焊球质量影响
王国欣,张宗伟,郭晓晓,周小亮,闫焉服
(河南省有色金属材料科学与加工技术重点实验室,河南洛阳471003)
摘要:焊球是BGA及p.BGA等高密度封装技术中凸点制作关键材料。焊球直径是影响焊球
[5] Klopfenstein B A.Acoustic gramdator for spray[J].Dr-
ying of Melt,1982,52:516—526
[6]Wu Ping,Chen Xinliang,Jiang Enyong et a1.Undercooling
and solidification of Sn—-Pb alloy droplets prepared by U-
445 O.08
一般,真球度值c越大,球化效果越好。每种试
验条件下真球度值取50个焊球真球度平均值。焊
球弦长采用显微硬度仪测定,理想直径可以通过计 算获得,长度为4.24 inln、2.33 mm和1.45 mm焊球
的理想直径分别为0.83 mm、0.68 mm和0.58 mm。
2结果与讨论
2.1焊球直径对真球度的影响 相同工艺下制备不同直径焊球如图2所示。通
万方数据
2010年3月
王国欣等:焊球直径对钎焊球质量影响
图2不同直径焊球
100
99
零
裔98
鬟97
96
圉豳阻 曩阻
■冒
95
0.5 0.6 0.7
0.8
小球直径D/mm
图3直径与真球度关系 外观质量是评定焊球质量好坏的另一重要指 标。不同钎焊球直径外观形貌如图4所示,可以看 出:小球尺寸为0.85 mIn时,Sn63Pb37焊球表面整 体表面坑洼不平,存在大量的白色突起及凹坑,粗糙 度低;小球尺寸为0.68 mm时,表面光泽度提高,白 色突起及黑色凹坑减少;小球尺寸为0.58 mill时, 表面光滑,质地均匀,无明显缺陷。
Key words:Solder ball;Sn63Pb37;Spherule measure;Real sphericity;Surface quality
Document Code:A
Article ID:100l一3474(2010)02—0081—03
表面组装技术的不断发展为电子产品向小型化 和轻量化的发展发挥了重要的作用。在电子封装领 域,QFP四方扁平封装是一种细间距的周边引线封 装形式,过去一直占主导地位。但随着半导体集成 技术和微细加工技术的迅速发展,集成电路的电路 门数和芯片I/0端数越来越多;电子产品的功能日 益增加,体积不断减小;采用QFP封装技术,通过增 加I/O端数,减d,i31线间距,已经不能满足电子产品 发展的要求。BGA封装技术就是近年来国外迅速 发展的一种新型封装技术。BGA作为一种新型的
性与待球化钎料丝质量密切相关。这是因为在相同
液态钎料温度(或流动性)下,质量越大,钎焊丝需
要的热量越多,这从式(2)很容易解释。
Q=cmA T
(2)
式中:Q一小球吸收热量(J);
r小球的比热(J/kg。C);
m一小球的质量(kg);
△卜小球吸热前后的温度变化(℃)。
同时,焊丝在球化过程中主要受重力和球化剂 的浮力作用,很容易得出:在实验条件下,不同长度
Abstract:A solder ball is the key material of the bump fabrication in the BGA and trBGA hish den—
sity package.The diameter of the solder ball is a Inain factor to affect the quMity of the solder ball.7nle
and 300℃.But the real sphericity of the solder ball becomes smaller and the surface quality becomes
poorer with the increasing of the diameter of solder balls.