OSP 注意事项
OSP PCB使用和储存的注意事项

OSP PCB使用和储存的注意事项
PCB的储存
PCB的储存不可暴露于直接日照环境,要保持良好的仓库储存环境(相对湿度: 30~70%, 温度: 15~30℃, 保存期限小于6 个月)。
空板超过使用期限,可以协商退厂商进行OSP 重工。
来料检验
IQC来料检验时,OSP PCB 来料应采用真空包装,并附上干燥剂及湿度显示卡且PCB之间要使用隔离纸以防止摩擦损害OSP表面。
不符合此规定严禁上线。
车间管理
保持良好的车间环境:相对湿度40~60%, 温度: 22~27℃。
操作过程要求戴无污染的手套和口罩,生产过程中要避免直接用手接触PCB 表面。
生产部门必须有明确规定,保障有序控制。
上线操作
在SMT现场拆封时,必须检查湿度显示卡,相对湿度小于50%,并于12 小时内上线,一次只能拆开一包,使用完再拆另一包;湿度大于50%需上报商议上线;
外观确认
OSP PCB严禁烘烤,高温烘烤容易使OSP变色劣化。
刷锡贴件
SMT 单面印刷锡膏后要在4小时内完成贴片,单面贴片完成后,必须于8 小时内要完成第二面SMT 零件贴片组装。
在工序位进行明确标注。
不良重工
尽量避免印刷错误,因为清洗会损害OSP保护层。
当PCB 印刷锡膏不良时,由于OSP保护膜极易被有机溶剂侵蚀,所有OSP PCB不能用高挥发性溶剂浸泡或清洗,建议以无纺布沾75%酒精擦除锡膏;重工完成后的PCB ,应该在2 小时内完成当次重工PCB 面的SMT 焊锡作业。
制定作业指导书进行指导。
OSP注意事项

OSP注意事项OSP(Open Shortest Path First)是一种用于在计算机网络中进行路由选择的协议。
它是一个开放标准的协议,被广泛应用于各种通信网络环境中,如互联网、公司内部网络和数据中心。
在使用OSP时,需要注意以下事项,以确保运行的稳定和可靠。
1.验证配置信息:在配置OSP路由器之前,必须仔细验证和确认相关的配置信息。
该信息包括网络拓扑、IP地址分配、区域划分、路由策略等。
错误的配置信息可能导致网络故障和性能下降。
2.确定合适的网络拓扑:网络拓扑对于OSP的运行至关重要。
必须根据网络规模和需求设计和确定合适的拓扑结构,如单区域结构、多区域结构或分层结构。
不同的拓扑结构在性能和扩展性方面有不同的优缺点,必须根据实际情况进行权衡和选择。
3.适当的区域划分:如果采用多区域结构,需要正确划分和配置各个区域。
每个区域应该有明确的边界,以避免出现重叠或混乱。
区域之间的连接也需要配置正确,确保通信的流畅和便捷。
4.路由策略的规划和优化:OSP路由器之间的通信是通过路由策略来实现的。
必须明确规划和优化路由策略,以确保最佳的路由选择和网络效率。
具体的策略可以包括路由过滤、路由汇总、默认路由和动态路由等。
5.定期备份和更新配置:为了避免意外的配置丢失或错误,应该定期备份和更新OSP路由器的配置。
这样可以在需要时快速恢复或更新配置信息,减少停机时间和故障风险。
6.监控和调试:在运行OSP协议时,应该实时监控和调试路由器的状态和性能。
这包括监控链路负载、路由器间的链路状态、邻居关系和路由交换等。
及时发现和解决潜在的问题,可以提高网络的可用性和稳定性。
7.故障诊断和故障恢复:在遇到网络故障时,需要进行快速而准确的故障诊断和恢复。
这包括分析日志、查找故障的根本原因,并采取必要的措施进行修复。
在故障恢复时,可以采用重启、路由重置、链路切换等方法,保证网络尽快恢复正常运行。
8.定期更新软件版本:随着技术的不断进步和演变,OSP协议的实现也会随之改进和更新。
OSP说明书

PH 值
2.6-3.0 不能超过 3.1
浓度
120-80%
厚度
0.2-0.5μm
五、沉积速率
影响 NOBES-6280 沉积速率有以下各项因素:pH、温度、时间、浓度。
六、控制及添加
为了监控 NOBES-6280 生产,必须常检测工作液的浓度及 pH 值。
pH 值的测定:pH 值对沉积速率影响极大,因此必须经常及小心测定工作液的 pH 值。每次测
七、NOBES-6280 溶液浓度分析
1、仪器:
UV 紫外线光谱仪
1cmUV 石英或 UV 硅瓶
250m1 升容量瓶
lml 球状移液管
2、 分析方法:
1)、先把紫外线光谱仪开关打开,预热十分钟
2)、1ml 移液管取 NOBES-6280 工作液的样品,用 250m1 容量瓶稀释,即 lml 稀释到 250ml,
1
铜面微蚀清洁剂一 NOBES-6212
一、简介
NOBES-6212 是一种特别配制的 H2SO4、H202 型铜面微蚀清沽剂.用于清除铜面的有机
或无机污染,如指印、轻油、氧化斑等并同时在铜表面形成一层均匀一致的粗化层,以最大限
度的增加铜面的附著力.良好的性能可适用于喷淋和浸浴等多种加工形式,并可根据客户的要
使用可放气的聚乙烯容器来贮存使用过的液体,并须避免阳光直接照射或高温,
六、H2SO4 含量的分析控制
1.抽 1 毫升工作液到 250 毫升的三角瓶中
2.加入 50 毫升去离子水
3.加入 2-3 滴甲基橙指示剂
4.用 0.5N NaOH 滴定至黄色终点记录滴定量
5.计算(ml NaOH 滴定量)*(N NaOH)*2.66=H2S04% 要求:H2SO4 控制为 1-3%,最佳值 2%
osp资料

OSP 简介OSP是Organic Solderability Preservatives的简称,中译为有机保焊膜,又称护铜剂,英文亦称之Preflux。
简单地说,OSP就是在洁净的裸铜表面上,以化学的方法长出一层有机皮膜。
这层膜具有防氧化,耐热冲击,耐湿性,用以保护铜表面于常态环境中不再继续生锈(氧化或硫化等);但在后续的焊接高温中,此种保护膜又必须很容易被助焊剂所迅速清除,如此方可使露出的干净铜表面得以在极短的时间内与熔融焊锡立即结合成为牢固的焊点。
1.OSP焊盘的优缺点OSP具备许多好处,例如平整面好,和焊盘的铜之间没有IMC形成,允许焊接时焊料和铜直接焊接(润湿性好),低温的加工工艺,成本低(可低于HASL),加工时的能源使用少等等。
OSP技术早期在日本十分受欢迎,有约4成的单面板使用这种技术,而双面板也有近3成使用它。
在美国,OSP技术也在1997年起激增,从199 7以前的约10%用量增加到1999年的35%。
OSP当然也有它不足之处,例如实际配方种类多,性能不一。
OSP工艺的不足之处是所形成的保护膜极薄,易于划伤(或擦伤),贮藏和运输过程中必须要精心操作。
同时,经过多次高温焊接过程的OSP膜(指未焊接的连接盘上OSP膜)会发生变色或裂缝,影响可焊性和可靠性。
锡膏印刷工艺要掌握得好,因为印刷不良的板不能使用IPA等进行清洗,会损害OSP层。
透明和非金属的OSP层厚度也不容易测量,透明性对涂层的覆盖面程度也不容易看出,所以供应商对这些方面的质量稳定性较难评估。
OSP技术在焊盘的Cu和焊料的Sn之间没有其它材料的IMC隔离,在无铅技术中,含Sn量高的焊点中的SnCu增长很快,影响焊点的可靠性。
OSP俗称抗氧化板或防氧化板,也属于无铅工艺.OSP工艺在20世纪90年代开始运用,它是将裸露的印制板浸入一种水溶液中,通过化学反应在铜表面形成一层厚度为0.2-0.3um的憎水性的有机保护膜,这层膜能保护铜面避免氧化,保证焊接。
OSP作业指导书(OK)
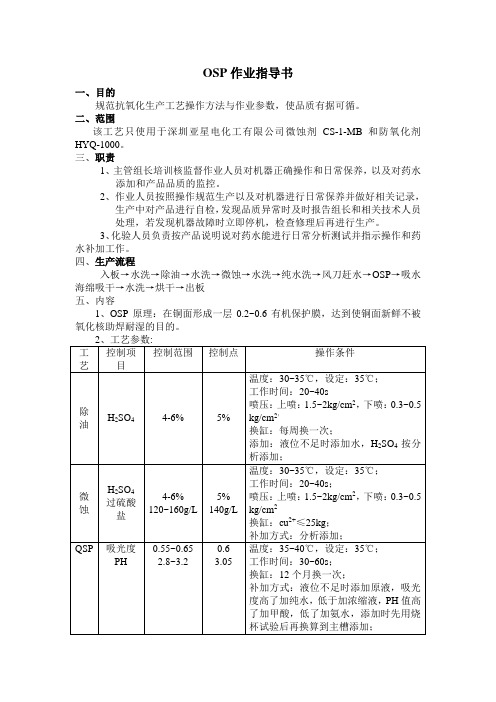
OSP作业指导书一、目的规范抗氧化生产工艺操作方法与作业参数,使品质有据可循。
二、范围该工艺只使用于深圳亚星电化工有限公司微蚀剂CS-1-MB和防氧化剂HYQ-1000。
三、职责1、主管组长培训核监督作业人员对机器正确操作和日常保养,以及对药水添加和产品品质的监控。
2、作业人员按照操作规范生产以及对机器进行日常保养并做好相关记录,生产中对产品进行自检,发现品质异常时及时报告组长和相关技术人员处理,若发现机器故障时立即停机,检查修理后再进行生产。
3、化验人员负责按产品说明说对药水能进行日常分析测试并指示操作和药水补加工作。
四、生产流程入板→水洗→除油→水洗→微蚀→水洗→纯水洗→风刀赶水→OSP→吸水海绵吸干→水洗→烘干→出板五、内容1、OSP原理:在铜面形成一层0.2~0.6有机保护膜,达到使铜面新鲜不被氧化核助焊耐湿的目的。
3、开线洗槽步骤机配槽1)洗槽:a、除油和微蚀;①5%NaoH清洗6-8H后排空;②水洗2次每次清洗1H后排空;③3% H2SO4清洗4-6H后排空;④水洗1H即可;b、OSP槽:①5%NaoH清洗6-8H后排空;②水洗2次每次清洗1H后排空;③3% H2SO4清洗4-6H后排空;④水洗2次每次各1H后排空:⑤5-10%甲酸清洗4-6H(纯水配)后即可.2)配槽:a、除油槽:H2SO4:10L其余:自来水b、微蚀槽:H2SO4:20L双氧水:40L微蚀清洁剂:40—50L其余:纯水c、OSP:HYQ-1000原液配槽。
a、用100%酒精浸泡5-10分钟。
b、水洗后过磨刷清洗再按正常板生产。
6、药水日常维护:a、每天对除油、微蚀进行分析,添加按照工艺参数为基准;b、OSP槽每天做板前要测PH、吸光度,每升提高0.1PH值添加2ml氨水(CP级),每升降低0.1PH值需添加2.5ml甲酸(CP级),每升提高0.01吸光度,每升需加1.5~2ml浓缩液。
c、每班板要测膜厚,膜厚需控制在0.2~0.6um之间。
osp操作规程

osp操作规程OSP操作规程一、引言OSP(Operations Support System)是指为电信运营商的网络运维和业务运营提供支持的系统。
OSP操作规程是为了保证OSP系统运行的稳定性、安全性和高效性而制定的一系列操作指南。
本文将详细介绍OSP操作规程的主要内容。
二、系统使用规定1. 登录申请:用户必须向系统管理员申请账号和密码,并按照要求填写相关信息。
2. 密码保密:用户的账号和密码应由用户个人保管,不得向他人泄露。
如发现账号和密码被非法使用,用户应立即向管理员报告。
3. 安全措施:用户在使用OSP系统时,应遵守安全规定,包括但不限于使用防火墙、防病毒软件等安全措施。
三、系统操作规定1. 系统登录:用户登录OSP系统后,应立即更改初始密码,并定期修改密码,密码应为特定的字符组合,并定期更换。
2. 系统退出:用户离开操作终端时,应及时退出系统,防止他人利用自己身份进行不当操作。
3. 数据备份:用户应定期备份系统数据,并将备份数据存放在安全可靠的地方,以备紧急情况下的数据恢复使用。
4. 日志记录和审计:系统将对用户的操作进行日志记录,用户应定期查看自己的操作日志,如发现异常情况应及时报告。
5. 系统维护:系统管理员有权对OSP系统进行维护操作,用户应积极配合并遵守管理员的指导。
四、系统操作流程1. 系统启动:用户使用合法账号和密码登录系统后,点击启动按钮,系统将进行自检和加载必要的资源。
2. 数据查询:用户可以通过输入关键字进行数据查询,系统将返回查询结果。
用户在查询时应明确查询条件,以避免结果模糊或错误。
3. 数据修改:用户如果有对数据进行修改的需求,需要按照系统规定的操作流程进行操作,并且应对修改前后的数据进行验证,以确保修改的准确性。
4. 统计分析:用户可以根据自己的需求进行数据统计和分析,但应注意数据统计的准确性和合理性。
五、系统维护规定1. 系统备份:系统管理员应按照一定的时间周期对系统进行备份操作,确保系统数据的安全性和可恢复性。
OSP 操作指导书

Attn : 杨丽丽小姐Fr : 殷田化工 李汇通C.C. 曲健先生、秦丽洁部长---DPMC Date : 12/11/2004杨小姐:您好!为更好地控制F2(LX )药水各项指标,保证品质稳定,特编制以下操作作业指引供参考. 谢谢!1. 目的:利用有机保焊剂(OSP )对铜面形成保护膜,防止铜面氧化物之生成,达到保护铜面的目的。
2. 使用范围:对OSP 线进行操作,并对各异常进行处理。
3. 生产流程:4. 作业内容:4.1. OSP 线各化学槽主要作用:4.1.1 除油:去除板面残留油污4.1.2 微蚀:使铜面粗糙化,增加铜面与OSP 膜的密着性 4.1.3. OSP : 使铜面涂覆一层有机保焊膜,防止铜面氧化4.2.1.开机前准备事项:a.停机超过4小时,开机前需先清洗海绵滚轮并检查表面清洁无异物,用手按捏时有清水溢出,说明滚轮湿润干凈b.检视全线的滚轮是否有结晶,并观察传动是否正常c.检视各槽滤芯,滤网是否清洗之,且装好d.检查风刀和喷嘴有无阻塞,若有则拆下用气枪清理e.检视个药水缸液位、温度是否正常f.OSP缸两端的抽风量不宜过大,以免醋酸及水分大量蒸发,以OSP缸的玻璃盖板表面仍有蒸汽凝结水滴为宜。
g.清洗各水槽,更换新水4.2.2.开机程序:a.确认设备状态正常后,再开启总电源b.调整各槽液至标准液位c.开启各槽加热开关及相应的泵浦开关,完成升温准备d.各槽温度达到控制范围后,取样分析e.依化验通知单调整各槽溶液f.调整完成后,若之前长时间停线,可用一定数量的白板(表面无铜)拖缸,以去除轮印,并用5块左右的光铜板或30~50 set的报废板拖缸,以激活药水。
g.放入测试膜厚板(5×3cm的标准板)测试F2槽的膜厚,膜厚在规格内(若下游客户只是用普通焊料,膜厚可控制在0.2um左右;若下游客户使用无铅焊料,则膜厚要控制在0.25um~0.3um)方可开始生产4.2.3.关机程序:a.待板子全部走出后,关机,切断电源开关,关闭各水阀及抽风开关b.若长时间停机,则需用5%醋酸液或100#淋洗OSP缸内的传送辘及缸内各处,以免水分挥发造成溶液浓缩而产生结晶。
OSP与化银板注意事项
一、名辭解釋:(一)裸銅板(OSP;Orange Solderability Presservatives)/Entek業界俗稱的Entek 是指美商Enthone 公司近年來所提供一種“有機護銅劑”之濕製程技術,目前正式的商品名稱是Entek Plus CU-106A。
事實上這就是“有機保焊劑”各類商品的一種此等OSP 製程的反應原理,是“苯基咪唑”(Benzimidazole)之類的化學品,在清潔的銅表面上,形成一層錯合物式具保護性的有機物銅皮膜(二)化銀板(I-Ag;Immersion Silver)化銀板是利用浸鍍的方式,利用銅的氧化電位低於銀的特性,使銅表面的銅原子被銀所置換,進而達到表面改質的目的不論是化銀板或OSP板,其主要目的有三點:1.保護銅面不被氧化2.幫助PCBA組裝容易二、PCB板廠常見問題(一)化銀板化銀板較常見的問題為:遭硫化物汙染,但因此問題容易使Pad變色,因此極易被板廠A.O.I.設備檢出,因此使用者較不需擔心(二)OSP板PCB板要鍍銀或覆蓋OSP膜前,需以氯化銅或氯化鐵,清洗防焊油墨,但常因各種因素造成清洗不乾淨而形成拒焊,此現象即為SCUM因化銀之顏色與銅面顏色差異極大,因此容易被檢出,但OSP膜為淡棕色之透明油膜,與銅面顏色差異不大,因此極不易被檢出,通常會使用碳酸鉀沖洗,進行檢驗所以在SURVEY板廠時,其製程控管的Audit極為重要三、OSP膜厚影響目前生產OSP膜之廠商很多,每個製造商因OSP成份不同,所要求之膜厚亦不盡相同,若是OSP膜厚過厚,則易產生Flux無法將OSP膜推走,進而造成拒焊,若是OSP膜厚過薄,則易產生無法多次Reflower ,導致銅面氧化,亦容易造成拒焊雖然目前生產OSP膜之廠商很多,但目前以四國化學與Tamura所生產之OSP膜最廣為被接受,其膜厚可達0.2~0.3µm,並可經過3次ReflowerIR次數3次2次1次次•一般而言板面上的pad均會上錫,若為不上錫的區塊則會有顏色變深的現象。
OSP板使用规范
OSP板使用规范OSP板使用规范是指在PCB板的制造过程中,对于OSP(Organic Solderability Preservative)板的使用进行统一规定和操作规范,以确保制造出的PCB板的质量符合要求。
下面是OSP板使用规范的一些主要内容:1.材料准备:使用OSP板制造PCB板前,应确保材料的质量符合相关要求。
包括OSP涂料、基材、绝缘层和导电层等。
2.基材处理:在基材上涂覆OSP涂料之前,需要对基材进行必要的处理。
首先,清洁基材表面,确保表面不含有灰尘、油污等杂质。
其次,对基材进行化学处理,以增强OSP涂料与基材的附着力。
3.OSP涂布:根据PCB板的设计要求,将OSP涂料均匀地涂布在基材上。
涂布可以采用喷雾、浸渍或基材浸渍等方式。
涂布过程中要保证涂料的厚度均匀,并且不得出现起泡或颗粒等缺陷。
4.退火烘烤:涂布完OSP涂料后,需要对PCB板进行退火烘烤处理。
退火温度和时间应根据OSP涂料的要求来确定,以确保涂料在退火过程中能够充分固化和附着在基材上。
5.OSP涂料检验:对OSP板涂布的质量进行检验,主要包括涂布厚度、附着力、表面粗糙度等指标。
涂布厚度应满足设计要求,附着力要达到一定的强度,表面粗糙度要满足PCB板的要求。
6.焊接前处理:在将OSP板用于焊接之前,需要对其进行必要的处理。
首先,进行PCB板的短时间热处理(例如过氧化氢处理),以去除板表面被硫化的OSP物质。
然后,将板加热至焊接温度,以活化OSP涂层,提高其焊接性能。
7.室内保护:在整个制造过程中,要注意保持材料和PCB板的室内环境,避免湿度和腐蚀物对板的影响。
在没有使用的情况下,将OSP板存放在干燥、无污染的环境中,避免灰尘和水分对板的质量产生影响。
8.储存和包装:OSP板制造完成后,需要正确存放和包装。
要避免受潮、受热、受压等不良环境,防止表面上的附加污染或物理损伤。
通过遵循以上的OSP板使用规范,可以有效地控制和保证OSP板在PCB板制造过程中的质量。
表面处理OSP常见问题处理总结

5
常见问题及解决方法
异常现象
OSP膜面有水 渍
产生原因
1)有叠板或卡板
解决措施
1)检查排除传动系统故障
2)烘干段温度不够或风 2)维护烘干段加热器和风刀 刀堵塞
异常现象
产生原因
解决措施
1)对预浸前后的滚轮进行每 班清洗
“水渍印” 1)预浸槽内的药液溅到前 (膜面粗糙, 后的滚轮上形成红色的 呈水纹或条状) “污垢”
1
一、流程 除油
OSP工洗
OSP
预浸
烘干
PH值:2.8-3.1 酸值:160--190
2
常见问题及解决方法
异常现象
OSP膜下有氧 化
产生原因
1)板面氧化程度过深 2)微蚀量不足
解决措施
1)经PUMICE处理再生产 2)提高微蚀槽温度和微蚀剂浓 度以提高微蚀量
异常现象
OSP膜面呈彩 色
8
1)主槽内的传动系统系统 不正常对板面形成摩擦 “亮点”(膜 面上的点状光 泽不一样 2)主槽前后的滚轮需要清 洁 3)药液添加后没有循环均 匀
解决措施
1)检查维修主槽内的传动系 统 2)清洁主槽前后药液没有浸 泡的滚轮(包括海绵滚轮) 3)加药液严格按照少量多次 原则均匀添加
4)脱脂槽铜离子对铜面有 4)检查并补充到标准液位稀 咬蚀(脱脂后铜面发黑) 释铜离子或当槽
一、定义: 有机可焊性保护膜(organic solderability preservative)是以化学的方法,在裸铜表面形成一 层0.2-0.6um薄膜。这层膜具有防氧化、耐热冲击、 耐湿性。 优点: 表面平坦,膜厚0.2-0.6 um,适合SMT和线导线细 间距的PCB; 膜脆易焊,能承受多次以上热冲击,并与任意焊料 兼容; 水溶性操作,最高温度不到50度,不会发生板子的 翘曲变形; 生产过程中无高温,低噪声,有利于环保; 成本比较低。
OSP生产工艺
OSP工艺制程生产性总结第一节 OSP在PCB和PCBA生产过程中的注意事项OSP=organic solderability preservative(有机保焊剂)与其它最终表面处理的区别:1.OSP在PCB生产过程中的一些注意事项:A,制程方面:膜厚控制的工艺范围为0.2um-0.5um,target0.3 microns -0.4 microns;OSP制程返工须严格控制,防止微蚀过度;做完后加快流转,尽快包装;B,手势控制:在转运过程中(含最终检验、出货检验及包装)必须戴干净棉手套,防止手渍及其它有机物污染;拿板时尽量以双手靠板边夹紧方式进行;C,包装:板与板之间忖无硫纸,真空热塑包装,包紧不漏气;2.OSP对PCBA生产过程中的一些注意事项:A,PCB板在转运过程中的拿板手势非常重要,也是短时间内较难完全落实的工作;B,回流焊与波峰焊之间停留时间不要太长;如需要停留时间很长,建议应放在恒温恒湿房间;C,因每个车间条件都不一样,一些焊接参数(包括助焊剂的辅助物料等)需要自己试验,得出最佳状态;3.后附ENTEK PLUS HT的资料和相关说明;全部资料见后附文件;其中P34—P41为装配时注意事项;大致内容是:P35:优异的SMT回流焊连接性;P36:助焊剂兼容性;建议助焊剂参数为:最小酸值18(mg KOH/g);固体含量最小为2(WT)%(重量比);固含量高,可操做范围就大;润湿性和助焊剂的类型,使用及喷涂有关系;P37:助焊剂兼容性强;免清洗和非免清洗都可以;P38:无铅波峰焊溶铜情况:产品经验说明,溶铜情况低于美国NIST和NEMI报告(标准)1~1.5%,稳定在~0.78%;P39:ICT测试:用尖头测试针;接触电阻低于40微欧;P40:错印板清洁处理:有机溶剂攻击OSP膜;清洁后(表面无OSP膜保护)尽快全制程安装结束;(一般24小时内无问题;如异常,可选用酸度较高的助焊剂)P41:保存时间:20~30℃,湿度小于70度,12个月;6个月保证;第二节 OSP板在无铅焊接过程中的注意事项1.OSP焊接出现的焊盘针孔现象:A,该现象与OSP无关,因助焊剂喷上后,OSP膜就分解了,与后续的焊接没有关系;B,板表面温度偏低,为提高可焊性,加大了助焊剂的喷涂量降低了板温;C,冷焊和助焊剂中的挥发成份是产生气孔(针眼)的原因之一,盘越大,吸热越大,则产生气孔(针眼)越明显;D,锡炉中如果铜含量偏高,则焊盘表面也会出现起沙点和产生针眼的现象;F,RoHS焊接的本质,《IPC-610D》有明确的要求:第三节IMC与焊接温度和时间的相互关系IMC=Intermetallic Compounds金属间结合层1.IMC厚度与抗拉强度的关系:A,IMC<0.5um时,金属间结合层太薄,几乎没有抗拉强度;B,IMC=0.5um时,抗拉强度最佳;C,0.5um<IMC≤4.0um时,抗拉强度可以接受;(有铅的最佳为1.2um≤IMC≤3.5um)2.IMC的特性:A,它与基板材料、焊盘、元器件焊端之间的热膨胀系数差别很大;B,此种合金组织比较脆,它的厚度与焊接温度和时间成正比;C,温度没有达到210℃-230℃时,不能形成足够的IMC,只有在220℃维持2秒钟左右的条件下,才能形成良性的IMC;D,当温度大于230℃时,扩散反应就加速,声成过多的恶性IMC,焊点变得脆性多孔;第四节PCBA通孔焊点“砂眼”分析AFR= Annualized Fail Rate 年返率1.退锡工艺的PCB板,经过波峰焊接后出现焊点“砂眼”原因:A,退锡药水的主要成分硝酸及硝酸铁,攻击铜的主要物质是硝酸铁,吹孔的主要原因是孔内有水汽;B,PCB板喷锡后肯定是PAD上的锡比孔内的锡厚得多,所以退净PAD上的锡则孔内的铜肯定会被攻击,最终导致孔铜变薄且有空洞,PCB板经OSP后残留水汽,引起吹孔,表现出了焊点“砂眼”。
OSP板使用规范
5.3.7 一般情况下不能使用烘烤工艺,除非客户或供应商提供烘烤条件。
5.4 OSP PCB 印刷锡膏不良的重工
5.4.1尽量避免印刷错误,因为清洗会损害OSP保护层。
5.4.2 当PCB印刷锡膏不良时,由于OSP保护膜极易被有机溶剂侵蚀,所有OSP PCB不能用高挥发性溶剂(异丙醇、洗板水等)浸泡或清洗,建议以无纺布沾75%酒精擦除锡膏。清洗方法参照《PCB清洗规范》
5.4.3 重工完成后的PCB,应该在2小时内完成当次重工PCB面的SMT焊锡作业。
6.相关
《PCB清洗规范》WW-I-D08-009
7.附录
无
5.3 生产
5.3.1 OSP板拆包装后在温度为18-26度、湿度为40-60%可存放24小时;生产线未生产完的OSP板必须放到除湿柜中保管,保管条件为温度23±5度、湿度小于10%,并且要做好进出时间记录。
5.3.2 在SMT现场拆封时,必须检查湿度显示卡,并于12小时内上线,绝对不要一次拆开好多包,万一打不完,或者设备出了点很么问题要用很长时间解决,那就容易出问题。印刷之后尽快过炉不要停留,因为锡膏里面的助焊剂对OSP皮膜腐蚀很强。
5.
5
5.1.1 所有的来料OSP板都应该有真空包装及日期代码,有效期是3个月。
5.1.2 包装破损的板子需MRB评审。
5.2 储存和备料
5.2.1 包装良好的PCB放在标准的包装箱中即可。
5.2.2 长时间不用的未做完的板子需真空封口。
5.2.3 OSP板都必须包装发料,不允许散料发放。
5.2.4 OSP板的有限期为3个月,有跟踪标签来控制有限期,超过有限期3个月必须送MRB评审然后给供应商做后续处理。
OSP 操作指导书
Attn : 杨丽丽小姐Fr : 殷田化工 李汇通C.C. 曲健先生、秦丽洁部长---DPMC Date : 12/11/2004杨小姐:您好!为更好地控制F2(LX )药水各项指标,保证品质稳定,特编制以下操作作业指引供参考. 谢谢!1. 目的:利用有机保焊剂(OSP )对铜面形成保护膜,防止铜面氧化物之生成,达到保护铜面的目的。
2. 使用范围:对OSP 线进行操作,并对各异常进行处理。
3. 生产流程:4. 作业内容:4.1. OSP 线各化学槽主要作用:4.1.1 除油:去除板面残留油污4.1.2 微蚀:使铜面粗糙化,增加铜面与OSP 膜的密着性 4.1.3. OSP : 使铜面涂覆一层有机保焊膜,防止铜面氧化4.2.1.开机前准备事项:a.停机超过4小时,开机前需先清洗海绵滚轮并检查表面清洁无异物,用手按捏时有清水溢出,说明滚轮湿润干凈b.检视全线的滚轮是否有结晶,并观察传动是否正常c.检视各槽滤芯,滤网是否清洗之,且装好d.检查风刀和喷嘴有无阻塞,若有则拆下用气枪清理e.检视个药水缸液位、温度是否正常f.OSP缸两端的抽风量不宜过大,以免醋酸及水分大量蒸发,以OSP缸的玻璃盖板表面仍有蒸汽凝结水滴为宜。
g.清洗各水槽,更换新水4.2.2.开机程序:a.确认设备状态正常后,再开启总电源b.调整各槽液至标准液位c.开启各槽加热开关及相应的泵浦开关,完成升温准备d.各槽温度达到控制范围后,取样分析e.依化验通知单调整各槽溶液f.调整完成后,若之前长时间停线,可用一定数量的白板(表面无铜)拖缸,以去除轮印,并用5块左右的光铜板或30~50 set的报废板拖缸,以激活药水。
g.放入测试膜厚板(5×3cm的标准板)测试F2槽的膜厚,膜厚在规格内(若下游客户只是用普通焊料,膜厚可控制在0.2um左右;若下游客户使用无铅焊料,则膜厚要控制在0.25um~0.3um)方可开始生产4.2.3.关机程序:a.待板子全部走出后,关机,切断电源开关,关闭各水阀及抽风开关b.若长时间停机,则需用5%醋酸液或100#淋洗OSP缸内的传送辘及缸内各处,以免水分挥发造成溶液浓缩而产生结晶。
OSP-P200LA 系统维护手册(MF 装置)TypeII LC34-037-R01a
(8) 由于液晶显示器的特性,可能会出现分辨率不足或一些像素常亮的现象。这并不属于故障。
7. 本手册中使用的符号
本手册中使用以下警示标识提醒您注意一些特别重要的信息。仔细阅读标有这些标E识e的oe说l明l1并p在l0工0作8
中遵照执行。
表示如果不避免,将会导致死亡或严重伤害的危急情况。 表示如果不避免,将会导致死亡或严重伤害的潜在危险。 表示如果不避免,将会导致轻伤或中等伤害的潜在危险。 表示如果不避免,将会导致财产损失的潜在危险。 表示安全运行的一般要求。
a. 打开电柜门前,确保主电源开关关闭。 b. 即使主电源开关关闭,在 MCS 驱动装置 (伺服 / 主轴)内仍有残留电荷,因此,这些装置的
操作只能让维修人员来处理,即使这样,他们仍须遵守下列注意事项。 • MCS 驱动装置 (伺服 / 主轴)
主开关断电后,经过 2 分钟等待放电结束。 c. 电柜内安装有 NC 装置,该 NC 装置的电路板的存储器内存有加工程序、参数等。为了确保即使
3-1.面板计算机装置 ................................................................ 3 3-2.UPS 电源装置 .................................................................. 5 3-3.接口卡 ........................................................................ 6 3-4.伺服环传感器装置 (SSU) ........................................................ 9 3-5.多功能装置 (MF 装置 ) ......................................................... 10 3-6.MCS 驱动装置 ................................................................. 13 3-7.电机和位置编码器 ............................................................. 13 3-8.机床操作面板 ................................................................. 13 3-9.冷却装置 ..................................................................... 13 3-10.电柜 ........................................................................ 13
OSP 操作指导书
OSP 操作指导书OSP 操作指导书1.概述1.1 目的本文档旨在提供关于OSP(操作系统平台)的详细操作指导,帮助用户正确使用OSP系统和执行相关任务。
1.2 适用范围本操作指导书适用于所有OSP系统的用户和管理人员。
2.安装和配置2.1 系统需求2.1.1 硬件需求●处理器:至少1 GHz的处理器●内存:至少1 GB的内存●存储:至少10 GB的可用存储空间2.1.2 软件需求●操作系统:Windows 10、macOS 10.15或更高版本、Linux发行版●Java Runtime Environment(JRE):版本8或更高版本2.2 和安装OSP2.2.1 OSP安装程序●在OSP官方网站()上最新版本的OSP安装程序。
●双击的安装程序,按照提示进行安装。
2.2.2 安装OSP●运行安装程序,选择安装位置和其他自定义设置。
●等待安装过程完成。
2.3 配置OSP2.3.1 运行OSP配置向导●在安装目录中找到“配置”文件夹。
●在文件夹中找到“osp.config.exe”文件,双击运行。
2.3.2 配置数据库●在配置向导中选择数据库类型(如MySQL、Oracle)。
●输入数据库连接信息,包括主机名、端口号、用户名和密码。
●“测试连接”按钮,确认连接成功后继续配置过程。
2.4 启动OSP双击桌面上的OSP图标,或在开始菜单中找到OSP并打开。
3.OSP界面介绍3.1 登录页面●输入用户名和密码。
●“登录”按钮。
3.2 主界面●主界面包括导航菜单、工具栏和信息面板等组件。
●导航菜单用于访问不同的功能模块。
●工具栏提供一些常用操作和快捷方式。
●信息面板显示当前系统状态和提醒信息。
4.OSP基本操作4.1 创建用户●在导航菜单中选择“用户管理”模块。
●“创建用户”按钮。
●输入用户信息,包括用户名、密码、电子邮件等。
●“保存”按钮。
4.2 创建项目●在导航菜单中选择“项目管理”模块。
●“创建项目”按钮。
OSP板保存使用规范

OSP板保存使用规范OSP板是一种广泛应用于电子产品组装中的基板材料,具有较高的电气性能和热性能。
为了确保OSP板的质量和可靠性,必须在其保存和使用过程中遵循一些规范。
以下是OSP板保存和使用的一些规范。
首先,在保存OSP板时,应确保其处于干燥的环境中。
湿度是OSP板最主要的敌人之一,因为它会导致板材的吸湿,导致质量下降。
为了防止湿气进入板材中,可以将OSP板存放在密封的塑料袋中,并在袋子中添加干燥剂。
此外,保存OSP板的库房应定期进行湿度检测,并设备相应的除湿设备。
其次,在使用OSP板时,应选择合适的焊接工艺。
OSP板具有较低的耐热性,因此焊接过程需要控制低温。
为了避免过高的温度损害OSP板,可采用预热的方法,将焊接之前的板子放置于恒温环境中,以使板子与焊接温度更相适应。
第三,使用OSP板时,需要注意防止板材表面受到损伤。
OSP板表面覆盖有一层薄膜,用于保护板材的裸露铜。
因此,在操作OSP板时,应避免使用金刚石刀具或其他硬物刮擦表面,以免损坏保护膜,从而影响板材的质量和可靠性。
第四,对于长时间未使用的OSP板,应进行定期的检查和测试。
鉴于OSP板易受湿气影响,长时间未使用的板材容易产生质量问题。
因此,为了确保其质量和可靠性,应定期对板材进行检查和测试。
检查的内容可以包括湿度测试、焊点可靠性测试等。
最后,在OSP板的保存和使用过程中,需要注意电子产品组装中的一些基本规范。
例如,应避免静电的产生和积累,使用抗静电工具进行操作。
此外,应保持清洁的工作环境,避免灰尘和其他杂质进入板材中引起故障。
在总结OSP板的保存和使用规范时,需要强调以下几点。
首先,保持板材的干燥,避免湿气侵入。
其次,选择合适的焊接工艺,避免过高的温度。
第三,注意保护板材表面,避免损坏保护膜。
第四,定期检查和测试长时间未使用的板材。
最后,遵守电子产品组装中的一些基本规范,如防静电和保持清洁。
通过遵循以上规范,可以确保OSP板的质量和可靠性,提高电子产品组装的成功率和产品的性能。
OSP工艺品质管制重点

4、维修设备
1、垫板厚度不均匀 2、钻咀偏短 3、套环松动
4、主轴夹咀松动
1、选用厚度较均匀之垫板 2、按要求压好钻咀长度并测量 3、换掉松动之套环 4、每班清洗主轴夹咀并锁紧 5、每轴底板用红胶片核对
5、机台的压力脚卡死或机器 台面不水平
6、维修压脚,调整设备水平
第 3 页,共20页
品质异常处理方法
3、打磨完后将检查是否有铜皮进
3、叠板时需清扫板间杂物而后再叠 入孔内未掉现象。若产生此现象时
板
需用气枪或钻咀将其吹出(捅
出), OK后送至品检进行检验。
4、若品检检验或品保抽查到有拉
铜板混放在已检OK板中时,该站品
4、下板后需分清底面板并进行打 检需对已检验板再次检验并挑出不
磨,同时对中板进行目视全检,发现 良板。
要定位之孔径(至少三个孔以 上),待同料号之板钻完后用小于 所选定位孔径2mil之PIN钉套入机台
上之板,而后将待重工之板套入 PIN钉,并用胶纸固定。
4、调整H、Z值高度与所需生产与 高度相符,确认无误后补钻。
5、重工后检验人员需重新确认, OK后可放行,若有其它问题依相应
状况处理。
流程 CNC钻孔
3、钻孔作业员发现孔偏需将该板 分开放置交品检确认并处理,若检 验人员仍无法确认时,需知会现场 主管处理。
1、钻孔作业员下板后自检时发现 孔未钻透,此时需将该板分开放置
并确定未钻透之孔径及位置。 2、若检验人员发现时需将不良板 挑出,依该板之钢号核对机台,退 还给该机作业员并知会现场主管。 3、现场主管或作业员重工时选择
1、板未上好,且未敲下固定 销钉
1、上板时需将已上好PIN之PCB板的
固定PIN完全套入机器夹固定槽内,
OSP 操作指导书
OSP 操作指导书OSP 操作指导书⒈简介本文档旨在提供 OSP 操作的详细指导,包括各个章节的细化内容,以帮助用户熟悉和正确操作 OSP 系统。
⒉系统介绍⑴ OSP 系统概述介绍 OSP 系统的基本功能和运作原理。
⑵用户登录和权限管理详细描述如何登录 OSP 系统并管理用户权限。
⑶系统界面和菜单导航指导用户熟悉系统界面的各个部分,以及如何在不同菜单之间导航。
⒊数据管理⑴数据导入说明如何将外部数据导入 OSP 系统中,包括数据格式要求和导入步骤。
指导用户如何使用 OSP 系统进行数据查询和筛选,以获取所需的数据结果。
⑶数据导出教授用户如何将 OSP 系统中的数据导出到外部文件,如 Excel 或 CSV 格式。
⒋运营管理⑴任务创建与分配详细介绍如何在 OSP 系统中创建任务并进行分配,包括任务属性设置和负责人指定。
⑵任务状态和进度跟踪说明如何监控任务的状态和进度,以及如何更新和记录任务的完成情况。
⑶报告与分发指导用户如何运营报告,并将其分发给相关人员。
⒌统计分析⑴数据分析工具介绍 OSP 系统中可用的统计分析工具,如图表、趋势分析等。
说明如何使用 OSP 系统进行数据挖掘和预测分析,以提供业务决策支持。
⒍系统维护⑴数据备份与恢复指导用户如何进行系统数据备份和恢复操作,以确保数据的安全性和可用性。
⑵系统升级与更新介绍 OSP 系统的升级和更新流程,以及注意事项和步骤说明。
⑶故障处理与技术支持提供故障处理的指导,以及如何获取技术支持的途径和方法。
⒎附件附件1:操作示例文件⒏法律名词及注释⑴法律名词一:解释说明。
⑵法律名词二:解释说明。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SMT送验 SMT送验
1. 请SMT分台车送验. 送验时请在识别卡上填 SMT分台车送验. 写PCB的拆封时间. PCB的拆封时间. 2. 请SMT尽可能在最短的时间内完成生产. SMT尽可能在最短的时间内完成生产. 3. 详细请参阅<OSP PCB 製程作業辦法> 详细请参阅< 製程作業辦法>
IPQC检验 IPQC检验
PTH完成插件 PTH完成插件
1.PTH请注意流程卡上SMT的拆封时间. 1.PTH请注意流程卡上SMT的拆封时间. 必须 在这个时间后24小时内完成PTH的生产. 在这个时间后24小时内完成PTH的生产. 2.PTH完成生产后, 请按正常作业流程生产. 2.PTH完成生产后, 请按正常作业流程生产.
转PTH插件 PTH插件
1.请PTH接IPQC通知后, 做好相关准备动作. 1.请PTH接IPQC通知后, 做好相关准备动作. 并进行转板动作. 并进行转板动作. 2.PTH上线前绝对不允许烘烤. 2.PTH上线前绝对不允许烘烤. 3.PTH上线过程中如发现异常请继续生产, 3.PTH上线过程中如发现异常请继续生产, 并 知会PE, ME等相关单位处理. 知会PE, ME等相关单位处理.
生管& 生管&物控
1.请注意料况, 并根据SMT&PTH的工时排线, 1.请注意料况, 并根据SMT&PTH的工时排线, 注意之间的衔接. 注意之间的衔接. 2.请物控把握进料状况. 料齐生管才可以安排 2.请物控把握进料状况. 上线. 上线.
其他部门
1.请IQC, IPQC, PUR, ME, IE, 等部门配合处 1.请 理相关问题. 理相关问题. 2.请PS将相关问题知会我司各供应商. 2.请PS将相关问题知会我司各供应商.
Copyright © 2003. Alpha Networks Inc. All rights reserved.
OSP PCB导入流程讲解 PCB导入流程讲解
DPED:全特QA PED:全特QA 2009/03/20
流程管制段
供应商真空包装 正常完成后段生产 PTH完成插件 转PTH插件
IQC检验 仓库保管
仓库保管
1.仓库记录进料日期, 按先进先出原则发料.如 1.仓库记录进料日期, 按先进先出原则发料. 3个月后还有库存, 请仓库通知采购, 由采购 个月后还有库存, 请仓库通知采购, 联系厂商进行重工. 联系厂商进行重工. 2.仓库须保证仓库储存环境处于恒温恒湿的 2.仓库须保证仓库储存环境处于恒温恒湿的 受控状态.(16~40摄氏度, 小于90%湿度). 受控状态.(16~40摄氏度, 小于90%湿度).
1.请IPQC在2~4小时内完成必须的检验. 1.请IPQC在2~4小时内完成必须的检验. 2.IPQC完成检验后请马上通知PTH生产人员 2.IPQC完成检验后请马上通知PTH生产人员 转板. 转板. 3.IPQC判退, SMT当班人员马上处理. 3.IPQC判退, 请SMT当班人员马上处理. 详细请参阅< 详细请参阅<OSP PCB 製程作業辦法>. 製程作業辦法>. 4.IPQC验板时必须戴手套. 不能触摸PTH面 4.IPQC验板时必须戴手套. 不能触摸PTH面(B 面)PAD, 以免在PAD上残留异物.IQC从来料中抽验时, 在取出所须样品后, 1.IQC从来料中抽验时, 在取出所须样品后,应 马上将非抽样品做回真空包装. 建议IQC要 马上将非抽样品做回真空包装. 建议IQC要 求厂商提供专用检验板, 另外真空包装. 求厂商提供专用检验板, 另外真空包装. 2.检验时请戴手套, 不允许触摸到PCB有PAD 2.检验时请戴手套, 不允许触摸到PCB有 的地方. 的地方.
SMT拆真空包装上线生产 SMT拆真空包装上线生产
1. SMT不允许一次性全部将真空包装全部拆 SMT不允许一次性全部将真空包装全部拆 完. 请按实际生产状况动作. 请按实际生产状况动作. 详细请参考<OSP 详细请参考<OSP PCB 製程作業辦法>. 製程作業辦法>. 2. SMT如发现异常请停止拆封, 并继续将已拆 SMT如发现异常请停止拆封, 封的PCB完成生产. 封的PCB完成生产. 并在流程卡上做相应标 识. 3.SMT生产时, 必须戴手套. 不能触摸PTH面 3.SMT生产时, 必须戴手套. 不能触摸PTH面(B 面)PAD, 以免在PAD上残留异物. 以免在PAD上残留异物.
B/R
THE END
SMT领用 SMT拆真空 包装上线生产
IPQC检验
SMT送验
供应商真空包装
1.供应商在完成OSP制程后, 在环境温湿度受 1.供应商在完成OSP制程后, 管控的环境下, 应在12H内完成真空包装. 管控的环境下, 应在12H内完成真空包装. 在环境温湿度不受管控的环境下, 在环境温湿度不受管控的环境下, 则必须在 4H内完成真空包装. 4H内完成真空包装. 2.供应商必须在外包装纸箱的识别卡料号后 2.供应商必须在外包装纸箱的识别卡料号后 面增加”(OSP)”字样. 面增加”(OSP)”字样. 如:化金板料号 为:”8ASL261455B1G”, 则OSP板的料号标识 8ASL261455B1G” OSP板的料号标识 应为” 8ASL261455B1G(OSP)” 应为” 8ASL261455B1G(OSP)”.
SMT领用 SMT领用
1.SMT按工单领用. 1.SMT按工单领用. 2.SMT领用时需要确认进料日期和生产周期. 2.SMT领用时需要确认进料日期和生产周期. 3.SMT上线前OSP不允许烘烤. 3.SMT上线前OSP不允许烘烤. 4.SMT上线前需要检查真空包装是否已经破损. 4.SMT上线前需要检查真空包装是否已经破损. 如有破损, 请知会IQC, 如有破损, 请知会IQC, PUR, PC,PE等相关单 PC,PE等相关单 位处理. 位处理.