挤压一厂27号28MN挤压机的挤压头监测系统改造
挤压模具车间整改方案

以我给的标题写文档,最低1503字,要求以Markdown文本格式输出,不要带图片,标题为:挤压模具车间整改方案# 挤压模具车间整改方案## 1. 背景介绍挤压模具车间作为制造企业的重要生产环节之一,其质量和效率对整个生产流程和产品质量有着重要影响。
然而,在实际的生产过程中,挤压模具车间存在一些问题,例如模具调试时间长、设备利用率低下、产品质量不稳定等,这些问题对企业的正常运营和市场竞争力造成了一定的影响。
为了解决挤压模具车间存在的问题,提高生产效率和产品质量,制定挤压模具车间的整改方案是非常必要的。
## 2. 目标和原则本整改方案的目标是通过改善挤压模具车间的生产流程、设备配置和管理方式,提高生产效率和产品质量,进而提升企业的竞争力。
在整改过程中,我们将遵循以下原则:- 注重质量:确保产品的质量符合标准要求,提高产品的一致性和稳定性。
- 提高效率:通过优化生产流程和设备配置,降低生产成本,提高设备利用率,提高生产效率。
- 优化管理:引入科学的管理制度和方法,完善人员培训和绩效考核机制,提高管理效能。
## 3. 整改措施为实现挤压模具车间的整改目标,我们将采取以下措施:### 3.1 优化生产流程1. 对挤压模具车间的生产流程进行全面分析,找出存在的问题和瓶颈。
2. 重新设计生产流程,简化操作步骤,减少不必要的等待时间和运输环节。
3. 引入先进的生产计划和排程系统,提高生产调度的准确性和灵活性。
### 3.2 完善设备配置1. 对挤压模具车间的设备进行全面评估,确定设备升级和替换的需求。
2. 优化设备的布局和配置,提高设备的利用率和生产效率。
3. 引进智能化设备和自动化生产线,提高生产效率和产品的一致性。
### 3.3 强化质量管理1. 建立完善的质量管理制度,包括质量控制点的设立和质量检验的标准化。
2. 组织质量培训活动,提高员工对质量的认识和责任意识。
3. 引入先进的质量管理工具和方法,如SPC统计过程控制,提高质量管理的科学性和效率。
35MN钢管挤压机的自动化控制系统word资料5页
35MN钢管挤压机的自动化控制系统一、引言在为某厂设计的35MN钢管挤压机电气控制系统中采用上位工业控制机和工业可编程序控制器两级控制。
上位工业控制机选用研华一体化工控机,工业可编程序控制器(PLC)采用西门子S7-400PLC,通过Profibus通讯协议,FVC速度闭环控制器可与PLC进行通讯,从而完成挤压生产过程中的速度闭环的控制,极大地提高了产品的质量。
二、设备组成、主要性能参数及控制工艺该设备主要由挤压筒、挤压杆、穿孔针、热锯、模架、换模装置、快换挤压杆装置、供锭器及垫片循环装置等组成。
主要性能参数工作介质压力 28MPa公称挤压力 35MN穿孔力 7MN最大速度300 mm/s穿孔速度200 mm/s穿孔针行程 3350 mm挤压杆行程 2250 mm/s控制工艺要求:工作循环时间为120S(30支坯料/小时),包括所有必需的辅助功能时间。
工作方式为手动或半自动操作。
工艺参数通过上位机触摸屏设定挤压位置及速度控制工艺流程如图1所示:图1工艺流程框图 (TechnologyDiagram)三、电气控制系统构成3.1 电气控制系统主要受控对象a.液压站高压电机10KV 400KW三台,高压启动,补油泵电机37KW一台,直接启动,控制泵电机37KW一台,直接启动。
b.各机构需控制的电磁铁60只,电液比例阀比例电磁铁6只,伺服快断阀2只等。
c.检测元件有:挤压筒绝对式编码器1个,穿孔针绝对式编码器1个,挤压梁绝对式编码器1个,压力传感器8只,油过滤器压力发讯元件4只,辅助机构接近开关40只。
3.2电气控制系统PLC构成35MN钢管挤压机控制系统采用西门子S7-400型PLC与远程I/O控制模块ET200M、WAGO进行控制,中央控制单元为CPU414-2DP,采用PROFIBUS 总线形式将远程I/O、上位机、FVC伺服控制器与主机CPU进行通讯。
开关量的输入信号如按钮、接近开关由数字量输入DI模块控制;模拟量的输出信号如供锭器、热锯、扑粉机构速度由模拟量输出AO模块控制,挤压梁位置及速度由FVC控制器与PLC通讯来进行控制。
W&P挤压机控制系统的成功改造

只能通过操作面板上的仪表看到有限的 操作数据. 不容易掌握整个挤压造粒机系
统的运行状况 .平时的工艺操作数据不
另外整个系统还使用了许多二次
() 4 备件采购困难 原系统中采用的仪表 . 都是上世纪
各种信号的转换及逻辑 控制都在
PC内由程序实现:与 M C相关的电路 L C 用继电器隔离。见图 1 。 原来的系统很多模拟信号回路采用 的是现场检测仪表加室内二次仪表的方
停车则占了次数的5 .% 时间的6.% 6 , 8 1 , 7
成 的控制 回路 .其 余逻辑控制 回路 由 PC实现 .P C采用西 门子公司的 s — L L 5
1 U 5 1
.
() 2 没有上位操作站 原系统为西门子s —1U PC没有 51 5 L
上位机 . 无历史数据记录功能 . 工艺人员
合人机接 1操作站实现。增加人机接1 3 3
1 改造方案 .
本 文作者 杨长 友先 生
多.受外部环境的影 响很大 .容易出现误
改造前挤压机的使用状况
W& 挤 压 造 粒 机 .生 产 能 力 为 P
1 t h 控制系统采用了继电器 ̄ PC 0/ . J L 的 I ]
动作而引起停车 。另
此次 改 造将 全部 功能 改
外继电器组成的系统接线复杂 .出现问
为 PC控制 .即将原控 制系统 的继 电 L 器、PC s — 1u L 515 、二次仪表控制、显
示 功能 改为 由西 门子 PC S —0 H和一 L 74 0
挤压车间1600吨挤压机PLC控制系统改造方案

2019.15科学技术创新-43-挤压车间1600吨挤压机PLC控制系统改造方案马晓军(国家电投集团宁夏能源铝业科技工程有限公司,宁夏青铜峡751603)摘要:目前挤压技术已广泛应用于硬质合金、制药、食品加工及机械加工业等诸多领域。
由于挤压技术可以获得延长度方向密度均匀的产品,且生产效率高,因此被得到了广泛地应用。
挤压机虽然有将近一百多年的历史,但是随着信息技术的快速发展,各种信息技术的层数不穷,尤其是检测技术、PLC控制技术、微电子技术及现代控制的技术发展更是对挤压机提出了新的挑战。
控制系统在高效、高速、高精度等方面获得了较好的发展,因此研究PLC控制系统的应用是极为重要的,为此文章主要以国家电投集团宁夏能源铝业科技工程公司挤压车间生产线上的PLC控制系统改造方案为例,进行深入研究分析。
希望通过文章的论述可以为相关人员提供一定参考意见。
关键词:1600吨挤压机;PLC控制系统;改造方案中图分类号:TG375.5+23,TM921.5文献标识码:A文章编号:2096-4390(2019)15-0043-021设备现状1600吨挤压机使用于国家电投集团宁夏能源铝业科技工程公司挤压车间三条铝型材挤压生产线之一,主要有主机、辅机(冷床)、感应炉三个部分组成。
该设备1985年由意大利BREDA FUCINE(勃瑞达)公司引进,PLC控制系统采用美国SQUSRE-D(美国方D)公司产品。
该PLC控制系统共分为为6个站点,挤压机部分为1-3号站点,其中开关量输入点104点,开关量输出点为64点(实际用到60点),模拟量输入信号4个,模拟量输出信号3个,高速计数1个通道。
感应炉为4号站点,开关量输入点48点,开关量输出16点。
冷床辅机为5-6号站点,开关量输入点112个,开关量输出点96个。
该挤压机1988年投运,经过近30年运行,挤压机PLC控制部分模块等元器件已到寿命周期,老化严重,严重影响挤压机安全运行。
小R挤压机液压系统改进

( 4 ) 原 泵 站 集 成 块 和液 压 阀 布 局 较乱 , 堆 叠 很 多层 , 导致 过高 , 维护 十分 不便 。
4 改进 方 案
根 据 以上 的分 析 以及 系统需要 达 到 的功 能采 取 如下 的改 进方 案 , 改 进 后 的 系统 原 理 如 图 2所
示
足 够 的流量就 会使 得 整 形 缸 下 降速 度 缓 慢 , 导 致
所述 问题 。
图 2 改 进 后 的 液 压 原 理 图
改进 后 液压 系统新 增一个 补 油泵补 充 系统流 量, 而且 在 出油 口加 装 截止 阀 增加 了维护 的难 度和
工作量 。
3 原 因分 析
( 1 ) 由于整形 缸要 给左 右合 模 缸 让 出足 够 的 空间, 所 以其行 程 比较长 , 而且 整形所 需 的压力 较
大, 缸径 面 积 很 大 ( + 3 6 0 m m) 。 因此 , 如 果 没 有
( 1 . Ha r b i n B o i l e r C o . , L t d . , H a r b i n 1 5 0 0 4 6, C h i n a ;
2 . C HI N A MA C H I N E R Y E N G I N E E R I N G C O R P O R A T I O N, B e i j i n g 1 0 0 0 5 5 , C h i n a )
图1 改 进 前 的液 压 原 理 图
2 存在 的问题
原液压系统原理图如图 1 所示。从原设备使 用情况来看存在如下问题 :
收 稿 日期 : 2 0 1 3一】 1— 2 5
( 1 ) 整 形 缸 下 压 速 度 过 于缓 慢 , 下 降 过 程 持
复合材料拉挤成型设备的产品质量监控系统设计

复合材料拉挤成型设备的产品质量监控系统设计随着复合材料行业的迅速发展,拉挤成型技术被广泛应用于各个领域。
然而,由于复合材料的特殊性质,如纤维方向性、成型温度和固化过程等因素的影响,产品质量的稳定性成为一个挑战。
因此,设计一套有效的产品质量监控系统对于确保复合材料拉挤成型设备生产出高质量产品至关重要。
在设计复合材料拉挤成型设备的产品质量监控系统时,需要考虑以下几个关键因素:1. 实时监测数据采集:系统应能够实时采集拉挤成型过程中的关键参数数据,如温度、压力、速度等。
这些数据对于了解产品的质量状况至关重要。
2. 数据分析与处理:采集到的数据需要进行分析和处理,以确定产品质量是否符合预期要求。
可以采用统计学方法和质量控制工具,如六西格玛和SPC(统计过程控制)来分析数据,以及监控过程的稳定性和变异性。
3. 警报与报告:当监控系统发现产品质量出现异常时,应该能够及时发出警报。
此外,系统还应具备生成详细报告的功能,以便对问题进行溯源和分析。
4. 远程访问和控制:为了方便操作和管理,监控系统应支持远程访问和控制。
操作人员可以通过互联网或内部网络远程监控设备状态、获取实时数据和进行参数调整,从而提高工作效率和便利性。
基于以上考虑,可以设计一套完整的复合材料拉挤成型设备的产品质量监控系统。
该系统包括以下主要模块:1. 数据采集模块:通过传感器实时采集拉挤成型过程中关键参数数据,如温度、压力、速度等,并将数据传输到系统数据库中。
2. 数据分析与处理模块:系统对采集到的数据进行实时分析和处理,应用统计学方法和质量控制工具,如六西格玛和SPC,评估产品质量的稳定性和变异性。
3. 警报与报告模块:当系统监测到产品质量异常时,会自动发出警报通知相关人员。
同时,系统还能生成详细的报告,包括过程数据、质量指标、异常检测等信息,以便后续的分析和改进。
4. 远程访问与控制模块:操作人员可以通过互联网或内部网络远程访问监控系统,并实时监测设备状态、获取生产数据和进行参数调整。
挤出成型机头应设置适当的_装置
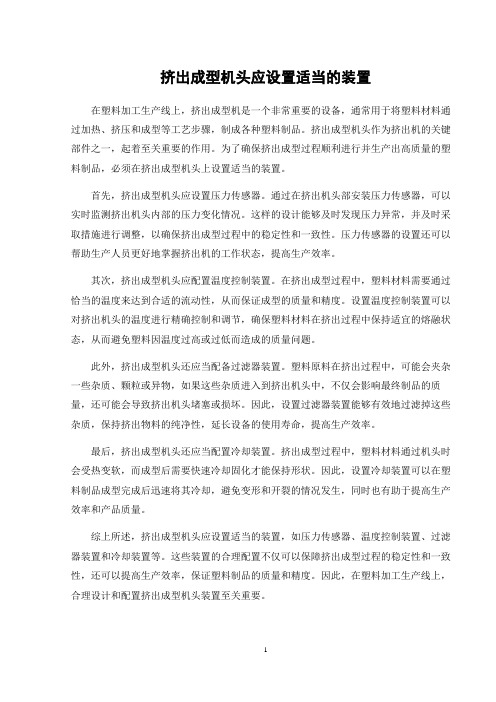
挤出成型机头应设置适当的装置在塑料加工生产线上,挤出成型机是一个非常重要的设备,通常用于将塑料材料通过加热、挤压和成型等工艺步骤,制成各种塑料制品。
挤出成型机头作为挤出机的关键部件之一,起着至关重要的作用。
为了确保挤出成型过程顺利进行并生产出高质量的塑料制品,必须在挤出成型机头上设置适当的装置。
首先,挤出成型机头应设置压力传感器。
通过在挤出机头部安装压力传感器,可以实时监测挤出机头内部的压力变化情况。
这样的设计能够及时发现压力异常,并及时采取措施进行调整,以确保挤出成型过程中的稳定性和一致性。
压力传感器的设置还可以帮助生产人员更好地掌握挤出机的工作状态,提高生产效率。
其次,挤出成型机头应配置温度控制装置。
在挤出成型过程中,塑料材料需要通过恰当的温度来达到合适的流动性,从而保证成型的质量和精度。
设置温度控制装置可以对挤出机头的温度进行精确控制和调节,确保塑料材料在挤出过程中保持适宜的熔融状态,从而避免塑料因温度过高或过低而造成的质量问题。
此外,挤出成型机头还应当配备过滤器装置。
塑料原料在挤出过程中,可能会夹杂一些杂质、颗粒或异物,如果这些杂质进入到挤出机头中,不仅会影响最终制品的质量,还可能会导致挤出机头堵塞或损坏。
因此,设置过滤器装置能够有效地过滤掉这些杂质,保持挤出物料的纯净性,延长设备的使用寿命,提高生产效率。
最后,挤出成型机头还应当配置冷却装置。
挤出成型过程中,塑料材料通过机头时会受热变软,而成型后需要快速冷却固化才能保持形状。
因此,设置冷却装置可以在塑料制品成型完成后迅速将其冷却,避免变形和开裂的情况发生,同时也有助于提高生产效率和产品质量。
综上所述,挤出成型机头应设置适当的装置,如压力传感器、温度控制装置、过滤器装置和冷却装置等。
这些装置的合理配置不仅可以保障挤出成型过程的稳定性和一致性,还可以提高生产效率,保证塑料制品的质量和精度。
因此,在塑料加工生产线上,合理设计和配置挤出成型机头装置至关重要。
80MN挤压机挤压筒导向系统改造

80MN挤压机挤压筒导向系统改造
陈雪梅
【期刊名称】《铝加工》
【年(卷),期】2003(000)003
【摘要】阐述了80MN挤压机本体改造中挤压筒导向系统改造的设计方案及实施效果,此项改造的成功实施,解决了挤压筒运动不稳定的难题。
【总页数】3页(P16-18)
【作者】陈雪梅
【作者单位】西南铝业(集团)有限责任公司,重庆,西彭,401326
【正文语种】中文
【中图分类】TG37
【相关文献】
1.80MN挤压机现代化配套改造 [J], 陈功德;胡建华;钟瑜;陈雪梅
2.1250t铜挤压机挤压筒感应预热电路结构改造 [J], 黄鲲鹏
3.铝型材挤压机挤压筒的改造 [J], 莫石钦
4.600吨挤压机双层挤压筒的改造设计 [J], 赵文
5.80MN挤压机用扁挤压筒的初步设计 [J], 谢建新;毛倩;李静媛;刘静安;刘志强因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2011年技术创新
挤压一厂27号28MN挤压机的挤压头监测系统改造
2011年初挤压一厂的27号28MN挤压机出现一件重大的设备事故,造成挤压机停产将近一个星期,给公司造成巨大损失。
经过对事件的调查发现,原来是挤压机在自动挤压生产的过程中,挤压头无故脱落,而生产工人没有及时发现,挤压机也没有发出报警信息时,挤压机继续自动运行,造成挤压杆被铝棒包住在盛锭筒里,不能拉出来。
到最后只能把盛锭筒和挤压杆一起卸下来,用烧碱慢慢腐蚀出来,用时将近一个星期,才恢复生产。
我们在事故发生后,对挤压机进行检查,发现挤压机原来的挤压头监测系统没有正常工作,所以在挤压头丢失的情况下,没有及时发出报警信息,也是造成此次事故的原因之一。
我们在检查中发现,挤压机的挤压头监测系统存在一些缺陷,很容易造成监测系统不能正常工作,从而发生事故:
1.监测器的选型不对,原来监测器所选用的是一对对射式光电开关,
两个光电开关分别安装在挤压机上下两条对角的拉力杆上,而且同
在一条直线上,用挤压杆和挤压头作为两个开关的阻隔板,采用光
电开关的常开点作为信号输出。
理论上,挤压机在运作的过程中,
挤压杆和挤压头一直作为光电开关的阻隔板,使光电开关的发射端
发出的信号不能达到光电开关的接收端,从而使光电开关没有信号
输出,表示设备正常;当挤压头脱落时,就不能阻隔两个光电开关
之间的信号传输,当接收端接受到信号时,就会输出信号给控制系
统,系统就会立即停止挤压机的运作,同时会发出“挤压头丢失”
的报警信息。
2.程序上的设计也不符合工作要求,程序设计是主缸在动作的时候,
监测器开始监测,当主缸停止时,监测器的监测信号没有使用。
在实际的使用中,如果两个光电开关的表面有较厚的灰尘或赃物,会阻隔两个光电开关之间的信号传输;或者在做日常保养时,不注意的人为将其中一个光电开关移动了,没有恢复过来,也同样会阻隔两个光电开关之间的信号传输;如果其中一个光电开关损坏,那剩余的那个光电开关也不会正常工作,由于采用的是光电开关的常开点作为信号输出点,如果接收端没有接收到发射端所发出的信号时,接收端不会输出信号给控制系统,所以控制系统就不会停止设备的运作,也不会发出报警信息告诉操作者是挤压头丢失或者是监测器损坏。
程序上设计是主缸在动作的过程中,系统才会接受监测器所发出的信号,如果监测的位置选择不对,当主缸到停止位置才监测到挤压头时,系统就不会接受监测器所发出的信号。
为了避免此情况再次出现,我们对挤压机的挤压头监测系统进行改造,重新设计和编程:
1.采用单个的高精度激光检测传感器(型号为:ODSL 30/V-30M-S12)
作为代替的监测器,从而避免由于两个光电开关之中某一个出现偏
移,而失去监测作用;将传感器安装在上拉力杆上,由上向下对挤
压头进行监测,可以防止灰尘或赃物遮盖工作面,使传感器失去作
用或输出错误信号;采用传感器的常闭点作为信号的输出点,在传
感器发生故障时,也可以输出信号给控制系统,让操作人员能检查
是哪里故障。
2.从新设计和编程监测系统的运行程序:当主缸停止在后退限位的位
置时,监测系统开始与控制系统连锁共同监测挤压头。
选择好传感器的安装位置后,安装好传感器,把主缸移动到最后位置,使传感器的监测点刚好在挤压头的中间位置,然后根据传感器所测量出来的距离,适当延长100mm,防止由于挤压头在工作的过程中出现偏移,使传感器发出错误信息;设定好监测距离后,传感器就可以进行工作,传感器主要是检测传感器到挤压头的距离,根据所检测出来的实际距离跟我们所设定的距离进行比较,如果所检测出来的实际距离比我们所设定的距离长,这时传感器就会发出信号给控制系统,控制系统就会发出报警和停止挤压机的工作;在从新设计监测程序时,为了更加有利于监测系统对挤压头进行正确的监测,当主缸后退到后退限位时,控制系统开始接收传感器所发出的信号,然后做出相应的动作,这是因为挤压机在工作时,当主缸后退到后退限位时,所停止的时间相对来说是比较长的。
改进后的监测系统更加准确和有效的监测挤压头的情况,更加有效防止由于挤压头脱落而造成的事故;由于采用传感器的常闭点作为信号输出,这样也是给传感器一个自检功能,当挤压机正常时,传感器的常闭点是打开的,当监测到挤压头丢失上或者传感器出现故障时,传感器的常闭点就会闭合,给系统发出信号,那样操作者就可以根据挤压机的情况,判断故障的情况。
这样设备的安全性就提高了不少,不会由于传感器损坏,而发生事故。
改进前:
改进后:
对射式光电
开关
传感器
红色点就是
监测点
2012-1-7。