注塑机吨位安士表
注塑机参数表

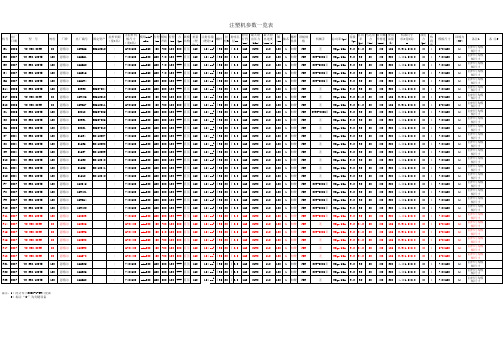
中日合资宁波通用塑料机械制造有限公司注塑机技术规格表
项目 螺杆直径 螺杆长径比 理论注射容量 注 射 实际注射质量 部 注射压力 分 注射速率 塑化能力 螺杆转速 合模力 动模板行程 拉杆间距 合 模具厚度 模 顶出力 部 分 顶出行程 定位孔直径 喷嘴球径 顶出杆数 加热功率 电机功率 其 油泵额定压力 它 油箱容积 机器外形尺寸 机器重量 KW KW Mpa L mm t 规格 mm L/D cm3 g Mpa g/s g/s rpm KN mm mm mm KN mm mm mm TWX2080 A 45 23.3 340 306 219 132 26 B 50 21 425 380 177 160 32 180 2080 460 510X461 200-500 53 130 160 Sr15 9 11.5 18.5 16 500 5270X1340X2040 7 C 55 19 515 460 146 205 38 D 60 17.5 610 540 123 235 42 A 55 22.9 569 520 193 198 36 TWX2680 B 60 21 678 630 162 232 42 180 2680 540 580X534 230-550 70 140 160 Sr15 9 15.6 22 16 550 5700X1440X2150 8.5 C 64 19.6 770 710 142 260 44 A 60 22.7 787 750 184 262 38 TWX3580 B 65 21 924 880 156 308 52 160 3580 660 660X660 220-660 70 150 160 Sr15 13 16.55 30 16 620 6330X1590X2200 11 C 70 19.5 1070 1000 135 350 62 A 65 21.5 1094 984 181 320 45 TWX4080 B 70 20 1269 1142 156 370 52 180 4080 640 710X640 250-700 90 160 160 Sr15 13 22 37 16 650 6710X1730X2120 14 C 75 18.7 1457 1311 136 426 60 A 70 22.5 1423 1320 186 330 45 TWX4280 B 75 21 1635 1521 162 380 52 150 4280 715 760X700 300-800 145 200 200 Sr15 13 24.1 37 16 880 7320X1800X2660 18 C 80 19.2 1858 1公司注塑机技术规格表
注塑机基本参数表
机器尺寸 (长*宽*高) m 3.9*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0
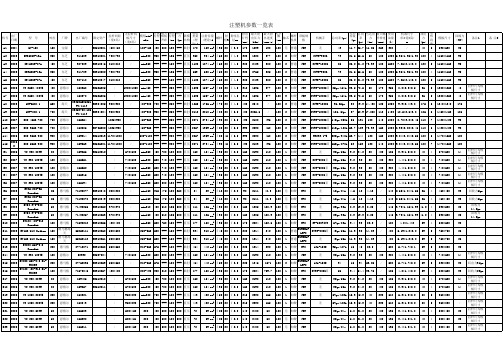
注塑机参数一览表
机号 B1 B2 B3 B4 B5 B14 B17 B18 C1 C2 C6 C7 C8 C9 C10 C11 C12 F7 F8 F9 F10 F11 F14 F15 F16 F17 F18 F21 F22 F23 出厂 日期 2006 2007 2007 2007 2007 2005 2006 2006 2005 2005 2005 2004 2004 2004 2004 2004 2004 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 型 号 吨位 80 120 120 120 120 120 80 80 120 120 120 120 120 120 120 120 120 120 120 120 120 120 80 80 80 80 80 120 120 120 厂牌 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 出厂编号 159856 165551 165552 165316 165194 52392 159406 159857 52818 52391 52821 51534 51536 51537 51532 51505 51510 162545 159421 159864 159422 158823 162386 162396 162538 162390 166570 165325 165326 165550 M0507004 M0612010 M0612011 M0507005 M0507006 M0507010 M0412037 M0412038 M0412039 M0412040 M0412041 M0412042 固定资产 M0612012 拉杆间距 (宽*高) / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / 开模 无拉杆机 模厚min行程 板尺寸 max (mm (宽*高) ) 670*600 min250 450 740*680 740*680 740*680 740*680 740*680 670*600 670*600 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 670*400 670*400 670*400 670*400 670*400 740*680 740*680 740*680 min300 min250 min250 min250 min300 min200 min200 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min200 min200 min250 min200 min200 min300 min300 min300 最大 模板 开距 (mm 700 顶出 行程 (mm ) 100 锁模 射出 注射容量 锁模 射 射咀孔 螺杆 力 重量 (理论)g 结构 咀R 径mm (kn (理 ) 论)g 800 直压 162 154 cm3 ∮ 35 20 ∮ 2.5 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0
注塑机基本参数表
85
26.2 81.2 73.33 180 1500 7.26*2.1*2.0 120 5 1160*1160 95
A4 2003 IS350GS-19A
350 东芝
311709 M0310002 730*730
/
min300 950 ### 125 ### 直压 659 628 cm3 ∮50 20 ∮ 4.0 320 2765 325 100 2 普通 JIS CYWS-900G
700 恩格尔
165354
1025*930
/
450-950 ### ### 250 ### 直压 2871 2734 cm3 ∮90 20 ∮ 5.5 430 2180 496 120 2 加硬 JIS CYWS-1200GⅡ 140kw/250A 56 131 100 140 1000 8.78*3.0*2.45 110 7 1420*1420 90
注塑机参数一览表
机号
出厂 日期
A1 2004
型号 HV-150
吨位 厂牌 150 宝源
出厂编号 /
固定资产
拉杆间距 (宽*高)
无拉杆机 板尺寸
(宽*高)
开模 最大 顶出 锁模 模厚min- 行程 模板 行程 力 锁模
max (mm 开距 (mm (kn 结构 ) (mm ) )
射出 重量 (理 论)g
14
拉杆尺为模 板尺寸
B2 2007 VC 330/120TE
120 恩格尔
165551
/
740*680 min300 500 740 130 ### 直压 162 154 cm3 ∮35 20 ∮ 3.0 160 2190 112 100 1 加硬 JIS CYS-600GⅡ 30kw/56A 9.2 32 20 400 300 4.4*1.5*2.0 40 4 740*680
如何选择注塑机的吨位

如何选择注塑机的吨位锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。
材料压是成形空间单位面积的平行压力兴成形空间投影面积之积。
成形空间单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
1)经验公式:锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数=330kg/cm×成品长×成品宽×注:1. 成品长、宽单位为cm;2. 计算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);3. 成品的投影面积为成形空间的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注射机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。
但要注意所选择的注射机的哥林距离与最大最小模厚,模具的高度必须在所选择的注射机最大最小模厚之间。
告诉你准确的计算方法:克数=(螺杆的直径/2)² * π * 螺杆的最大后退距离 * * 塑料材料的密度与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:100T -- 150克200T -- 500克300T -- 800克500T -- 2000克700T -- 3200克仅供参考50T 元/M、 80T 元/M、 100T 元/M、 120T 元/M、 150T 元/M、200T 元/M、 250T 元/M、 350T 元/M、 400-500T 元/M海天/80T ¥海天/110T ¥海天/150T ¥海天/200T ¥海天/250T ¥大概就这样海天注塑机的吨位与克数是怎么来计算的5 [ 标签:海天注塑机, 吨位, 克数] い範ゎ 2009-02-15 16:29精华答案好评率:80%通过对塑件产品所用的材料,通过密度,体积算出重量选择注塑机时.只要塑件的重量是注塑机最大射出量的60%就没有问题了1、如果塑件比较简单那就达到80%左右都没有问题注塑机的合模吨位和最大射出量是正比的这个方法比较简单当然计算吨位也好2、吨位就是锁模力=投影面积(产品+流道)x模具内平均压力一般注塑的压力不过30~90mpa而已了,乘以产品投影面积+流道面积,就可以得出最小锁模力了,然后根据锁模力和注射量,就可以定型号了。
如何选择注塑机的吨位

如何选择注塑机的吨位锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。
材料压是成形空间单位面积的平行压力兴成形空间投影面积之积。
成形空间单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
1)经验公式:锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数=330kg/cm×成品长×成品宽×1。
5注:1. 成品长、宽单位为cm;2. 计算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);3. 成品的投影面积为成形空间的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注射机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果).但要注意所选择的注射机的哥林距离与最大最小模厚,模具的高度必须在所选择的注射机最大最小模厚之间。
告诉你准确的计算方法:克数=(螺杆的直径/2)²*π *螺杆的最大后退距离*0。
85 * 塑料材料的密度与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:100T -— 150克200T —- 500克300T -- 800克500T -- 2000克700T -— 3200克仅供参考50T 0。
29元/M、80T 0。
48元/M、100T 0。
57元/M、120T 0.6元/M、150T 0。
62元/M、200T 0.75元/M、250T 0。
89元/M、350T 0。
9元/M、400-500T 1.52元/M海天/80T ¥0。
48海天/110T ¥0。
57海天/150T ¥0.62海天/200T ¥0.75海天/250T ¥0。
注塑机吨位及射出量

克数=(螺杆的直径/2)² * π * 螺杆的最大后退距离* 0.85 * 塑料材料的密度
与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:
60T—100克
100T -- 150克
200T -- 500克
300T -- 800克
500T -- 2000克
700T -- 3200克
射出量
oz是符号ounce的缩写,中文称为“盎司”(香港译为安士)是英制计量单位,作为重量单位时也称为英两。
重量单位1oz=28.35g(克)
常衡盎司:重量单位。
整体缩写为oz.av。
1盎司=28.350克
1盎司=16打兰(dram)
16盎司=1磅(pound)
1、用料:根据射出量与射出速度,能换算出申户每月用料情况
2、加工费:目前快速机60—100T的,每天加工费在1800—2000仟。
100吨以
上的2500仟一天。
千吨注塑机基本参数表

SE-1000 B 110 4600 4199 C 120 5480 5003 4745 167 1700 803 101.2 22.0:1 1430 955.6 120.4 2130 805 117 A 110
EH1100 B 125
螺桿直徑
理論射出容積
6130 216 1650 1040 157 21.0:1 560
mm m L
1620*1620 11.8*2.7*3.26 1905
1670*1660 12.0*2.9*2.6 2200
1850*1710 10*2.95*2.95 1900
其它
機械尺寸(L*W*H) 油箱容量
億利達機械集 中台精密機械有限公 (直壓式) 司(曲肘機)
EH1100 C 140 A 100 4319 7690 271 1315 1304 198 18.7:1 560 110 1104 2000 4103 144.7 2105 646 117 22.0:1 VP-1000J B 110 5226 4964 175.1 1740 782 157 20.0:1 550 143 1000 1200 1200*1200 2400 500-1200 300 23 C 120 6220 5909 208.4 1462 931 198
160 140 51 6+射嘴
175 33*2+29 52 6+射嘴 1641*1641
175 37*3 59
1850*1710
1650*1650 12.88*2.855*2.726 1800
1650*1650 12.5*2.8*3.5 2300 11*2.9*2.6 1700
1720*1620 11*3.38*2.92 1500
注塑机吨位的选择

注塑机吨位的选择注塑机的吨位标准的选择注塑机锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。
材料压是成形空间单位面积的平行压力形成成形空间投影面积之积。
成形空间的单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
(1)经验公式:注塑机锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数×成品长×成品宽×注:1.成品长、宽单位为cm;算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);成形空间的投影面积为成品的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注塑机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。
但是要注意所选择的注射机的哥林距离与最大最小模厚,模具的最大长宽尺寸必须小于所选择的注射机的哥林距离,模具的高度必须在所选择的注射机最大最小模厚之间。
根据产品的重量或注塑量选择不同的吨位,如30T、40T、50T、60T、80T、100T、120T、160T、168T、268T,目前国内最大吨位有4000T 的,吨位越大,注塑机的螺杆直径也就越大……怎么样选择加工塑料零件的注塑机的吨位一般而言,从事注塑行业多年的客户多半有能力自行判断并选择合适的注塑机来生产。
但是在某些状况下,客户可能需要厂商的协助才能决定采用哪一个规格的注塑机,甚至客户可能只有产品的样品或构想,然后询问厂商的机器是否能生产,或是哪一种机型比较适合。
此外,某些特殊产品可能需要搭配特殊装置如蓄压器、闭回路、射出压缩等,才能更有效率地生产。
由此可见,如何决定合适的注塑机来生产,是一个极为重要的问题。
以下资讯提供给读者参考。
通常影响射出机选择的重要因素包括模具、产品、塑料、成型要求等,因此,在进行选择前必须先收集或具备下列资讯:模具尺寸(宽度、高度、厚度)、重量、特殊设计等;使用塑料的种类及数量(单一原料或多种塑料);注塑成品的外观尺寸(长、宽、高、厚度)、重量等;成型要求,如品质条件、生产速度等。
通用注塑机参数表

如何选择注塑机的吨位

如何选择注塑机的吨位锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。
材料压是成形空间单位面积的平行压力兴成形空间投影面积之积。
成形空间单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
1)经验公式:锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数=330kg/cm×成品长×成品宽×1.5注:1. 成品长、宽单位为cm;2. 计算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);3. 成品的投影面积为成形空间的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注射机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。
但要注意所选择的注射机的哥林距离与最大最小模厚,模具的高度必须在所选择的注射机最大最小模厚之间。
告诉你准确的计算方法:克数=(螺杆的直径/2)² * π * 螺杆的最大后退距离* 0.85 * 塑料材料的密度与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:100T -- 150克200T -- 500克300T -- 800克500T -- 2000克700T -- 3200克仅供参考50T 0.29元/M、80T 0.48元/M、100T 0.57元/M、120T 0.6元/M、150T 0.62元/M、200T 0.75元/M、250T 0.89元/M、350T 0.9元/M、400-500T 1.52元/M海天/80T ¥0.48海天/110T ¥0.57海天/150T ¥0.62海天/200T ¥0.75海天/250T ¥0.89大概就这样海天注塑机的吨位与克数是怎么来计算的5 [ 标签:海天注塑机, 吨位, 克数] い範ゎ 2009-02-15 16:29精华答案好评率:80%通过对塑件产品所用的材料,通过密度,体积算出重量选择注塑机时.只要塑件的重量是注塑机最大射出量的60%就没有问题了1、如果塑件比较简单那就达到80%左右都没有问题注塑机的合模吨位和最大射出量是正比的这个方法比较简单当然计算吨位也好2、吨位就是锁模力=投影面积(产品+流道)x模具内平均压力一般注塑的压力不过30~90mpa而已了,乘以产品投影面积+流道面积,就可以得出最小锁模力了,然后根据锁模力和注射量,就可以定型号了。
如何选择注塑机的吨位

如何选择注塑机的吨位锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下.材料压是成形空间单位面积的平行压力兴成形空间投影面积之积。
成形空间单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
1)经验公式:锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数=330kg/cm×成品长×成品宽×1。
5注:1。
成品长、宽单位为cm;2. 计算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);3. 成品的投影面积为成形空间的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注射机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。
但要注意所选择的注射机的哥林距离与最大最小模厚,模具的高度必须在所选择的注射机最大最小模厚之间。
告诉你准确的计算方法:克数=(螺杆的直径/2)²*π *螺杆的最大后退距离* 0。
85 *塑料材料的密度与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆.大致上:100T —— 150克200T —- 500克300T -- 800克500T -- 2000克700T -- 3200克仅供参考50T 0。
29元/M、80T 0。
48元/M、100T 0。
57元/M、120T 0.6元/M、150T 0。
62元/M、200T 0.75元/M、250T 0。
89元/M、350T 0。
9元/M、400—500T 1。
52元/M海天/80T ¥0。
48海天/110T ¥0。
57海天/150T ¥0。
62海天/200T ¥0。
75海天/250T ¥0。
立式注塑机60吨参数表

TA-600/S/DS/LS 40 1148 188 175/6.2 125 3 600 470x340 620x490 655x540 S:430x430 DS:430x860 LS:430x430 230 200 430 22 45 140 230 7.5 4.5 12 2100 180x110x280
锁 模 系 统
油 压 电 力 其 它
ELECTRIC HYDRAULIC SYSTEM
OTHERS
Machine Type Screw Diameter Injection Pressure Theoretical Injection Volume Max.Shot Weight(PS) Injection Rate Number Of Temperature Control Clamping Force Distance Between Tie Bar Top Platen Size Bottom Platen Size Sliding Platen Size Min.Mold Height Opening Stroke Max.Opening Distance Ejector Force Ejector Stroke Max.Hydraulic Preesure Oil Tank Capacity Pump Motor Power Barrel Heating Power Total Wattage Machine Weight Machine Dimensions
螺杆直径射出压力理论注射容积射出重量ps射出速率温度控制段数模柱间距上模板尺寸下模板尺寸滑板尺寸最小模厚开模行程最大开模间距顶出力量顶出行程最大液压压力油箱容量油泵电机电力电热容量总用电量机器重量机器外形尺寸machinetypeta600sdslsscrewdiameter35injectionpressure1462theoreticalinjectionvolume145maxshotweightps13247injectionrate96numbertemperaturecontrolclampingforce600distancebetweentiebar470x340topplatensize620x490bottomplatensize655x540slidingplatensizes
注塑机吨位——精选推荐
注塑机吨位
告诉你准确的计算方法:
克数=(螺杆的直径/2)² * π * 螺杆的最大后退距离* 0.85 * 塑料材料的密度
与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:
100T -- 150克
200T -- 500克
300T -- 800克
500T -- 2000克
700T -- 3200克
如何选择注塑机的吨位
江岸峰发表于:2008-9-8 22:00:52 锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。
材料压是成形空间单位面积的平行压力兴成形空间投影面积之积。
成形空间单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
(1)经验公式:
锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数
=330kg/cm×成品长×成品宽×1.5
注:1. 成品长、宽单位为cm;
2. 计算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);
3. 成品的投影面积为成形空间的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注射机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。
但要注意所选择的注射机的哥林距离与最大最小模厚,模具的最大长宽尺寸必须小于所选择的注射机的哥林距离,模具的高度必须在所选择的注射机最大最小模厚之间。
80吨至160吨注塑机功率表

80吨至160吨注塑机功率表(最新版)目录1.引言:介绍注塑机的基本概念和功率表的重要性2.80 吨至 160 吨注塑机的特点和应用范围3.功率表的选择和安装4.功率表的维护和保养5.结论:总结 80 吨至 160 吨注塑机功率表的作用和意义正文一、引言注塑机是一种将热塑性塑料通过加热和压力作用下熔融后,注入模具腔内冷却成型的设备。
在众多种类的注塑机中,80 吨至 160 吨注塑机以其适中的吨位和较高的生产效率,广泛应用于各种塑料制品生产领域。
而功率表作为监测和调整注塑机电流、电压等电力参数的重要工具,对于保证注塑机的稳定运行和提高生产效率具有重要意义。
二、80 吨至 160 吨注塑机的特点和应用范围80 吨至 160 吨注塑机属于中大型注塑机,具有以下特点:1.锁模力在 80 吨至 160 吨之间,适用于生产各种中大型塑料制品;2.采用液压驱动,具有较高的动力性能和稳定性;3.配备先进的控制系统,可实现自动化生产;4.适用于生产各种塑料件、壳体、容器等产品。
三、功率表的选择和安装在选择功率表时,应注意以下几点:1.选择合适的量程,以确保测量精度;2.选择具有良好抗干扰性能的功率表,以保证数据稳定;3.安装时,应遵循相关电气安装规范,确保安全。
四、功率表的维护和保养为了保证功率表的准确性和延长使用寿命,应定期进行以下维护和保养工作:1.清洁功率表表面,避免灰尘和油污影响显示;2.定期检查接线端子,确保连接牢固;3.定期校准功率表,确保测量精度。
五、结论80 吨至 160 吨注塑机功率表对于保证注塑机的稳定运行和提高生产效率具有重要意义。