EN473(PT)培训缺陷照片提交表样本110911
中国航空工业集团公司 检测及焊接人员资格认证管理中心文件

性别
出生年 月
现有焊 接
技术级 别
现有文 化 程 度
年月
从事焊 接
连续工 龄
报考内容
技术级 焊接方法与材料组合代
别
号
试件型式 代号
备注
焊工技术考核委员会审查意见
车间(分厂)签字
主任委员(签章)
焊工技术考试记录
1.理论知识考试成绩
年月日 2.操作技术考试项目
项 目 序 号
焊接方法 与材料组
合代号
材料
2014 年航空工业系统从事产品焊接的手工熔焊焊工培训考核应严格按照 HB5299-96 执行。凡本系统内从事非航空产品焊接的手工熔焊焊工,必须获得航 空技术Ⅰ级及其以上合格证书,方可上岗操作,否则视为无证上岗。中航焊考 委会办证工作在当年 10 月 20 日前结束。各单位的资料报送工作应在 9 月底之 前完成。各单位全年的培训计划请填写附件 1,需盖单位公章或人力资源部公章, 邮寄或传真至 010-62496696,中航焊考委收。请务必写明报名单位联系人及联 系方式(邮政编码,通讯地址及联系人)。 三、焊工主考员培训班
年月日 年月日
注:请正反面打印,填写要求字迹清晰,填写完整。
附件 5
中航工业检测及焊接人员资格培训 /认证申请表
姓名 技术职称 从事专业 毕业学校
性别
教育程度
照
报考专业工龄
片
联系电话
首次认证 □ 是 □
其它技术资
否
格证书持有
情况 通讯地址 (含邮编)
电子邮箱 申请类型
□ 仅培训 □ 仅 认证
单位全称
焊工考试取证班,请有关单位选送焊工参加培训、考试。凡合格证到期的焊工, 应及时参加复试。请报考单位将报名表(附表 3 及附件 5))于 3 月 10 日前报秘 书处,具体安排另行通知。
PT渗透检测相关标准

机械工业哈尔滨焊接技术培训中心
版权归哈尔滨焊接技术中心所有,未经许可,不得翻录,翻录必究
1/65
目录
9.1 EN 12062 焊缝的无损检测—金属材料一般原则 9.2 EN 571-1 无损检测—渗透检测—第 1 部分:一般原理 9.3 EN 1289 焊缝的无损检测—焊缝的渗透检测—验收等级 9.4 EN 10228-2 钢锻件的无损检测—第 2 部分:渗透检测 9.5 ENISO 3059 无损检测—渗透检测与磁粉检测—观察条件 9.6 EN 1371-1 铸件—渗透检测—第 1 部分:砂型、硬型和低压造型铸造 9.7 EN 1371-2 铸件—渗透检测—第 2 部分:熔铸 9.8 ENISO 3452-2 渗透检测—第 2 部分:检测剂的检查 9.9 ENISO 3452-3 渗透检测—第 3 部分:对比试块 9.10 EN 473 无损检测—资格和无损检测人员认证— 一般原则 9.11 AD2000 规范 HP5/3 附件 1 焊缝的无损检测
3/65
——钢铁; ——铝; ——铜; ——镍; ——钛。
其他金属材料使用此标准应在合同双方之间达成协议。
6. 人员资格
按照 EN473 或类似的条款,在相关工业领域内的适当级别上的等同标准,执行无损检测的人员和有关焊
接最终验收的结果评估人员均应是合格人员。
7. 检测组织
检测组织应该是独立于生产和生产活动之外受质量保证系统所管理的组织。
○c 2009 WTI Harbin
EN473 无损检测人员培训教材
版权归哈尔滨焊接技术培训中心所有,未经许可不得翻录,翻录必究(注:教材中所列标准只适用于本次教学使用。)
5/65
附录 A(规范性) 实施的规则和标准
NBT 47013.2-2015射线检测

ICS 77.040.20H 2 6中华人民共和国能源行业标准NB/T 47013.2—2015代替JB/T 4730.2-2005承压设备无损检测第 2 部分:射线检测Nondestructive testing of pressure equipments-Part 2: Radiographic testing2015-04-02发布 2015-09-01实施国家能源局发布NB/T 47013.2—2015目次前言 (II)1 范围 (1)2 规范性引用文件 (1)3 术语和定义·········································································································4 一般要求···················································································································5 检测工艺及其选择·······································································································6 承压设备熔化焊焊接接头射线检测结果评定和质量分级··············································7 承压设备管子及压力管道熔化焊环向焊接接头射线检测结果评定和质量分级·····················8 射线检测记录和报告···········································································附录A(资料性附录)管子-管板角焊缝射线照相技术要求························附录B(规范性附录)工业射线胶片系统的特征指标···························································附录C(资料性附录)黑度计(光学密度计)定期核查方法·······································附录D(资料性附录)暗室安全照射时间确定························································附录E(资料性附录)典型透照方式示意图····································································附录F(资料性附录)环向对接焊缝透照次数确定方法······················································附录G(规范性附录)焦点尺寸计算方法·····························································附录H(规范性附录)几何不清晰度(Ug )计算方法·········································附录I(资料性附录)滤光板····················································································附录J (规范性附录)定位标记的放置原则·····················································附录K (资料性附录)底片硫代硫酸盐离子浓度测量方法·····································附录L(规范性附录)对比试块的型式和规格·····································NB/T 47013.2—2015前言本标准NB/T 47013《承压设备无损检测》分为以下13个部分:——第1部分:通用要求;——第2部分:射线检测;——第3部分:超声检测;——第4部分:磁粉检测;——第5部分:渗透检测;——第6部分:涡流检测;——第7部分:目视检测;——第8部分:泄漏检测;——第9部分:声发射检测;——第10部分:衍射时差法超声检测;——第11部分:X射线数字成像检测;——第12部分:漏磁检测;——第13部分:脉冲涡流检测。
EN473

无损检测—资格和无损检测人员认证—一般原则等同于欧洲标准EN 473:2000 ICS 03.100.30;19.100除版权法允许我,未竟BSI许可不得翻印国家前言本英国标准是欧洲标准EN 473:2000的官方英语版。
它代替已取消的BS EN 473:1993和PD 6606:1997。
英国受技术委员会的委托参加制定了标准无损检测,因此具有以下责任:—帮助询问者理解标准文本内容;—代表欧洲委员会负责答复任何关于解释,或更改建议,并保持英国信息畅通。
一个名单上代表委员会的组织可获得秘书处的邀请。
交叉引用执行国际或欧洲参照标准出版物的英国标准可在BSI标准目录的标题为“相应国际标准索引”部分查找到,或在BSI标准的电子目录中使用“查找”功能查找。
英国标准不支持包含合同的任何必要的规定,因此英国标准的使用者应正确应用。
符合英国标准不表示授予了不负法律责任的权利。
页码汇总本文件包括一个前封面,一个内封面,EN标题页,文本页,一个内封底和封底。
文件中的BSI版权提示表明文件的最新发行日期。
出版后的修改英国标准,在工程部修改号日期备注指导下制定,标准委员会授权出版,2000年12月15日生效。
© BSI 12-2000ISBN 0 580 36795 9欧洲标准EN 4732000年10月ICS 19.100代替EN 473:1993和CR 12459:1996英语版无损检测—资格和无损检测人员的认证—一般原则这个欧洲标准在2000年9月17日由CEN批准。
CEN成员一定要遵照CEN/CENLEC国际规定确保不加任何修改的等效于本欧洲标准的国家标准的执行。
关于这类国家标准的最新的清单和参考文献可向中央秘书处或任何CEN成员申请获得。
本欧洲标准存在三种官方版(英语、法语、德语)。
一个CEN成员负责通过翻译成本国语言的并通报中央秘书处的任何语种的版本等同于官方版。
CEN成员是以下国家的标准局:奥地利,比利时,捷克斯洛伐克,丹麦,芬兰,德国,希腊,冰岛,意大利,卢森堡公国,荷兰,挪威,葡萄牙,西班牙,瑞典,瑞士和英国。
第三方无损检测单位进驻项目操作流程及无损检测射线常见缺陷图集及分析

无损检测射线常见缺陷图集及分析
一、常见缺陷及示意图 一、常见缺陷
1、圆形缺陷 定义:长宽比小于等于3的非裂纹、未焊透和未熔合缺陷。 圆形缺陷包括气孔、块状夹渣、夹钨等缺陷。气孔 气孔的成像:呈暗色斑点,中心黑度较大,边缘较浅平滑过渡,轮廓较清晰。 夹渣(非金属)的成像:呈暗色斑点,黑度分布无规律,轮廓不圆滑,小点状夹渣轮 廓较不清晰。 夹钨(金属夹渣)成像:呈亮点,轮廓清晰。
无损检测射线常见缺陷图集及分析
@SHANGHAI HAOTU ALL RIGHTS RESERVED
无损检测射线常见缺陷图集及分析
@SHANGHAI HAOTU ALL RIGHTS RESERVED
无损检测射线常见缺陷图集及分析
@SHANGHAI HAOTU ALL RIGHTS RESERVED
无损检测射线常见缺陷图集及分析
@SHANGHAI HAOTU ALL RIGHTS RESERVED
无损检测射线常见缺陷图集及分析
@SHANGHAI HAOTU ALL RIGHTS RESERVED
无损检测射线常见缺陷图集及分析 6、咬边
@SHANGHAI HAOTU ALL RIGHTS RESERVED
夹钨
@SHANGHAI HAOTU ALL RIGHTS RESERVED
无损检测射线常见缺陷图集及分析
@SHANGHAI HAOTU ALL RIGHTS RESERVED
无损检测射线常见缺陷图集及分析
@SHANGHAI HAOTU ALL RIGHTS RESERVED
无损检测射线常见缺陷图集及分析
@SHANGHAI HAOTU ALL RIGHTS RESERVED
第三方检测单位入场前工作要求
EN 473中文无损检测-人员的资格和认证
DIN EN473:1993-07; 补充 1 到 DIN EN473:1996-11
欧洲标准
EN473 取代 EN473:1993 和 CR12459:1996
由认证机构或授权的有资格的机构组织的考试,对应试者的综合、专项以及 实际知识和技能进行评估。 3.19 综合考试
目录
前言 ................................................................................................................................................. 4 1 范围 ............................................................................................................................................ 5 2 参考标准 ................................................................................................................................... 5 3 术语和定义............................................................................................................................... 5 4 方法和符号............................................................................................................................... 7 5 一般原理 ................................................................................................................................... 8 6 认证资格 ................................................................................................................................. 10 7 资格鉴定检测 ........................................................................................................................ 13 8 认证 .......................................................................................................................................... 17 9 延期 .......................................................................................................................................... 18 10 重新认证 ............................................................................................................................... 18 11 档案 ........................................................................................................................................ 18 12 过渡期.................................................................................................................................... 19 附件 A(非标准)门类............................................................................................................20 附件 B(标准)1 级和 2 级实践考试最少试件数和类型.........................................21 附件 C(标准)3 级重新认证的结构化信任系统.....................................................23 附录 D(非标准)试件管理报告内容指南........................................................................24 附件 ZA(非标准) 本欧洲标准涉及 EU 指令主要要求或其它规定的条款 ................................................ 27 参考目录...................................................................................................................................... 28
APQP标准全套表单(最全面)
新产品制造可行性报告武汉海杰丰塑胶有限公司产品成本核算报价表合同 / 订单评审表部门:日期:年月日新产品项目开发申请单多方论证小组成员及职责表制定部门:制定日期:年月日武汉海杰丰塑胶有限公司新产品项目 APQP 开发计划武汉海杰丰塑胶有限公司新产品项目 APQP 开发计划(续上页)新产品项目 APQP 开发计划(续上页)新产品项目 APQP 开发计划(续上页)武汉海杰丰塑胶有限公司新产品项目 APQP 开发计划(续上页)武汉海杰丰塑胶有限公司设计和开发评审记录表制定部门:制定日期:年月日PP-706-2-02A0新产品开发设计目标产品初始材料清单产品过程流程图产品和过程特殊特性产品保证计划产品保证计划(续上页)管理者支持DFMEA框图/环境极限条件表武汉海杰丰塑胶有限公司潜在的失效模式及后果分析武汉海杰丰塑胶有限公司设计 F M E A 检查表制定部门:制定日期:年月日武汉海杰丰塑胶有限公司设计和开发确认记录表产品可制造性和装配设计产品可制造性和装配设计(续上页)武汉海杰丰塑胶有限公司控制计划武汉海杰丰塑胶有限公司控制计划检查清单制定部门:制定日期:年月日PPP-2-13A0武汉海杰丰塑胶有限公司样件制造和试验验证计划样件检验和确认记录表试验报告设计和开发验证记录表设计和开发确认记录表产品工程图样确认表工程规范确认表材料规范确认表武汉海杰丰塑胶有限公司设计和开发更改记录表PP-706-2-05A0武汉海杰丰塑胶有限公司新产品设备/工装/模具/夹具检查清单PPP-2-19A0武汉海杰丰塑胶有限公司新设备、工装和试验设备检查清单第1页,共 2 页 PPP-2-20A0-1武汉海杰丰塑胶有限公司新设备、工装和试验设备检查清单(续上页)第2页,共 2 页 PPP-2-20A0-2武汉海杰丰塑胶有限公司新设备、工装、量具和试验设备开发计划进度表PPP-2-21A0武汉海杰丰塑胶有限公司产品和过程特殊特性PPP-2-08A0武汉海杰丰塑胶有限公司量具 / 试验设备检查清单PPP-2-22A0武汉海杰丰塑胶有限公司新设备、工装、量具和试验设备开发计划进度表PPP-2-21A0武汉海杰丰塑胶有限公司设计和开发评审记录表制定部门:制定日期:年月日。
RT2考试 NBT47013
2023/8/10
24
第2部分:射线检测
4.4 检测工艺文件 4.4.1检测工艺文件包括工艺规程和操作指导书。 4.4.2工艺规程除满足NB/T47013.1的要求外,还应规定下列 相关因素的具体范围或要求;如相关因素的变化超出规定 时,应重新编制或修订工艺规程。 a)使用范围中的结构,材料类别及厚度; b)射线源种类、能量及焦点尺寸; c)检测技术等级; d)透照技术; e)透照方式;
屏的选用应符合表1的规定。增加了中屏内容。增加Yb169,
T20m23/18/7100 ,取消了X射线大于12MeV.
17
第2部分:射线检测
表1增感屏的材料和厚度(增加中屛)
2023/8/10
18
第2部分:射线检测
4.2.7像质计 4.2.7.1底片影像质量采用线型像质计或孔型像质计测定。 通用线型像质计和等径线型像质计的型号和规格应符合JB /T7902的规定,孔型像质计型号和规格应满足GB/T23901. 2的规定。 4.2.7.2像质计的材料代号、材料和不同材料的像质计使用 的工件材料范围可按表2的规定执行,像质计材料的吸收 系数应尽可能的接近或等同于被检材料的吸收系数,任何 情况下不能高于被检材料的吸收系数。
少为5mm的安放式接管相邻母材区域或插入式主管(或筒体、
封头、平板等)相邻母材区域。
5.2.2对于电渣焊接接头,其检测区宽度可通过实际测量热影
响区确定,或有合同双方商定。
5.3表面要求
在射线检测之前,焊接接头的表面应经目视检测并合格。表
面的不规则状态在底片上的影响不得掩盖或干扰缺陷影响,
否则应对表面作适当修整。
h)验收标准;
i)操作指导书的验证要求。
4.4.4首次使用的操作指导书应进行工艺验证,以验证
无损检测射线常见缺陷图集及分析RT射线检测部分

夹渣
气孔
密集气孔
夹钨
2、条形缺陷 定义:不属于裂纹、未焊透和未熔合的缺陷,当缺陷的长宽比大于3
时,定义为条状缺陷,包括条渣和条孔。
3、未焊透 定义:未焊透是指母材金属之间没有熔化,焊缝金属没有进入 接头的部位根部造成的缺陷。 影像特征:未焊透的典型影像是细直黑线,两侧轮廓都很整齐, 为坡口钝边痕迹,宽度恰好是钝边的间隙宽度。 有时坡口钝边有部分融化,影像轮廓就变得不很整齐,线宽度 和黑度局部发生变化,但只要能判断是出于焊缝根部的线性缺 陷,仍判定为未焊透。 未焊透有底片上处于焊缝根部的投影位置,一般在焊缝中部, 因透照偏、焊偏等原因也可能偏像一侧。 未焊透呈断续或连续分布,有时能贯穿整张底片。
定 影 液 斑 点
1、它们的表面现象是什么? 由定影液产生的斑点表征为一些小白圆点,其密度较周围胶片区域的密度底。 2、它们产生的原因是什么? 在显影之前,溅出的定影液滴,即使极其微量,都有可能导致产生白色斑点。 3、这些现象何时可能发生? 无论何时,只要有化学污染的存在,都可能会发生这种现象。通常发生最多的 是由于暗室布局不当或冲洗不小心引起。 4、如何可以避免它们? 保证胶片装卸区域的安全干燥清洁,不能让定影液溅在胶片上。
折 痕 曝 光 前
1、折痕的表面现象是什么? 折痕(曝光前)的表征为白月牙状显示,其密度低于邻近的胶片区域(黑度较低)。 2、它们产生的原因是什么? 曝光前弯曲胶片用力过大或过猛都会导致这种类型的折痕。 3、这些现象何时可能发生? 通常出现在从包装盒取出胶片或在曝光前装入暗袋时处理不当的情况下。 4、如何检验曝光前的折痕? 有意识地将某些胶片卷曲或扭折,使其曝光,然后按正常方法冲洗。检验胶片,这时您可 能会在胶片处理不当的地方风到一些颜色较淡的折痕。 5、如何可以避免它们? 严格遵守暗室操作规程,始终小心处理胶片,特别避免手指对胶片施以任何类型的压力。
缺陷处理建议表(国际航行船舶)

海 92/12 篇/2 章 2.6.2;13 章
13.1 国 99/4 篇/3 章 16
影响释放效能的选 30
国 08/4 篇/3 章 16
海 92/12 篇/2 章 2.6.2;13 章
13.2
国 99/4 篇/3 章 20.4
国 08/4 篇/3 章 20.4
海 92/12 篇/2 章 2.10.1
舱壁和甲板限界面的防火分隔达不 到法规要求
0710
0711
防火门未安装自闭器/自闭器失效 未安装经认可型式的防火门 机舱防火门未能保持气密 机舱应急逃生通道内防火隔热材料 被破坏 惰性气体系统
惰性气体发生器故障
鼓风机故障
惰性气体管路穿孔、泄漏
17 17 17 17 17 17 17 17
30/17
17 17 17 17
货船构造安全证书无(过期、失效) 0110
货船设备安全证书无(过期、失效)
海 92/1 篇/1 章 1.3.1;4.3.4
30
国 99/1 篇/1 章 4.1.1;4 章
国 08/1 篇/1 章 4.1.1;4 章
海 92/1 篇/1 章 1.3.1;4.3.2
30
国 99/1 篇/1 章 4.1.1;3 章
船舶最低安全配员规则/15 条 立即纠正-行政调查
船员条例/ 7 条
限期纠正 对负有责任的船员予 以记分
海船船员值班规则第 136 条; 137 条 海 船 船 员 值 班 规 则 第 137 条,139 条
海 92/12 篇/3 章 3.1;4 章 4.1 国 99/4 篇/3 章 21;31 国 08/4 篇/3 章 21;31
救生艇筏用双向无线电话配备数量 0660 不足/电池失效
PSSR_检查表

5.
暴露监测(记录)
6.
排放许可
7.
其他运营许可
系统检查项目
8.
完成质量保证程序并建立了文档:
a)收到的设备=购买的设备
b)忠实于设计图纸/说明
c)施工材料
d)工艺技术水平
设备部件检测/试车(文件记录)
9.
回路和联锁/许可/报警:设定点调节测试(记录结果)
10.
仪表调校完成并建立了文档
82.
安全喷淋对人(滑跤的危险)、产品(系统的污染)或进入电气开关柜或设备产生危险了吗?
83.
安全喷淋是由调温水供应的吗?
84.
化学品注入是在人和产品安全接近范围内吗?
85.
给所有的管线加标记
86.
给所有的电气开关、中断器、电动机控制中心、控制盘和电缆等加标记
87.
标记容器(材料、危险警告)的清单
88.
22.
定量供水系统(文档)
工程设计资料
23.
操作控制原理/操作顺序的说明资料
24.
仪表索引
25.
仪表回路图
26.
联锁(安全和非安全)说明
27.
竣工图:P&ID图、电气图、配管图和机械图
28.
工艺报警表、联锁/许可说明表和带设定值(P&ID)的跳闸表
29.
消防系统设计的审查和许可
30.
配管规范(P&ID /机械图)
11.
制定、批准和执行了验证协议
12.
压力测试完成并建立了文档
13.
系统已被清洗和冲洗
14.
检查消防系统,提供验收测试文件
15.
通风系统平衡
2013-092 PT无损检测模板
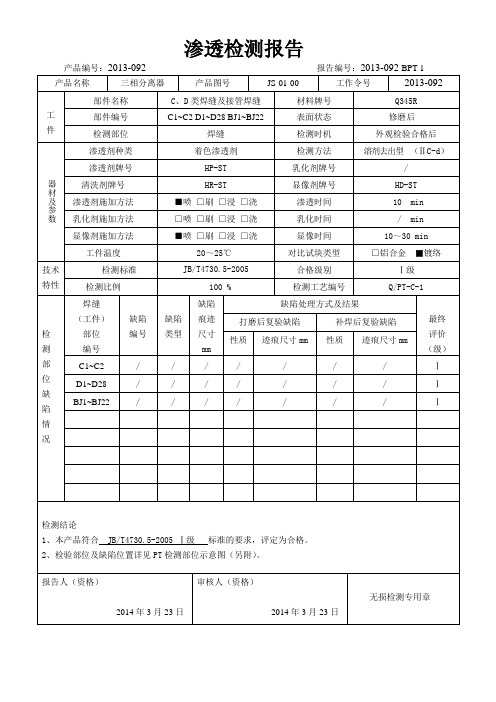
渗透检测报告
产品编号:2013-092报告编号:2013-092-BPT-1
产品名称
三相分离器
产品图号
JS-01-00
工作令号
2013-092
工
件
部件名称
C、D类焊缝及接管焊缝
材料牌号
Q345R
部件编号
C1~C2 D1~D28 BJ1~BJ22
表面状态
修磨后
检测部位
焊缝
检测时机
外观检验合格后
器材及参数
□铝合金■镀络
技术特性
检测标准
JB/T4730.5-2005
合格级别
Ⅰ级
检测比例
100 %
检测工艺编号
Q/PT-C-1
检
测
部
位
缺
陷
情
况
焊缝
(工件)
部位
编号
缺陷
编号
缺陷
合格评定系列标准培训需求表

GB/T 27067-2006《合格评定 产品认证基础》
ISO/IEC Guide 28:2004《合格评定 第三方产品认证制度指南》
ISO/IEC Guide 53:2005《合格评定 对产品认证中利用组织质量管理体系得指南》
ISO/IEC 17021《合格评定 对提供管理体系审核和认证的机构的要求》
GB/T 15483.2-1999《利用实验室间对比的能力验证 第2部分:实验室认可机构对能力验证计划的选择和使用》
认证类标准(请填写需培训人数)
ISO/IEC Guide 23:1982《与第三方认证标准的符合性的表示方法》
ISO/IEC Guide 27:2002《认证机构在其符合性标志遭误用时采取的纠正措施指南》
附件:
合格评定系列标准培训需求表Hale Waihona Puke 单位联系人电话
电子信箱
单位
性质
□认可机构□认证机构□检查机构 □实验室
□地方认证监督管理部门
合格评定基础类标准(请填写需培训人数)
GB/T 27000-2006《合格评定 词汇和通用原则》
ISO/IEC Guide 60:2004《合格评定 良好操作准则》
ISO/IEC 17040:2005《合格评定 合格评定机构和认可机构同行评审通用要求》
填写说明:
一、一个单位可能包含不同性质部门或人员类别,如监督管理人员、检测人员、检验人员、认证人员等,请分别填写。
二、以上标准可单独,也可几个标准归类一起学习。若有具体其他需求,另请说明。
三、您希望的培训方式是:
听课□研讨□其他(请说明):
四、您希望培训的程度:
深入学习□一般性了解□
PPAP提交表格参考模板

供应商信息供应商名称:供应商代码:申请零件名称:零部件图号:申请日期:申请实施日期:零部件生产场地地址:附加工程更改:日期:图样编号:采购订单编号:重量: Kg 检查辅具编号:工程更改等级:日期:供方名称和供方代码顾客名称/部门买方名称/买方代码适应范围省(市)县(区)街道(村)邮政编码注:该部件是否含有任何限制的或需要报告的物质。
是 否塑料件是否应标注相应的ISO标注编码。
是 否提交原因 首次提交 产品改进分供方更改 异地生产工装停止使用期超过一年 停供半年以上恢复供货 其它:提交等级 等级1-----只向顾客提交保证书(若指定为外观项目,还应该提交外观件批准报告)等级2-----向顾客提交保证书及产品样品以及有限的支持数据等级3-----向顾客提交保证书及产品样品以及全部的支持数据等级4-----保证书以及顾客规定的其它要求等级5-----保留在供方制造场所,供评审时使用的保证书及产品样品以及全部的支持数据提交结果: 尺寸测量 材料和性能试验 外观准则 统计过程数据这些结果满足所有图样和规范要求: 是 否(如果选择“否”应解释)模型/型腔/生产过程声明我在此声明,本次认证使用的样品是我们的代表性零件;已符合适用的顾客图样及规范的要求,且是在正规的生产工装上由规定的材料制造出来的,所有操作都来自正规的生产过程。
此外,我还证明此符合性的文化证据都已归档,以供评审。
解释/说明:印刷体姓名职务电话号码传真号码授权的供方代表签字日期提交项目说明提交原因:首次提交 产品改进分供方更改 异地生产工装停止使用期超过一年 停供半年以上恢复供货其它:1、零部件技术状态变更(必要时可附表):2、主要生产设备工装、检测设备及变更(必要时可附表):3、关键零部件分供方及变更(必要时可附表):4、主要生产工艺及变更(必要时可附表):5、生产场地及变更(必要时可附表):6、零部件商标及变更(必要时可附图)7、产品开发验证及试验项目(必要时可附表):8、其它:奥铃工厂零件保证书处理意见:批准(具体见生产件批准通知书)拒收(具体见专项报告)其它具体见专项报告)控制计划记录编号:JLN01-082A 生效日期:2012.4.7样件试生产生产控制计划编号:主要联系人/电话日期(编制)日期(修订)零件编号/最新更改等级核心小组顾客工程批准/日期(如需要)零件名称/描述供方/工厂批准/日期顾客质量批准/日期(如需要)供方/工厂供方代码其它批准/日期(如需要)其它批准/日期(如需要)零件/过程编号过程名称/操作描述机器、装置夹具、工装特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价/测量技术样本控制方法容量频率零部件全尺寸检测报告记录编号:JLN01-079A生效日期:2012.4.7零件号: 零件名称:设计等级: 决定书号:供应商名称: 供应商代码:检测单位名称: 附带检测报告Yes No序号尺寸/规格(名义尺寸& 公差)材料规格供应商检测结果零件1供应商检测结果零件2福田农装确认可以不可以供应商签字: 职位: E-mail: 日期:福田农装质量代表: 日期:E-mail:最终决定:批准不合格让步重新递交变更申请 -或-确认通知(零件提交许可)记录编号:JLN01-077A此种批准只是建议性的,绝不会改变供应商确保所有特性满足相应规格要求的责任。
焊工资格评定记录WPQ
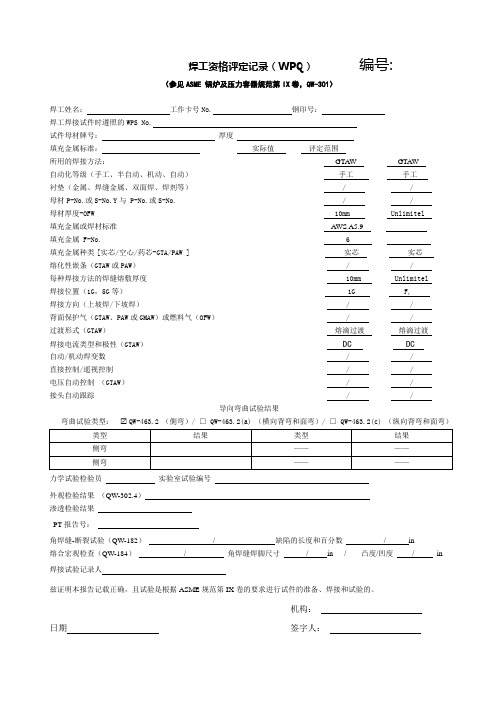
焊工资格评定记录(WPQ)编号:(参见ASME 锅炉及压力容器规范第IX卷,QW-301)焊工姓名:工作卡号No. 钢印号:焊工焊接试件时遵照的WPS No.试件母材牌号:厚度填充金属标准:实际值评定范围所用的焊接方法:GTAW GTAW自动化等级(手工、半自动、机动、自动)手工手工衬垫(金属、焊缝金属、双面焊、焊剂等) / /母材P-No.或S-No.Y与 P-No.或S-No. / /母材厚度-OFW 10mm Unlimitel填充金属或焊材标准AWS A5.9填充金属 F-No. 6填充金属种类[实芯/空心/药芯-GTA/PAW ] 实芯实芯熔化性嵌条(GTAW或PAW) / /每种焊接方法的焊缝熔敷厚度 10mm Unlimitel焊接位置(1G,5G等) 1G F,焊接方向(上坡焊/下坡焊) / /背面保护气(GTAW、PAW或GMAW)或燃料气(OFW) / /过渡形式(GTAW)熔滴过渡熔滴过渡焊接电流类型和极性(GTAW) DC DC自动/机动焊变数 / /直接控制/遥视控制 / /电压自动控制(GTAW) / /接头自动跟踪 / /导向弯曲试验结果弯曲试验类型: QW-463.2 (側弯)/ □ QW-463.2(a) (横向背弯和面弯)/ □ QW-463.2(c) (纵向背弯和面弯)类型结果类型结果侧弯————侧弯————力学试验检验员实验室试验编号外观检验结果(QW-302.4)渗透检验结果PT报告号:角焊缝-断裂试验(QW-182)/ 缺陷的长度和百分数/ in熔合宏观检查(QW-184)/ 角焊缝焊脚尺寸/ in / 凸度/凹度/ in 焊接试验记录人兹证明本报告记载正确,且试验是根据ASME规范第IX卷的要求进行试件的准备、焊接和试验的。
机构:日期签字人:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
学员单位 照片编号 产品名称 检出缺 陷描述
产品性显示 60mm 学员姓名 产品材质 XXX Q235
检测方法 照片日期 产品规格
渗透检测 2009.04.22 T=10
检出缺陷照片:
注:1.要求每名学员要按申请表中选择的生产门类,提交 10 张包括这些生产门类的自己工作中所检 出的不同缺陷的照片(如报焊接门类和铸件门类则提交的图片要包括焊接缺陷和铸造缺陷的图片) , 以作为从事此种无损检测方法工作的证明,请按要求将照片插入表中; 2.缺陷描述中注明缺陷的性质和尺寸等信息; *3.提交文本格式要求为 WORD,图片应为彩色且缺陷照片可清晰识别缺陷。