包装首件点检表
首件点检记录表
外观点检
物料核对 整机外观 旋钮开关 导光柱 按键 LCD及镜片
电池连接器
天线座 LOGO丝印 螺丝 防水圈 电源开关 音量调节 信道选择 通话功能 手咪匹配 耳咪匹配 杂音 倒放功能 巡更功能 报警功能 声控VOX 扫描 读写频 防水功能 模式外功率 手调参数 参数 1 2 3 4
OK □ OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
功能点检
手动调测 自动调测 其他特殊 点检项
异常描述
部门
PE 工艺 生产主管 IPQC
责任人签名 同意 同意 同意 同意
是否同意批量生产 同意否 □ 不同意 □ □ 不同意 □ □ 不同意 □ □ 不同意 □
不同意原因
备注: 1.转工单时依次确认各项目的符合状况,完全符合才能正式上线投产 2.如对其中项目有争议的,争议人可组织相关人员一起协商决定,并将决定记录于此表异常描述栏并签名; 3.首件检查样本为3PCS,确认OK的首件需放置于拉上专门的首件放置区,到此次生产完后方可下线; 4.此表由拉长主导制作首件,并通知相关责任人确认,确认完的表单在生产完后交由IPQC统一保存以备跟踪查询;
客 户 MO编号 判定 OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG NG □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ NG原因
装配首件检验点检表(装配品质专用)

11
生产时装配线是否按SOP要求使用防呆防混料检具/销钉垂直度检具全 检适配产品
12
待装配区是否只有一个编码的产品?易混物料、相似型号是否实施物 理隔离后分开生产?
备注:1、此表由装配品质班长线长或指定专人进行点检,点检时符合要求在“OK”栏填写“OK”;不符合要求在“NG”栏填写“NG”,同时在“异常情况描述”栏填写具体NG情况。 2、首件点检按要求确认合格后,由品质部LQC对首件样品进行确认按首件样品进行检验,发现异常情况,品质部有权停线,要求生产线整改OK后再生产。 3、对于生产线首件异常情况,必须由品质部组长级以上人员跟踪异常情况的处理结果,首件检验确认合格后方可进行开线生产。
首检人签名:
审核签名:
装配首件检验点检表
装配线号: 线
年/月/日果 OK NG
1
首件检验前首先确认测量工具是否良好/销钉垂直度检验工装是否损坏 或丢失,检验合格标签是否在校验有效期内
2
首件检验前首先确认装配产线物料版本号是否与最新版本物料结构一 致/版本号一致/ECN变更设变要求相符一致,
准备装配开线生产产品的SOP/SIP是否为最新有效版本,对变更位置是
3 否描述清楚,SOP/SIP是否与图纸要求/质量控制要点要求不一致的地
方
4
首件检验时是否按【质量控制要点】/【开模会议纪要】/其它技术要 求进行一一核对确认
5
首件检验时按2D图纸确认不清楚的位置是否找装配品质工程师/项目工 程师看3D图纸进行再次确认
6
试制物料第一次及量产物料第一次是否找对应品质工程师/项目工程师 进行首件检验确认,工程师与你本人首件确认是否一致
7
单独打包的附件装配生产是否按客户要求核对附件型号/图号/包装方 式一致
首件确认检查表

□ 已执行ROHS规版 本类别序号1□ OK □ NG □ OK □ NG 2□ OK □ NG □ OK □ NG 3□ OK □ NG □ OK □ NG 4□ OK □ NG □ OK □ NG 5□ OK □ NG □ OK □ NG 6□ OK □ NG□ OK □ NG 7□ OK □ NG□ OK □ NG 8□ OK □ NG □ OK □ NG 9□ OK □ NG □ OK □ NG 10□ OK □ NG □ OK □ NG 11□ OK □ NG □ OK □ NG 12□ OK □ NG □ OK □ NG 13□ OK □ NG □ OK □ NG 14□ OK □ NG □ OK □ NG 15□ OK □ NG □ OK □ NG 16□ OK □ NG□ OK □ NG17□ OK □ NG □ OK □ NG 18□ OK □ NG □ OK □ NG 19□ OK □ NG □ OK □ NG 20□ OK □ NG □ OK □ NG 21□ OK □ NG □ OK □ NG 22□ OK □ NG □ OK □ NG 23□ OK □ NG □ OK □ NG 24□ OK □ NG□ OK □ NG 25□ OK □ NG□ OK □ NG 26□ OK □ NG□ OK □ NG生产自检IPQC确认结果IPQC检查详细记录检查内容作业员&作业指导书生产设备、工治具(含在线测试/老化设备)物料(含辅料)制造方法包装纸箱确认,纸箱规格以及外箱字唛物料不可掉落地板上(掉落的物料经IQC确认合格后可用)生产工序排布是否符合《生产工艺流程图》和《质量控制计划》顺序?在线检查岗位检查方法是否正确?物料/半成品摆放或搬运方法是否符合要求?有无导致损坏的隐患?(例如:不允许堆叠,必要的防护等)查看ECN,检查是否按照ECN规定有效执行(如有需注明ECN编号)各工位使用的物料须有IQC检验合格标识物料必须在有效期内:化学胶剂/油剂,看容器的制造日期标签其他物料,以IQC检验日期算有效存储期限(具体以“物料仓储有效期限规定”)特采、挑选物料是否按评审结果执行?并且在物料外箱明确标识?ECN变更的前3~5批次物料,是否在物料包装标明“变更后”字样?物料装配是否符合SOP和样机的要求,不得少件、错件、零件外观/性能完好产品标签内容确认:内部标签与机壳标签、外箱标签同类内容的一致性保证调出测试程序查看测试项目,对照成品质量标准核对不得遗漏,标准值设定须一致检查生产设备和测试设备的参数设置,查看是否符合作业指导书和规范的要求电批/扭力批设置的扭力是否正确(根据SOP规定,参考螺丝规格及装配工件材质),须附上扭矩测试记录工作台与电烙铁是否正确接地?电烙铁温度是否符合SOP 要求(实测值)核对BOM,检查实际用料与BOM规定的一致(包括物料规格、数量、位置号、品牌、丝印(参见物料承认书))装配到整机的物料必须完好并符合SOP要求(物料本体不得破损、紧固程度、机壳内不得有金属异物等等)作业员是否熟悉SOP内容,是否按照SOP操作?机器设备、工治具状态能否正常运作(查看加工动作)?机器设备、工治具是否在开线生产前点检和保养?烧录程序版本是否符合BOM规定?烧录成功是否有状态标识?生产在线测试设备是否定期点检校准?测试程序版本符合SOP和工单要求(出货地/客户特殊要求)环保状态BOM编号检查项目工序现场有与产品装配相匹配的作业指导书?作业文件有经过审核和受控作业员是否有接受对应的装配技能培训,是否持有其工作岗位的上岗证?作业员是否有效佩戴静电手环?着装符合ESD防护要求□ 已执行ROHS规版 本类别序号生产自检IPQC确认结果IPQC检查详细记录检查内容环保状态BOM编号检查项目线缆插接与接线图是否一致?是否导通、极性接反、连接□ 已执行ROHS规版 本类别序号生产自检IPQC确认结果IPQC检查详细记录检查内容环保状态BOM编号检查项目。
首件检验记录表(模版)

孔毛刺
目视/显微镜
边毛刺
目视/显微镜
划伤
目视/显微镜
元件方向
目视/显微镜
缺料
目视/显微镜
分层
目视/显微镜
变形
目视/显微镜
表面清洁度
目视/显微镜
总装□
信号线焊接
目视
导线焊接
目视
结构件组装
目视
其它□
□作业文件
□作业人员
□设备能艺和设备□停止生产,开《产品质量异常报告处理单》
检验日期:年月日
产品图号
产品名称
数量
1
检验依据
□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机
□开机首检□批量生产之前□修模首件□转产首件□生产参数变更
检查项目
检查标准
检查方式
检查结果描述
判定
尺寸
设计图纸要求
游标卡尺
电装□
SMT贴片
目视/显微镜
手工焊接
目视/显微镜
钳装□
螺钉装配
目视
外观□
焊锡/渣
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:签名:
包装检查确认记录表

检查项目及基准:
抽真空前检项目1:包装袋内:数量、包装方式、放置位置方式、干燥剂数量(新机种初回量产时全检,正常流品时抽检)
抽真空后检项目2:箱内包装:包装袋真空是否有漏气现象
封箱后检查项目3:箱子外观:明显破损不可、污明显者不可、色泽明显差距者不可、印刷错误不可。
项目4:卷标贴付状态:位置不可贴错、位置不可明显偏差、不可欠品
项目5:箱卷标、箱No.卷标内容:品名须正确、版本须符合、管理区分编号须符合、文字印刷以可判读为原则。
项目6:封箱状态:胶带是否贴付正常、不可有箱盖子明显浮高现象。
项目7:客户专用卷标:依客户要求式样(有客户特别要求时)
检查方式:全数检查,不合格包装退回制造处理。
(。
首件检验记录表 模板
产品图号原料12345检验员核定装配
尺寸
外观
1、尺寸至少连测两模或以上;
2、外观检查核对表面光洁度、颜色、吸坑等;
3、装配检查错漏装,配合状态等;
4、开机时必须有工艺参数卡、操作作业指导书。
结果 合格 不合格重新调整
备注:
1、产品新开机时由生产负责人填写本表单与样品(两模以上)送检,经检验人员判定合格后生产;
填写说明
2、检验员判定OK后,连同本表及一模样品送回机器操作台上并执行巡检;
3、适用范围:新开机、修模后开机、材料变更后开机、工艺参数变更后开机。
检验标准实 测 值判定操作者
开机首件 修模首件 工艺参数变更 材料变更注意事项项目 备注
毛重净重首件检验记录表
生产设备 生产模数
产品名称颜色。
塑料件首件检验记录表
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
性能及其他要 性能符合要求,
求
无变形裂纹
最终判定结果
□合格 □不合格 是否同意量产: □是 □否
检验员签名:
批准人:
注意事 1、所有项目均需连续检查最少2件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
首件检验记录表
产品名称 首件 信息 □开机首检
□生产参数变更
□转产首件 □材料变更 □其他:
机台编号
生产日期
检验依据
□标准样件 准 □其它
□检验标准
□产品标
检验时间
时分
项目
检验标准
实测值
判定
பைடு நூலகம்
备注
尺寸
重量
检查 记录
颜色
外观
是否与封样一致
是否与封样一致
是否与封样一致
外观及本体无破 损,不应有飞边 、塑料残渣等
首件检查表
CHAMP'S WAY (WUXI) TECHNOLOGY CO.,LTD首件检查表 Nhomakorabea线别
型号
客户
日期:
制单号
批量
首 件
物料与装配
序 号
检查项目
1 卡通及箱唛
2 彩盒、彩卡、铭牌
3 外观刮花、批锋、污槽
4 胶件、缩水/变形、颜色
5 彩印与日码检查
标准 规格
规格与功能
检查 序 结果 号
检查项目
1 充电器规格 2 火牛规格与编号 3 火牛输出值 4 铭牌与火牛输出是否一致 5 马达规格及编号 6 电池规格及编号 7 电制规格及编号 8 电制与充电I.N.T 9 开关规格及编号 10 左、右转向 11 档位及松紧 12 夹头规格及编号 13 充电电流值 14 扭力 15 转速 16 噪音 17 径向跳动 18 放电时间 19 机身螺丝松紧程度 20 钻夹头螺丝反松力 备 注
6 机身间隙、档位
7 机身螺丝扭力检查
8 机内杂物及内松
9
电池包、充电器指示灯高低及颜 色
10 扭力杯与机身配合
11 电池包与机身配合
12 推杆、扣杆、弹性与档位
13 PCB插件与焊接
14 机内排线方法有无压线
15 电路有无短路可能
16 漏装/错用物料检查(对B.O.M)
17
18
19
20 结 果 合 不 不 品
标准 规格
检查 结果
表 单
包装首件检查表

静电环: 工衣/工帽: 手套是否按照SOP配戴:
3、工装治具 点检
4、物料与BOM 表核对
首件测试数据:
/
/
/
/
/
/
5、产品/配件
充电器规格: 地区规格: 规
检查
输入规格: V HZ
输出规格: V A
TIPS/边接线清单:
说明书清单:
其它:
6、产品包装 方式检查
首件检查表(包装)
机型 工令单号 生产状况
检查项目
□ 正常生产
版本 工单数量
□ 新机型试产
□ 其他( )
工程PE
品管 IPQC
业务人 产品人
员
员
1、相关文件 SOP发行日期:
及技术资料核 对(SOP) SOP需求人力: 实际人力:
/
/
2、员工着装 检查
彩盒UPC Code: 外箱P/O: 外箱毛重(G/W) 外箱净重(N/W) 外箱出货日期:
序列号区间:
7、特别要求 其它: 的核对
判定结果 □ ACC.可进行生产.
备注:
善 □ REJ.不可生产,继续改 IPQC:
审核:
批准:
始业、首检点检表 使用
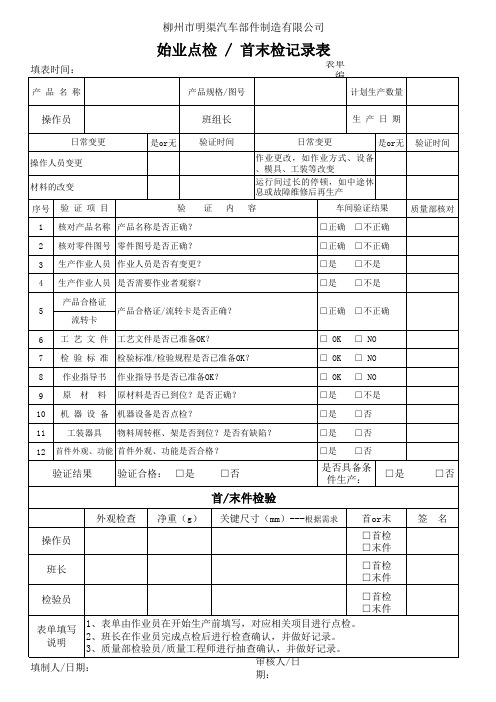
□正确 □不正确 □ OK □ OK □ OK □是 □是 □是 □是 □ NO □ NO □ NO □不是 □否 □否 □否
机 器 设 备 机器设备是否点检? 工装器具 物料周转框、架是否到位?是否有缺陷?
首件外观、功能 首件外观、功能是否合格?
验证结果
验证合格: □是
□否
是否具备条 件生产:ຫໍສະໝຸດ □是□否首/末件检验
外观检查 操作员 班长 检验员 1、表单由作业员在开始生产前填写,对应相关项目进行点检。 表单填写 2、班长在作业员完成点检后进行检查确认,并做好记录。 说明 3、质量部检验员/质量工程师进行抽查确认,并做好记录。 填制人/日期: 审核人/日期: 净重(g) 关键尺寸(mm)---根据需求 首or末 □首检 □末件 □首检 □末件 □首检 □末件 签 名
柳州市明渠汽车部件制造有限公司
始业点检 / 首末检记录表
填表时间:
产 品 名 称 产品规格/图号
表单编号:
计划生产数量 生 产 日 期 日常变更 作业更改,如作业方式、设备 、模具、工装等改变 运行间过长的停顿,如中途休 息或故障维修后再生产 验 证 内 容 车间验证结果 □正确 □不正确 □正确 □不正确 □是 □是 □不是 □不是 质量部核对 是or无 验证时间
操作员
日常变更 操作人员变更 材料的改变 序号 1 2 3 4 5 流转卡 6 7 8 9 10 11 12 验 证 项 目 是or无
班组长
验证时间
核对产品名称 产品名称是否正确? 核对零件图号 零件图号是否正确? 生产作业人员 作业人员是否有变更? 生产作业人员 是否需要作业者观察? 产品合格证 产品合格证/流转卡是否正确? 工 艺 文 件 工艺文件是否已准备OK? 检 验 标 准 检验标准/检验规程是否已准备OK? 作业指导书 原 材 料 作业指导书是否已准备OK? 原材料是否已到位?是否正确?
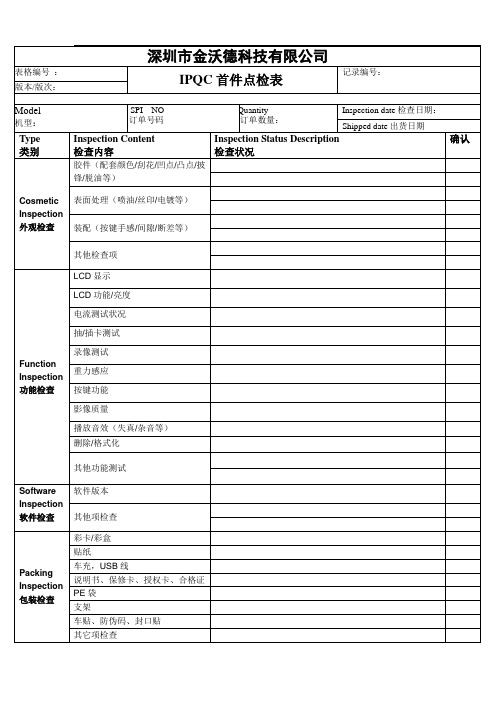
包装IPQC首件点检表
确认
Cosmetic Inspection
外观检查
胶件(配套颜色/刮花/凹点/凸点/披锋/脱油等)
表面处理(喷油/丝印/电镀等)
装配(按键手感/间隙/断差等)
其他检查项
Function
Inspection
功能检查
L抽/插卡测试
录像测试
重力感应
按键功能
影像质量
播放音效(失真/杂音等)
删除/格式化
其他功能测试
Software
Inspection
软件检查
软件版本
其他项检查
Packing
Inspection
包装检查
彩卡/彩盒
贴纸
车充,USB线
说明书、保修卡、授权卡、合格证
PE袋
支架
车贴、防伪码、封口贴
其它项检查
Remark
备注:
最终判定:
核准:审核:检验:
深圳市金沃德科技有限公司
表格编号:
IPQC首件点检表
记录编号:
版本/版次:
Model
机型:
SPI NO
订单号码
PO Quantity
订单数量:
Inspection date检查日期:
Shipped date出货日期
Type
类别
Inspection Content
检查内容
Inspection Status Description
IPQC 组装 包装首件检查表
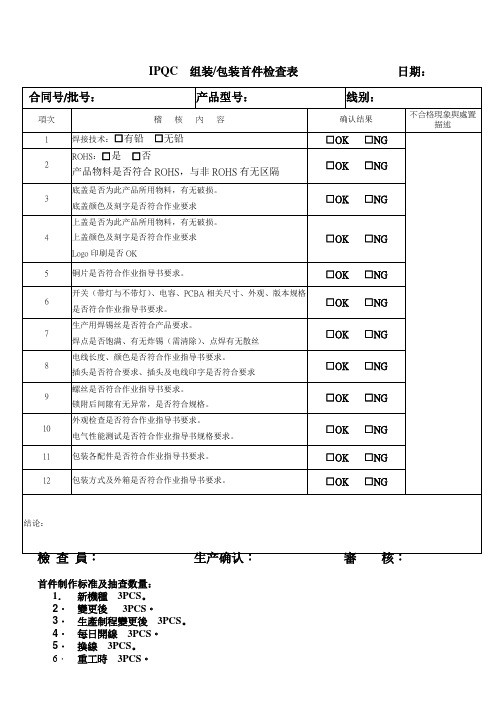
合同号/批号:
产品型号:
线别:
項次
稽核內容
确认结果
不合格現象與處置描述
1
焊接技术:□有铅□无铅
□OK□NG
2
ROHS:□是□否
产品物料是否符合ROHS,与非ROHS有无区产品所用物料,有无破损。
底盖颜色及刻字是否符合作业要求
□OK□NG
4
□OK□NG
12
包装方式及外箱是否符合作业指导书要求。
□OK□NG
结论:
檢查員:生产确认:審核:
首件制作标准及抽查数量:
1.新機種3PCS。
2.變更後3PCS。
3.生產制程變更後3PCS。
4.每日開線3PCS。
5.換線3PCS。
6.重工時3PCS。
□OK□NG
8
电线长度、颜色是否符合作业指导书要求。
插头是否符合要求、插头及电线印字是否符合要求
□OK□NG
9
螺丝是否符合作业指导书要求。
锁附后间隙有无异常,是否符合规格。
□OK□NG
10
外观检查是否符合作业指导书要求。
电气性能测试是否符合作业指导书规格要求。
□OK□NG
11
包装各配件是否符合作业指导书要求。
上盖是否为此产品所用物料,有无破损。
上盖颜色及刻字是否符合作业要求
Logo印刷是否OK
□OK□NG
5
铜片是否符合作业指导书要求。
□OK□NG
6
开关(带灯与不带灯)、电容、PCBA相关尺寸、外观、版本规格
是否符合作业指导书要求。
□OK□NG
7
生产用焊锡丝是否符合产品要求。
焊点是否饱满、有无炸锡(需清除)、点焊有无散丝
包装首检记录表
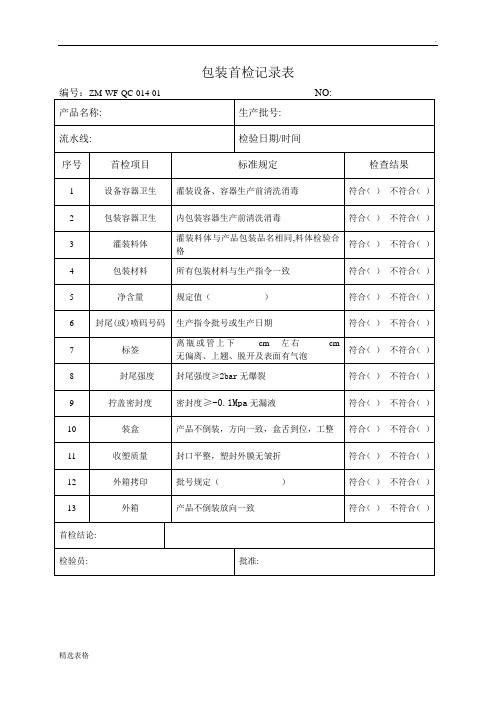
10
装盒
产品不倒装,方向一致,盒舌到位,工整
符合()不符合()
11
收塑质量
封口平整,塑封外膜无皱折
符合()不符合()
12
外箱拷印
批号规定()
符合()不符合()
13
外箱
产品不倒装放向一致
符合()不符合()
首检结论:
检验员:
批准:
包装首检记录表
编号:ZM-WF-QC-014-01NO:
产品名称:
生产批号:
流水线:
检验日期/时间
序号
首检项目
标准规定
检查结果
1
设备容器卫生
灌装设备、容器生产前清洗消毒
符合()不符合()
2
包装容器卫生
内包装容器生产前清洗消毒
符合()不符合()
3
灌装料体
灌装料体与产品包装品名相同,料体检验合格
符合()不符合()
4
包装材料
所有包装材料与生产指令一致
符合()不符合()
5
净含量
规定值()
符合()不符合()
6
封尾(或)喷码号码
生产指令批号或生产日期
符合()不符合()
7
标签
离瓶或管上下cm左右cm无偏离、上翘、脱开及表面有气泡
符合()不符合()
8
封尾强度封尾强度≥2bar Nhomakorabea爆裂符合()不符合()
9
拧盖密封度
密封度≥-0.1Mpa无漏液
成品首件检查表
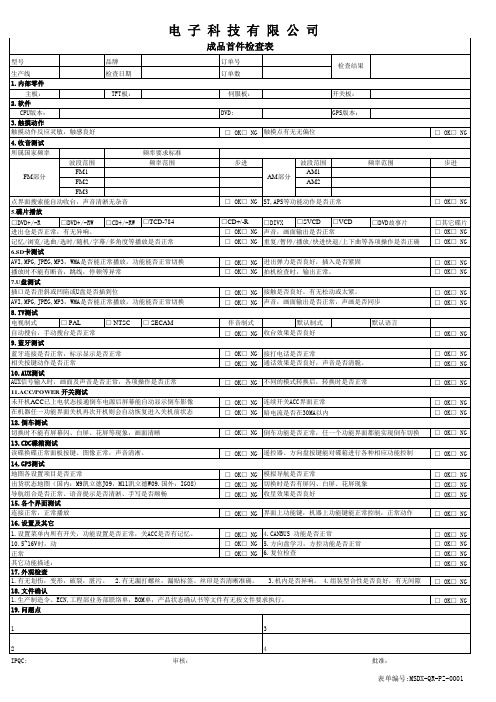
波段范围
频率范围
FM部分
FM1
FM2
AM部分
AM1 AM2
FM3 点界面搜索能自动收台,声音清淅无杂音 5.碟片播放
□ OK□ NG ST,APS等功能动作是否正常
□DVD+/-R
□DVD+/-RW □CD+/-RW □TCD-784
进出仓是否正常,有无异响。
记忆/浏览/选曲/选时/随机/字幕/多角度等播放是否正常
电视制式
□ PAL
自动搜台,手动搜台是否正常
9.蓝牙测试
□ NTSC
□ SECAM
伴音制式
默认制式
□ OK□ NG 收台效果是否良好
默认语言
蓝牙连接是否正常,标示显示是否正常 相关按键动作是否正常 10.AUX测试 AUX信号输入时,画面及声音是否正常,各项操作是否正常 11.ACC/POWER 开关测试 未开机ACC已上电状态接通倒车电源后屏幕能自动显示倒车影像 在机器任一功能界面关机再次开机则会自动恢复进入关机前状态 12.倒车测试
读碟换碟正常面板按键、图像正常,声音清淅。
□ OK□ NG 遥控器、方向盘按键能对碟箱进行各种相应功能控制
14.GPS测试
地图各设置项目是否正常 出货状态地图(国内:M9凯立德J09,M11凯立德W09.国外:IGO8) 导航组合是否正常、语音提示是否清淅、手写是否顺畅 15.各个界面测试
□ OK□ NG 模拟导航是否正常 □ OK□ NG 切换时是否有屏闪、白屏、花屏现象 □ OK□ NG 收星效果是否良好
□ OK□ NG
□其它碟片 □ OK□ NG □ OK□ NG
□ OK□ NG □ OK□ NG
□ OK□ NG □ OK□ NG
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
线别: 机型: 是否有特殊要求:□电信版 □移动版 □海外版 □其他 检验项目 分类 序列 检验内容 1 2 手 机 版 本 3 4 5 6 7 8 1 2 3 4 1 2 3 4 6 7 8 9 10 1 2 3 4 配 件 5 6 7 8 9 1 2 包 装 盒 3 4 5 6 7 备注:1)※符号的一定要仔细确认2)软件和模块版本需要提前写出告诉员工。3)PE需要对带◎项目进行确认,其他 项目可以视情况而定等。4)其他功能检查按照正常工艺执行。
机 身 号
手 机 功 能
备注:其他重要信息(工程填写)※◎
Bootload※◎ 硬件版本※◎ 系统版本(NK)※◎ 软件版本(APP)※◎ C网模块版本※◎ G网模块版本※◎ TD网模块版本※◎ P网版本※◎
组长检验
PE确认
ቤተ መጻሕፍቲ ባይዱ
IPQC检查
QE 确认
软件正确版本(提前准备)
SN号 ESN号 IMEI号 底壳标签的字体和内容/环保/3C/网标/防拆贴/卡槽贴 要清除记录:短信/录音/蓝牙/收音机※ 拨P/C/G/TD/可视电话(清除通话记录和总计时长) 拍照/摄像 工程模式(清除快拨记录)※ LCD/铃声/振动/背光/充电/按键 MP3/MP4 屏幕是否校准?是否有漏综测,是否校准? 游戏(声音/要清除排行榜)※ 恢复出厂设置(清除所有记录)※ 电池数量及型号/防伪标贴位置/环保标贴※ 耳机丝印/型号/功能 数据线防伪标贴位置/功能 合格证日期/机型/QC PASS章※ 充电器和座充防伪标贴位置/环保/外观/功能 干燥剂/手写笔/擦拭布的检查 说明书/汉王标贴位置/C网重组说明/温馨提示/快速指南检查 保修卡页数/版本/内容等检查 光盘描述和T卡容量及内部文件大小、数量检查※◎ 彩盒丝印和标贴内容与字体的格式是否正确※ 是否含需要对某些特殊状态进行区别标识:如:T或SST,SP ※◎ 检查卡通箱的标贴上的内容/字体/条码版本※◎ 检查机型和Coolpad等是否错误、文字清晰?※ 机身ESN与彩盒,底壳标贴的ESN是否一致?※ 入网标贴与包装盒上的入网标贴数字一致※