锐步阳光工序质量自互检卡
透光率点检表

透光率点检表
透光率点检表可以用来记录和监测透明材料(如玻璃、亚克力等)的透光性能。
下面是
说明:
1.序号:样品的编号,按照检测顺序填写。
2.样品名称:样品的名称或描述,如“玻璃板”、“亚克力板”等。
3.规格/尺寸:样品的规格或尺寸,如长度、宽度、厚度等。
4.透光率(%):通过仪器或实验方法测量得到的透光率数值。
5.备注:其他需要说明的信息或备注。
使用说明:
1.在表格中填写每个样品的序号、名称、规格/尺寸和透光率数值。
2.如果需要,可以在备注栏中添加其他相关信息,如样品来源、生产日期等。
3.根据实际需要,可以增加或减少列,以便更好地满足检测需求。
4.表格可以打印出来手动填写,也可以电子版形式保存在计算机中。
5.对于每次检测,应确保记录完整、准确,以便后续分析和处理。
工序质量跟踪卡

单位:专用汽车制造厂编号:
产品名称
修井机
Hale Waihona Puke 产品型号GYC5550TXJ160
数量
1
产品图号
XJ160-03-00
产品编号
批次
序号
工序名称
工序内容提示
责任人
检验结果
检验员
日期
1
铭牌的安装
检查铭牌,确定内容清晰,表面无划痕。
将铭牌铆接于车辆右前侧
距主梁上台面40mm;
距驾驶室前侧100mm。
后示廓灯横向靠近车辆外缘端面E≤400mm
5
后示廓灯离地达到最大高度
备
注
编制:审核:保存单位:保存年限:
连续粘贴
重要工序要求
实际检测结果
1
横向水平粘贴总长度不小于车辆后部宽度80%。
2
离地面高度不低于380mm。
3
4
5
备
注
编制:审核:保存单位:保存年限:
工序质量跟踪卡
单位:专用汽车制造厂编号:
产品名称
修井机
产品型号
GYC5550TXJ160
数量
1
产品图号
XJ160-00
产品编号
批次
序号
工序名称
工序内容提示
工序质量跟踪卡
单位:专用汽车制造厂编号:
产品名称
修井机
产品型号
GYC5550TXJ160
数量
1
产品图号
XJ160-22-00
产品编号
批次
序号
工序名称
工序内容提示
责任人
检验结果
检验员
日期
后防护装置
安装
仪器自校验记录表(模板)
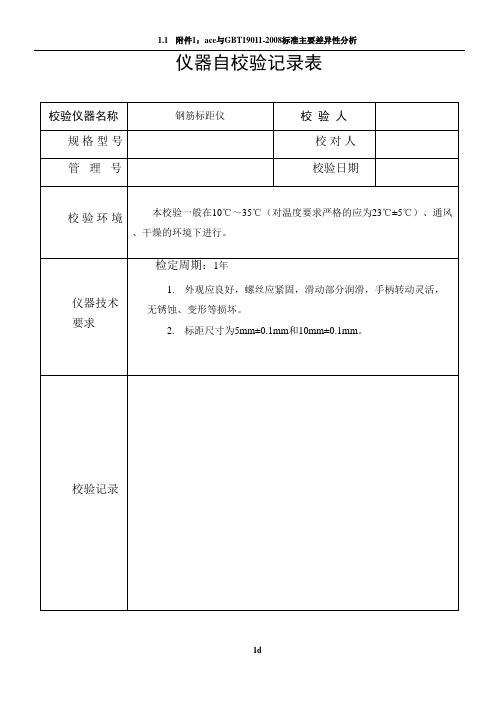
仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表0mm±0.5mm,切口宽为1.0mm±0.02mm,指针长度为150mm±0.5mm,指针直径为2mm±0.02mm。
竖向刻度尺上读取针尖间距,其值为10mm±1mm,然后在另一根指针的根部再挂上300g质量的砝码时,两根指针的仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表平直。
针状底板及规准柱平直、光滑、表面镀铬,每根柱垂直底板、焊接牢固且无焊接痕。
柱间距分别为82.8mm、69.6mm、54.6mm、42.0mm、30.6mm、17.1mm,分别允许偏差±0.1mm。
度的1/2。
片状规准孔为条孔,长×宽分别为82.8mm×13.8mm、69.6mm×11.6mm、54.6mm×9.1mm、42.0mm×7.0mm、仪器自校验记录表平直。
针状底板及规准柱平直、光滑、表面镀铬,每根柱垂直底板、焊接牢固且无焊接痕。
柱间距分别为82.8mm、69.6mm、54.6mm、42.0mm、30.6mm、17.1mm,分别允许偏差±0.1mm。
度的1/2。
片状规准孔为条孔,长×宽分别为82.8mm×13.8mm、69.6mm×11.6mm、54.6mm×9.1mm、42.0mm×7.0mm、仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表仪器自校验记录表。
健身房器械维护自查记录表

健身房器械维护自查记录表
器械信息
器械名称:__________________
型号:_____________________
序列号:___________________
维护记录
日期:_____________________
维护内容:
- 检查器械外观是否有损坏或损毁的部分。
- 检查器械运行是否正常,是否有异常声音或震动。
- 检查器械连接部分是否稳固,有无松动或松脱的螺丝。
- 检查器械跑带、座椅、垫子等是否清洁卫生。
- 检查器械表盘、显示屏是否正常,有无显示问题。
- 检查器械紧急停止按钮是否正常,能否有效使用。
检查结果:
- 正常(√):
- 异常(×):
维护人员签名:___________________
备注:_______________________
维护计划
下次维护时间:__________________
维护内容:
- 清洁器械表面和部件。
- 润滑器械运动部件。
- 检查器械电源线和插头是否正常。
管理人员签名:___________________
备注:_______________________
以上是健身房器械维护自查记录表,为了确保设备安全可靠,建议定期执行维护并记录维护结果。
如果发现异常情况或有需要修理的器械,请及时通知维护人员进行处理。
窗户检查卡(完整版)

窗户检查卡(完整版)窗户检查卡 (完整版)窗户检查为了确保窗户的安全和正常运行,我们建议进行定期的窗户检查。
本检查卡将帮助您进行全面的窗户检查,以确定是否存在任何问题或需要维修的部分。
检查项目在进行窗户检查时,请注意以下项目,并根据需要进行相应的操作:1. 检查玻璃:确保窗户玻璃完好无损,无裂缝或碎片。
如果发现任何损坏,请尽快修复或更换。
2. 检查框架:仔细检查窗户框架,确保没有松动或腐蚀。
如有需要,进行必要的补救措施,如紧固螺丝或更换框架部分。
3. 检查密封:检查窗户密封情况,确保没有漏风或进水现象。
如有必要,请重新密封窗户,以确保隔绝外部环境。
4. 检查开关和锁:确保窗户开关和锁能够正常使用。
如果发现任何问题,必要时进行修复或更换。
5. 检查操作系统:检查窗户的打开和关闭机制,确保系统运行顺畅。
如有需要,请润滑或调整操作系统。
6. 清洁窗户:定期清洁窗户玻璃和框架,以保持其外观和功能。
使用合适的清洁剂和工具,避免使用刺激性或腐蚀性物质。
维护记录请在下表中记录窗户检查的日期、问题描述和采取的措施。
这样可以帮助您跟踪窗户的维护情况,并及时采取必要的行动。
注意事项- 在进行窗户检查时,务必小心谨慎,避免损坏窗户或受伤。
- 如果您不确定如何处理某个问题,建议咨询专业窗户维修人员进行操作。
请根据此检查卡的指引,定期检查窗户,并记录维护情况。
这将有助于保持窗户的良好状态和功能,提高住宅的舒适性和安全性。
祝您窗户检查顺利!。
工序产品自互检考核办法
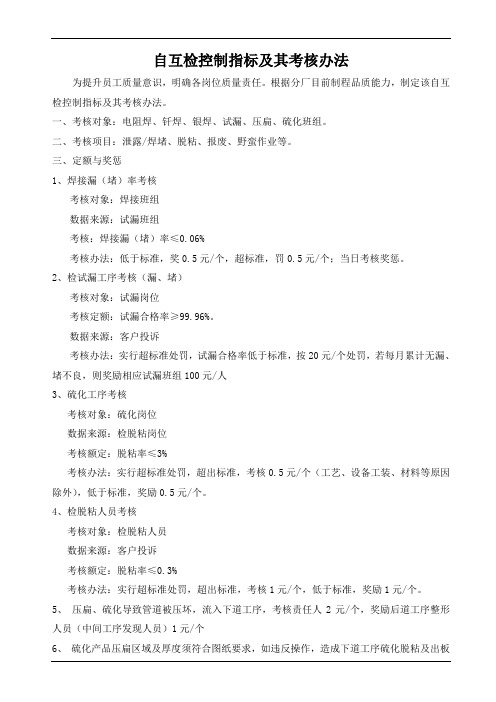
自互检控制指标及其考核办法为提升员工质量意识,明确各岗位质量责任。
根据分厂目前制程品质能力,制定该自互检控制指标及其考核办法。
一、考核对象:电阻焊、钎焊、银焊、试漏、压扁、硫化班组。
二、考核项目:泄露/焊堵、脱粘、报废、野蛮作业等。
三、定额与奖惩1、焊接漏(堵)率考核考核对象:焊接班组数据来源:试漏班组考核:焊接漏(堵)率≤0.06%考核办法:低于标准,奖0.5元/个,超标准,罚0.5元/个;当日考核奖惩。
2、检试漏工序考核(漏、堵)考核对象:试漏岗位考核定额:试漏合格率≥99.96%。
数据来源:客户投诉考核办法:实行超标准处罚,试漏合格率低于标准,按20元/个处罚,若每月累计无漏、堵不良,则奖励相应试漏班组100元/人3、硫化工序考核考核对象:硫化岗位数据来源:检脱粘岗位考核额定:脱粘率≤3%考核办法:实行超标准处罚,超出标准,考核0.5元/个(工艺、设备工装、材料等原因除外),低于标准,奖励0.5元/个。
4、检脱粘人员考核考核对象:检脱粘人员数据来源:客户投诉考核额定:脱粘率≤0.3%考核办法:实行超标准处罚,超出标准,考核1元/个,低于标准,奖励1元/个。
5、压扁、硫化导致管道被压坏,流入下道工序,考核责任人2元/个,奖励后道工序整形人员(中间工序发现人员)1元/个6、硫化产品压扁区域及厚度须符合图纸要求,如违反操作,造成下道工序硫化脱粘及出板处铝管被压伤的,考核压扁人员元1元/个,奖励后道工序发现人员1元/个8、电阻焊焊接时将管道压伤、虚焊流到后面工序,奖励后道发现人员1元/个,考核相关责任人元1元/个。
9、保压处发现管道漏为管道压伤、虚焊、铝管断、毛细管断的奖励发现人员10元/个,考核责任人10元/个,查不出责任人考核相关班组10元/个。
10、产品合格率控制考核对象:半成品生产各工序作业岗位考核定额:报废率≤0.05%。
考核办法:凡超定额报废按公司考核标准执行处罚:10元/只。
11、安全文明生产管理(1)、作业安全要求:严格执行公司《安全生产管理制度》规定!(2)、杜绝野蛮作业:各工段及其作业岗位必须做好文明生产工作,工件应轻拿轻放,严禁野蛮作业!否则,一经发现并查实,处罚当事人:一次5元、二次10元,三次以上者停职检查处理,并视其认识情况确定去留。
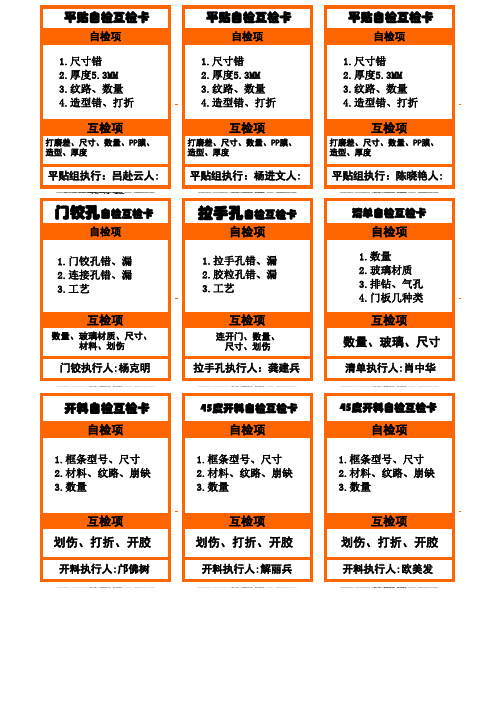
自检互检卡
互检项
数量、尺寸、边型、材料
配套执行人:张琼兰
电子锯互检自项检互检卡
打包自检互检卡 自检项
1.数量 2.按工艺打包
互检项
数量
打包执行人:王凤连
电子锯互检自项检互检卡
分膜自检互检卡 自检项
分膜尺寸
互检项
材料是否有质量问题
分膜执行人:阳琴
电子锯互检自项检互检卡
门铰执行人:杨克明
电子锯互检自项检互检卡
开料自检互检卡 自检项
1.框条型号、尺寸 2.材料、纹路、崩缺 3.数量
互检项 划伤、打折、开胶
开料执行人:邝佛树
电子锯互检自项检互检卡
平贴自检互检卡
自检项
1.尺寸错 2.厚度5.3MM 3.纹路、数量 4.造型错、打折
互检项
打磨差、尺寸、数量、PP膜、 造型、厚度
互检项 数数量量、玻材、璃料尺材、寸质划、伤、尺切寸错、
门组铰装孔执执行行人人::胡兴朋
电子锯互检自项检互检卡
A线执电行自优子人检化:锯项错
高手频工组装自检互检卡
自自检项项
21不胶123.....数平 水尺胶 数 胶量多寸水 水量、、比 搅、拼角例 拌松缝错均1动大0位匀、0、:、平1松0高整动低、
电子锯互检自项检互检卡
电手1.工尺子组寸锯尺互自装错寸检自自项检错项检互互检检卡卡
自检项
1.胶水比例100:10 2.数量、松动、平整 3.胶水搅拌均匀
互检项
尺寸、数量、孔位错
组装执行人:刘丽潘
电子锯互检自项检互检卡 拉清手洁孔自检自互检互检检卡卡
自检项
1.1修.补拉平手整孔错、漏 2.2门.板胶无粒明孔显错划、手漏 3.3卫.工生、艺标签、数量
鞋业公司5S检查表
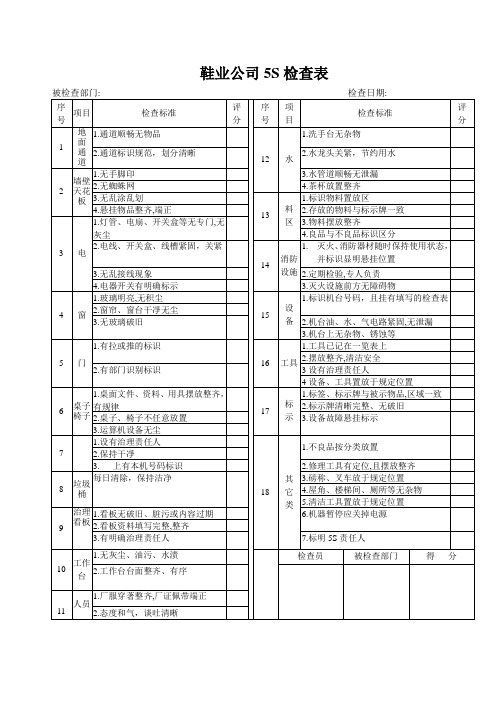
清
扫
地上、桌上是否杂乱?
3
垃圾桶是积得满满?
3
管路、配线是否杂乱?
3
供应开水处有无治理者表示?
3
墙壁、玻璃是否保持干凈?
3
小计
15
(四)
清
洁
机器有否保持干凈?
3
抽屉内是否杂乱?
3
私有物品有无依规定放置?
3
下班时桌上是否整齐?
3
是否遵照穿眷服装规定?
3
小计
15
(五)
教
养
是否有每周工作打算表来治理?
均为可用工具,缺乏保养.
工具有保养,有定位放置.
工具采纳目视治理.
3
零
件
不良品与良品杂放在一起.
不良品虽没实时处理,但有区分及标示.
只有良品,但保管方法不行.
保管有定位标示.
保管有定位,有图标,任何人均专门清晰.
4
图纸、作
业标示书
过期与使用中杂在一块.
不是最新的,但随意摆放.
是最新的,但随意摆放.
有卷宗夹保管,但无次序.
5
有无不用或不急用的夹治具、工具?
4
有无剩料等进期不用的物品?
4
是否“不必要的隔间”阻碍现场视野?
4
作业场所是否明确的区别清晰
3
小计
20
(二)
整
顿
仓库、储物室是否有规定?
4
料架是否定位化,物品是否依规定放置?
4
治工具是否易于取用,不用找寻?
5
治工具是否颜色区分?
4
材料有无配置放置区,并加以治理?
5
废弃品或不良品放置有否规定,并加以治理?
配送物料点检卡

生产日期 订单号 产品型号 计划数
点检人
备注: (1)物料不齐的,需写明所缺物料明细、实物盘点数量、规格型号; (2)物料点检卡由线搬运人员在每天下午15时前交至线长;
喷涂件
塑料件
五金件
布
包材
备注: (1)物料不齐的,需写明所缺物料明细、实物盘点数量、规格型号;
制造三部组装线物料点检卡(AS- 线)
生产日期 订单号 产品型号 计划数
点检人
喷涂件
塑料件
五金件
布
包材
制造三部组装线物料点检卡(AS- 线)
生产日期 订单号 产品型号 计划数
点检人
喷涂件
塑料件
五金件
布
包材
备注: (1)物料不齐的,需写明所缺物料明细、实物盘点数量、规格型号; (2)物料点检卡由线搬运人员在每天下午15时前交至线长;