压铆螺钉推.扭.拉力规范(公制)
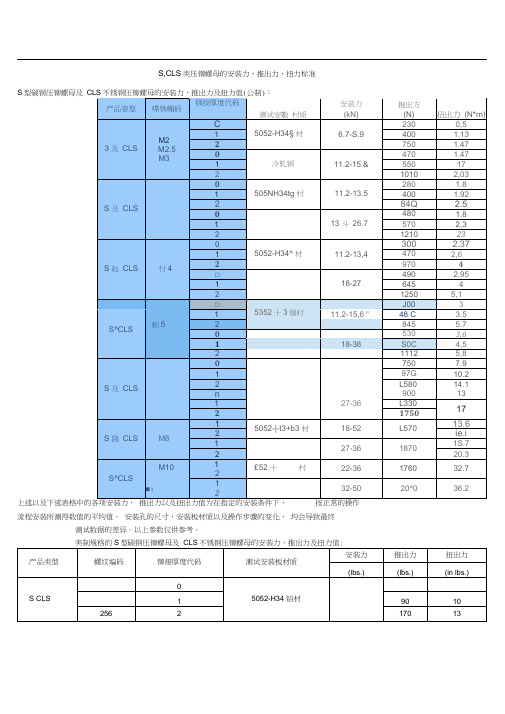
压铆螺母的安装力、推出力、扭力标准
5052-H34铝材
1
90
10
256
2
170
13
348
3
170
13
440
0
冷轧钢
13
1
125
15
2
230
18
3
230
18
0
5052-H34铝材
6
1
95
17
S CLS
632
2
190
22
3
190
22
0
冷轧钢
16
1
130
20
2
275
28
3
275
28
S CLS
832
0
5052-H34铝材
1
1
105
23
2
220
35
3
220
35
0
冷轧钢
26
1
145
35
2
285
45
3
285
45
S CLS
24
0
5052-H34铝材
6
32
1
110
32
2
190
50
3
225
50
0
冷轧钢
32
1
180
40
2
250
60
3
320
60
S CLS
1224
1
5052-H34铝材
63
2
285
70
3
5
70
1
冷轧钢
74
2
350
80
3
安装力、推力、扭力测试规范

Aluminum
6.7~8.9
280
9.2
1
400
11.5
2
750
15.0
0
Code-rolled
Steel
11.2~15.6
470
15.0
1
550
17.5
2
1010
21.0
S
CLS
M3.5
0
5052-H34
Aluminum
11.2~13.5
280
18.4
1
440
19.6
2
840
25.5
2070
M3
FH
1.6mmAluminum
29
12.9
890
17.3
3700
FHS
1.6mmAluminum
29
12.9
890
13.3
3070
FH
1.5mmSteel
59
14.7
125017.34Fra bibliotek00FHS
1.5mmSteel
59
14.7
1250
13.3
3070
M3.5
FH
1.6mmAluminum
S
CLS
M5
0
5052-H34
Aluminum
11.2~15.6
300
30.6
1
480
36.7
2
1190
58.1
0
Code-rolled
Steel
18~38
530
36.7
1
800
46.0
2
1410
公制螺栓拧紧力矩标准
公制螺栓拧紧力矩标准
公制螺栓拧紧力矩标准是指在安装和拆卸螺纹连接时,为保证螺纹连接的可靠性和耐久性,需要施加一定的拧紧力矩。
这个力矩的大小是根据螺栓的规格、材料、螺纹长度以及被连接件的材料等因素来确定的。
在中国,公制螺栓拧紧力矩的标准是由国家标准GB/T 15756-2018《紧固件螺栓、螺钉和螺母通用技术条件》规定的。
该标准规定了不同规格的螺栓在拧紧时所需的最小扭矩值,以确保螺纹连接的质量。
例如,对于M6×10的螺栓,其最小扭矩值为4.8N·m;而对于M8×20的螺栓,其最小扭矩值为9.8N·m。
这些数值是根据实验数据得出的,可以保证螺纹连接的稳定性和可靠性。
在实际使用中,螺栓的拧紧力矩可能会受到多种因素的影响,如螺纹表面的粗糙度、润滑情况等。
因此,在实际操作中,应根据具体情况进行调整,以确保螺纹连接的质量。
公制螺栓拧紧力矩标准是为了确保螺纹连接的质量和可靠性而制定的。
在使用公制螺栓时,应按照相应的标准进行操作,以保证螺纹连接的稳定性和耐久性。
通用压铆检验和操作规范

1.0目的:规范压铆螺母、螺柱、螺钉的底孔大小,压铆的操作方法以及压铆的相关检验数据,确保压铆后螺纹的可靠性。
2.0 内容:2.1通用压铆件底孔规范:表1:其中有下划线的为铝板的底孔.表2:备注:a.以上各表中没有的压铆件底孔,可参照PEM标准或请示后确定;b.底孔大小需用卡尺和孔规检验;C.需氧化的工件,压铆工艺需尽量排在氧化之后.2.2通用压铆操作检验规范2.2.1读图:依据工艺流程图和客户原图弄清压铆方向\压铆件的规格型号\压铆位置以及压铆数量;2.2.2 校对:确认压铆件的规格\型号(如:材质\螺纹\长度等)是否与图纸相符,检验工件上与之相应的压铆件底孔是否正确;2.2.3 调压:根据工件的形状和大小选用合适的压铆机床,再依据压铆件安装力规范(见附表)调整机床压力;2.2.4 制作首样:a.操作前需戴好手套,电镀\氧化和不作表面处理的零件严禁用裸手触摸,为防止压铆过程中划伤工作表面,可在机床上与工件相接触面贴耐高温胶纸保护;b.压铆过程中需持稳工件,需保持压铆平面与压铆方向垂直,且压铆件的摆放不能歪斜\偏位;2.2.5检验:a.压铆后目测压铆件是否与工件压铆平面贴紧\垂直(如图示): 压铆螺母: 压铆螺柱\螺钉:此面不得有凸起变形现象面与面相接触的缝隙需贴死此面需保持平整, 不得有凹凸不平变形现象FST0.400.001 REV1.0b.用螺钉\螺母实配检验螺纹是否变形,用扭力批和推拉力计检测压铆件的扭力矩和推拉力(标准数据见附表);C.做好首样检验记录,并交由品保签认,合格后贴好合格标签作为样件.3.0附表<<压铆螺钉力矩规范(PEM\公制)>><<压铆螺钉力矩规范(PEM\英制)>><<压铆螺母力矩规范(PEM\公制)>><<压铆螺母力矩规范(PEM\英制)>><<压铆螺柱力矩规范(PEM\公制)>><<压铆螺柱力矩规范(PEM\英制)>>说明:文中压铆件通指为压铆螺母\压铆螺钉\压铆螺柱的总称。
压铆螺母推力标准

压铆螺母推力标准摘要:一、压铆螺母推力标准的概述二、影响压铆螺母推力的因素1.材料2.螺纹规格3.安装方式三、压铆螺母推力标准的应用1.航空航天领域2.汽车制造领域3.建筑行业四、压铆螺母推力标准的重要性1.保障工程安全2.提高生产效率3.降低维修成本五、结论正文:压铆螺母推力标准是衡量压铆螺母在紧固过程中产生推力的一个重要指标。
在实际应用中,压铆螺母的推力直接影响着连接件的牢固程度和紧固效果。
本文将从压铆螺母推力标准的概述、影响因素、应用及重要性等方面进行详细阐述。
一、压铆螺母推力标准的概述压铆螺母推力标准是指在特定的安装条件下,压铆螺母在紧固过程中产生的推力应达到一定的数值,以确保连接件的可靠连接。
压铆螺母推力标准主要涉及材料、螺纹规格和安装方式等因素。
二、影响压铆螺母推力的因素1.材料:压铆螺母的材料对其推力产生直接影响。
一般来说,材料的硬度越高,推力越大。
此外,材料的热处理状态和化学成分也会对推力产生影响。
2.螺纹规格:螺纹规格是指压铆螺母的螺纹大小。
螺纹规格不同,推力也会有所不同。
通常情况下,螺纹规格越大,推力越大。
3.安装方式:压铆螺母的安装方式包括手动安装和自动安装。
安装方式的不同,会对推力产生一定的影响。
自动安装方式由于操作力度较大,推力往往大于手动安装方式。
三、压铆螺母推力标准的应用1.航空航天领域:航空航天领域的设备对连接件的可靠性和安全性要求极高,因此,压铆螺母推力标准在此领域具有重要的应用价值。
2.汽车制造领域:汽车制造领域中,压铆螺母推力标准主要应用于汽车车身、悬挂系统、发动机等关键部件的连接。
3.建筑行业:建筑行业中,压铆螺母推力标准主要应用于建筑结构件的连接,如钢结构、钢筋混凝土结构等。
四、压铆螺母推力标准的重要性1.保障工程安全:压铆螺母推力标准是确保连接件可靠连接的重要依据,符合标准的压铆螺母可以有效保障工程安全。
2.提高生产效率:在生产过程中,使用符合压铆螺母推力标准的螺母,可以降低因螺母质量问题导致的生产事故,提高生产效率。
铆接推扭力检验作业指导书

铆接推扭力检验作业指导书
1.目的
规范压铆螺母,螺柱,销钉之检验之压铆及检验标准。
2.范围
适用公司钳工及所有产品铆接工序。
3.定义略
4.权责略
5.检验标准
5.1所有压铆螺母,螺柱,销钉必须符合检验规范之相关规定
5.2五金件压铆底孔尺寸,铆合前必须严格检验,符合蓝图尺寸和压铆参数。
5.3压铆良好,不允许存在压斜,压偏和未压到位等不良现象。
目测贴合面不允许有间隙,背面变形,不平等现象,工件不允许存在划伤、压伤、变形等缺陷。
5.4检测时分别按附表进行非破坏性检测。
5.5检测后工件不允许有变形,刮伤等缺陷,目视贴合面无间隙,五金件不存在松动脱落,螺牙良好无缺损。
5.6检测时工件放置平稳,防止工件变形。
5.7非压紧内翻边铆合,五金件翻边口不允许有毛刺、开裂、翻边不到位等不良现象。
5.8压紧内翻边铆合,铆合良好,不允许松动,五金件翻边口不允许有毛刺、开裂,翻边不到位等不良现象,并做抗推力扭力检测。
6.非破坏性检测参数
6、1螺母压铆要求:(如下图)
6.1.1 铆合必须牢固,贴合面不得有间隙,能抗标准推扭力.
6.1.2 螺牙良好,不得变形,破裂。
6.2.螺柱铆合要求(如下图)
6.2.11 铆合必须牢固,贴合面不得有间隙,能抗标准推扭力。
6.2.2 垂直度保证90.0°±0.5°
6.3 销钉铆合要求:(如下图)
6.3.1 铆合必须牢固,贴合面不得有间隙,能抗标准推扭力。
6.3.2 直度保证90.0°±0.5°。
压铆力矩技术规范

Hale Waihona Puke 压铆力矩技术规范核准: 审核: 制订: 日期: 2006.11.07
富力达工业有限公司工程部
版次:V1.0 第1页 ,共14页
1. 目的
为针对本公司压铆类产品的生产及性能检测特拟定本规范。
2. 适用范围
本标准适用于本公司的压铆类产品的生产及质量检验,也可用于指导外购件的验收。 当客户有指定标准时,则依客户标准为准。
5. 鉴定状态的保持
经过富力达公司鉴定的工艺,在未得到富力达公司工艺部门和质检部门的同意之前, 改变任何可影响性能质量的工艺参数,否则将重新进行鉴定。
6. 附表
6.1 压铆螺钉力矩规范(公、英制),共6页。 6.2 压铆螺母力矩规范(公、英制),共4页。 6.3 压铆螺柱力矩规范(公、英制),共2页。
3. 加工工艺要求
3.1 产品生产时采用冲床或油压机进行加工。 3.2 压铆的安装力矩大小需依附表为基准,若有需要,视实际生产情况作适当调节。 3.3 压铆后,需保证其与被压产品表面垂直、相吻合,无压偏、压斜、变形、间隙、漏 压等现象。
4. 质量检验
4.1 压铆后,应对其抗推力、扭力及螺纹作检测。检测标准依附表为标准,每批生产零件 至少测三件。 4.2 生产方必须具有以下检测仪器:推力计、扭力计、螺纹规,并能进行合格的操作。所 有检测仪器设备都必须具有有效的检验合格证。
压铆螺钉力矩规范(PEM/公制)
规格 类型及材料 TFH TFHS M3 TFH TFHS TFH TFHS M4 TFH TFHS TFH TFHS M5 TFH TFHS 0.6mm钢板 0.6mm钢板 52 52 26.7 17.8 845 710 2.4 3.4 0.6mm钢板 0.6mm钢板 0.5mm铝板 0.5mm铝板 52 52 28 28 17.8 13.4 15.6 13.4 755 670 530 350 2.7 3 1.5 1.7 0.6mm钢板 0.6mm钢板 0.5mm铝板 0.5mm铝板 52 52 28 28 12.5 6.7 12.5 9.8 710 490 490 310 0.9 1 1.4 1.3 板厚及材质 0.5mm铝板 0.5mm铝板 材质硬度 28 28 安装力 (KN) 5.8 5.3 抗推力 (N) 356 245 扭力矩 (N.m) 0.9 0.8
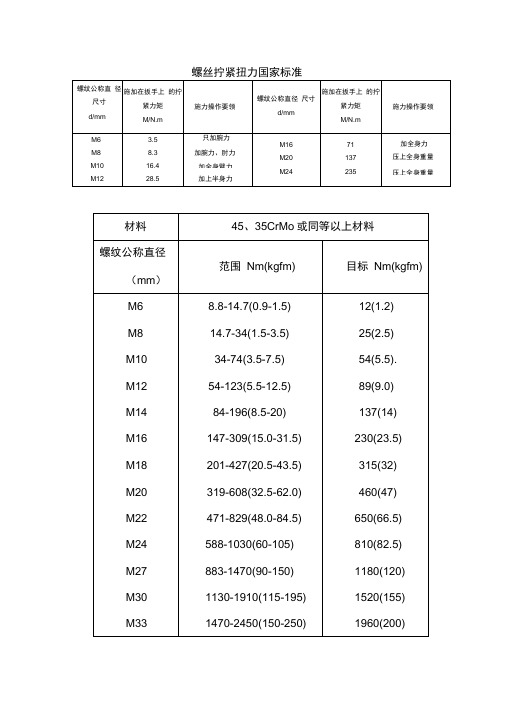
螺丝拧紧扭力国家标准
加上半身力
材料
45、35CrMo或同等以上材料
螺纹公称直径
(mm)
范围Nm(kgfm)
目标Nm(kgfm)
M6
8.8-14.7(0.9-1.5)
12(1.2)
M8
14.0
34-74(3.5-7.5)
54(5.5).
M12
54-123(5.5-12.5)
螺丝拧紧扭力国家标准
螺纹公称直 径尺寸
d/mm
施加在扳手上 的拧紧力矩
M/N.m
施力操作要领
螺纹公称直径 尺寸
d/mm
施加在扳手上 的拧紧力矩
M/N.m
施力操作要领
M6
3.5
只加腕力
M16
71
加全身力
M8
8.3
加腕力、肘力
加全身臂力
M20
137
压上全身重量
M10
16.4
M24
235
压上全身重量
M12
89(9.0)
M14
84-196(8.5-20)
137(14)
M16
147-309(15.0-31.5)
230(23.5)
M18
201-427(20.5-43.5)
315(32)
M20
319-608(32.5-62.0)
460(47)
M22
471-829(48.0-84.5)
650(66.5)
M24
螺丝拧紧扭力国家标准螺纹公称直径尺寸dmm施加在扳手上的拧紧力矩mnm施力操作要领螺纹公称直径尺寸dmm施加在扳手上的拧紧力矩mnm施力操作要领m6m8m10m123583164285只加腕力加腕力肘力加全身臂力加上半身力m16m20m2471137235加全身力压上全身重量压上全身重量材料4535crmo或同等以上材料螺纹公称直径mm范围nmkgfm目标nmkgfmm6m8m10m12m14m16m18m20m22m24m27m30m33m36m3988147091514734153534743575541235512584196852014730915031520142720543531960832562047182948084558810306010588314709015011301910115195147024501502501860304019031022603630230370121225255455
压铆螺钉标准

8 10 12 15 18 20 25 30 NA 1
3.5 5.3 2.3 6.4
4
FH FHN FHS FHA 4 mm NA 8 10 12 15 18 20 25 30 35 1
4.1 6 2.3 7.1
5
FH FHN FHS FHA 5 mm NA 8 10 12 15 18 20 25 30 35 1
6.6 8.2
3 7.9
M8x1.25 FH FHS NA M8 NA NA NA 12NS 15 18 20 25 30 35 2.4 8
8.6 9.6 3.7 9.6
NS 无库存,仅在接到特殊订单时安排生产。 NA 无. (1) 查阅FH-13了解安装治具的要求.
FH-4 PennEngineering •
FH4 & FHP(平头)不锈钢专用螺栓为最薄板料厚度至.040"/1mm 的不锈钢板材提供高强度螺纹。FHP螺栓具有高抗腐蚀能力。 两款螺栓专为硬度小于或等于HRB92的不锈钢板材设计(见FH-9 页)。
TPS(平头)导向销钉 可 满足有定位,转动及对中要求的各种应 用环境。带倒角的设计使产品可轻松导入安装孔内。(见FH-10 页)。
1.0 孔 尺寸
+.003
(1) -.000
产 品 最 大 孔
孔中心
与安装
H ± .015
S 最大值
板边缘 最小
距离
.086-56 (#2-56)
FH
FHS
NA 256
4
5
6
8
10 12NS NA NA NA NA .040 .085 .105 .144 .075 .187
5
6
8 10 NA NA NA NA NA .040 .085 .15 .075 .19