精梳锡林与顶梳的优化配置
前纺降低棉结的工艺措施
前纺降低棉结的工艺措施纱线棉结的数量直接影响纱线的外观质量、条干CV值以及布面风格,因此在纺纱生产过程中必须严格控制棉结的产生,控制棉结要从原棉采购做起,达到规定的指标要求方可入库。
由于纺纱工序多,各工序承担着不同的工作任务,清除棉结主要集中在前纺设备中完成,要保证前纺各工序设备的完好状态,合理设定各单机的工艺参数,如工艺速度、牵伸隔距等。
一、影响棉结的主要因素1.1 原棉采摘及加工对棉结的影响棉花一般有机器自动采摘和人工采摘两种采摘方式。
机器采摘的原棉含杂相对较高,也会增加一定数量的棉结,所以优质棉、长绒棉大多采用人工采摘,以降低原棉的含杂率,减轻轧棉设备的除杂压力,减少原棉棉结数量。
棉花在轧花过程中,有些棉籽被打碎变成杂质附入到原棉中。
棉花轧花加工的方法不同,产生的棉结也不同,在加工同一批号的棉花时,皮辊棉加工出来的原棉棉结一般在140粒/g左右,而锯齿棉加工的棉结一般在230粒/g左右,锯齿刀片在分解棉籽时,在对棉纤维进行搓擦剥离时易产生棉结,同时增加索丝和短绒,在纺纱设备加工时容易形成纱线棉结。
1.2 原棉成熟情况对棉结含量的影响(1)成熟度不良的原棉,纤维的弹力、强力都较差,在握持打击、梳理时容易折断而产生新棉结。
(2)原棉的成熟度和细度一般由马克隆值表示,原棉成熟度越好、马克隆值越高,在纺纱工艺中棉结产生越少,而成熟度低的纤维,刚性差、单根强力低,在打击力度相同的条件下,容易产生棉结和短纤维。
如在清花打手速度为820转/分时,由于马克隆值不同产生的棉结及短绒也不同,但降低打手速度情况会有改善。
(3)在选用原棉及优化清梳联工艺参数时,除了要考虑纤维的长度、细度、含杂、短绒等指标外,还要注意合理控制马克隆值和纤维成熟度,选用范围一般控制在3.8~4.2之间,以确保减少棉结,稳定成纱质量。
1.3 前纺各工序对棉结的影响清花是纺纱工艺流程中产生棉结较多的工序,清花工艺配置不合理(如打手速度设计不当),开松除杂效果不良,都会造成棉结增多,因此在设定清花工艺参数时,应重点考虑降低短绒率和棉结的相关措施。
E86精梳机高效梳理器材配置解析

E86精梳机高效梳理器材配置解析陈玉峰;王平;王子峰【摘要】探讨了E86精梳机的梳理针布配置.分析了E86高效精梳机采用"重定量、短喂给"工艺措施实现低落棉、高质量针布配置的特点,并与传统针布配置规格进行了对比.通过实例介绍了配置高密度渐密锡林和顶梳针布的设计机理和进步特点.认为:精梳锡林和顶梳采用增加梳理扇面、提高梳理齿密、合理齿型设计、强化表面处理提高光洁度等措施,提高了精梳梳理度和穿刺能力,解决了容易嵌花,长纤维流失,短纤维进入精梳条,齿尖不耐磨损等问题,有利于E86精梳机实现高速高产高质高效.%The technique of"heavy ration and short feeding"on an E86 high-efficiency comber by which low noil and high quality clothing configuration were obtained was analyzed. The configuration of the machine was compared with that of the traditional card clothing. The design mechanism and progress characteristics of gradually-thick cylinder and top comb card clothing were introduced with a practical example. It is pointed out that,by increasing carding sectors,thickening cardingtooth,reasonably designing tooth shape,improving finishing by surface treatment in the technique of the combing cylinder and top comb,the combing degree and stab ability was improved,thus the problems such as inlaid cotton,long-fiber loss,short fiber in combing sliver and abrasion-nonresistant tooth tip were solved.【期刊名称】《辽东学院学报(自然科学版)》【年(卷),期】2018(025)002【总页数】9页(P86-94)【关键词】精梳机;精梳锡林;顶梳;工艺;梳理;棉结【作者】陈玉峰;王平;王子峰【作者单位】光山白鲨针布有限公司,河南光山465450;舞钢银龙纺织有限公司,河南平顶山462500;项城市纺织有限公司,河南周口466200【正文语种】中文【中图分类】TS103.8E86型精梳机使用加密锡林、加密顶梳、锡林变速梳理技术、等隔距梳理工艺、大角度锡林梳理面积等,在降低精梳落棉率的同时,成纱品质得到明显改善。
如何提高梳棉质量?

本文摘自再生资源回收-变宝网()如何提高梳棉质量?目前,棉纺织企业在考核梳棉棉条质量的指标时,主要参考棉结、条干不匀率、棉网清晰度等指标。
因此如何改善这些指标一直都是车间技术人员的工作重点。
下面就如何降低梳棉机成纱棉结、改善精梳棉网清晰度等做一介绍。
1、改变工艺参数降低FA224型梳棉机成纱棉结我公司先后购进郑州纺织机械有限公司研制的FA224型高产梳棉机17台,生产过程中发现,该机成纱千米棉结较A186F型高,我们通过改变刺辊速度、出条速度、梳理工艺等多参数,成纱千米棉结明显改善了。
提高刺辊速度可提高纤维分离度,但也容易造成短绒多的情况,由于分离度比短绒对成纱质量影响更大,因此在原料含杂高或开松度较差的情况下,应尽量提高刺辊速度。
随着梳棉机产量的提高,盖板速度也随之加快,每根盖板在工作区停留的时间减少。
在一定范围内,加快盖板速度,也可以降低成纱千米棉结。
出条速度主要是控制梳棉机的单产。
一般高产梳棉机道夫转移率比较高,从而降低锡林针面负荷,增强针面对纤维的分梳能力,但道夫转移率不能过高,否则平均循环分梳次数过少,棉网中“锡林一转,一次工作区分梳”成分增多,而多次工作区分梳成分减少,恶化棉网质量。
从试验结果可看出:出条速度与成纱棉结成正比关系。
因此在供应富裕的情况下,出条速度尽量偏低掌握。
理论上,梳棉机隔距应该采用紧隔距实现强分梳,但当棉纤维体积较大时,部分隔距不宜采用紧隔距,适当放大也可减少棉结生成。
棉结对纱线评等影响较大,合理配置梳理工艺,特别是梳棉工序的工艺参数,可减少棉结。
提高锡林和刺辊表面的线速比,刺辊上的纤维会顺利向锡林转移,减少了刺辊返花,降低了刺辊和锡林间的纤维搓揉形成棉结。
锡林与刺辊间的速比越大,纤维发生搓揉而形成棉结的几率就会越低。
适当加大道夫与压辊的牵伸倍数可改善纤维的平行伸直度,最终促使成纱棉结降低。
2、加装自调匀整装置降低A186型梳棉机生条长片段不匀自调匀整装置一般由检测部分、转换部分、调节部分和执行部分组成。
优化工艺参数 提高精梳质量
产品的质量 。通过优化工艺参数 ,选 出最佳生产工艺,使产品质量得以明显改善.
关键词:工艺参数 精梳质量
表1
锡 林 转 速 ( 次/i ) 钳 m n
l0 2 9 6
1 言 前
精梳产品的质量问题曾一度使我们的精梳产 品无法在市场上准确定位 , 为此 , 我们从工艺 、 设 备、操作三方面下手 , 尤其是从优化工艺参数方 面 ,各方密切配合 , 优化最佳工艺 ,纺出客户满 意的精梳产品。
表4
罗拉速度 ( m n H i)
39 05 2 l 50 25 20
捻系数
9 7 13 0 l3 1
条干 0 %( / 平均值)
43 .2 4 1 .0 39 .4 40 .4 37 .2 4 3 .l
.8 2 2 .0 2 6 .3 2 3 . l 2 3 .1
测试 项目
\ 测试 \ \
\标 指
9 ‘
1 0 ‘
1 1 ‘
1 2 ‘
平均
皮 \ 辊
状 态
\
4 /6 85 4 /0 45 38 .7 3 6 .2 5 /8 05 4 /6 85 3 7 .4 34 .l 4 /2 65 4 /4 65 4 5 .0 4 3 .0 4 /6 8 5 4 /4 65 3 9 .5 3 7 .9
前 后 指标 测 试 如 下 ,见 表 3
表3
‘
( :H 4 1 注 Y 9 粗纱 机随机钳 口最 小为 4 rm) . 5 a o 23 罗拉 隔距选 择 ,见表 6 ,. 2
表6
罗 拉 隔距 ( ) 衄 条干 C%( Y 平均 值 )
精梳(讲义)

精梳第一节精梳工序概述一、精梳工序的任务在普梳纺纱系统中,从梳棉机上下来的生条存在很多缺陷,如含有较多的短纤维、杂质、棉结和疵点,纤维的伸直平行度较差。
这些缺陷不但影响纺纱质量,也很难纺成较细的纱线。
因此,对质量要求较高的纺织品和特种纱线,如细特纱、轮胎帘子线等,均采用精梳纺纱系统。
精梳工序的任务是:(1)排除短纤维,以提高纤维的平均长度及整齐度,改善成纱条干,减少纱线毛羽,提高成纱强力。
一般梳棉生条中的短纤维含量约占12%~14%,当精梳工序落棉率为13%一16%时,可排除生条中的短纤维约为40%~50%。
(2)排除条子中的杂质和棉结,以减少细纱断头和成纱疵点,提高成纱的外观质量。
在正常工艺条件下,精梳工序可排除生条中的杂质约为50%~60%,棉结约为10%一20%。
(3)使条子中纤维伸直、平行和分离,以利于提高纱线的条干、强力和光泽。
梳棉生条中的纤维伸直度仅为50%左右,精梳工序可把纤维伸直度提高到85%一95%。
(4)并合均匀、混和与成条。
通过喂入时的并合,使不同条子中的纤维充分混和与均匀,并制成精梳条,以便下工序加工。
例如,梳棉生条中的重量不匀率为2%~4%左右,而精梳制成的棉条重量不匀率仅为0 .5%~2%。
精梳工序由精梳准备机械和精梳机组成,精梳准备机械提供质量好的精梳小卷供精梳机加工。
二、国产精梳机的发展1958年上海国棉二厂参照国外精梳机,设计制造了我国第一台精梳机,命名为红旗牌精梳机。
20世纪60年代初期,我国研制了A20I型及A201A型精梳机,车速为116钳次/min,从而结束了我国不能生产精梳机的历史。
到了20世纪70年代,针对A201A型精梳机分离罗拉传动机构中存在的磨损大、振动大等问题进行了改进,出现了A201B型精梳机;之后将A201B型精梳机的单筒双条改为双筒单条.并对分离罗拉传动机构进行了改进,更名为A201C型精梳机,车速为145钳次/min。
20世纪70年代末,通过对引进设备的消化吸收,于80年代初研制开发了FA251型精梳机,车速为180钳次/min,同时又对A201c型精梳机进行了多项改进,设计制造了A201D型精梳机,车速为165钳次/min。
纺纱工艺设计与质量控制
纺纱工艺设计与质量控制第一章棉纺工艺设计一、棉纺基本概念1、棉纺产品:用棉纺设备将多种纤维加工成的纱线制品。
2、棉纺特点:工艺流程短,速度高,设备完善,对纤维适应性广,加工成本低。
棉纺产品品种繁多,风格各异。
3、棉纺设备可加工:传统的棉花、各种棉型化纤、中长化纤、长丝、以及其它天然纤维的纯纺和混纺。
4、棉纺规模:以细纱锭子数和转杯纺头数来表示棉纺厂的规模大小。
5、棉纺产品开发设计包括:棉纺新原料的开发、混纺纱不同混纺比的设计、新原料和新品种的工艺设计、多种花式纱的设计与加工方法。
三、棉纺工艺设计纺纱工艺是纺纱加工中的流程和各机件的参数设置的总称。
在纺纱工艺设计时,既要考虑到设备及其状态,更要考虑到所加工的纤维原料的性能和最终产品(纱、线)的要求。
1.纺纱系统:普梳、精梳、混纺纱、新型纺、中长化纤、废纺,后加工新型纺纱开清棉梳棉→并条(2道)→新型纺纱。
中长纺中长专用开清棉设备→M 型梳棉机→并条(2-3 道)→粗纱→细纱。
废纺系统:利用下脚纺制棉毯等。
开清→梳棉→粗纱→细纱。
后加工2.原料:(1)棉籽棉轧棉→皮棉→打包→送到纺织厂锯齿棉皮辊棉打包国产棉包规格:100×42×60cm,V=0.25m܁,密度300~360kg/m܁,G=75~90kg。
标注唛头、产地、规格等。
棉花品级及参考指标:中国按成熟度、色泽、轧棉质量分级。
纺织部颁发:细绒棉分七级,长绒棉分五级,三级为标准级。
美国按色泽、强力、长度、细度及成熟度(马克隆值)等分级。
采用大容量快速仪HVI检验原棉所有指标。
(2)化纤品种:粘胶(人造棉)、莫代尔、丽赛、天丝、竹纤维涤纶(聚酯)腈纶(丙烯腈)锦纶(聚酰胺、尼龙)维纶(聚乙烯醇、维尼纶)丙纶(聚丙烯)芳纶(芳族聚酰胺)氨纶聚乳酸化纤分等及质量指标分等按内在质量和外观疵点分:内在质量:断裂强度、断裂伸长、细度偏差、长度偏差以及超长纤维、倍长纤维等。
外观疵点:粗丝、并丝、异状丝、油污纤维。
国产新型精梳机性能分析与整体锡林和顶梳的选配

国产新 型精 梳机 和新 型精梳 锡林 、 梳推 出对 我 国纺织 工 业技 术进 步 和提 升企业 经 济效益 意 义重 大 。 顶
( ) 不碰撞 分 离皮 辊前 提下 , 梳采 用 了前移 设计 , 分发 挥顶 梳梳 理功 能 。 7在 顶 充 ( ) 型精 梳机 采用 中支 点式 钳板 结构 , 理 隔距变 化小 , 理负 荷均 匀 , 8新 梳 梳 梳理效 果 好 。
( ) 型 钳板 采用 二点 握持 , 9新 并增 加 加压 , 对须 丛 握 持牢 固 , 少 上钳 唇 下 压深 度 , 梳须 丛 死 隙长 度 减 受 明显减 小 , 提高梳 理 效果 。 (0 锡林 定期 慢 速 , 高 毛刷 清刷 效果 , 1) 提 防止 锡林 嵌 花 , 高运 转 稳定性 。 提 ( 1 给棉 罗拉 位 置前移 , F 26精 梳 机与 F 2 1 梳 机相 比 , 棉 罗拉 位 置前 移 1. 1) 如 A6 A6 精 给 12mm, 小 分 减
柄半 径 由 7 . m减 至 7 7 5m 0mm, 减小摆 动 惯量 、 动和 冲击 , 利 于 运 动稳 定 和 高速 , 离 提 早 , 合 长 度 振 有 分 接
增加 , 提高接合质量。
( ) 离 罗拉传 动 机构设 计 增加 接合 长度 , 短有 效输 出 长度 , 原 F 26有效 输 出长度 为3 . 5分 减 如 A6 17mm, 改进后 F 29有效 输 出长度 为 2 .8m 增 加 了精 梳结 合 棉 网的 接合 长 度 , A6 64 m, 以提 高棉 网结 合 牢 度 ,防止 , 因棉 网高 速抖 动而 伸长 , 改善 精梳 条 的条干 均匀 度 。 可 ( ) 有钳 板定 位停 车功 能 , 6具 钳板 每次 停 车都停 在最 前 端 。
国产新型精梳机性能分析及整体锡林与顶梳的选配
【1 0】 ・ 2 0 2・
机 型
SXFA 2 9 9B FA29 9 8 8
BH FA 29 6 BH FA 2 9 9 B¥ 28 9 8
3 OO
CM 6O 0
8
3 0 0 6 O O
H C35 O
8 30 0 65 O 60~ 8O 25~ 51
25 ~ 51
6 O~ 8 O
25 ~ 51 5~ 25
6 O~ 8 O
2 5~ 5 1
6 0~ 8O
2 5~ 5 1
6 O~ 1 O O 2 5~ 5 1
落棉率/
喂入 方 式 锡林弧度/ ( 。 ) 理论速度/ ( 钳次 ・ ai r n 。 )
中 图分 类 号 : T¥ 1 0 3 . 2 3 1
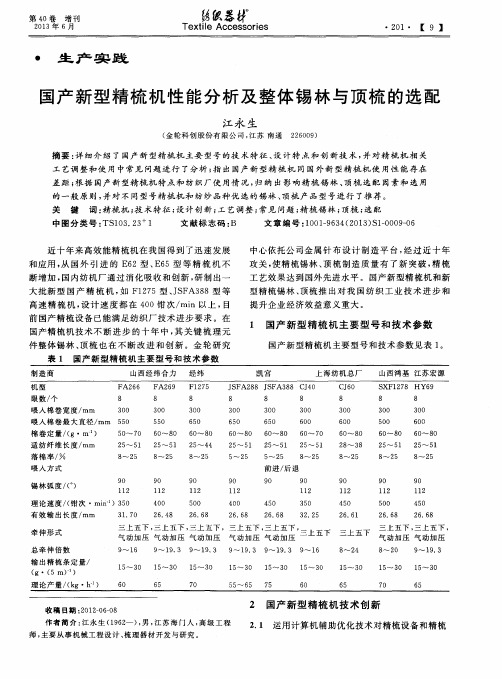
近 十年来 高 效能 精梳 机在 我 国得到 了迅 速发展 和应 用 , 从国外引进 的 E 6 2型 、 E 6 5型 等 精 梳 机 不 断 增加 , 国内纺 机厂通 过 消化 吸收 和创新 , 研 制 出一
大批 新 型 国产 精 梳 机 , 如 F 1 2 7 5型 、 J S F A3 8 8型 等
摘要 : 详 细介 绍 了国产新 型精 梳机 主要 型 号的技 术 特征 、 设 计 特 点和 创 新技 术 , 并 对 精梳 机 相 关 工 艺调整 和使 用 中常见 问题进 行 了分 析 ; 指 出国产 新型 精梳 机 同 国外新 型 精梳 机 使 用性 能 存在 差距 ; 根据 国产新 型精梳 机特 点 和纺 织厂使 用情 况 , 归纳 出影 响 精梳 锡 林 、 顶梳 选 配 因素和 选 用
2 国产 新 型 精 梳 机 技 术 创 新
2
有关精梳工艺优化和精梳器材优选的探索

t a v n e s e s a d i u t fc mb d sie o l e r d c d atr ma i g f l u e o a h c mb r f n t n a d h te e n s ,n p n mp r y o o e l r c u d b e u e fe k n u l s f e c o e u ci n i v o
Optm ia in Dic s in o i z to s u so f
Co bi g Pr c s i g a d Co b ng Ac e s r e m n o e sn n m i c s o i s
H e YLeabharlann k ng na (ig e Y hi i n e eh o g eeom n o ,Ld ) J w i u u H g a dN wT cnl yD vl et 。 t。 n h o p C
我 国纺织 工 业 快 速 发展 , 国的 棉纺 纱 锭 将 全 超 过 900万 锭 , 精 梳 纱 的 占有 量 仅 为 2 % 左 0 但 4 右 , 欧美 国家 的精梳 纱 占有量 已经 达 到 6% 以 而 0
上 。为 了提高 纺 织 品 的 档次 , 强纺 织 品在 国际 增
用, 可将 锡林 调整 定位 的分 度数 由 3 7分度 提前 到 3 6分度 , 前排金 属齿 条齿 尖 都 能 充 分参 与 梳 理 使 工作 , 每一 只齿 尖都 能发 挥梳 理功 能 。 使
o tm iig ke e e s r c e s re . p i zn y n c s ay a c s o s i
Ke o d Co i g yW r s mb n ,C r i g a d n ,Ai x a s C p c t rE h u t a a i y,Ne ai e P e s r ,J itW a e y i d r o o g t r su e on v ,C l e ,T p C mb v n
FA261A型精梳机顶梳嵌花问题的改进实践

型精梳机顶梳嵌花问题的改进实践阎彬张福田(经纬纺织机械股份公司)魏保平(广州广纺联集团)导致顶梳锡林嵌花的原因及工艺探讨!锡林顶梳的基本工作原理在精梳机每一钳次的四个工作阶段中的锡林分梳阶段和接合分离与顶梳梳理阶段,锡林和顶梳分别起着梳理作用,顶梳梳理是否顺畅,将会影响纤维对顶梳的充塞。
如图所示的接合分离和顶梳梳理阶段,由于顶梳位置随钳板的前摆逐渐降低,纤维丛嵌入顶梳,被分离的纤维慢速向前运动,从顶梳针隙抽过而被梳理,短纤维、棉结、杂质被阻留于顶梳后,在下一个循环中被锡林带走,但如果顶梳针隙充塞,将使被分离纤维通过针隙受阻,短绒杂质等较多地被阻留于顶梳针后,引起下一个循环锡林塞花,导致纤维梳理质量下降。
因此顶梳插入深度应尽量深入到纤维丛,对落棉和杂物的分离影响较大,顶梳到精梳锡林的分离距离为。
图顶梳梳理示意图顶梳;梳针;棉丛;刺入深度。
!改进前顶梳的调试方法在型精梳机中,顶梳机构是固定式的,它由特制的固定弹簧装置固定在上钳板的侧部,其梳针托脚系采用铝合金制成,原来的顶梳调试是机器在分度时,松开顶梳托脚结合件的螺钉,放入顶梳专用定规,保证有最小的间隙。
个眼都应调节,而且调好每一个眼的顶梳后,必须重新检查左右两边的这个间隙是否保持正确位置,但用这个基本方法调试后仍存在着顶梳嵌花现象,而且棉结数较高。
改进后的调试方法经过反复摸索与比较试验,我们发现顶梳的梳理角度是影响顶梳嵌花的主要原因,通过图、图所示方法较好的解决了顶梳嵌花问题。
调校方法如下:将机器调至分度,松开顶梳托脚结合件的螺钉,并将其推入最后位置,在保证钳板钳唇与顶梳不碰(约)时,将顶梳座的螺钉紧固。
个眼都须进行调节,调好每一个眼的顶梳后,必须重新检查左右两边眼的这个间隙是否保持正确位置,此时顶梳专用定规与顶梳的距离约,也就是放大顶梳与其定规间的间隙。
由此大大改善了顶梳嵌花的问题,而且降低了棉结数。
此外,一般的重量、强分梳、多排除短绒势必增加顶梳的梳理负担,容易造成顶梳挂花。
精梳机顶梳的作用分析及改进

顶梳 梳针多 为锡焊 , 手工 操作 , 动条 件 劳 差 , 率低 , 难 做 到 每 根 梳 针 根 部 渗 透 均 效 且 匀、 光滑 , 导致较 易缠挂 导致 嵌花 。若 遇重定 量、 长给棉 、 高速 的精 梳 工 艺 , 梳 的 高 低 进 顶
出位 置稍有 偏 差 , 间 温 湿度 较 高 时 , 绒 、 车 短 结杂极 易 淤塞 于 顶 梳根 部 , 加 挡 车 工 的 清 增 洁难 度 , 化棉 网质量 。 恶
形势 。
由于 存在 以上 问题 , 大大 降 低 了顶 梳 的 功效 ; 而嵌 花 、 弯针 、 并针 、 至断针 又必然会 甚
降低 其排 除短 绒 、 杂 的能力 , 加有 效纤 维 结 增
同一 被梳 理 的纤 维 层 , 每一 循 环 受 锡 林 和顶梳 的梳理 程度 是大 不一样 的 。由于 每一 钳 次的 给棉 长度 远 小 于 被梳 理 纤 维 的 长 度 ,
一
的损 失 , 会造 成规 律性 的破边 、 还 破洞 、 网 , 破 而且 严重 时会 影响 生产 的正 常进行 。
根纤维 被锡 林梳 理约 3 ~4次 , 际被 梳长 实
3 改 进 措 施 及 发 展 趋 势
3 1 优 化精梳 准备 工 艺减轻 顶梳 负荷 .
度 约为其 全 长 的一 半 左 右 , 下来 尾 端 的梳 余 理 由顶 梳来 完成 。因此 存 在 巨大 反 差 , 先 首 顶 梳的负 荷量 , 锡林 按 2 1万 齿 ( 1 4 . 按 4 9型 估算 ) 顶 梳 一 般 约 7 0针 ( 幅宽 3 0 m, , 8 按 0r a
2 0
纺 机 设 备
山 西 纺 织 服 装 21. 0 3 2
精 梳 机 顶 梳 的 作 用 分 析 及 改 进
棉精梳机整体锡林总齿数的确定方法
引言锡林是棉精梳机上最主要的梳理元件。
锡林的齿形结构和总齿密,对锡林的梳理效果非常重要。
齿形结构的不合理会影响锡林梳理中的嵌花,从而影响梳理指标。
锡林总齿数指的是整体锡林作用在棉卷宽度上的针齿数量,是可以严重影响锡林梳理效果的重要参数。
锡林总齿数过多过少都会影响锡林对纤维的梳理效果,所以总齿数一定要合理。
针齿过密会损伤纤维甚至断裂,增高了落棉率;针齿过稀纤维得不到充分梳理,则达不到棉精梳质量的要求。
因此,必须根据实际生产中的原棉类型与棉精梳质量的要求选择适合的锡林总齿数,避免出现上述两种情况,提高纤维梳理效果。
具体锡林总齿数的确定需要大量的实际经验和科学合理的理论研究与指导。
本文通过分析原棉纤维类型、棉精梳质量的要求与精梳工艺参数和锡林总齿数的关系,利用实际生产中出现的一些问题,为确定棉精梳机整体锡林总齿数提供一定的实际经验和理论依据。
1确定精梳锡林总齿数的重要性随着纺织技术的迅速发展和消费客户对纺织产品越来越高的要求,各个纺织企业已经将精梳产品的比重及其质量水平作为企业的重中之重。
虽然目前我国国产的高效能棉精梳机已经逐渐实现高速化,但是决定精梳程度、下游工序成纱指标以及提升整体效能的核心还在梳理元件上。
锡林是棉精梳机的核心元件,棉精梳机的绝大部分梳理任务由锡林和顶梳来完成。
浙江锦峰纺织机械有限公司的棉精梳机的整体锡林有着可重新组合的齿条结构。
多种多样的梳针锯齿形状能使加工制造更加便捷。
但是,国内外部分的整体锡林仍然存在很多问题。
其中,棉精梳机整体锡林总齿数的确定是其中极为重要的一项,对整体锡林总齿数的确定,对进一步创造性探索整体锡林、优化整体锡林的相关工艺参数和提高整体锡林综合质量具有极为重要的意义。
表1为安徽华茂集团在立达E66型精梳机上相同工艺两种不同齿密下的精梳条的指标对比。
棉精梳机整体锡林总齿数的确定方法张国强(浙江锦峰纺织机械有限公司,温州325000)摘要:锡林是棉精梳机最为主要的梳理部件。
纺纱原理与设备的精梳工序(五)
(4)针面状态 (5)毛刷质量
二、顶梳梳理 1.作用
握持梳理,分离罗拉握持须丛的头端,纤维的尾端从 顶梳的针隙抽过,使未被梳理的须丛的尾端获得梳理, 阻止短绒和杂质进入棉网。
2.影响顶梳梳理的因素
1.顶梳植针密度—26根/cm 2.顶梳的进出隔距 --是指顶梳在最前位置时,顶梳针尖与分 离罗拉表面的隔距。进出隔距越小,顶梳 梳针将棉丛送向分离罗拉越近,越有利于 分离接合工作的进行,但过小,易造成梳 针与分离罗拉的碰撞。 3.顶梳的高低隔距 --顶梳在最前位置时,顶梳针尖到分离罗 拉表面的垂直距离。高低隔距越大,顶梳 插入棉丛越深,梳理作用良好,精梳落棉 率越高,但高低隔距过大时,会影响分离 接合开始时棉丛的抬头。 4.顶梳的针面状态-必须保持清洁
0.59
0.49 0.45
31
32 33 34 35
0.32
0.31 0.37 0.43 0.46
13
14 15 16 17
0.60
0.80 0.91 0.95 0.92
38
39 40 1 2
0.43
0.42 0.42 0.44 0.46
36
0.46
18
0.82
3
0.49
3、钳板开闭口定时 (1)闭口定时 • 定义:上下钳板闭合时分度盘指示的分度数。 • 要求:当锡林第一排针到达钳板下缘时,钳板要处于 闭口状态,否则棉丛易被梳针抓走。 (2)开口定时 • 定义:上、下钳板开始打开时分度盘指示的分度数 • 要求:当锡林的末排针脱离棉丛时,钳口要及时打开。 若开口过晚,会影响棉丛的抬头。
(3)锡林弓形板定位 定义:锡林针面与钳板及分离罗 拉间的相对关系,可用弓形板定 位规加以规定。 目的:改变锡林与钳板、锡林与 分离罗拉运动的配合关系,以满 足不同纤维长度及不同品种的纺 纱要求。
精梳机顶梳工艺参数对梳理效果的影响

能,因此国内外采用亚麻制成的纺织品多于苎麻等麻类纺织品。
亚麻纱线有长麻纱与短麻纱两种,采用长麻纯纺可直接用于织造,短麻则需与其它纤维混纺才可使用。
在本届展会上,除法国几家企业展示了优质长麻纺纱线外,国内企业主要展出了亚麻混纺纱线,如山东昌乐神州纺织有限公司展出了10多个系列的亚麻混纺纱线,亚麻混用比例范围为15% ~ 55%,纺纱支数范围为21S~ 50S。
德州鲁越纺织科技有限公司展示了采用超细亚麻原料纺制的N m 40 ~ 70细支亚麻混纺纱,所制成的高档麻制品服饰深受国外消费者欢迎。
此外,绍兴华通色纺有限公司展示了汉麻纯纺与混纺纱线,最高纺纱支数达N m 80,并已用汉麻混纺纱开发出十大类产品。
2.5 新型喷气涡流纺纱线喷气涡流纺与传统环锭纺相比,具有纺纱工序短、生产效率高、能耗低、用工省等优点,且生产的纱线具有毛羽少、耐磨性好等优良性能,故在国内得到快速发展。
据相关资料显示,国内已有1 500多台喷气涡流纺设备投入运行,浙江、江苏、山东是生产喷气涡流纺纱线的主要地区,本届展会共有10多家企业展示最新开发的涡流纺纱线新品种,具有喷气涡流纺色纺纱、多纤混纺纱、家用纺织品用纱、毛衫用纱及装饰布用纱等六大系列纱线。
喷气涡流纺生产纯棉纱的技术现已突破,并正在扩大生产和市场应用。
通过10多年的研发与创新,采用喷气涡流纺生产的纱线已从早期生产粘胶纤维纱的单一品种,发展为生产多品种、多应用领域的新型纱线,发展前景看好。
3 结语在本届展会上,国内外参展的480多家纺纱与纤维制造企业展示了能够代表企业产品开发实力的“精、特、新”纱线产品,在一定程度上反映了我国纱线产品开发的发展趋势。
但要开发好“精、特、新”纱线,除了加快对现有装备的更新改造升级外,选用好的纺纱原料也是重要环节。
本届展会上有很多上游化纤企业展示了多种性能优良的新型纤维,对纺纱行业开发“精、特、新”纱线、提升纱线的档次与市场竞争力提供了有力的支撑,对提高我国纺织品在国际市场竞争力具有积极的推进作用。
使用加密顶梳提高精梳质量的实践

t h e p r o b l e ms s u c h a s f i b e r j a mmi n g r e s u l t i n g f r o m o v e r c l o s e d t e e t h o f t h e t o p c o mb c a n t h e
M ENG Z h a o mi n
( Ch o n g q i n g S a n x i a Te c h n i c a l Te x t i l e Co . , Lt d . , Ch o n g q i n g 4 0 4 0 0 0, Ch i n a )
文献 标志 码 : B 文章编 号 : 1 0 0 1 — 9 6 3 4 ( 2 O 1 7 ) O 1 一 o 0 4 2 一 O 3 中图分 类号 : T S 1 0 3 . 8 2 1
Qu a l i t y I mp r o v i n g P r a c t i c e U s i n g CI O s e - t e e t h e d T o p Co mb
收 稿 日期 : 2 0 1 6 — 0 4 - 2 6
纤维对 快 速纤维 的尾端起 到摩 擦过 滤 作用 , 将短 绒 、 棉 结 及杂 质等 阻 留下来 。
1 顶 梳 作 用 过 ห้องสมุดไป่ตู้ 分 析
顶 梳 的作 用是 梳 理 分 离须 丛 的后端 , 即 梳理 精 梳机 钳板 钳唇 死 隙部分及 钳 板握持 点后 边 的部 分纤 维 。顶梳 虽 只有 一 排 针 , 但 其 作 用很 大 。它不 仅 可
以梳 理纤 维 的尾端 , 还能 对 纤 维 在 分 离 过 程 中产 生 的相 互摩 擦起 过 滤 作 用 。因 为 在分 离 过 程 中 , 从 顶 梳 中抽 出 的纤 维 只是 薄 薄 的一 层 , 这 一 薄 层 纤 维被 分 离钳 口握 持 以快 速运 动 } 而嵌 在 顶 梳 梳 针 间 的 大 量纤 维 仍 以慢速 运动 [ 1 ] 。由于这 两 部分纤 维 速度 相 差 很大 , 因此 当快 速纤 维从 慢速 纤维 中抽 出时 , 慢 速
【技术】顶梳的梳理作用探讨

【技术】顶梳的梳理作用探讨文/乐峰(江苏悦达纺织集团有限公司)前言随着纺织技术的不断发展,客户对产品质量的要求也越来越高,为满足广大客户的质量要求,不断提高我公司精梳品种的质量水平,我们加大了精梳机梳理器件的研究力度,下面介绍本公司是如何增强顶梳梳理来提升产品质量水平的。
1精梳机梳理器材及分工精梳机主要作用是排除短绒,消除杂质,提高纤维的平均长度与纤维的伸直度。
精梳机对棉层纤维进行梳理的元件主要有锡林与顶梳。
精梳锡林担负着梳理纤维须丛的前端,而其约20%未被锡林梳理的尾端,也就是分离纤维须丛的后端,包括钳唇的死隙部分和钳板钳持点后方纤维的尾端,则由顶梳梳理。
这部分纤维经过顶梳梳理后,剔除短绒,排除棉结,降低杂质,提高精梳条纤维的伸直度。
由于顶梳所处位置的原因,长期以来只有一排针,因此梳理点少,其对纤维的梳理效果远不如锡林。
梳理点多,所承受的负荷较轻,每针尖所受负荷相对较小;反之,梳理点少,每针尖所受负荷相对较大。
因此顶梳的工作强度比锡林重,这就造成顶梳使用寿命比锡林短。
2顶梳的梳理作用及分类顶梳的梳理作用是在分离接合过程中,顶梳插入须丛,被分离罗拉钳口握持的那部分纤维丛以分离罗拉表面速度行进,纤维丛的尾端从顶梳针间曳过接受顶梳的梳理,此时,顶梳成了一个过滤器。
较长的纤维受抽引而通过这个过滤器,未被分离的短纤维和杂质等物质则被阻留于顶梳后的须丛内。
在分离接合阶段结束时,钳板开始后摆离开分离罗拉,此时顶梳也后摆,使纤维丛中大部分残留的纤维与分离钳口钳持的棉网互相分离,钳板继续后摆,上钳板向下钳板靠拢、闭合,上钳板推动未经梳理的小卷纤维,连同结、杂质等积聚在顶梳后的纤杂向下脱离顶梳,均被排除到落棉中。
在分离接合过程中,顶梳中抽出的是一层薄薄的棉网,由于这些纤维都被分离罗拉钳口所握持,故称为积极纤维。
而顶梳针隙中嵌入80%~90%的纤维,因它们的前端还达不到分离钳口,仍然只能随顶梳慢速移动,这部分数量较大的纤维为消极纤维。
如何解决精梳工序粘、缠、堵、挂等问题?

如何解决精梳工序粘、缠、堵、挂等问题?加强温湿度管理加强空调管理,尽可能保证车间合理的温湿度,减少车间温湿度的波动。
夏季高温高湿季节空调的制冷除湿负荷较大,给空调管理带来很大的难度,同时要想在高温高湿季节将车间温湿度调整到理想的状态需要的空调运行成本也很高。
所以企业在高温高湿季节一般都是在保证生产顺利进行的前提下使车间温湿度维持在一个相对偏高的位置。
因而高温高湿季节如果温湿度控制不良,出现频繁或较大的波动,就会严重影响车间生活状态和产品质量的稳定性。
做好牵伸区通道清洁在做好温湿度控制的同时,做好牵伸区须条通道的清洁是减少粘、缠、堵、挂的有效措施之一。
揩车加油要适当,以避免润滑油脂污染牵伸区;包机检查期时应视罗拉、皮辊、须条通道棉蜡、油剂或糖分的粘附情况,及时用温湿布进行揩擦。
精梳工序的清洁工作具体做法如下:1.精梳揩车实施温热水清洗操作法,即用温热湿布清洗、揩擦钳板上下钳唇、分离罗拉、牵伸罗拉以及所有棉条通道、落棉通道,清除三角气流板粘附的粘稠物、嵌花,用柔软的干布擦干后再用粉笔灰抛光。
2.揩车时将顶梳侵泡在温热水的容器中约5分钟,用板刷清洗顶梳针齿间嵌塞的粘稠物,清洗干净后用压缩空气气管吹干。
3.设备维修人员每天用温热湿布清洁责任机台,揩擦钳板上下钳唇、分离罗拉、牵伸罗拉、所有棉条通道圈条器的棉条通道,然后用粉笔灰抛光。
4.维修人员每周增加一次用温热水清洗顶梳的工作,精梳挡车工每班增加一次清洁钳板上下钳唇、顶梳针板的工作。
保证梳理器材良好运行状态保证精梳工序梳理器材良好的运行状态,确保成纱质量的稳定性,提高生产效率。
精梳梳理器材要做到表面光洁、无损伤、无嵌花,粗梳区、精梳区齿条密度及总梳理点要优化配置,尽量减少精梳棉网破边、破洞、断网现象。
具体措施包括:1.优化排列锡林齿条密度。
为使锡林发挥最大的梳理效能,要在有限的锡林梳理区间内合理配置、适当增加前梳理区的齿条密度,加强前区齿条穿刺、抓取、开松、粗梳的作用,同时也应避免前区齿条配置过密而导致精梳机在高速状态下出现棉网破边破洞现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
rn n 小了大约 0 0 r。Y 2 1 8 r .5r n D 0 —20超薄型整体 n 顶梳的位置可以向后分离皮辊前移 2至 3Tn 与此 l , 1 I
为主转 变
过去五年 , 国纺机行业 的规模扩大 了一倍 以 我
维普资讯
6 ・ 纺织设备-
纺织机械 20 年第 6 06 期
表 1 预并条机和条卷机的工艺配置
2 试验过程和结果
2 1 试 验条 件 .
F 35 A 0 预并条机
生条定量 ( /m) 2 . gS 32
如我国化纤业 20 年投资增速明显放缓 , 05 聚酯
亿元 , 出口将突破 1 亿美元。在进 口纺机设备保持 0 稳定的情况下 ( 大约 3 -3 亿美元)在保持全球最 0 5 , 大纺机消费市场 的同时 ( 年均 8 亿 美元 ) 到 2 1 0 , 00 年, 我国纺机产品销售额如果达到 60 0 亿元 , 出口超
最小间隙为 0 1 r, .5t n 比一般的锡林齿问间隙 0 2 u .0
757 小卷重量(g .3 k)
预并 条定 量 (/m) 8 6 小卷定 量 (/ 5 .7 g S 1 . 6 g m) 3 1
2 2 试验步骤 . 在 1 2 1 9 A 0 A型精梳机上对正在使用 JX一Ⅲ Z
A 9 条卷机 11
喂入根数 2 0
ቤተ መጻሕፍቲ ባይዱ
JX一Ⅲ一 0 ( z 2 1简称 JX一Ⅲ) Z 锯齿型整体锡林
并合根数
牵伸倍数
6
牵伸倍数
136 .3
1. 06
和 JD一 0 加密( Z 21 简称 JD一 0 ) Z 2 1 型顶梳 , 是棉纺 织企 业 精 梳 机 经 常 选 用 的 常 规 锡 林 和 顶 梳。 Z M35 齿型整体锡林、 D 0 —20超 薄型整 X 1锯 Y 21 8 体顶梳是远东钢丝针布责任有限公司刚刚推向市场 的新产品, 主要特点是锡林锯齿 的齿顶宽度 比其他 锡林小 O 0 m, .8m 因此齿尖更 加锋利, 距齿之间 的
务。
电子选针 、 电子送经 、 电子卷取 、 电子横移、 成形织物
上, 无论企业数量 、 销售收入 、 产品产量都翻了一番。
程序控制 、 机械故 障监测 、 显示 与停机等 , 实现单机
全自 动和多机台群控 。
在今后 五年里 , 新增企业数量的增长幅度将放缓 , 行
业结构调整 的速度将加快 , 这种调整将 以企业间的 兼并重组为主 , 大型企业将逐步形成 由国有 、 民营、 外资主导的若干企业集团。具 有专业 特色的、 有活 力的中小企业仍然是行业 的主体 , 尤其是一批具有
维普资讯
纺织机械
加o 年第 6 6 期
・ 织设 备 ・ 5 纺
精梳 锡 林 与 顶梳 的优 化 配 置
樊 峰
( 福建 三明纺织有限公司 3 50 ) 6 00
摘
要
通过对 2 比较典型的精梳锡林和顶梳 的使 用试验 , 种 分析得 出锡林 的齿顸锋利度 、 间 齿
备的制造基地。
产能 增 速 由 2 % 降 到 7 8 化 纤 产 能 增 速 由 4 . %;
1 . %降到 1 . %。 76 65
棉纺行业 20 年上半年 的设 备采购趋 向已明 06
显向带集体落纱 的细纱机、 机电一体化的粗纱机 、 自
动络筒机和中高档精梳机倾斜。 23 2 行业规模 由新增企业为主向企业兼并重组 ..
质量要求越来越高 , 为跟上精梳产品不断提高 的技 7 年代与 8 0 0年代生产 的 A 0 A型与 A 0 D型精 21 21 术质量标准和要求 , 需要我们不断采用新技术、 新工 梳机 , 如何优化配置锡林 和顶 梳降低精梳棉 条 的短 艺持续不断地改进精梳工序的梳理质量 。攘体锡林 绒率 , 减少棉结杂质 粒数 , 了一项迫切 的工作任 成 的使用 目前面临 了一些 问题 , 各种整体锡林所能达
锯齿型整体锡林 ,Z 2 1 J D一 0 顶梳生产 的精梳棉条进 行抽样 , 进行第 1 组数据检测( 详见表 2 ; )然后在不
做任何工艺变动的情况下 , 换用远东的 Z M35锯 X 1 齿型整体 锡林 , 与原先 的 JD一2 1 梳进行第 2 Z 0顶
组试验 , 待运转正常后进行试样 的采集以及数据检
距、 齿面圆心角度 ; 顶梳的位置前移 ; 锡林与顶梳齿面的粗糙度 与精梳棉每 中的棉结杂质粒数和短
绒 率 高低 的 关 系。
关键词
棉结
杂质
短缄率 锡林
顶梳
1 前言
随着时代 的进步和发展 , 人们对棉纺织产品的
到的技术水平 由于各个制造厂家的理念不 同存在较 大的差异 , 所以精梳锡林 与顶 梳的优 化配置就显得 十分重要 。福建三明纺织有 限公司拥有大量上世纪
2 3 1 国内市场 由规模 扩 张型 向更 新改 造型 转 变 . .
专特精 产品特色的生产纺机专件 、 器材 、 配套件小 巨 人型企业将涌现。
233 行 业特 征 由满足 内需型 向扩 大 出 口型 转 变 ..
20 年 , 国的纺机产 品销售很 可能突破 50 06 我 0
国内纺织、 纤企业产能扩张的势头将逐步放 化 缓, 更新改造的需求将增加。
染整 机械要 重视高效短流程工艺 和设备 的开 发, 重视高效节能 、 低耗技术的开发与应用 , 向节能 、
环保和自动控制方 向发展。机器工艺稳定性 、 重现
性大大提高, 向模块化 、 积木化和多功能、 多形式 、 组 合式发展 , 以适小批量、 多品种、 快交货 的要求。 2 3 行业 发展展 望 .
过 2 亿美元 , 0 将成为全球最大的纺机制造基地。 我国纺织装备制造业经 过几 年来 的快速发展 , 已经具有较大规模 , 已经形成较完整 的产业链 , 原材 料、 配套件的采购环境逐步改善 , 科技进步、 技术创 新的能力不断加强 , 对国际制造商 、 采购商的吸引力 E益加强 , l 在不远 的将来 , 国必将成 为世界纺织装 我