955轴承盖标准
astm d955中文标准

astm d955中文标准全文共四篇示例,供读者参考第一篇示例:ASTM D955是美国材料和试验协会(ASTM)发布的关于密封材料的标准规范,旨在指导密封材料的测试和评估过程。
该标准主要适用于用于管道、容器、阀门和其他工业设备的密封材料,如橡胶、聚合物、金属和复合材料。
ASTM D955标准主要包括密封材料的物理性能、化学性能和机械性能测试方法,以确保其在实际应用中具有良好的密封性能和耐久性。
通过遵循ASTM D955标准,制造商和用户能够更准确地评估密封材料的性能,并选择适合其特定应用的最佳产品。
在ASTM D955标准中,包括了密封材料的各种测试方法,如拉伸强度测试、撕裂强度测试、硬度测试、压缩永久变形率测试等。
这些测试方法可以帮助用户评估密封材料的力学性能、耐磨性和耐高温性能,以便更好地选择和设计密封材料。
除了物理性能测试,ASTM D955标准还包括了对密封材料的化学性能测试方法。
这些测试方法主要包括对密封材料的耐化学性能、耐油性能、耐溶剂性能等方面的评估,以确保密封材料能够在恶劣环境下保持良好的性能。
ASTM D955标准还强调了密封材料的安全性和环境适应性。
密封材料在实际应用中可能会接触到不同的化学物质和工作环境,因此其安全性和环境适应性至关重要。
ASTM D955标准要求制造商在生产密封材料时,必须符合相关的安全标准和环境法规,以确保产品的质量和可靠性。
ASTM D955标准是密封材料行业的重要标准之一,对于制造商和用户来说都具有重要的参考价值。
遵循ASTM D955标准,可以帮助企业更好地选择、设计和使用密封材料,提高产品的性能和可靠性,降低生产成本,促进行业的健康发展。
ASTM D955标准的不断更新和完善,也将推动密封材料行业的技术创新和产品改进,满足市场的不断需求和挑战。
第二篇示例:ASTM D955中文标准是关于聚合物薄膜的标准测试方法,它是由美国材料和试验协会(ASTM)制定的一项国际标准。
轴承装配作业标准

轴承装配作业标准目的(一)为提高轴承在装配中的品质, 使轴承在机床使用中运动灵活可靠, 顾制定本标准。
在轴承装配中因为轴承本身精度的高低, 并不能直接说明它在机械上旋转精度的高低。
当精密机械的旋转精度要求很高时, 除应选用高精度的轴承外, 轴承的装配精度将起到决定性的作用。
(二)滚动轴承的装配要求1、轴承的固定装置必须完好可靠, 紧定层度适中, 防松止退装置可靠。
2、油封等密封装置必须严密, 对采用油脂润滑的轴承, 装配后一般加入1/2空腔容积的符合规定的润滑脂。
3、在轴承装配过程中, 应严格保持清洁, 防止杂物进入轴承内,4、装配后, 轴承应运转灵活, 无噪音, 工作温升一般不超过50º5、轴承内圈端面一般应靠紧轴肩, 其最大间隙对圆锥滚子轴承和向心推力轴承应不大于0.05mm其他轴承应不大于0.1mm6、当采用冷冻或加热装配时冷却温度不低于-80℃;加热温度不超过100℃.7、装配可拆卸的(内外圈可分离的轴承)轴承时, 必须按内外圈对位标记安装, 不得装反或与其它轴承内外圈混装。
8、可调头安装的轴承, 在装配时应将有编号的一端向外, 以便识别。
9、轴承外圈装配后其定位端的轴承盖与外圈火丁维权的接触应均匀。
在轴的两端装配径向间隙不可调的向心轴承, 并且轴向定位是两端端盖限定时, 只能一端轴承靠近端盖, 另一端必须留有轴向间隙C, C值的确定可按公式计算/(式中C轴承外圈端面与端盖的轴向间隙mm;I为两轴承中心距mm;a为轴的材料线性膨胀系数℃;/为最高温度与环境温度之差;0.15为轴热涨后应乘余的间隙mm)具体数值参见下(表)表1- 1表1-3二、滚动轴承的配合和游隙1 .轴承的配合滚动轴承是专一厂家大量生产的标准部件, 其内圈与轴的配合, 取基孔制, 外圈与轴承孔的配合, 取基轴制。
轴承装入轴颈、壳孔时的过盈量将使轴承的径向间隙减小, 其减小量可按下列式计算:当内圈压入轴上时△=(0.55—0.6)H当外圈压入孔中时△= (0.65—0.7)H(上式中△为安装后的径向间隙减小量;H为轴承安装时的过盈量)。
高压立式电机轴承与端盖间隙标准_概述说明以及解释
高压立式电机轴承与端盖间隙标准概述说明以及解释1. 引言1.1 概述高压立式电机是一种重要的动力设备,广泛应用于工业领域。
其中,轴承与端盖间隙的设计以及对应的标准制定非常关键。
轴承和端盖在电机中起着支撑转子、防止磁漏以及密封等重要作用。
因此,确立适当的轴承与端盖间隙标准对于电机的性能和寿命具有重要意义。
1.2 文章结构本文主要围绕高压立式电机轴承与端盖间隙标准展开探讨,并介绍了相关的概念、现有标准和规范,以及制定过程中所面临的问题和挑战。
文章共分为五个部分:第一部分是引言,旨在介绍本文的背景和结构。
第二部分是关于高压立式电机轴承与端盖间隙标准的解释,在这一部分中将详细说明轴承和端盖在电机中的作用和重要性,并对现有的相关标准和规范进行概述,以便读者了解当前行业内关于该问题所采用的方法与标准。
第三部分是标准概述说明,将对一些相关的名词进行解释和定义,并介绍制定该标准所需要的流程和参与者角色。
同时,还会简要介绍其他与本标准相关的标准和规范,以便读者更好地理解和运用本文所提出的高压立式电机轴承与端盖间隙标准。
第四部分是高压立式电机轴承与端盖间隙标准的制定过程。
在这一部分中,将详细阐述问题识别和需求分析阶段的目标与方法,并介绍数据收集和分析阶段所采用的手段。
此外,还会对标准草案编写和审查阶段进行具体描述,以揭示本文所提出标准的制定过程。
最后,第五部分是结论。
将对文章主要内容进行总结,并对未来研究方向进行展望。
1.3 目的本文旨在探讨高压立式电机轴承与端盖间隙标准的重要性并提供相应解释。
通过详细了解现有的相关规范和制定过程中面临的问题与挑战,为电机行业内相关人士提供指导意见和借鉴。
同时,通过本文的撰写,也为未来研究方向的探索提供了一定的参考。
2. 高压立式电机轴承与端盖间隙标准2.1 轴承和端盖的作用及重要性轴承和端盖是高压立式电机中至关重要的组成部分。
轴承主要用于支撑电机的转子,保证其顺畅旋转,并承受来自负载的力量。
轴承及IB盖编码基准1
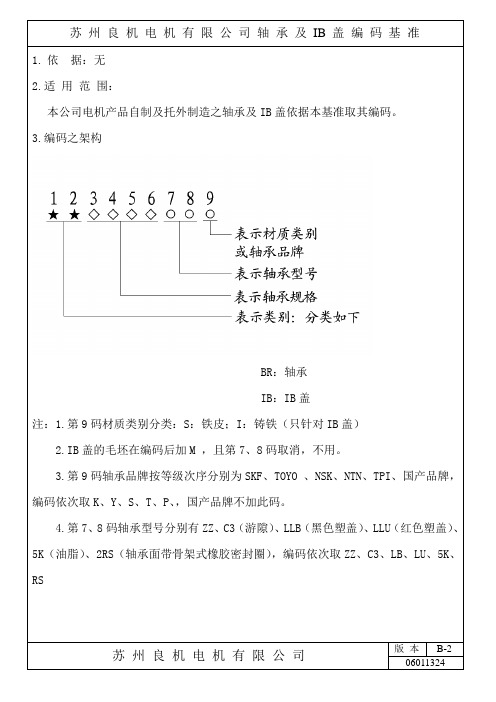
苏州良机电机有限公司轴承及IB 盖编码基准
1.依据:无
2.适用范围:
本公司电机产品自制及托外制造之轴承及IB盖依据本基准取其编码。
3.编码之架构
BR:轴承
IB:IB盖
注:1.第9码材质类别分类:S:铁皮;I:铸铁(只针对IB盖)
2.IB盖的毛坯在编码后加M ,且第7、8码取消,不用。
3.第9码轴承品牌按等级次序分别为SKF、TOYO 、NSK、NTN、TPI、国产品牌,编码依次取K、Y、S、T、P、,国产品牌不加此码。
4.第7、8码轴承型号分别有ZZ、C3(游隙)、LLB(黑色塑盖)、LLU(红色塑盖)、5K(油脂)、2RS(轴承面带骨架式橡胶密封圈),编码依次取ZZ、C3、LB、LU、5K、RS
苏州良机电机有限公司版本B-2
06011324。
国家轴承精度等级对照表

国家轴承精度等级对照表时间:2008-03-28 16:03精度TOLERANCE轴承的精度包括尺寸精度和旋转精度,尺寸精度是将轴承安装于轴或轴承箱时所要求的项目,它包括内径、外径、宽度、倒角尺寸公差或允许值。
几何精度包括内径偏差、平均内径差、外径偏差、平均外径差、套圈端面平行差的允许值。
旋转精度是规定旋转时振摆的,包括内圈及外圈径向摆动和轴向摆动,内圈侧摆及外径面垂直度公差范围。
轴承的精度等级从普通级0级到6级、5级、4级及2级,依次增高,下表1是中国GB307规定的精度等级与其他标准的比较。
Bearing tolerance includes dimensional tolerance and revolving tolerance, Dimensional tolerance is a request when bearings are mounted on shafts or in housings. It includes bore/outerside diameter deviation from basic, inner ring/outer ring width deviation in single radial plane. Revolving tolerance includes radial and axial runout of assembled bearing inner ring and outer ring, inner ring reference fcace runout with bore and outside cylindrical surface runout with outer reference face.Tolerance class ranges from common class 0 to 6,5,4 and 2, from low to high, Table 1 below is the tolerance class stipulated in China GB307 and its comparison with some other standards.部分国家轴承精度等级对照表 COMPARISON OF TOLERANCE CLASS游隙CLEARANCE轴承的游隙是指轴承在未安装于轴或轴承箱之前的状态下,固定内圈或外圈的一方,使未固定的套圈做径向或轴向移动时套圈的移动量。
轴承的公差和等级对照表
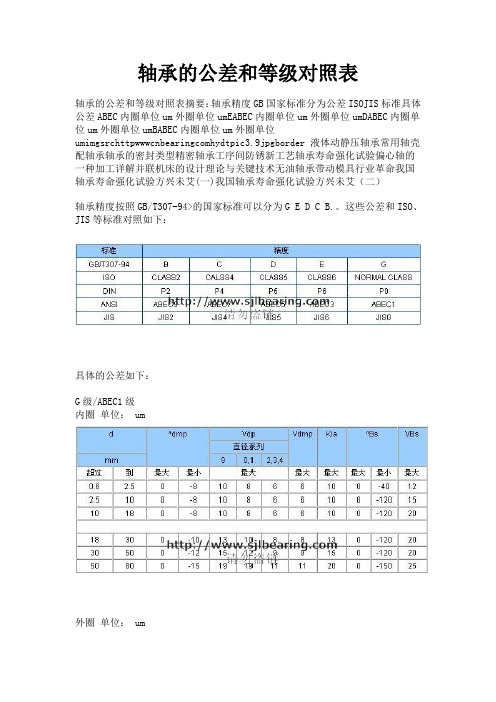
轴承的公差和等级对照表轴承的公差和等级对照表摘要:轴承精度GB国家标准分为公差ISOJIS标准具体公差ABEC内圈单位um外圈单位umEABEC内圈单位um外圈单位umDABEC内圈单位um外圈单位umBABEC内圈单位um外圈单位umimgsrchttpwwwcnbearingcomhydtpic3.9jpgborder 液体动静压轴承常用轴壳配轴承轴承的密封类型精密轴承工序间防锈新工艺轴承寿命强化试验偏心轴的一种加工详解并联机床的设计理论与关键技术无油轴承带动模具行业革命我国轴承寿命强化试验方兴未艾(一)我国轴承寿命强化试验方兴未艾(二)轴承精度按照GB/T307-94>的国家标准可以分为G E D C B.。
这些公差和ISO、JIS等标准对照如下:具体的公差如下:G级/ABEC1级内圈单位: um外圈单位: umE级/ABEC3级内圈单位: um外圈单位: umD级/ABEC5级内圈单位: um外圈单位: umB级/ABEC7级内圈单位: um轴承精度按照GB/T307-94>的国家标准可以分为G E D C B.。
这些公差和ISO、JIS等标准对照如下:轴承精度轴承的精度等级与划分标准滚动轴承的精度分(主要)尺寸精度与旋转精度。
精度等级已标准化,分为0级、6X级、6级、5级、4级、2级六个等级。
精度从0级起依次提高,对于一般用途0级已足够,但在用于其他条件或场合时,需要5级或更高的精度。
以上的精度等级虽然是以ISO标准为基准制定的,但其称呼在各国标准中有所不同。
尺寸精度(与轴及外壳安装有关的项目)1、内径、外径、宽度及装配宽度的允许偏差2、滚子组内复圆直径及外复圆直径的允许偏差3、倒角尺寸的允许界限值4、宽度的允许变动量旋转精度(与旋转体跳动有关的项目)1、内圈及外圈的允许径向跳动和轴向跳动2、内圈的允许横向跳动3、外径面倾斜度的允许变动量4、推力轴承滚道厚度的允许变动量5、圆锥孔的允许偏差和允许变动量轴承类型与适用精度等级GB/T30794标准将轴承等级划分为GEDCB,ISO、JIS等标准对照轴承精度等级的选择轴承公差等级公制轴承普通组间隙P6P5P4P4ASPUPPA9A英制轴承普通组间隙轴承游隙所谓内部游隙是轴承外轮、内轮、钢球间的游隙量。
轴承端盖设计
5.7 轴承部件的结构设计绝大多数中、小型减速器均采用滚动轴承,滚动轴承是标准件,设计时只需要选择轴承的类型和型号并进行轴承的组合设计即可。
滚动轴承部件的结构设计主要考虑轴承的支承结构型式、支承刚度、以及轴承的固定、调整、拆装、密封及润滑等。
下面就轴承端盖结构、调整垫片、轴承的润滑与密封等方面作一介绍。
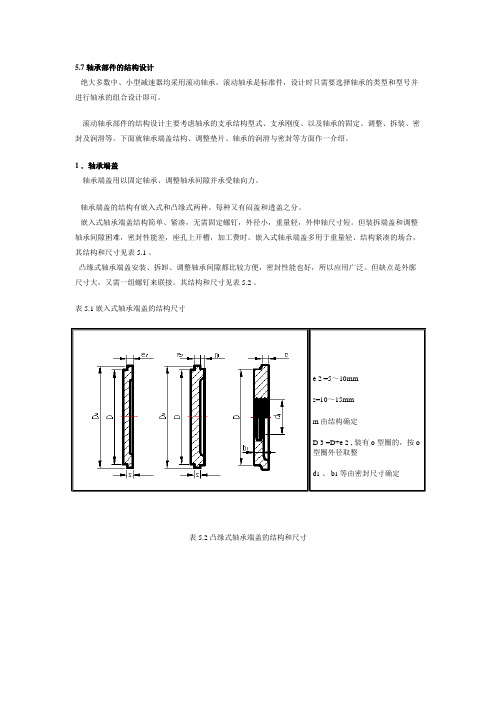
1 .轴承端盖轴承端盖用以固定轴承、调整轴承间隙并承受轴向力。
轴承端盖的结构有嵌入式和凸缘式两种。
每种又有闷盖和透盖之分。
嵌入式轴承端盖结构简单、紧凑,无需固定螺钉,外径小,重量轻,外伸轴尺寸短。
但装拆端盖和调整轴承间隙困难,密封性能差,座孔上开槽,加工费时。
嵌入式轴承端盖多用于重量轻、结构紧凑的场合,其结构和尺寸见表 5.1 。
凸缘式轴承端盖安装、拆卸、调整轴承间隙都比较方便,密封性能也好,所以应用广泛。
但缺点是外廓尺寸大,又需一组螺钉来联接。
其结构和尺寸见表 5.2 。
表 5.1 嵌入式轴承端盖的结构尺寸表 5.2 凸缘式轴承端盖的结构和尺寸当端盖与孔的配合处较长时,为了减少接触面,在端部铸出或车出一段较小的直径,但必须保留有足够的长度 e1,一般此处的配合长度为e1= ( 0.10~0.15 ) D , D 为轴承外径,图中端面凹进δ值,也是为了减少加工面。
如图 5.8 所示。
图 5.8 轴承端盖端部结构图 5.9 穿通式轴承端盖由于端盖多用铸铁铸造,所以要很好考虑铸造工艺。
例如在设计穿通式轴承端盖图 5.9 时,由于装置密封件需要较大的端盖厚度(图 5.9a ),这时应考虑铸造工艺,尽量使整个端盖厚度均匀,如图 5.9b )、c )所示是较好的结构。
2 .轴伸出端的密封轴伸出端的密封的作用是防止轴承处的润滑剂流出和箱外的污物、灰尘和水气进入轴承腔内,常见的密封种类有接触式密封和非接触式密封两大类,接触式密封有毡圈密封、 O 形橡胶圈密封、唇形密封,非接触式密封有沟槽密封和迷宫密封。
下面主要介绍毡圈密封和 O 形橡胶圈密封。
轴承端盖密封

轴承端盖密封
轴承端盖密封是一种重要的机械密封方式,主要用于防止轴承内部的润滑油或润滑脂泄漏以及外部的杂质进入轴承内部。
以下是轴承端盖密封的几个关键点:
1. 密封材料:选择适当的密封材料是至关重要的。
常用的密封材料有橡胶、聚四氟乙烯(PTFE)和碳石墨等,它们具有良好的耐高温、耐腐蚀和耐磨性能。
2. 密封面处理:密封面应光滑、平整,没有划痕或毛刺。
有时需要对密封面进行硬化处理,以提高其耐磨性。
3. 预压紧力:为了确保密封效果,需要施加适当的预压紧力。
这有助于使密封材料更好地贴合在密封面上,并填充任何微小的间隙。
4. 间隙配合:轴承端盖与轴承座之间的配合应紧密,以防止润滑油或润滑脂的泄漏。
通常使用间隙配合来确保适当的密封效果。
5. 润滑剂:选择适当的润滑剂对于轴承的正常运行至关重要。
润滑剂不仅可以减少摩擦和磨损,还可以起到密封作用,防止杂质进入轴承内部。
6. 维护与更换:定期检查轴承端盖密封的完好性,如有需要应及时更换。
同时,保持轴承内部的清洁也非常重要。
总之,为了确保轴承的正常运行和延长其使用寿命,应选择合适的轴承端盖密封方式,并定期进行维护和检查。
如有需要,请咨询专业人士。
2级电动机轴承与端盖的配合标准
2级电动机轴承与端盖的配合标准一、引言现代工业中,电动机是一种非常常见的设备,它广泛应用于各种领域,包括制造业、交通运输和家用电器等。
而在电动机的制造过程中,轴承与端盖的配合标准对于电动机的性能和可靠性都起着至关重要的作用。
本文将深入探讨2级电动机轴承与端盖的配合标准,通过多个方面的分析,以便于读者能够更全面地了解这一主题。
二、轴承与端盖的作用和重要性1. 轴承的作用和重要性轴承是支撑和旋转机械轴的重要部件,它可以减小摩擦力、提高传动效率,并且在高速旋转时还能够保持机械设备的稳定性。
在电动机中,轴承的选择和配合标准直接影响着电动机的性能指标和使用寿命。
对于2级电动机轴承与端盖的配合标准需要给予足够的重视。
2. 端盖的作用和重要性端盖是电动机的重要组成部分,它不仅能够有效地密封电动机内部,确保电机正常工作,同时还承担着保护轴承和减震的作用。
正确的轴承与端盖的配合标准可以有效减小摩擦和磨损,延长电动机的使用寿命,并且保证电动机的正常运行。
三、2级电动机轴承与端盖的配合标准1. 轴承与端盖的间隙在电动机的设计和制造过程中,轴承与端盖之间的间隙是非常重要的参数。
合适的间隙可以保证轴承与端盖之间的配合紧密,不仅可以减小摩擦力,提高传动效率,同时还可以有效地减小振动和噪音,保证电动机的运行稳定性。
2. 轴承与端盖的材料选择对于2级电动机轴承与端盖的配合标准来说,材料的选择是至关重要的。
轴承和端盖的材料应具有良好的耐磨性、耐腐蚀性和耐高温性,以保证电动机在长时间运行中依然能够保持良好的性能。
3. 轴承与端盖的安装工艺在实际的装配过程中,轴承与端盖的配合标准也需要考虑到安装工艺的要求。
正确的安装工艺可以保证轴承与端盖之间的配合间隙符合设计要求,避免装配过程中的损坏和误差。
四、个人观点和理解在2级电动机轴承与端盖的配合标准中,我认为充分的工艺控制和高质量的材料选择是非常重要的。
合适的间隙和良好的配合可以有效地减小电动机的机械损耗和能耗,提高电机的使用寿命和可靠性。
轴承端盖 + 说明书
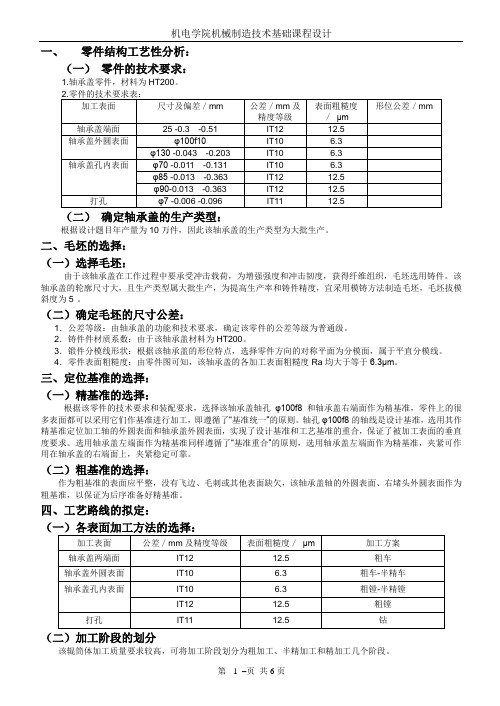
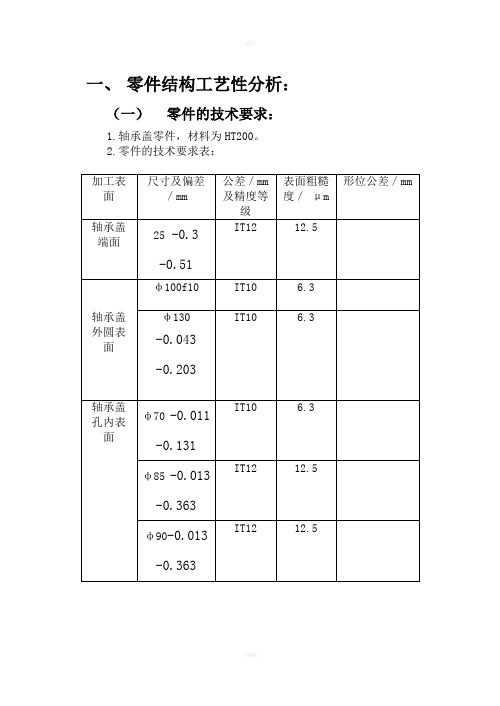
一、零件结构工艺性分析:(一)零件的技术要求:1.轴承盖零件,材料为HT200。
2.零件的技术要求表:加工表面尺寸及偏差/mm 公差/mm及精度等级表面粗糙度/μm形位公差/mm轴承盖端面25 -0.3 -0.51 IT12 12.5轴承盖外圆表面φ100f10IT10 6.3φ130 -0.043 -0.203 IT10 6.3轴承盖孔内表面φ70 -0.011 -0.131 IT10 6.3φ85 -0.013 -0.363 IT12 12.5φ90-0.013 -0.363 IT12 12.5打孔φ7 -0.006 -0.096 IT11 12.5(二)确定轴承盖的生产类型:根据设计题目年产量为10万件,因此该轴承盖的生产类型为大批生产。
二、毛坯的选择:(一)选择毛坯:由于该轴承盖在工作过程中要承受冲击载荷,为增强强度和冲击韧度,获得纤维组织,毛坯选用铸件。
该轴承盖的轮廓尺寸大,且生产类型属大批生产,为提高生产率和铸件精度,宜采用模铸方法制造毛坯,毛坯拔模斜度为5°。
(二)确定毛坯的尺寸公差:1.公差等级:由轴承盖的功能和技术要求,确定该零件的公差等级为普通级。
2.铸件件材质系数:由于该轴承盖材料为HT200。
3.锻件分模线形状:根据该轴承盖的形位特点,选择零件方向的对称平面为分模面,属于平直分模线。
4.零件表面粗糙度:由零件图可知,该轴承盖的各加工表面粗糙度Ra均大于等于6.3μm。
三、定位基准的选择:(一)精基准的选择:根据该零件的技术要求和装配要求,选择该轴承盖轴孔φ100f8和轴承盖右端面作为精基准,零件上的很多表面都可以采用它们作基准进行加工,即遵循了―基准统一‖的原则。
轴孔φ100f8的轴线是设计基准,选用其作精基准定位加工轴的外圆表面和轴承盖外圆表面,实现了设计基准和工艺基准的重合,保证了被加工表面的垂直度要求。
选用轴承盖左端面作为精基准同样遵循了―基准重合‖的原则,选用轴承盖左端面作为精基准,夹紧可作用在轴承盖的右端面上,夹紧稳定可靠。
滚动轴承的技术标准和注意事项
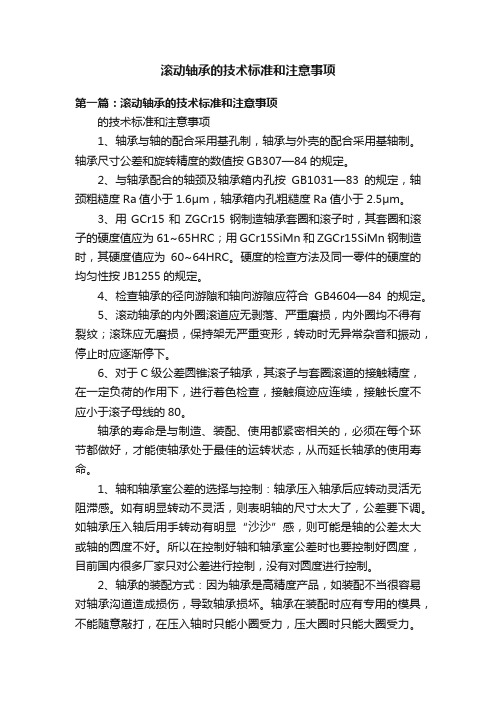
滚动轴承的技术标准和注意事项第一篇:滚动轴承的技术标准和注意事项的技术标准和注意事项1、轴承与轴的配合采用基孔制,轴承与外壳的配合采用基轴制。
轴承尺寸公差和旋转精度的数值按GB307—84的规定。
2、与轴承配合的轴颈及轴承箱内孔按GB1031—83的规定,轴颈粗糙度Ra值小于1.6μm,轴承箱内孔粗糙度Ra值小于2.5μm。
3、用GCr15和ZGCr15钢制造轴承套圈和滚子时,其套圈和滚子的硬度值应为61~65HRC;用GCr15SiMn和ZGCr15SiMn钢制造时,其硬度值应为60~64HRC。
硬度的检查方法及同一零件的硬度的均匀性按JB1255的规定。
4、检查轴承的径向游隙和轴向游隙应符合GB4604—84的规定。
5、滚动轴承的内外圈滚道应无剥落、严重磨损,内外圈均不得有裂纹;滚珠应无磨损,保持架无严重变形,转动时无异常杂音和振动,停止时应逐渐停下。
6、对于C级公差圆锥滚子轴承,其滚子与套圈滚道的接触精度,在一定负荷的作用下,进行着色检查,接触痕迹应连续,接触长度不应小于滚子母线的80。
轴承的寿命是与制造、装配、使用都紧密相关的,必须在每个环节都做好,才能使轴承处于最佳的运转状态,从而延长轴承的使用寿命。
1、轴和轴承室公差的选择与控制:轴承压入轴承后应转动灵活无阻滞感。
如有明显转动不灵活,则表明轴的尺寸太大了,公差要下调。
如轴承压入轴后用手转动有明显“沙沙”感,则可能是轴的公差太大或轴的圆度不好。
所以在控制好轴和轴承室公差时也要控制好圆度,目前国内很多厂家只对公差进行控制,没有对圆度进行控制。
2、轴承的装配方式:因为轴承是高精度产品,如装配不当很容易对轴承沟道造成损伤,导致轴承损坏。
轴承在装配时应有专用的模具,不能随意敲打,在压入轴时只能小圈受力,压大圈时只能大圈受力。
装配时要求采用气压或液压,在压装时上下模要外于水平状态,如有倾斜会导致轴承沟道因受力损坏,而使轴承产生导响。
3、装配异物的防止:轴承在装到转子上做动平衡时很容易将动平衡时产生的铁屑进入轴承内部,因此最好是装轴承前做动平衡。
嵌入式轴承盖结构尺寸

嵌入式轴承盖结构尺寸毡圈油封与槽的尺寸(FZ/T92010-1991)(mm)企业安全生产费用提取和使用管理办法(全文)关于印发《企业安全生产费用提取和使用管理办法》的通知财企〔2012〕16号各省、自治区、直辖市、计划单列市财政厅(局)、安全生产监督管理局,新疆生产建设兵团财务局、安全生产监督管理局,有关中央管理企业:为了建立企业安全生产投入长效机制,加强安全生产费用管理,保障企业安全生产资金投入,维护企业、职工以及社会公共利益,根据《中华人民共和国安全生产法》等有关法律法规和国务院有关决定,财政部、国家安全生产监督管理总局联合制定了《企业安全生产费用提取和使用管理办法》。
现印发给你们,请遵照执行。
附件:企业安全生产费用提取和使用管理办法财政部安全监管总局二○一二年二月十四日附件:企业安全生产费用提取和使用管理办法第一章总则第一条为了建立企业安全生产投入长效机制,加强安全生产费用管理,保障企业安全生产资金投入,维护企业、职工以及社会公共利益,依据《中华人民共和国安全生产法》等有关法律法规和《国务院关于加强安全生产工作的决定》(国发〔2004〕2号)和《国务院关于进一步加强企业安全生产工作的通知》(国发〔2010〕23号),制定本办法。
第二条在中华人民共和国境内直接从事煤炭生产、非煤矿山开采、建设工程施工、危险品生产与储存、交通运输、烟花爆竹生产、冶金、机械制造、武器装备研制生产与试验(含民用航空及核燃料)的企业以及其他经济组织(以下简称企业)适用本办法。
第三条本办法所称安全生产费用(以下简称安全费用)是指企业按照规定标准提取在成本中列支,专门用于完善和改进企业或者项目安全生产条件的资金。
安全费用按照“企业提取、政府监管、确保需要、规范使用”的原则进行管理。
第四条本办法下列用语的含义是:煤炭生产是指煤炭资源开采作业有关活动。
非煤矿山开采是指石油和天然气、煤层气(地面开采)、金属矿、非金属矿及其他矿产资源的勘探作业和生产、选矿、闭坑及尾矿库运行、闭库等有关活动。
圆锥滚子轴承 标准

圆锥滚子轴承标准圆锥滚子轴承是一种常见的滚动轴承,它由内圈、外圈、圆锥滚子和保持架组成。
圆锥滚子轴承主要用于承受较大径向和轴向负荷的机械部件,如汽车轮毂、传动轴等。
在选择和安装圆锥滚子轴承时,需要遵循一定的标准,以确保其正常运行和使用寿命。
本文将对圆锥滚子轴承的标准进行详细介绍。
首先,圆锥滚子轴承的选型标准是十分重要的。
在选择圆锥滚子轴承时,需要考虑轴承的额定负荷、转速、尺寸、精度等参数,以满足实际工作条件的要求。
此外,还需要根据轴承所承受的负荷类型和大小来选择合适的内、外圈倾角,以及圆锥滚子的数量和尺寸。
只有在严格按照标准进行选型,才能确保圆锥滚子轴承在工作时具有良好的稳定性和可靠性。
其次,圆锥滚子轴承的安装标准也是至关重要的。
在安装圆锥滚子轴承时,需要保证轴承和轴承座的匹配精度,避免因安装不当而导致轴承过早损坏或运行不稳定。
此外,还需要注意轴承的清洁和润滑,确保其在工作时能够正常运转。
在安装过程中,还需要严格按照标准的扭矩要求来进行紧固,避免因紧固力不足或过大而引起轴承失效或损坏。
最后,圆锥滚子轴承的使用和维护标准也是非常重要的。
在使用圆锥滚子轴承时,需要注意避免过载和冲击载荷,确保轴承在额定负荷范围内工作。
同时,还需要定期对轴承进行润滑和清洁,及时更换磨损严重的轴承零部件,以延长轴承的使用寿命。
在维护过程中,还需要注意轴承的存放环境和防锈措施,以确保轴承在存放期间不受损坏。
总之,圆锥滚子轴承的标准对于其选型、安装、使用和维护都具有重要的指导意义。
只有严格按照标准的要求来进行操作,才能保证圆锥滚子轴承在工作时具有良好的性能和稳定性,从而为机械设备的正常运行提供保障。
希望本文所介绍的圆锥滚子轴承标准能够对广大用户和从业人员有所帮助,促进圆锥滚子轴承的正确应用和维护。
油盖轴承外挡装配间隙标准

油盖轴承外挡装配间隙标准给内挡油盖加满润滑脂,轴承加轴承室1/2—2/3容积、质量合格的二硫化钼#3锂基脂,要求尽量将油脂压进轴承间隙中去,注意保持轴承外圈个表面干净。
To block the oil cap filled with grease, bearing and bearing housing 1/2-2/3 volume, quality qualified molybdenum disulfide # 3 lithium base grease, the requirement of oil pressure as much as possible into the bearing clearance, pay attention to keep the bearing outer ring surface clean.表1 SKF轴承标准轴承间隙滚珠轴承滚柱轴承孔径(d= mm)径向间隙(μm)孔径(d=mm)径向间隙(μm)注:(当间隙的后缀与P4、P5、P6结合,间隙后缀中省去C ,例如:P6+C3=P63)电动机各部件回装,通380v 电源试转380 v power supply motor parts back, try to turn □ 电动机定子导风筒、前后端盖、外挡油盖、加热管路、测温探头、风扇、风罩和风冷却器等按原记号和先后顺序回装,吊车装端盖时注意保持轴承在轴承室中间部位,外挡油盖并检查装配情况是否良好,在装风冷却器之前,检查定、酿酒设备转子铁芯通风孔对应3/4以上,要求紧固螺丝上齐上紧,风冷却器带紧或扣紧,密封条密封严密。
轴承型号 普通级C 3级轴承型号 普通级C 3级622012363058NU 220508575110- air duct, motor stator cover front and back end cover, gear oil, heat pipe, temperature sensor, fan cover, wind and wind cooler, etc. According to the original mark and order back to the pack, keep the bearing in the middle of the bearing chamber while loading an end cover parts, the oil retaining cover and check the assembly situation are in good condition, before install air cooler, check, the rotor iron core vents corresponding 3/4 above, require neat, tightening up the fastening screw in the cooler wind belt tight or fastening and sealing to seal tightly.□用手正反方向盘动转子转动4圈及以上,无机械卡涩或摩擦声,且转子每次停下来时应不在同一个位置。
轴承的公差和等级对照表
轴承的公差和等级对照表轴承的公差和等级对照表摘要:轴承精度GB国家标准分为公差ISOJIS标准具体公差ABEC内圈单位um外圈单位umEABEC内圈单位um外圈单位umDABEC内圈单位um外圈单位umBABEC内圈单位um外圈单位umimgsrchttpwwwcnbearingcomhydtpic3.9jpgborder 液体动静压轴承常用轴壳配轴承轴承的密封类型精密轴承工序间防锈新工艺轴承寿命强化试验偏心轴的一种加工详解并联机床的设计理论与关键技术无油轴承带动模具行业革命我国轴承寿命强化试验方兴未艾(一)我国轴承寿命强化试验方兴未艾(二)轴承精度按照GB/T307-94>的国家标准可以分为G E D C B.。
这些公差和ISO、JIS等标准对照如下:具体的公差如下:G级/ABEC1级内圈单位: um外圈单位: umE级/ABEC3级内圈单位: um外圈单位: umD级/ABEC5级内圈单位: um外圈单位: umB级/ABEC7级内圈单位: um轴承精度按照GB/T307-94>的国家标准可以分为G E D C B.。
这些公差和ISO、JIS等标准对照如下:轴承精度轴承的精度等级与划分标准滚动轴承的精度分(主要)尺寸精度与旋转精度。
精度等级已标准化,分为0级、6X级、6级、5级、4级、2级六个等级。
精度从0级起依次提高,对于一般用途0级已足够,但在用于其他条件或场合时,需要5级或更高的精度。
以上的精度等级虽然是以ISO标准为基准制定的,但其称呼在各国标准中有所不同。
尺寸精度(与轴及外壳安装有关的项目)1、内径、外径、宽度及装配宽度的允许偏差2、滚子组内复圆直径及外复圆直径的允许偏差3、倒角尺寸的允许界限值4、宽度的允许变动量旋转精度(与旋转体跳动有关的项目)1、内圈及外圈的允许径向跳动和轴向跳动2、内圈的允许横向跳动3、外径面倾斜度的允许变动量4、推力轴承滚道厚度的允许变动量5、圆锥孔的允许偏差和允许变动量轴承类型与适用精度等级GB/T30794标准将轴承等级划分为GEDCB,ISO、JIS等标准对照轴承精度等级的选择轴承公差等级公制轴承普通组间隙P6P5P4P4ASPUPPA9A英制轴承普通组间隙轴承游隙所谓内部游隙是轴承外轮、内轮、钢球间的游隙量。
机械设计-轴承端盖说明书
一、零件结构工艺性分析:(一)零件的技术要求:1.轴承盖零件,材料为HT200。
2.零件的技术要求表:(二)确定轴承盖的生产类型:根据设计题目年产量为10万件,因此该轴承盖的生产类型为大批生产。
二、毛坯的选择:(一)选择毛坯:由于该轴承盖在工作过程中要承受冲击载荷,为增强强度和冲击韧度,获得纤维组织,毛坯选用铸件。
该轴承盖的轮廓尺寸大,且生产类型属大批生产,为提高生产率和铸件精度,宜采用模铸方法制造毛坯,毛坯拔模斜度为5°。
(二)确定毛坯的尺寸公差:1.公差等级:由轴承盖的功能和技术要求,确定该零件的公差等级为普通级。
2.铸件件材质系数:由于该轴承盖材料为HT200。
3.锻件分模线形状:根据该轴承盖的形位特点,选择零件方向的对称平面为分模面,属于平直分模线。
4.零件表面粗糙度:由零件图可知,该轴承盖的各加工表面粗糙度Ra均大于等于6.3μm。
三、定位基准的选择:(一)精基准的选择:根据该零件的技术要求和装配要求,选择该轴承盖轴孔φ100f8和轴承盖右端面作为精基准,零件上的很多表面都可以采用它们作基准进行加工,即遵循了“基准统一”的原则。
轴孔φ100f8的轴线是设计基准,选用其作精基准定位加工轴的外圆表面和轴承盖外圆表面,实现了设计基准和工艺基准的重合,保证了被加工表面的垂直度要求。
选用轴承盖左端面作为精基准同样遵循了“基准重合”的原则,选用轴承盖左端面作为精基准,夹紧可作用在轴承盖的右端面上,夹紧稳定可靠。
(二)粗基准的选择:作为粗基准的表面应平整,没有飞边、毛刺或其他表面缺欠,该轴承盖轴的外圆表面、右堵头外圆表面作为粗基准,以保证为后序准备好精基准。
四、工艺路线的拟定:(一)各表面加工方法的选择:(二)加工阶段的划分该辊筒体加工质量要求较高,可将加工阶段划分为粗加工、半精加工和精加工几个阶段。
在粗加工阶段,首先将精基准准备好,使后序都可以采用精基准定位加工,保证其他加工表面的精度要求。
轴承安装面的硬度标准

轴承安装面的硬度标准
轴承安装面的硬度标准是确保轴承正常运行和寿命的重要因素之一。
通常,轴承安装面的硬度应该在一定的范围内,以确保轴承能够承受预期的负载和应力。
一般来说,轴承安装面的硬度应该在HRC 58-62 之间。
这个硬度范围可以提供足够的支撑和耐磨性,以确保轴承能够正常工作。
如果安装面的硬度太低,可能会导致轴承过早磨损或失效;如果硬度太高,可能会导致轴承安装困难或损坏轴承。
在选择轴承安装面的材料时,也需要考虑材料的硬度。
常见的轴承安装面材料包括钢、铸铁和不锈钢等,它们的硬度通常在HRC 58-62 之间。
如果需要更高的硬度,可以选择使用硬度更高的材料,如工具钢或硬质合金等。
轴承安装面的硬度标准是非常重要的,它可以确保轴承的正常运行和寿命。
在选择轴承安装面的材料和硬度时,需要根据具体的应用场景和要求进行选择。