鼓风炉炼铅故障排除方法
降低铅鼓风炉炉渣含铅的途径
降低铅鼓风炉炉渣含铅的途径
朱吾意
【期刊名称】《湖南有色金属》
【年(卷),期】2004(020)005
【摘要】分析了熔融炉渣的物理化学性质,在认真总结鼓风炉炼铅生产实践经验的基础上,指出降低铅鼓风炉炉渣含铅的途径.
【总页数】3页(P26-28)
【作者】朱吾意
【作者单位】株洲冶炼集团有限责任公司,湖南,株洲,412004
【正文语种】中文
【中图分类】TF812
【相关文献】
1.铅鼓风炉渣型对渣含铅影响的研究 [J], 曹剑
2.影响铅鼓风炉炉渣含铅的因素分析 [J], 徐旭东
3.SKS炼铅工艺降低鼓风炉渣含铅的生产实践 [J], 袁培新;李初立
4.降低铅鼓风炉渣含铅的研究 [J], 王辉;陈立三
5.降低鼓风炉炉渣含铅的途径 [J], 王辉
因版权原因,仅展示原文概要,查看原文内容请购买。
降低炼铅鼓风炉渣铅含量的探索与实践

降低炼铅鼓风炉渣铅含量的探索与实践炼铅是一种重要的化学工艺,用来从金属矿石提取有用的金属元素。
炼铅过程中,会产生温度达到一千多度的渣滓,而这种渣滓中会含有大量的铅。
由于铅的毒性,因此现在人们对它的危害有越来越大的认识,降低渣滓中的铅含量,对节约能源、减少污染、保护环境都有着重要的意义。
首先,必须明确减少炼铅鼓风炉渣中铅的措施。
一是采取有效的技术措施来控制蒸汽温度,减少渣滓的产生;二是采取合适的蒸汽鼓风诱导系统,提高鼓风炉的热效率;三是实施技术改造,在鼓风炉喷口处安装射流器,促使炉渣能均匀地被热风吹走;四是加大排放排气量,让温度更容易达到放射性温度;五是采取有效的冷却措施,减少渣滓中铅的沉淀;六是采取有效的分离技术,把渣滓中的铅分离出来,防止其流入环境。
其次,要对降低炼铅鼓风炉渣中铅的实施效果进行反复试验测量。
在反复的试验中,使用GC-MS(气相色谱-质谱联用仪)可以清楚地了解渣滓中铅元素的含量,从而把多余的铅元素抽除出来;研究人员也可以通过SPME(快速提取静电纺织芯片)对渣滓进行快速提取,检测出渣滓中的铅元素;此外,还可以通过ICP-OES(电感耦合等离子体发射光谱)来检测渣滓中的铅浓度,同时也可以用FTIR(Fourier 变换红外光谱)来获取铅元素的结构和特征。
最后,要按照法律法规的规定进行渣滓的处理,采用合适的技术对渣滓进行处理,以限制其产生的污染。
这里,最有效的处理方法是进行闪蒸处理,即把渣滓放入高温环境中,用高温产生的水蒸气穿透渣滓,把大量铅提取出来。
此外,渣滓处理过程中还需要采取移动式真空蒸发器、固体物料搅拌设备等设备,这样就能有效地降低渣滓中的铅含量。
综上所述,减少炼铅鼓风炉渣中铅含量是一个重要的环保措施,在其实施过程中,需要采取有效的技术措施、反复的实验测量,以及按照法律法规的规定来处理渣滓,确保炼铅过程中不会对环境造成污染。
只有把降低炼铅鼓风炉渣铅含量这项重大任务完成好,才能为保护环境、节约能源、改善人类的生活状况做出贡献。
氧气底吹熔炼—鼓风炉还原炼铅新技术
氧气底吹熔炼—鼓风炉还原炼铅新技术氧气底吹熔炼—鼓风炉还原炼铅法一、氧气底吹熔炼—鼓风炉法简介氧气底吹熔炼—鼓风炉还原炼铅法工艺流程为:熔剂、铅精矿或二次铅原料及铅烟尘经配料、制粒或混捏后进行氧气底吹熔炼,产出烟气、一次粗铅和铅氧化渣,烟气经余热锅炉回收余热和电收尘器收尘后采用二转二吸工艺制酸,尾气排放,铅烟尘返回配料。
铅氧化渣经铸块后与焦块、熔剂块混合后入鼓风炉进行还原熔炼,产出炉渣、烟气和粗铅,烟气经收尘后放空,铅烟尘返回配料。
工艺主要设备包括可旋转式氧气底吹熔炼炉,多元套管结构氧枪(多通道水冷高温喷镀耐磨底吹氧枪),特殊耐磨材质的氧枪口保护砖,浅层分格富铅渣速冷铸渣机(铅氧化渣铸渣机),带弧型密封罩和垂直模式壁中压防腐余热锅炉,全封闭铅烟尘输送配料等, 新型结构鼓风炉(双排风口大炉腹角高料柱)等。
工艺的核心设备是氧气底吹熔炼炉。
熔炼炉炉型结构为可回转的卧式圆筒形,在炉顶部设有2~3 个加料口,底侧部设有3~6 个氧气喷入口,炉子两端分别设一个虹吸放铅口和铅氧化渣放出口。
炉端上方设有烟气出口。
铅精矿的氧化熔炼是在一个水平回转式熔炼炉中进行的。
铅精矿、铅烟尘、熔剂及少量粉煤经计量、配料、圆盘制粒后, 由炉子上方的气封加料口加入炉内, 工业纯氧从炉底的氧枪喷入熔池。
氧气进入熔池后, 首先和铅液接触反应, 生成氧化铅(PbO ) , 其中一部分氧化铅在激烈的搅动状态下, 和位于熔池上部的硫化铅(PbS) 进行反应熔炼, 产出一次粗铅并放出SO 2。
反应生成的一次粗铅和铅氧化渣沉淀分离后, 粗铅虹吸或直接放出,铅氧化渣则由铸锭机铸块后, 送往鼓风炉工段还原熔炼, 产出二次粗铅。
出炉SO 2 烟气采用余热锅炉或汽化冷却器回收余热, 经电收尘器收尘, 送硫酸车间处理。
熔炼炉采用微负压操作, 整个烟气排放系统处于密封状态, 从而有效防止了烟气外逸。
同时, 由于混合物料是以润湿、粒状形式输送入炉的, 加上在出铅、出渣口采取有效的集烟通风措施, 从而避免了铅烟尘的飞扬。
底吹炉高铅渣还原的新方法
底吹炉高铅渣新的还原方法一、底吹炉高铅渣还原现用工艺及存在的缺点:高铅渣鼓风炉还原,是目前在没有新的还原方法而不得不为之的方法,它不是中国冶金发展的方向。
众所周知,高铅渣鼓风炉还原有以下几个主要缺点:1、将熔体高铅渣重新冷却铸锭,白白的浪费了大量的热能,大大提高了生产成本。
2、冷却后的高铅渣块,从铅的化学性质看,主要成份是低熔点的PbO.SiO2 ;从物理性质上看,密实而坚固;给还原疏松多孔烧结块的传统鼓风炉还原铅带来了极大的困难,迫使鼓风炉还原采用高焦率,且渣含铅居高不下,还原效果不理想。
3、鼓风炉产出的烟气量大,产出低浓度的SO2,不易处理,设备庞大,运行费用高。
因此,众多的冶金工作者正在探索新的冶炼出路。
二、高铅渣熔体直接还原的研究现状。
高铅渣熔体直接还原曾进行过或正在进行。
如氧气侧吹炉还原(新乡中联)、旋涡炉还原(河南豫光)、底吹炉还原(豫光等)、充焦炭电热炉还原(湖南水口山)、QSL还原炉(安阳岷山)、氧气煤气侧吹炉还原(济源金利)。
豫光早前进行的高铅渣熔体旋涡炉直接还原,所用旋涡炉是一园形竖炉,风口略向下并偏离中心轴线,鼓风时熔体成旋涡旋转,用焦粒作还原剂,传热传质良好,还原速度快。
但终因墙体耐火材料抗不住熔体的冲刷而仃止了试验。
底吹炉还原是QSL所采用的方法,它所用的还原剂是粉煤,据传瓜州和池州也在试验用粉煤底吹炉还原。
豫光则采用了天然气加粒煤(焦),已成功用于生产,取代了鼓风炉,有关炉子的详细数据没有报道。
充焦电热还原实质上是借鉴了一种炼锌电炉,高铅渣熔体从上而下通过充满焦炭的竖炉,竖炉上、下方有电极,焦炭柱成为发热体而变灼热,将氧化铅还原,还原后的铅和炉渣流到熔池分层。
此法的试验进展情况不详。
金利进行的氧气煤气侧吹炉还原高铅渣正在试验之中。
可以认为:将底吹炉的风咀用于侧吹炉是可行的,侧吹炉还原效果也是好的。
上述还原工艺相比较,大规模、加高温熔体、间断还原作业在能耗上和技经指标上,都具有明显的优势。
_豫光金铅_鼓风炉炼铅渣性能分析研究
河南豫光金铅集团有限公司是年产电解铅30万吨的大企业,其铅冶炼系统采用烧结机———鼓风炉———电解的传统工艺,目前该系统经常出现渣含铅高、渣型不稳、渣流动性不好、渣粘等现象,严重影响冶炼工艺正常运行和铅的综合回收率。
为了解决这个问题,我们对现有的鼓风炉铅渣的化学成分、熔点、粘度、密度、表面张力等理化指标进行测定,旨在找出现有渣型的不足,确定更为合理的渣型,使冶炼工艺正常运行,提高铅的综合回收率。
一、铅渣的化学组成铅渣的主要成分是SiO2、FeO、CaO及ZnO,其总量约占炉渣重量的90%,这些成分的性质大致可以决定炉渣的性质[1]。
SiO2是酸性氧化物,能与各种碱性氧化物形成各种硅酸盐。
当炉渣中SiO2过多时,则过剩的SiO2以固态存在,使炉渣粘度增加,影响熔体分离,造成渣含铅高,而且使炉渣对锌、铁等的化合物的溶解能力降低。
FeO是造渣成分中最重要的碱性氧化物。
它能增加渣的易熔性、降低粘度和使炉渣的比重加大。
炉渣中的FeO含量增高后,虽可增加对锌、铁等的化合物的溶解能力,然而却使炉渣的比重增大,影响沉淀分离,造成渣含铅的增加。
CaO是炉渣中碱性最强的氧化物。
它能降低渣比重和渣含铅。
但其量不能超过溶解度的极限,否则会使炉渣熔点猛增,而且对锌、铁的化合物(特别是ZnS、FeS)溶解能力极低,造成炉渣粘度大,流动性不好,分层不佳,渣含铅高。
在铅熔炼中,一般希望ZnO在渣中的溶解量越多越好,因为可以从渣中回收更多的锌以减少锌的损失。
但渣中含ZnO过多,会使渣粘度增加,当其含量超过了溶解度的限度,渣的粘度及熔点都会剧烈上升。
因此ZnO在渣中的含量不易过大,一般为15%-17%,最高不超过21%[2]。
二、铅渣的物理性质鼓风炉熔炼能否顺利进行以及铅的回收率,与铅渣的熔点、密度、表面张力、粘度等物理性质紧密相关。
炉渣熔点影响鼓风炉的生产率,如果熔点过低,鼓风炉熔炼温度难以提高,如果过高,炉渣粘稠,炉缸操作困难,铅的渣损提高,同时较高的操作温度又使焦比过高,不利于节能[3]。
降低铅鼓风炉炉渣含铅的途径
作者简介:朱吾意(1972-),男,工程师,主要从事有色金属冶炼技术工作。
降低铅鼓风炉炉渣含铅的途径朱吾意(株洲冶炼集团有限责任公司,湖南株洲 412004)摘 要:分析了熔融炉渣的物理化学性质,在认真总结鼓风炉炼铅生产实践经验的基础上,指出降低铅鼓风炉炉渣含铅的途径。
关键词:熔融炉渣;铅鼓风炉;渣含铅中图分类号:TF812 文献标识码:A 文章编号:1003-5540(2004)05-0026-03 随着市场经济的发展,要想使企业的产品打入国际市场,提高产品市场竞争力,在依靠质量取胜的同时,降低生产成本也是重要的手段之一。
株冶铅系统自1988年改造以来,基本的操作、工艺、技术日趋成熟,但是随着矿山资源的大量开采,原料成分、结构变得更为复杂,这就给降低铅鼓风炉炉渣含铅带来了被动的局面。
株冶近6年铅鼓风炉渣含铅情况列于表1。
表1 株冶近6年鼓风炉渣含铅情况%年度1月2月3月4月5月6月7月8月9月10月11月12月1999年3.924.23 3.34 4.16 4.04 3.16 4.60 4.50 3.96 3.97 3.63 3.672000年 2.84 2.89 2.31 2.32 3.18 2.87 2.86 3.12 3.27 3.14 2.03 1.852001年 3.54 2.98 3.88 3.33 3.87 2.59 2.03 2.152.15 1.90 2.43 2.892002年 2.95 2.99 2.42 2.313.26 2.96 3.42—3.56 3.03 2.97 3.012003年 3.15 3.01 3.10 3.09 2.99 3.193.463.513.233.162.922.852004年3.253.083.213.143.09——————— 从表1可以看出,株冶总的来说渣含铅还较高。
为了更好、更快的降低渣含铅,根据熔融炉渣的物理化学性质,结合生产的实际情况,进一步寻求降低渣含铅的途径。
某炼铅厂鼓风炉烟气除尘净化过程1
一、前言1.1大气污染大气是由一定比例的氮、氧、二氧化碳、水蒸气和固体杂质微粒组成的混和物。
就干洁空气而言,按体积计算,在标准状态下,氮气占78.08%,氧气占20.94%,氩气占0.93%,二氧化碳占0.03%,而其他气体的体积则是微乎其微的。
各种自然变化往往会引起大气成分的变化。
例如,火山爆发时有大量的粉尘和二氧化碳等气体喷射到大气中,造成火山喷发地区烟雾弥漫,毒气熏人;雷电等自然原因引起的森林大面积火灾也会增加二氧化碳和烟粒的含量等等。
一般来说,这种自然变化是局部的,短时间的。
随着现代工业和交通运输的发展,向大气中持续排放的物质数量越来越多,种类越来越复杂,引起大气成分发生急剧的变化。
当大气正常成分之外的物质达到对人类健康、动植物生长以及气象气候产生危害的时候,我们就说大气受了污染。
1.2大气的主要污染源和污染物大气污染源就是大气污染物的来源,主要有以下三个:1.2.1工业:工业是大气污染的一个重要来源。
工业排放到大气中的污染物种类繁多,性质复杂,有烟尘、硫的氧化物、氮的氧化物、有机化合物、卤化物、碳化合物等。
其中有的是烟尘,有的是气体。
1.2.2生活炉灶与采暖锅炉:城市中大量民用生活炉灶和采暖锅炉需要消耗大量煤炭,煤炭在燃烧过程中要释放大量的灰尘、二氧化硫、二氧化碳、一氧化碳等有害物质污染大气。
特别是在冬季采暖时,往往使污染地区烟雾弥漫,呛得人咳嗽,这也是一种不容忽视的污染源。
1.2.3交通运输:汽车、火车、飞机、轮船是当代的主要运输工具,它们烧煤或石油产生的废气也是重要的污染物。
特别是城市中的汽车,量大而集中,排放的污染物能直接侵袭人的呼吸器官,对城市的空气污染很严重,成为大城市空气的主要污染源之一。
汽车排放的废气主要有一氧化碳、二氧化硫、氮氧化物和碳氢化合物等,前三种物质危害性很大。
1.3、大气污染的危害大气污染的危害主要有以下几个方面:1.3.1对人体健康的危害:人需要呼吸空气以维持生命。
氧气底吹熔炼——鼓风炉还原炼铅新技术及应用
氧气底吹熔炼——鼓风炉还原炼铅新技术及
应用
随着社会工业化进程的加速,各种生产工艺也在不断推陈出新,为了满足人们对高品质产品的需求,各种新技术应运而生。
其中就包括了氧气底吹熔炼——鼓风炉还原炼铅新技术。
这种技术的出现,不仅改善了铅熔炼中的环境问题,还提高了铅产量,使得铅冶炼业得到了更好的发展。
传统的铅熔炼工艺在煤气炉中进行,由于煤气本身所含有的硫化氢等有毒物质对环境的污染,以及因高温燃烧产生的大量废气对空气的污染,除了对环境造成了严重的影响,同时也使得铅熔炼的能源利用率很低,
为了解决这些问题,氧气底吹熔炼——鼓风炉还原炼铅新技术应运而生。
这种技术采用氧气作为燃料,通过底吹方式将氧气吹入铅熔炼炉中,使得铅在高温高浓氧气氛下迅速氧化还原,加快了铅的熔化
和反应速率,同时废气、废渣产生率也得到了大幅度降低,不仅对环
境影响减小,而且对于铅产出质量的提高也有明显作用。
在现如今的铅冶炼业,氧气底吹熔炼——鼓风炉还原炼铅新技术
得到了广泛应用。
采用这种技术可以使得铅炉的能耗比传统炉子降低
约25%~35%不等,同样的情况下也能产生更多的铅产出,同时在生产过程中无污染的废气排放,使得工作环境更加安全,这给企业的生产过
程增加了很多收益和竞争力。
综上所述,氧气底吹熔炼——鼓风炉还原炼铅新技术的广泛应用,不仅对于环保和节能的发展产生了积极的推动作用,而且在提高生产
成本的同时也促进了铅冶炼业的发展。
因此,这种技术的应用前景非
常广阔,也值得我们在实际生产中予以重视。
铅锌密闭鼓风炉风嘴改进实践

铅锌密闭鼓风炉风嘴改进实践摘要:某厂选择使用密闭鼓风炉炼铅锌工艺进行生产,再生产中经过多年的实践,工艺操作控制日益成熟,然而依然存在着一些问题,因此,本文对铅锌密闭鼓风炉风嘴改进进行了分析和探讨。
关键词:铅锌密;闭鼓风炉风嘴;改进措施1 鼓风量与鼓风压力1.1鼓风量铅锌密闭鼓风炉的正常鼓风量与风口区面积、风口配置等有关,标准型炼锌鼓风炉底部风口风量一般控制在35 000 m3/h左右。
生产实践中,鼓风量主要取决于焦炭燃烧、烧结块质量、炉内结瘤、料面高度及炉体结构等。
大风量操作时,焦炭燃烧速度快,熔炼强度大,生产效率高,而炉内热量损失比例相应减小,焦炭还原区域扩大,可获得较高的熔炼温度,降低渣含锌。
但风量过大,会使炉内高温区上移,造成炉料过早熔化,炉渣含锌升高,增加动力消耗,不利于熔炼过程的正常进行;同时,由于炉内气流速度过大,粉尘量增加,特别是在料面过低、烧结块强度差、炉内结瘤严重的情况下,冷凝器内浮渣剧增。
此外,大风量操作还受到烧结块质量、炉内结瘤所引起的高风压限制,而且鼓风量还需与冷凝分离系统及炉气洗涤系统的设备能力相匹配。
1.2风口配置风口配置要同时考虑炉缸单位面积送风量、风口鼓风强度以及风口风窝重叠情况。
根据经验,炉缸单位面积送风量不超过2 300 m 3/(m2•h),风El内单位面积的送风量不超过3 000 m3/(m2•h)。
为避免炉内形成死区,风口活化区必须侧向重叠。
风口数量增加,则每个风El风量减少,风窝尺寸则不够大,风口数量减少则加大了每个风口的风量,风窝重叠区域增加,活化了炉缸中心,综合考虑炉缸面积、风口面积及炉缸活度,16个风口最适合该厂炉型。
2降低鼓风压力的途径2.1影响鼓风压力的因素密闭鼓风炉鼓风压力降主要来自于烧结块和焦炭等物料形成料柱产生的阻力、热风管道摩擦阻力及水冷风嘴风口摩擦阻力。
料柱阻力和物料的透气性有关,热风管道及风摩擦阻力与风管直径、空气在风管内的流动状态及风管内壁的粗糙度有关。
重金属冶金学--铅冶金--铅烧结矿的鼓风炉还原熔炼
10
3、还原反应反应热力学
1)金属氧化物CO还原(间接还原)
在铅的还原熔炼过程中,炉料所 含的各种物质都参与如下反应。 MeO=Me+1/2O2 CO+1/2O2=CO2 MeO+CO=Me+CO2 (3-1) (3-2) (3-3)
由式(1)与式(2)得式(3): 不同温度下各种金属氧化物还原反 应平衡的pCO/pCO2比较见图3-2。 由图可见,在1000℃时金属氧化 物还原的先后顺序是: Cu2O、PbO、NiO、CdO、SnO2、 Fe3O4、FeO、ZnO、Cr2O3、MnO。
18
在有碱性氧化物FeO和 CaO参与下,铅的氧化物 被还原的顺序为PbO·SiO2、 PbO、2PbO·SiO2,其中 PbO·SiO2最易被还原。 由于CaO与SiO2形成多 种硅酸盐,所以在配料时 CaO:SiO2的比值对还原反 应进行的程度有很大关系。 (生成 3CaO·SiO2 的△G 最负)
第 三 节
铅烧结矿的鼓风炉还原熔炼
一、概述 1、鼓风炉还原熔炼目的
使铅的氧化物还原,并与贵金属和铋等聚集进入粗铅,而 使各种造渣成分(包括SiO2、CaO、FeO、Fe3O4等)及锌等进 入炉渣,以达到相互分离。
1
1、鼓风炉还原熔炼目的
目的:使铅的氧化物还原,并与贵金属和铋等聚集进入粗 铅,而使各种造渣成分(包括SiO2、CaO、FeO、Fe3O4等)及 锌等进入炉渣,以达到相互分离。 当原料含铜较高时,可产出铅冰铜将铜富集;若原料含铜 不太高,可将铜富集于粗铅中,此时铜在炉渣中的损失将稍大。
21
22
5、铅烧结块中其他组分在还原熔炼中的行为
• 铅烧结块中除含主金属铅和主要杂质金属铁的化合物之外,还含 有锌、铜、砷、锑、铋、镉等氧化物,它们在熔炼中的行为分别 叙述如下:
降低炼铅鼓风炉渣铅含量的探索与实践

降低炼铅鼓风炉渣铅含量的探索与实践1背景炼铅是一项重要的冶金工艺,铅渣是一种难处理的废弃物。
铅渣中含有电解铅,属于重金属废弃物,其中的铅含量约为4%~6%。
除了有害的污染外,铅渣中含有的铅元素还可作为原料回收利用,促进再生资源的综合利用。
因此,如何减少渣中铅的含量,以最大限度地提高综合回收率,迫在眉睫。
2探索方案针对渣中铅含量太高的问题,经过多方分析,给出以下几种探索方案:(1)采用液体冷却的工艺流程,进一步提高冷却效果,减轻有害物质的蒸发,提高再生资源的综合回收率。
(2)加强铅熔点探测的准确性,降低和稳定铅渣融点,减少金属的混入,减少渣中铅的含量。
(3)尽量使用低含铅原料,增加低含铅原料对铅渣混合物中铅元素的比例。
(4)尽量采用常温吸收法回收回收铅,综合利用分离出来的铅熔点低的物质,可使高含铅物料回收。
3实施实践根据上述探索方案,设备装置做出了相应改变:(1)在渣升温到沸点以后立即采用吹风冷却,冷却时间最多不超过2秒并加快渣的凝固速度,最终实现风冷却,延长渣的冷却过程,使渣中的金属物质转移量降低。
(2)控制炉温恒定,确保渣升温到沸点后的温度保持稳定,有效的控制熔点,减少金属物质混入渣,使渣中铅的含量达到最佳值。
(3)在添加原料时尽量使用低含铅原料,同时增加低含铅原料对铅渣混合物中铅元素的比例。
(4)采用常温回收法分离出来的铅,提高铅的回收率,进而最大限度地降低渣中的铅含量。
4效果表现改进后,通过现场检测实验,有效的将渣中铅含量从4.76%降低到4.37%,减少了0.39%,从而满足环保要求,降低污染,更有效地降低炼铅渣中铅含量,提高回收率。
实践表明,上述改进措施所采取的方法是非常有效的,可以显著降低炼铅鼓风炉渣中含铅量。
而且,该技术具有技术成熟、操作简便、节能效果明显的特点,可以作为同类行业的引领技术。
常见金属冶炼故障与故障排除方法

04
案例分析
熔炼故障案例分析
总结词
熔炼故障通常表现为炉衬材料损坏、炉体漏钢、电极异常等问题。
详细描述
熔炼故障可能由于原料质量不佳、操作不当或设备老化等原因引起。例如,当使用低品质 原料时,杂质过多会导致钢水过冷,产生裂纹;电极异常则可能是由于电极插入深度不够 或过深,导致电弧不稳定或电极烧损。
解决方案
针对不同故障采取相应措施,如更换高品质原料、调整电极位置、修复炉衬等。同时,加 强设备维护和巡检,及时发现并处理潜在问题。
精炼故障案例分析
总结词
精炼故障主要表现为钢水成分不达标、夹杂物过多、脱氧不良等。
详细描述
精炼过程中,钢水成分控制是关键。例如,当钢水中碳含量过高时,会导致钢材强度和韧性下降;夹杂物过多则会影 响钢材的疲劳寿命和加工性能。脱氧不良通常是由于脱氧剂添加不足或操作不当所致。
气体含量高
加强熔炼过程中的气体排 放,控制炉内气氛,避免 金属氧化。
精炼故障排除方法
夹杂物去除
通过添加去夹杂物剂,降 低金属液中的夹杂物含量 。同时调整精炼温度和时 间,提高去除效果。
成分调整
根据金属成分要求,精确 控制精炼过程中的成分补 加量,确保金属成分符合 标准要求。
气体去除
通过控制精炼温度和搅拌 强度,促进气体在金属液 中的逸出,降低金属中的 气体含量。
金属氧化
在熔炼过程中,金属容易与空气中 的氧气发生反应,导致金属氧化, 影响金属的纯度和质量。
精炼故障
精炼渣组成不当
精炼渣的组成对金属的提纯效果 有重要影响,渣的化学组成不合 理可能导致金属损失、杂质去除 不完全等问题。
精炼温度控制不当
精炼温度是影响金属纯度和质量 的关键因素,温度过高或过低可 能导致金属成分不均匀、杂质去 除不完全或金属氧化等问题。
铅烧结矿的鼓风炉还原熔炼

熔炼压力对炉内气体组成和反应速率有一定影响。在高压下 ,气体在炉内的停留时间增加,有利于铅烧结矿的还原反应 进行。
操作参数对熔炼过程的影响
01
送风量
送风量的大小直接影响到炉内的氧气供应和燃烧强度,从而影响铅烧结
矿的还原效率和产品质量。
02
配料速度
配料速度决定了炉内物料反应的速度和时间,对最终产品的质量和产量
铅烧结矿的鼓风炉还原熔 炼
• 引言 • 铅烧结矿的特性 • 鼓风炉还原熔炼过程 • 鼓风炉还原熔炼的影响因素 • 鼓风炉还原熔炼的优化和改进 • 结论
01
引言
目的和背景
目的
铅烧结矿的鼓风炉还原熔炼是一种将铅烧结矿中的铅、锌等有价金属还原熔炼 成粗金属的方法。
背景
随着全球矿产资源的不断开采,低品位、复杂难处理矿石的利用问题日益突出。 铅烧结矿作为一种常见的低品位矿石,其高效、环保的冶炼技术成为研究热点。
熔炼过程中的排放主要包含烟气、炉渣和废水等,其中 烟气是主要的污染源。
能源消耗与生产规模、工艺参数、原料性质等因素有关, 降低能耗是提高生产效率的重要方向。
通过采用先进的工艺技术和设备,可以有效降低污染物 排放,提高环保水平。
04
鼓风炉还原熔炼的影响因素
原料的品质和配比
原料品质
铅烧结矿的品质对鼓风炉还原熔炼的 效率和产品质量有重要影响。高品质 的铅烧结矿通常含有较低的杂质,能 够提高熔炼过程的效率并降低能耗。
鼓风炉还原熔炼在处理复杂铅烧结矿 方面具有较大的优势,能够处理多种 含铅矿物,并实现多组分的综合回收。
鼓风炉还原熔炼具有较高的熔炼效率、 较低的能耗和较好的环保性能,能够 满足当前对环境保护和资源综合利用 的要求。
氧气底吹炉炼铅所产烟灰物性异常现象的分析与处理措施
通过改进设备,加强人员培训等措施,彻底避免了烟 灰异常现象的发生,改善了现场环境,保障了生产的 正常稳定进行。
参考文献:
[13段永华,孙勇,彭碉军,等.金属简化合物MgzPb的电子结构 和弹性性质EJl.中国有色金属学报.2009(10)t1835—1839.
[2] 化工空间.镉黄[EB/0L].[2013—5—101.http:// WWW.hgspacB com/dic/z/lkxwbi79y6yp.htmi.
Using direct oxidation method to recover low——grade tin from crude lead Abstract:This article describes the method of using direct oxidation to recover tin from crude lcad that Contains tin more than 0.3%.Under conditions of high temperature,use a special variable speed mixer mixing molten lead,the tin is oxidized into the tin dioxide and separated from the liquid lead.This technology enables crude lead tin enrichment about 60—90 times,the recovery of more than 90%,can produce good economic returns. Key wolds:extractive metallurgy;crude lead refining;direct oxidation;tin recovery;tin drossl
鼓风炉炼铅的故障排除方法
2.熔炼产物的排放粗铅从虹吸道连续排出铸锭,或用铅包送至下道工序精炼;炉渣从咽喉口连续排至电热前床进行沉淀分离、保温;铅锍根据其量多少,不定期由渣溜槽侧面与咽喉口在同一水平面的放锍口排出。
改变虹吸出口和渣溜槽高度,可调节炉缸中铅液面的水平与渣层的厚度。
实际操作中,两溜槽高度应调整到适宜位置上。
若铅溜槽低,炉缸储铅量减少,温度降低,则部分溶解在铅中的杂质析出,造成虹吸道堵塞,同时部分锍将进入炉缸与铅一起排出,这不仅影响粗铅的质量,同样使虹吸道堵塞;若铅溜槽高,则咽喉口被铅液填充,阻止炉渣排出。
渣溜槽高时,则本床中渣层厚,会将炉缸中的铅压出,风口区出现上渣迹象,容易造成风口上渣,甚至灌死风口,影响风口送风。
渣溜槽低时,则咽喉15喷风,操作无法进行。
3.风量、风压的控制及风口的作业铅鼓风炉的送风量应该稳定,任何风量波动均能给炉子作业带来负面影响。
实际上,往往由于炉料、焦炭质量及操作上的原因,加入炉内焦炭相应减少或因料柱阻力升高,而使送风量减少造成风焦比的严重失调。
对鼓风炉风量的控制更确切地说是对风焦比的控制。
风口操作的基本任务是要经常捅打风13,扩大风IZl送风面积,使风能达到炉子的中心;第二要减少风口大盖的漏风,及时更换密封圈,拧紧大盖螺栓,通过观察风口内部,判断炉况是否正常。
通常风口表面有类似蜂窝状亮点,钢钎易于捅至炉中心,钢钎不带粘渣,表明炉况正常;如果风口发黑、发暗表明炉况不正常,应及时处理;发现风口有上渣迹象,则可能是咽喉或虹吸道堵塞,应立即进行处理。
4.电热前床的操作随着鼓风炉熔渣不断进入前床,电极插入熔渣的深度也随着变化。
当电压一定时,电流随着电极插入熔渣的深度而增加。
前床热的来源主要是靠强大的电流通过熔渣时产生的焦耳热(热量Q=0.24RI2t,R为电阻,I为电流,t为通电时间)。
正常操作时,通过升降电极插入熔渣的深度来调节电流,从而达到调整炉温的目的。
只有当调整电极插入深度还不能满足所需温度时,才改变电压挡次。
铅烧结矿的鼓风炉还原熔炼

3、铅鼓风炉内金属氧化物的还原反应
—铅冶金—
(1)铅及其主要杂质铁的氧化物还原
• 鼓风炉还原熔炼在以焦炭做还原剂时,固体C的还原氧化物的固-固或 固-液反应,与用CO还原的气-固或气-液反应相比,前者反应速度缓 慢,因为固体C的还原反应一开始后,就被反应产物隔开,固-固(液) 之间的扩散几乎不再发生。对于烧结块和焦炭的鼓风炉还原条件,相 互接触更为有限,固体C的还原作用微弱,实际上是靠CO来起还原 作用。在高温下,CO比CO2更稳定,在CO+CO2的混合气体中占优 势,随着温度升高这种优势更加增长,只要有固体C存在就可以提供 大量的CO作为还原剂。
• ②产生一氧化碳气体,使炉料中的金属氧化物还原成金属。
• 焦炭质量具体要求见表3-2。63、辅助物料
—铅冶金—
• 鼓风炉熔炼一般不需要添加熔剂,只有在炉况不正常 时可能加萤石(CaF2)、黄铁矿(FeS2),主要用作洗 炉。后者还作硫化剂使用,在炉料中铅高、硫不足时, 使铜进入铅,以提高铜的回收率。此外,为了改善炉 况,使熔炼过程比较容易进行,有时也加块度为50~ 120mm的鼓风炉渣。
• (3)如果炉料中含有Ni、Co时,使其还原进入黄渣(俗 称砷冰铜);
• (4)将烧结块中一些易挥发的有价金属化合物(如CdO) 富集于烟尘中,便于进一步综合回收;
• (5)使脉石成分(SiO2、FeO、CaO、MgO、Al2O3)造 渣,锌也以ZnO形态入渣,便于回收。
2
—铅冶金—
二、铅鼓风炉熔炼的炉料组成及对 炉料的要求
11
—铅冶金—
4、熔炼区(900-1300℃),此区位于燃烧层上,上述各区反应 均在此区完成,SiO2、FeO、CaO造渣,并将Al2O3、MgO、ZnO 溶解其中,CaO、FeO置换硅酸铅中的PbO,游离出来的氧化铅 则被还原为金属铅,炉料完全熔融,形成的液体流经下面赤热的 焦炭层过热,进入炉缸,而灼热的炉气则上升与下降的炉料作用, 发生上述化学反应。
铅鼓风炉熔炼
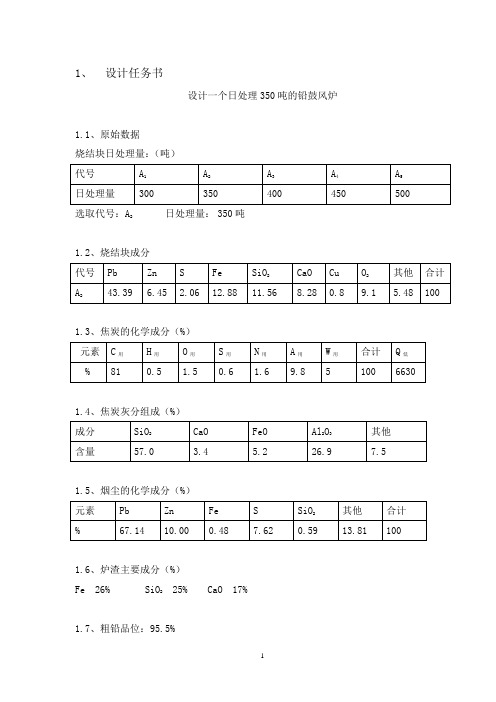
1、设计任务书设计一个日处理350吨的铅鼓风炉1.1、原始数据烧结块日处理量:(吨)选取代号:A日处理量:350吨21.2、烧结块成分1.3、焦炭的化学成分(%)1.4、焦炭灰分组成(%)1.5、烟尘的化学成分(%)1.6、炉渣主要成分(%)Fe 26% SiO25% CaO 17%21.7、粗铅品位:95.5%2铅2.1、铅的物理性质铅是一种化学元素。
人类最早提炼出来的金属之一。
埃及前王朝时期就有铅制人像。
古罗马人已经了解铅能耐腐蚀,广泛用铅做水管。
古埃及用铅化合物做瓷釉。
中国商代中期,在铸造青铜器时已加入金属铅,西周的铅戈中,含量也很高。
铅在地壳中的含量为 1.6×10-3%,很少以游离状态存在于自然界,主要矿物有方铅矿(PbS)、白铅矿(PbCO3)、硫酸铅矿(PbSO4)。
铅是铀和钍的衰变产物,因此也存在于各种铀矿和钍矿中。
铅的元素符号为Pb,英文名为lead,是蓝灰色或银灰色金属,但略带蓝色,在空气中失去光泽,变成暗灰色。
其结晶属于等轴晶系(八面体及六面),原子序数为82,为第IV族元素,原子量为207.21。
熔点327.502℃,沸点1740℃,密度11.3437克/厘米3,莫氏硬度1.5,很柔软,纯铅在重金属中是最柔软的,具有良好的展性,可以压成铅皮,捶成铅箔,但延性甚小,不能拉成铅丝。
铅的物理性质见下表:铅的物理性质2.2、铅的化学性质铅的原子价是2和4。
铅在各种成分的大气、水和常用化学物质体系中是相当稳定的。
常温下在干燥的空气中铅不会氧化。
但铅在潮湿及含有CO 2的空气中,在其表面先生成氧化亚铅(Pb 20 ),再慢慢转化成碱式碳酸铅(3PbC03·Pb(OH ):)薄膜,此膜可阻止铅在大气中进一步氧化,使铅在常温下大气中长期不被腐蚀。
铅在熔融状态下,氧化过程加剧,最初生成Pb 20,继续升温则生成Pb0,温度升至330~450℃时,Pb0转化成Pb 203,温度升至450~490℃时,Pb 203转化成Pb 304(红丹),温度升至550一600℃时,Pb 304转化成Pb0(黄丹)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
鼓风炉炼铅故障排除方法目录一、炼铅鼓风炉常见故障及处理方法 (1)1.炉顶故障及其处理方法 (1)2.风口故障及其处理方法 (1)3.咽喉故障及其处理方法 (2)4.虹吸故障及其处理方法 (2)5.炉结的生成及其处理 (2)二、停炉 (4)1.临时性停炉 (4)2.计划性停炉大修 (5)三、排放熔炼产物 (5)四、铅鼓风炉的供风与焦炭燃烧 (6)1焦炭燃烧反应的合理控制 (6)2焦炭燃烧与炉内还原气氛的控制 (6)3炉内还原气氛的控制 (7)4 焦炭燃烧强度与鼓风炉生产率的关系 (7)五、鼓风炉炼铅的主要技术条件及控制 (8)1鼓风炉炼铅的主要技术条件 (8)2鼓风炉炼铅的主要技术经济指标 (10)一、炼铅鼓风炉常见故障及处理方法1.炉顶故障及其处理方法炉顶冒火产生的原因:①风焦比不当,焦炭过剩,大量CO在炉顶燃烧;②焦炭中含挥发物过多;③焦点上移;④料柱太低,大量CO来不及同炉料作用,便逸到炉面上燃烧;⑤炉结形成,引起悬料。
消除的措施:①调节好风量、风压;②改善焦炭质量;③提高料柱;④消除炉结和悬料。
料面跑空风产生的原因:①炉结严重,造成炉子横截面积缩小,炉气集中通过;②炉料粉状物多,透气性差,风压高,将粉料吹出形成空洞。
消除的措施:①暂停风,消除炉结;②改进烧结配料和操作,提高烧结块强度;③适当降低风压。
降料速度慢产生的原因:①风口送风不好;②还原能力过强,风口区温度低;③炉料粉状物多或强度太低,造成透气性差;④炉料或炉渣熔点高。
消除的措施:①处理好风口,扩大送风面积;②调整好风焦比;③加入返渣改善炉料透气性;④烧结改料调整炉渣成分。
2.风口故障及其处理方法风口常见故障是:发黑、发红、发暗、发空、发硬。
其产生的原因:①焦率太低,造成风口发黑、发暗;②焦率太高,焦点上移,风口区变冷而引起发黑;③风口上方长炉结,造成风口区出现空洞;④焦炭分布不均匀,炉中心焦炭不足,造成中心发硬;⑤水冷水套水温太低,造成风口区冷凝或发红。
消除的措施:①调整焦率,使风焦比适当;②改进布料方法,使焦炭在炉内均匀分布;③集中压一次底焦,提高风口区温度;④及时清除炉结;⑤调整水套冷却水量,以提高出水温度。
风口上渣是鼓风炉熔炼过程中最常见的故障之一,产生原因是:咽喉堵塞,未及时处理;虹吸堵塞,使炉内液面升高,咽喉或虹吸堵塞,处理时间长;炉缸内长“横隔膜”;突然停风,造成风压猛降,炉缸内熔体回升;由于炉内悬料崩塌,炉缸熔体回升;停风前未将粘渣排净,或准备工作未做好;开风时,炉况未能及时转入正常或由于渣坝太高。
处理方法:①加强对虹吸、咽喉的检查,发现堵塞,迅速处理,保证畅通;②用氧气烧穿炉内“横隔膜”;③突然停风,应迅速打开几个风口大盖,使熔渣排出,以免将风口全部堵死;④稳定风压,防止因炉内阻力过大,使风机跳闸;⑤计划停风,必须先将炉内粘渣排尽,开风前从咽喉眼往炉内用氧气烧透;⑥发现风口上渣,必须降低渣面,此时不许降风压或者打开风口大盖处理,更不准停风。
待风口上渣现象消失,才能将冷凝物排除保证风口畅通;⑦如果风口全部堵死,可设法间隔打通几个风口,死风口不送风,活风口送风,使邻近风口冷凝物熔化后,再行处理打通送风。
3.咽喉故障及其处理方法咽喉故障一般是凝结,致使咽喉口缩小,渣流不畅通;也可能是高熔点杂物或焦炭堵塞。
其产生原因:①渣成分变化,不符合造渣要求,渣含锌、氧化钙过高,熔渣易发粘乃至凝结;②炉料含锌过高,烧结块含硫高生成大量的硫化锌进入渣中,使炉渣发粘;③铅锍、黄渣等未及时排出;④风焦比失调,造成渣温降低,炉渣发粘;⑤虹吸铅坝太低或渣坝太高,致使炉缸内高熔点熔体无法排出,停留过久,温度下降,造成咽喉堵塞;⑥焦炭或高熔点杂物堵塞咽喉口。
处理方法:①调整烧结配料,临时加入调整渣型的块状熔剂或萤石等;②排出铅锍、黄渣及粘渣;③调整风焦比,提高炉温;④垫高虹吸铅坝,降低咽喉渣坝高度,减少熔渣在炉内、井内的停留时间;⑤降低烧结块含硫;⑥用氧气烧化凝结物以扩大咽喉口,排出焦炭或难熔物。
4.虹吸故障及其处理方法虹吸常见的故障是虹吸道缩小、不畅通或堵塞。
产生原因:①烧结块含铜高,浮渣多;②炉内形成“横隔膜”,铅液不能进入炉缸;③虹吸道出铅锍;④烧结块品位低或铅坝太低,炉缸存铅少,温度低,铅液中的铜凝析堵塞虹吸;⑤停风后再开风时,铅井未烧灵活。
处理方法:①用钢钎捅或氧气烧;②调整好铅溜、渣溜槽高度,防止铅锍进入虹吸道;③用氧气从虹吸口或咽喉口将“横隔膜”烧通,并加入部分渣料或萤石洗炉;④开风前,必须将铅井烧灵活。
5.炉结的生成及其处理炉结是铅鼓风炉生产最大的故障,往往因炉结而导致生产作业极度混乱。
因此,必须有计划、有准备地临时停炉进行处理。
现在普遍采用爆破、机械及人工锤打相结合的方法来处理。
炉结生成的原因非常复杂,不同部位的炉结的物相组成也不同。
按炉结生成部位不同分为炉身炉结和炉缸炉结两类,炉身炉结可分为上、中、下三部分。
现将炼铅鼓风炉各部位炉结的典型成分列入表3—14。
表3—14铅鼓风炉炉结的典型成分(%)部位Pb Cu Zn Fe SiO2CaO+Mg A12O3S上部炉结中部炉结下部炉结炉缸炉结49.7031.7021.7055.002.904.882.985.502.904.882.985.5013.1813.0515.407.4511.6012.6515.904.004.002.654.000.905.386.724.903.005.2210.607.9515.95炉结生成的主要因素是:炉料成分及性质,含硫量、块度;熔炼过程采取的料柱高度;焦率高低;风量、风压;水套水温;布料是否均匀等等。
应先分析炉况,查明产生炉结的主要原因,采取有效措施,尽快消除炉结,以保证炉子恢复正常生产。
现将各部炉结的生成原因以及预防处理方法介绍如下:(1)上部炉结:由表3—14可知,上部炉结的化学成分基本与烧结块相似,这表明是粉状料因炉顶温度波动熔融而成。
上部炉结形成后的特征是炉顶上火,炉内各部位降料速度不均匀;上部炉结严重时,可形成悬崖状或桥状,使物料搭棚难以下移;甚至造成局部穿孔,产生跑空风等现象。
产生原因:①粉状料太多,造成炉内阻力不均,粉料集中处一旦被高温气流吹成喷火口时,引起上火跑空风,使靠炉壁的粉料迅速受热熔化,粘附于低温炉壁上,并且加炉料时,粉料在炉边落得多,很容易形成粉状炉结;②烧结块中的金属铅在上部熔化,将粉料粘裹;③高温区上移,炉顶温度过高,部分炉料过早在上部熔化;④铅、锌等金属及其化合物的蒸汽升至上部后,被冷凝而积结在炉壁上。
防止及处理方法:①减少炉料中的粉料,入炉物料必须符合要求;②控制好风焦比,防止焦点上移,减少炉顶上火和跑空风;③提高烧结块质量,降低残硫,生产坚硬多孔的烧结块,以改善炉内透气性;④改善配料比,调整渣成分,使炉料熔点适当;⑤降低料面,用机械或爆破清除炉结;⑥用返渣洗炉,有条件时在配料中加入适量的氯化铅渣。
(2)中部炉结:其主要成分为硫化锌,该炉结坚硬,难以清除。
国内某厂对中部炉结(在风口上部1.8m处形成的凸肩)所作韵试样分析如表3一15所示其产生原因:①烧结块残硫高,铅锌的硫化物在风口上部呈半熔融状态,粘结于水套壁上;②高锌炉料进入还原带后,较多的锌化物被还原,呈锌蒸汽上升至炉子中部,再度氧化成氧化锌和被硫化成硫化锌粘于炉壁形成炉结,或在高温区部分硫化锌直接挥发上升至中部后而凝结成炉结;③风焦比失调,使炉子中部温度降低,以硫化锌为主体的半熔融物凝结而形成炉结;④无准备的长时间停风,使半熔融物在风口上方冷却凝结;⑤水套水温控制太低,使水套壁上的渣壳覆盖层逐渐加厚。
风口上部炉结生成的特征:①风口黑暗,钎子捅时发硬发粘;②水套中的水热交换差,进出口水温差小;③长炉壁上方降料缓慢。
防止及处理方法:①烧结块含锌不可过高,降低残硫,以防铅、锌硫化物大量存在;②适当提高焦率,增加焦炭层厚度以提高炉温;③当烧结块残硫高,则应降低料柱,以提高炉子的脱硫能力;④加入返渣,洗炉;⑤稳定汽包汽压或提高水套水温;⑥停止因炉结造成的暗风口送风(或送小风),使炉结熔化直至风口变亮,逐渐送风至正常操作。
(3)下部炉结即床炉结:由表3—14可知,下部炉结含锌、硫很高,这表明是ZnS引起的结块。
其产生原因:①烧结块残硫高,大量硫化锌在风口下部凝结;②炉内还原能力过强,渣中钙太高,易使金属铁析出;③虹吸堵塞后,处理不及时,促使熔解在铅中的高熔点金属析出浮于铅液面,形成炉结。
本床炉结生成的特征:①铅温下降,颜色由红变暗,流量减少,咽喉有铅液流出;②降低风压检查,虹吸井铅面无明显波动;③用钎子捅虹吸时,不感到虹吸道和炉缸底部有阻碍物。
反之,如果感到有阻碍物,即使用氧气烧通,也无铅液流出,则表明本床已长横隔膜。
处理方法:①加入低锌返渣及低铜铅炉料,提高炉缸温度,促使炉结熔化;②改变风焦比,控制好还原气氛;③加入黄铁矿,使其熔化;④临时停风,用氧气烧穿横隔膜,使其熔化。
(4)炉缸炉结:从表3—14可以看出,炉缸炉结含cu、zn、S均高,这主要是炉缸温度逐渐降低形成的炉底炉结。
特别是当停风次数多而时间又长时,将助长其生成。
炉缸炉结,首先是在咽喉正对着一端炉缸以及虹吸道相对的那一边炉缸处形成炉结,因炉内热量分布及渣、铅、铅锍等流动情况等原因,使这些地方温度偏低并形成死角,所以,高熔点的硫化物等易先在该处形成炉结,并逐渐向炉缸中心及底部发展。
炉缸炉结生成原因:①炉料含硫化锌高,形成锌锍,粘附于缸壁上;②炉料含铜高,在炉缸内析出;③焦率过高,还原能力极强时,可能有大量的铁被还原,形成炉缸积铁,或生成大量黄渣,排除不及时,炉缸温度降低而冷凝形成炉结;④炉缸铅液少,热交换差,高熔点化合物凝结;⑤风压太低,风速太小,送不到炉子中心,则中心部分未熔化的炉料落入炉缸形成底结;⑥停风时间过长,次数过多,炉缸温度急剧下降。
炉缸炉结生成的特征:①虹吸道不畅通;②咽喉故障多,渣含铅高;③长时间放不出铅锍。
其预防及处理方法:①从虹吸及咽喉用氧气烧穿横隔膜,或打开山型处理;②加入无铜、铁炉料或改变渣型等措施加以消除“积铁”或“积铜”造成的炉缸炉结;③控制好风焦比,提高炉温并提高入炉风压,及时排除粘渣等物。
二、停炉1.临时性停炉主要是为了清除炉结。
在炉料供应不上和附属设备出现故障时需要停炉,一般不超过12h,首先停止进料降料面,在降料过程中,将虹吸井垫高,渣溜槽逐步降低,待料面降至风口区以上lm左右时,打开放锍口,排净炉内的渣子、锍、黄渣等粘物,停止送风,打开部分风口大盖,关闭支风管阀门,用黄泥堵塞风口,压底焦(按每m。
床面积加焦200~300kg),拆除咽喉窝,取下小水箱,虹吸井用木炭保温。
再开风时,先用氧气烧开咽喉口内的凝渣,使咽喉与虹吸连通,安装小水箱,砌咽喉窝,扒出风口黄泥,关好风口大盖,开鼓风机送风,用一些渣料洗炉,再进料提高料面,转入正常作业。