计件单价表-01
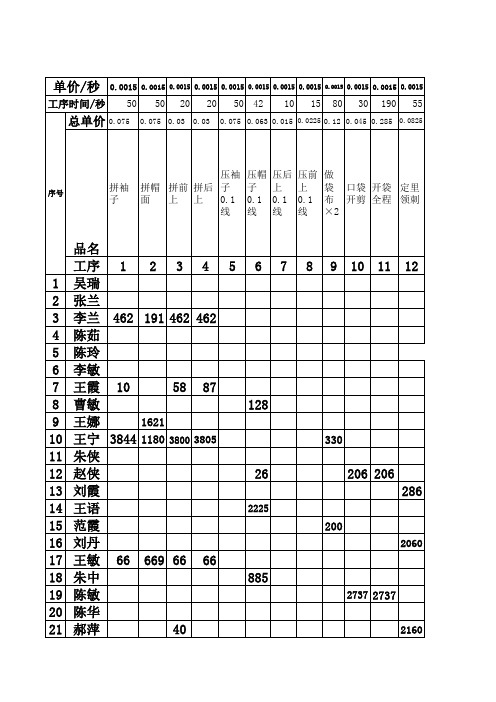
服装厂工人各种工序单价单算累计工资表
15 范霞
16 刘丹
17 王敏
18 朱中 78
19 陈敏
20 陈华
2360 4505
21 郝萍
22 刘东
168
23 杨曼
220
24 0
25 刘丽
26 王丽
4505
27 贾光
28 陈灵
4505
4505
29 陈灵
30 鲁丽
345 2770 308
31 李琴
32 谢春
33 赵伟
181
34 谢玲
35 0
36 0
17 王敏 18 朱中 19 陈敏 20 陈华
21 郝萍
2031
22 刘东
23 杨曼
24 0
25 刘丽 26 王丽 27 贾光
28 陈灵 29 陈灵 30 鲁丽 31 李琴
3115
12 12
30
1370
1376
32 谢春 33 赵伟 34 谢玲 35 0 4487 36 0 37 胡琴 38 孙芳 39 文丽 40 李丽 41 卜婷 42 张萍 43 贺东 44 王友
勾袖 袢
口长 刺 毛,
刀车 拼侧 缝
袖袢
上 袖 口 抓 毛 布
刀车 切挂 面棉
定袖 口橡 紧× 2
拉橡 紧包 袖口
工序 31 32 33 34 35 36 37 38 39 40 41 42
1 吴瑞
2 张兰
3 李兰
4 陈茹
5 陈玲
6 李敏
7 王霞
8 曹敏 4505
9 王娜
4345 4345
10 王宁
200 2060
2737 2737 2160
22 刘东 23 杨曼 24 25 刘丽 26 王丽 27 贾光 28 陈灵 29 陈灵 30 鲁丽 31 李琴 32 谢春 33 赵伟 34 谢玲 35 36 37 胡琴 38 孙芳 39 文丽 40 李丽 41 卜婷 42 张萍 43 贺东 44 王友 45 46 47 48 49 50 51 52 53 54
计件工资管理制度

核算完成后,将工资发放至员工个人工资账 户。
执行监督与考核机制
监督检查
部门主管需要定期对员工的计件工资核算进行检查,确保核算的准确性和公正 性。
考核机制
根据员工实际产量与目标产量的差异,实行奖惩制度,激励员工提高工作效率 。
制度宣传与培训计划
制度宣传
通过内部宣传、培训等方式,让员工了解计件工资管理制度的具体内容和实施细 节。
工资计算
人力资源部门根据审核无误的计件工资核 算表单,按照计件工资计算方法计算每个 员工的计件工资。
计件工资相关表单设计
计件工资核算表单
包括员工姓名、岗位名称、产品名称、合格品数量、不合格品数 量等信息,用于计件工资核算。
员工计件工资明细表
包括员工姓名、岗位名称、计件单价、合格品数量、工资总额等信 息,用于员工核对计件工资。
06
制度案例与效果展示
某制造企业实施计件工资管理制度前后对比
背景介绍
某制造企业为提高员工工 作积极性和生产效率,决 定实施计件工资管理制度 。
实施过程
该公司根据产品类型和工 序,重新制定了计件工资 标准,并按照新标准对员 工进行考核。
前后对比
实施前后,员工的工作积 极性、生产效率和产品质 量均得到了显著提高,公 司整体效益得到提升。
计件工资管理制度
2023-11-11
目 录
• 制度背景与目的 • 制度核心内容 • 制度实施细节 • 制度优势与效果 • 制度风险与应对措施 • 制度案例与效果展示
01
制度背景与目的
制度背景介绍
• 在制造业和物流行业,员工的工作量往往与企业的生产或服务 效率直接相关。为了激励员工提高工作效率,企业通常会采用 计件工资制度。计件工资管理制度是根据员工完成的工作数量 或任务量来决定工资水平的一种薪酬制度。这种制度起源于工 业化革命时期的欧洲,逐渐在全球范围内得到广泛应用。特别 是在生产制造、物流配送、呼叫中心等行业,计件工资管理制 度被广泛应用。
计件工资管理办法

03
计件工资管理办法的实施步骤
明确计件工资管理办法的适用范围
分析企业的生产特点和岗位需求
确定适用计件工资管理办法的岗位
• 了解企业的生产方式、产品特点、岗位设置等情况,判
• 选择适合采用计件工资管理办法的岗位,如生产一线、
断是否适合采用计件工资管理办法
应对劳动力市场的变化
• 随着劳动力市场的日益紧张,企业面临着劳动力成本上升的压力
• 计件工资管理办法能够提高员工的劳动生产率,降低企业的劳动力成
本
提高员工的工作积极性
• 传统的固定工资制度难以激发员工的工作积极性,导致生产效率低下
• 计件工资管理办法能够将员工的收入与工作量挂钩,提高员工的工作积
极性和生产效率
酬纠纷
⌛️
建立公正的绩效考核机制
• 设立专门的绩效考核部门或人员,对员工的工作绩效进行公正评价
• 确保绩效考核结果与员工的收入挂钩,体现多劳多得的原则
激励性原则:提高员工的积极性和工作效率
01
设定具有挑战性的计件任务目标
• 通过设定具有一定难度的计件任务目标,激发员工的挑
战欲望和工作积极性
• 有助于提高员工的工作效率和企业的整体产能
• 保持计件工资管理办法的动态性和适应性,提高管理水平
05
计件工资管理办法在企业中的实际应
用案例
某制造企业计件工资管理办法案例分析
背景介绍
• 该制造企业生产任务明确,产品数量易于统计,适合采用计件工资管理办法
• 通过实行计件工资管理办法,企业提高了生产效率,降低了劳动力成本
计件工资管理办法实施
• 制定合理的计件单价和工作任务,设定明确的评价标准
生产计件标准
Q/L F广东岭峰包装印刷有限公司企业标准Q/LF 09-2010(A/0)生产计件(单价)标准2010-10-20发布2010-11-01实施广东岭峰包装印刷有限公司发布标准目录一、印前----------------------------------------------------------------------------------11、切纸-----------------------------------------------------------------------------------1二、印刷----------------------------------------------------------------------------------21、凸版印刷-----------------------------------------------------------------------------22、平版印刷-----------------------------------------------------------------------------23、凹版印刷-----------------------------------------------------------------------------34、孔版印刷-----------------------------------------------------------------------------4三、印后----------------------------------------------------------------------------------51、上压光--------------------------------------------------------------------------------52、复膜-----------------------------------------------------------------------------------53、裱纸-----------------------------------------------------------------------------------5 3.1、对裱-------------------------------------------------------------------------------53.2、卡裱-------------------------------------------------------------------------------64、烫金-----------------------------------------------------------------------------------65、模切(压凸)--------------------------------------------------------------------------66、贴窗-----------------------------------------------------------------------------------77、糊盒-----------------------------------------------------------------------------------7四、整检----------------------------------------------------------------------------------81、烟包-----------------------------------------------------------------------------------82、纸巾盒--------------------------------------------------------------------------------83、社会散件-----------------------------------------------------------------------------8五、装订----------------------------------------------------------------------------------91、折页-----------------------------------------------------------------------------------92、配(插)页(贴)----------------------------------------------------------------------103、点数----------------------------------------------------------------------------------104、胶头----------------------------------------------------------------------------------105、包封面-------------------------------------------------------------------------------116、平订----------------------------------------------------------------------------------117、骑订----------------------------------------------------------------------------------118、胶订----------------------------------------------------------------------------------119、车线----------------------------------------------------------------------------------1110、喷码---------------------------------------------------------------------------------1211、贴纸---------------------------------------------------------------------------------1212、冲孔---------------------------------------------------------------------------------1313、圆角---------------------------------------------------------------------------------1314、打鸡眼------------------------------------------------------------------------------1315、穿圈---------------------------------------------------------------------------------1416、压圈---------------------------------------------------------------------------------1417、弯钩---------------------------------------------------------------------------------1418、裱糊---------------------------------------------------------------------------------1419、切成品------------------------------------------------------------------------------15六、包装---------------------------------------------------------------------------------161、捆书-----------------------------------------------------------------------------------162、灌袋-----------------------------------------------------------------------------------163、封口-----------------------------------------------------------------------------------174、收缩-----------------------------------------------------------------------------------175、填写箱唛-----------------------------------------------------------------------------176、装箱-----------------------------------------------------------------------------------17计件标准一、印前1、切纸(1)二、印刷(2)3、凹版印刷(3)(4)三、印后3、裱纸(5)(7)四、整检(8)五、装订(9)(10)(11)(12)(13)(14)(15)六、包装。
计件工资表格汇总之一

合
计
Q
品检
合
计
P 包装
3
03 04 05 06
月02
03
04 合计
厂长
制表
操作员小计 全勤奖金 假日津贴 合计 领导
会计
厂长
科长
组长
班长
产品名称 作业名称
计件工资调查报告单
原计件 工资标准
制造批号
品名规格
单位 工 程 数量 单价 工资
数量
裁检 验
包 装
计件工资每日报表
日期
班别
批号 姓 名 编号 工程代号 工时 数量股长
科长
组长
班长
9
批号 工单 时价
FOB 单价 FOB 总价 原料成本
物料成本 附加价值 估计利润
代号
C 工程名称
数量
预定工时
预定工资
核定件薪
利润率
裁
剪
工时 单
01
02
03
04 合计
S
印
刷
01 02 03 04
合
01 02
计 W熔接
09 10 11 12 13 14 15 价 16 17 18 1操作员工资卡
月份:
组别:
姓名:
编号:
(正面)
日 批号
期
工作 说明
工作 时间
数
工作 工作
单价 工资 日期 批号
数量 单价 工资
量说明 时间1 - 让每个人平等地提升自我(背面) 日 批 工 作 工 作 数 单 工 日 批 工 作 工 作 数量 期 号 说明 时间 量 价 资 期 号 说明 时间
单价 工资
本月 底薪
日期
焊接打磨单价表

机箱组件焊接
01A012 6
4.00
576 0.00
202-15寸工作站
硬盘支架焊接
01A013 125
0.20
28.8 0.00
202-15寸工作站
排线压条焊接
01A014 125
0.20
28.8 0.00
18A-B水箱
焊圆圈(直径114mm)
01A015 83
0.30 43.2 0.00
18A-B水箱
0.00 0.99 0.00 0.00 0.00 3.47 0.73 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
142.5
500 105
03A水箱 03A水箱 03A水箱 03A水箱 03A水箱 03A水箱 03A水箱 03A水箱 MD03/MD04 MD03/MD04 四眼灯 四眼灯 竖形箱 竖形箱 竖形箱 竖形箱 竖形箱 02终端机 12A水箱 12A水箱 12A水箱 12A水箱 12A水箱 12A水箱 12A水箱 12A水箱
底座组件焊接
DL60-RWO
前下盖板焊接
17寸平板电脑
背盖板焊接
17寸平板电脑
面板边条焊接
17寸平板电脑
面板焊接
CD090
电气箱
CD090
前下盖板焊接
01A076 50 01A077 17 01A078 21 01A079 125 01A080 17 01A081 83 01A082 50 01A083 5 01A084 5 01A085 8 01A086 42 01A087 4 01A088 13 01A089 6 01A090 25 01A091 25 01A092 50 01A093 25 01A094 10 01A095 5 01A096 50 01A097 50 01A098 50 01A099 25 01A100 25 01A101 50
产品计件倍率一览表
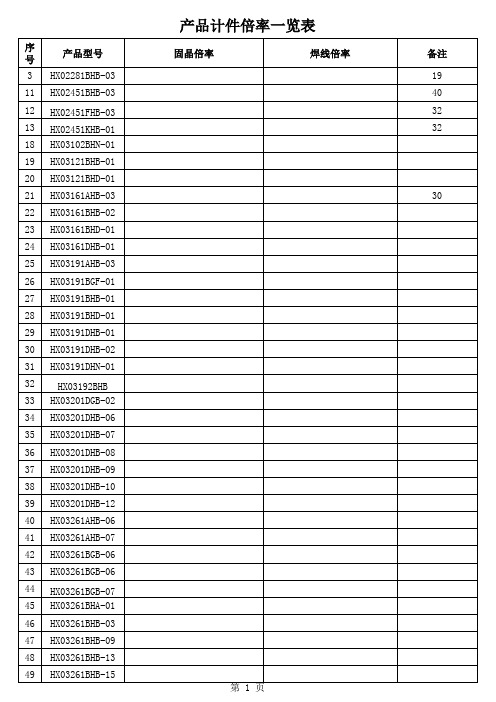
产品计件倍率一览表
序号 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 产品型号 HX04301FHB-01 HX04301FHB-01 HX04301FHB-01 HX04301FHB-06 HX04301FHB-10 HX04301FHB-11 HX04352BHB-01 HX04401AGB-01 HX04401AHB-01 HX04401AHB-02 HX04401AHB-03 HX04401AHB-05 HX04401BGB-01 HX04401BGB-02 HX04401BHB-01 HX04401BHB-01 HX04401BHB-01 HX04401BHB-02 HX04401BHB01BHB-06 HX04401DGB-01 HX04401EHB-01 HX04401EHD-01 HX04402AHB-01 HX04402AHB-01 HX04402BGB-02 HX04402BHB-02 HX04402BHB-02 HX04402BHB-02 HX04402BHB-02 HX04402BHB-02 HX04402BHB-09 HX04402BHB-10 HX04402BHB-11 HX04402BHB-12 第 7 页 固晶倍率 焊线倍率 备注
产品计件倍率一览表
序号 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 产品型号 HX-04402DHB-03 HX04403AGB-01 HX04407BGB-02 HX04471AHB-01 HX04471AHB-02 HX04601AHB-01 HX04601AHB-02 HX04601AHB-03 HX05101AGB HX05101AGB-01 HX05101AHB HX05101AHB-05 HX05101BGB HX05101BGB -03 HX05101BHB HX05101BHB-06 HX05101BHB-07 HX05101BHB-08 HX05101BHN-01 HX05101BSB-01 HX05102BON-01 HX05161AHB-01 HX05161AHB-01 HX05161AHB-01 HX05161AHD-01 HX05161BGB-01 HX05161BHB-01 HX05161BHB-07 HX05161BHB-08 HX05161BHD-01 HX05163AHN-01 HX05201SSB-01 HX05202CHB-02 HX05202EGB-02 HX05202EGB-03 HX05202EHB-02 第 8 页 固晶倍率 焊线倍率 备注
工厂计件工资考勤表模板 表格-概述说明以及解释

工厂计件工资考勤表模板表格-范文模板及概述示例1:一个工厂计件工资考勤表模板是一个非常重要的工具,用于记录员工的工作时长和产量,以便计算他们的工资。
这个表格通常包含以下几个关键的部分:1. 员工信息:包括员工的姓名、工号等基本信息。
这个部分用于追踪每个员工的工作情况。
2. 日期和时间:用于记录员工的工作日期和上班时间。
这个信息可以帮助工厂管理者了解员工的工作时间。
3. 产量:在这个部分记录员工的产量或完成的任务数量。
可以根据工厂的需求自定义需要记录的产量指标。
4. 工资计算:这个部分用于计算员工的工资。
具体的计算方法可以根据工厂的制度和规定来确定。
5. 备注:这个部分用于记录一些额外的信息,比如员工请假、加班等情况。
以下是一个简单的工厂计件工资考勤表模板的示例:员工姓名员工工号日期/时间产量工资计算(根据工厂制度)备注张三001 2021/01/01 08:00 100050 加班2小时李四002 2021/01/01 08:00 80040王五003 2021/01/01 08:00 120060这个模板可以根据需要进行调整和定制,以适应不同工厂的要求。
它可以帮助工厂管理者更好地追踪和监控员工的工作情况,同时也方便了工资的计算和发放。
工厂计件工资考勤表模板的使用对于确保员工的合理工资和工作时间的记录非常重要,同时也有助于提高工厂的效率和生产力。
通过使用这个模板,工厂管理者可以更好地管理工人,并确保公正和准确地支付工资。
示例2:工厂计件工资考勤表模板表格标题:工厂计件工资考勤表模板导语:工厂计件工资考勤表是用来记录工人的计件工资以及出勤情况的重要工具。
下面是一个工厂计件工资考勤表的模板,可以根据具体需求进行修改和调整。
正文:编号姓名日期上班时间下班时间产量备注:-: :: :-: :-: :-: :-: :-:1 张三1月1日8:00 17:00 1002 李四1月2日8:30 17:30 1203 王五1月3日9:00 18:00 904 赵六1月4日8:00 17:00 1105 小明1月5日8:30 17:30 80在这个表格中,我们可以根据需要填写编号、姓名、日期、上班时间、下班时间、产量以及备注等信息。
计件工资单价系统

实木封边条
米/分钟(以此参数为基准,具体 按产品定)
.5米/分钟(以此参数为基准,具 体按产品定)
-10米/分钟
-10米/分钟
-10米/分钟 0.3 0.775 1.69 2.3
1.78 0.25 0.33 0.512 0.85
以具体产品定工价 1.75 2.75 0.44 0.27
普通门页,5人编制
9
UV辊涂机 UV辊涂机 UV辊涂机
10
喷枪
11
高频拼板机 固定框 门口线
12
高频热压机
门页 D153上芯板 侧调节板
以此产品加工速度为参考基
13
単立铣 侧固定框 移门页内框
15
推台锯 开料
制订人
王永生
制订日期 02-18-2011 版本 V01
备注
vc封边条
0.141667 0.011333
以此产品加工速度为参考基础
5米/分钟
以具体产品定工价
5米/分钟(以此参数为基准 按产品定)
4.5米/分钟(以此参数为基 体按产品定) 8-10米/分钟 8-10米/分钟 8-10米/分钟
8
定厚砂光 门页内框 UV辊涂机 UV辊涂机 门页 平板门面板 饰面板 饰面板 门页芯板 门页喷涂 移门套侧立边 过道套侧立边 5mm 15mm 件 扇 扇 件 件 件 件 件 件 件 件 扇 件 件 件 件 米 开通气槽 件 0.416 1.187 0.167 0.176 0.273 0.227 1.333 0.700 1.100 0.176 0.108 2.000 0.333 0.034 0.055 0.120 0.017 0.179 以具体产品定工价 15米/分钟 普通门页,5人编制 以具体产品定工价
计时和计件工资的计算方式

薪
资
说
பைடு நூலகம்
明
试用工资=(计时工资+岗位工资+技能工资+社保补贴+交通补贴+住房补贴)×80%/日,试用期10-30天 计件工资=月完成产量×产品计件单价。计件工资计算公式=计时工资+技能工资+超额部分工资 件员工保底工资=计时工资+技能工资 因该工作(配送员)特殊,日班或两班制,日工资按72元(10小时)计算 包括职务工资,按月(26天)计算,请假天数扣除(工伤、职业病假除外) 全年0-20元/日=专业技术+应知应会,一至六个月评定一次 因该工作(配送员)特殊,日工资按75元(7.5元×10小时)计算,无加班工资 计
交通补贴 住房补贴 通讯补贴 工龄补贴 工作餐贴 高温补贴 奖 金
综 合 薪 资
员工签名确认:
年
月
日
///////有限公司员工薪资确认书
本《员工薪资确认书》为公司员工薪资计算依据,有效期自2013年03月01日至2014年02月28日止。 姓 名 薪资金额 (3月份) ★ ★ 72元/日 300元/月 15元/日 ★ 部 门 岗 位 入职日期 2012.5 计薪方式 计时和计件工资制
薪资结构 试用工资 计件工资 计时工资 岗位工资 技能工资 加班工资 绩效工资
0-400元/月 全年0-800元/月=工作业绩+执行能力+工作质量+安全生产+设备维护+出勤情况 300元/月 150元/月 150元/月 30元/月 30元/月 5元/餐 130元/月 ★
根据宁海县社会保险缴费基数缴纳,或每月补贴260元/月 按月(26天)计算,请假天数扣除(工伤、职业病假除外) 按月(26天)计算,请假天数扣除(工伤、职业病假除外) 按月计算,员工病假、事假超过半个月,不享受该补贴 入职满一年,每月补贴30元,以次类推,最高150元/月,按月(26天)计算,请假天数扣除(工伤、职业病假除外) 公司免费提供工作餐,因公司原因不能提供工作餐的,按5元/餐补贴 每年三个月(7月份-9月份),按月(26天)计算,请假天数扣除(工伤、职业病假除外) 技术创新奖、合理化建议奖、特别贡献奖等奖金,结合公司经营状况,依据考核结果,由总经理确定发放 月综合薪资为员工每月所有薪资项目之总和,正常情况之下此数字不低于本地区最低工资标准
包装间作业人员薪水制度等
⑵中途离职人员,当月不予给付;
⑶当月旷工时数4小时以内(含4小时)扣发考勤奖1/3;
⑷当月旷工时数4小时以上-24小时(3天)扣发考勤奖1/2;
⑸当月旷工时数超过24小时的取消当月考勤工资。
备注:旷工指没有办理请假手续或没有批准无故不上班。
薪资制度
第一条 公司作业员采用计件制或计时制的薪资制度。
第二条每月25日左右发放上月薪资。
第三条工资构成
公司每月为作业人员工支付的薪酬包括计件(时)工资﹢加班工资﹢工龄奖﹢考勤奖﹢职务/特殊岗位补贴﹢考核奖+伙食补贴+统筹保险。
(一)计件(时)工资
⑴计件(时)工资是公司针对全体包装间作业女工,基本生活费用和支出的保障给予,全体一线作业女工享受每月最低平均小时工资6.8元的工资水平。
⑵计件工资单价
序号
品种、规格、入数
单价
单位
备注
01
麻笋丝200G*30入
(;
1、加班工资发放对象:包装间作业女工。
2、加班工资发放的标准及要求:
⑴有安排晚班(18:00-22:00)的人员,每加班一次(3小时以上),在原计时或计件工资的基础上每次补贴6元,并提供晚餐;超过22:00的人员另外再发放夜点;
(六)考核奖
1、考核奖发放对象:包装间作业女工。
2、考核奖发放标准及要求:
⑴中途到职作业人员,当月出勤天数不满20天者,当月不计;从次月开始;
⑵不到发放时间,中途离职的作业人员不计;
⑶发放时间具体要求:
发放月份
发放时间
发放月份
发放时间
1-3月
6月份
4-6月
工人计件明细表格

序号 1 2 3 4 5
工人姓名 张三 李四 王五 赵六 小明
说明:
工作日期 2023/05/01 2023/05/02 2023/05/03 2023/05/04 2023/05/05
工作项目 拆卸零件 组装产品 搬运货物 加工原料 焊接金属
完成数量 50 100 80 60 70
单价 5 8 4 6 7
总计 250 800 320 360 490
•
序号:每项工作的唯一标识。
•
工人姓名:进行工作的工人姓名。•Βιβλιοθήκη 工作日期:工作完成的日期。
•
工作项目:具体的工作项目或任务。
•
完成数量:工人完成的数量。
•
单价:每个工作项目的计件单价。
•
总计:根据完成数量和单价计算得出的总计金额。
请根据实际需求和计件方式,自行调整和扩展该表格,包括需要更多的项目、工 人信息和其他列。
标工和工序计件单价培训

• 计件单价计算方法:计件单价的计算通常包括确定工序、分析工序时间、评估 技能要求和复杂程度等步骤,然后根据这些信息计算出每个工序的单价。
加工时间和成本进行精确核算,有效降低了生产成本,提高了生产效率。
02
案例二
某电子加工厂引入工序计件单价管理模式,针对不同工序设置相应的计
件单价,激发了员工的生产积极性,提高了产品质量和生产效率。
03
案例三
某服装厂采用工序计件单价进行生产激励,根据各工序的复杂程度和技
能要求设置不同的计件单价,实现了多劳多得、优劳优得的分配原则,
案例分析:标工应用实例
案例一
某服装厂通过制定标工,发现某款服装的生产效率低于行业平均水平。经过分析,发现裁剪工序存在浪费现象。 通过改进裁剪工艺和引入自动化设备,生产效率提高了30%。
案例二
某汽车零部件制造商在制定计件单价时,基于标工进行了精确的成本核算。这使得企业在保证员工收入的同时, 有效控制了成本支出,提高了市场竞争力。
05 现场实践操作指导
标工制定流程演示
确定产品类型和工艺要求
根据生产需求,明确产品类型及其工 艺要求,为后续制定标准工时提供依 据。
分析工序流程和作业内容
详细分析产品生产的工序流程,了解 每个工序的作业内容、操作规范及所 需技能。
测定标准工时
采用科学的方法,如时间研究、工作 抽样等,对各个工序进行工时测定, 确定标准工时。
制定标准作业指导书
根据测定的标准工时,编写标准作业 指导书,明确每个工序的操作规范、 安全注意事项等。
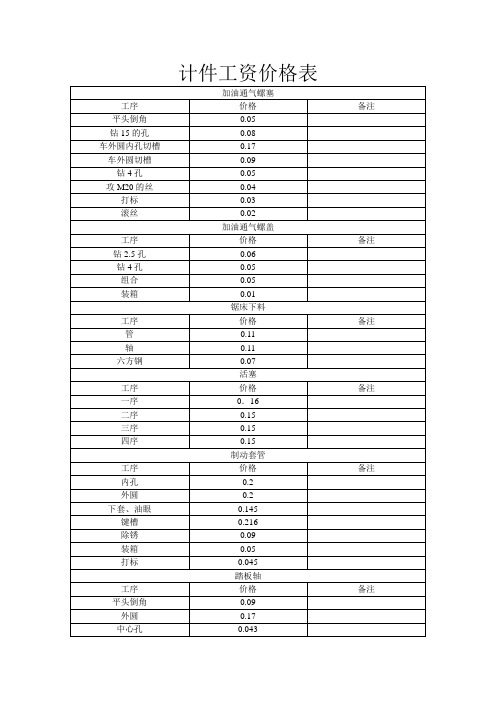
计件工资价格表
工序
价格
备注
一序
0.16
二序
0.15
三序
0.15
四序
0.15
制动套管
工序
价格
备注
内孔
0.2
外圆
0.2
下套、油眼
0.145
键槽
0.216
除锈
0.09
装箱
0.05
打标
0.045
踏板轴
工序
价格
备注
平头倒角
0.09
外圆
0.17
中心孔
0.043
油孔
0.24
长头0.14短头0.1
除锈
0.035
攻丝
12
长头0.05短头0.07
计件工资价格表加油通气螺塞工序价格备注平头倒角005钻15的孔008车外圆内孔切槽017车外圆切槽009钻4孔005攻m20的丝004打标003滚丝002加油通气螺盖工序价格备注钻25孔006钻4孔005组合005装箱001锯床下料工序价格备注管011轴011六方钢007活塞工序价格备注一序016二序015三序015四序015制动套管工序价格备注内孔02外圆02下套油眼0145键槽0216除锈009装箱005打标0045踏板轴工序价格备注平头倒角009外圆017中心孔0043油孔024长头014短头01除锈0035攻丝012长头005短头007油眼007焊合024键槽0156油槽0078装箱005打标0045柴滤工序价格备注攻丝004擦杯002喷铝座0016碗烤漆005每套端盘003每套打螺丝试压005组装300新改532大后轴承盖工序价格备注平大面85孔078直径72孔050直径24孔06备注钻眼锪面攻丝15直径90孔036515后轴承盖各工序表工序价格备注平面车直径6263的孔06平大面车直径547280的孔07车直径4052的孔03平面车直径24的孔052铣斜面两个翅04钻眼攻丝14517后轴承盖工序价格备注一序07二序07三序03平面车直径24孔052铣翅04钻眼攻丝14半轴工序价格备注粗车盘一序06粗车盘二序05精车06铣花键05磨半轴05钻孔115精车盘03铣键槽025花键倒角02花键过丝02
某制衣厂计件工资方案

原有工资制度存在缺陷,员工工作积 极性不高,工作效率低下。
工资制度改革需求
提升员工工作积极性
需要通过工资制度改革,激发员工的工作热情,提高工作效率。
促进企业转型升级
需要与企业的转型升级相适应,引导员工适应新的生产方式和工作 要求。
提高产品品质
需要通过工资制度改革,强化品质管理,提高产品质量。
02
考核与调整
定期对计件工资方案进行 考核和调整,以确保方案
的公平性和有效性。
03
实施步骤与时间安排
准备阶段
01
制定计件工资方案
根据企业实际情况,制定合理 的计件工资方案,明确计件单 价、工作量标准等。
02
培训员工
为员工提供培训,确保他们了 解计件工资方案的具体内容、 实施方式和工作要求。
03
配置设备和工具
计件工资方案能够激励员工更加积极地投入 生产,提高工作效率。
提高员工技能水平
在计件工资的制度下,员工可能会为了追求 产量而过度劳累,影响健康。
可能导致过度劳累
为了获得更高的计件工资,员工可能会主动 提升自己的技能水平。
员工间竞争可能加剧
计件工资可能导致员工之间出现竞争,影响 团队协作。
对企业效益的影响
灵活性
根据企业实际情况和市场变化, 灵活调整计件单价和奖励机制, 以适应企业发展需要。
01
公平性
确保计件工资方案的公平性,合 理设置不同岗位的计件单价,避 免员工之间出现不公平现象。
02
03
04
可操作性
方案设计应简单易行,便于操作 和管理,避免过于复杂和繁琐。
方案内容
计件单价
根据岗位的复杂程度、技 术含量和劳动强度等因素 ,合理确定各岗位的计件
车间计件工资分配方案

监督小组应定期向上级领导汇报车间计件工资分配方案的执行情况, 并接受相关部门的审查和指导。
定期评估和调整
评估分配公平性
定期评估车间计件工资分配方案的公平性和合理性,以确保员工付出的劳动得到应有的回报。
调整分配方案
根据评估结果和员工反馈,及时调整车间计件工资分配方案,以提高员工满意度和工作积极性。
问题:数据不准确
原因
计件数据的采集和统计不准确,导致工资分 配不公平。
解决方案
建立完善的数据采集和审核制度,确保计件 数据的准确性和公正性。可以采用自动化设 备或软件进行数据采集和统计,减少人为因 素干扰。
问题:员工技能水平不足
原因
员工技能水平不足导致计件效率低下。
解决方案
加强员工技能培训和提升,提供必要的技能培训和指导,提高员工的计件效率和 工作质量。
02
促进生产效率提升
计件工资方案能够有效地激励员 工,提高生产效率,从而降低生 产成本。
03
增强员工工作责任 感
实施计件工资方案后,员工更加 关注产品质量和生产流程,有利 于提高产品质量和客户满意度。
展望:未来改进的方向
优化计件工资标准
根据市场变化和公司战略调整,需要不断优 化计件工资的标准,以保证公平性和激励效 果。
建立调整机制
为保证调整的及时性和有效性,应建立相应的调整机制,明确调整的流程、标准和审批程序等。
05
计件工资分配中的问题及解决方 案
问题:员工积极性不高
原因
员工对计件工资分配制度不信任,认为分配不公平,或者对产品质量要求不高 ,缺乏动力去提高效率。
解决方案
建立透明的计件工资分配制度,让员工了解计件工资的计算方法和分配方式, 同时加强质量意识教育,鼓励员工提高产品质量和效率。
电子厂如何实施计件工资
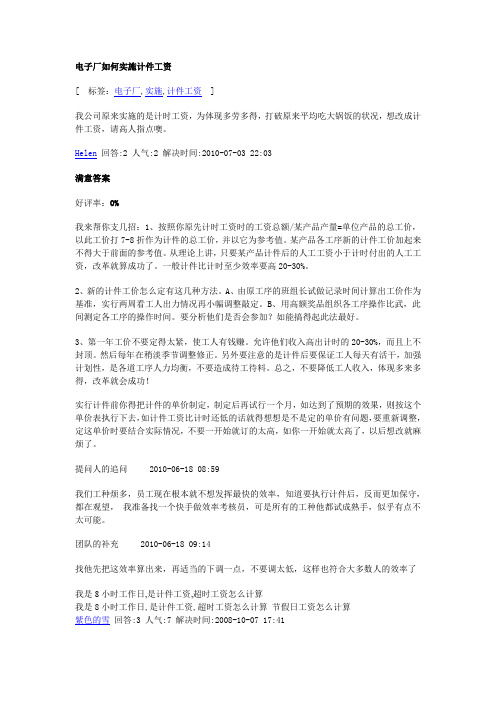
电子厂如何实施计件工资[ 标签:电子厂,实施,计件工资]我公司原来实施的是计时工资,为体现多劳多得,打破原来平均吃大锅饭的状况,想改成计件工资,请高人指点噢。
Helen回答:2 人气:2 解决时间:2010-07-03 22:03满意答案好评率:0%我来帮你支几招:1、按照你原先计时工资时的工资总额/某产品产量=单位产品的总工价,以此工价打7-8折作为计件的总工价,并以它为参考值。
某产品各工序新的计件工价加起来不得大于前面的参考值。
从理论上讲,只要某产品计件后的人工工资小于计时付出的人工工资,改革就算成功了。
一般计件比计时至少效率要高20-30%。
2、新的计件工价怎么定有这几种方法。
A、由原工序的班组长试做记录时间计算出工价作为基准,实行两周看工人出力情况再小幅调整敲定。
B、用高额奖品组织各工序操作比武,此间测定各工序的操作时间。
要分析他们是否会参加?如能搞得起此法最好。
3、第一年工价不要定得太紧,使工人有钱赚。
允许他们收入高出计时的20-30%,而且上不封顶。
然后每年在稍淡季节调整修正。
另外要注意的是计件后要保证工人每天有活干,加强计划性,是各道工序人力均衡,不要造成待工待料。
总之,不要降低工人收入,体现多来多得,改革就会成功!实行计件前你得把计件的单价制定,制定后再试行一个月,如达到了预期的效果,则按这个单价表执行下去,如计件工资比计时还低的话就得想想是不是定的单价有问题,要重新调整,定这单价时要结合实际情况,不要一开始就订的太高,如你一开始就太高了,以后想改就麻烦了。
提问人的追问2010-06-18 08:59我们工种烦多,员工现在根本就不想发挥最快的效率,知道要执行计件后,反而更加保守,都在观望,我准备找一个快手做效率考核员,可是所有的工种他都试成熟手,似乎有点不太可能。
团队的补充2010-06-18 09:14找他先把这效率算出来,再适当的下调一点,不要调太低,这样也符合大多数人的效率了我是8小时工作日,是计件工资,超时工资怎么计算我是8小时工作日,是计件工资,超时工资怎么计算节假日工资怎么计算紫色的雪回答:3 人气:7 解决时间:2008-10-07 17:41满意答案好评率:0%法定假日计件标准提高3倍如果你们的合同上规定的每天8小时,周末双休那么周末加班也是2倍计件标准,超时也是1.5倍但一般计件的公司都会申请综合工时,那样平时和周末就没有加班标准,只要以后给调休就行了节假日一般是按照国家规定按平常工资的三倍支付,超时工资那要看单位怎么定的吧/:P回答采纳率:50.0% 2008-10-06 18:37计件工资加班应该这样算:例如:1元/件平时加班为:1.5元/件周六周日加班为:2元/件法定假日为:3元/件明白了吧。