普通加工中心钨钢平铣刀的切削参数
高速加工中钨钢铣刀切削参数参考

高速加工中钨钢铣刀的切削参数参考
切削材料模具钢料(30≤硬度HRC≤40)
刃径(d) 转速(S) 进刀(F) 切削量(H)
1 16000 500 0.02
2 13000 1500-1800 0.04
4 12000 2500-2800 0.06
6 9000-10000 3000 0.08
8 8000 3000 0.1
10 6000 3000 0.1
12 5000 3500 0.12-0.15
切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42)
刃径(d) 转速(S) 进刀(F) 切削量(H)
1 16000 800-1000 0.03-0.05
2 14000 1800-2000 0.07-0.08
4 13000 2500 0.1-0.15
6 12000 2800-3000 0.3
8 8000 3000-3500 0.3
10 7000 3500 0.4
12 6500-7000 3500 0.4
注解:
1、以上参数是以高速加工中 (主轴转速最高20000)的钨钢铣刀为准,它的表面硬度一般是HRC45-55(洛氏硬度)左右。
2 、平铣刀和圆铣刀(球刀)切削参数差不多,都可以参考上表。
3 、高速加工中一般用来加工一些比较小的零件和产品,所以它使用的刀具比较小,而且很少使用“飞刀”,也即合金铣刀。
4 、高速加工的理念就是:转速高,切削快,切削量少。
5、平时所说的钨钢一般指的就是硬质合金。
加工中心刀具转速-1
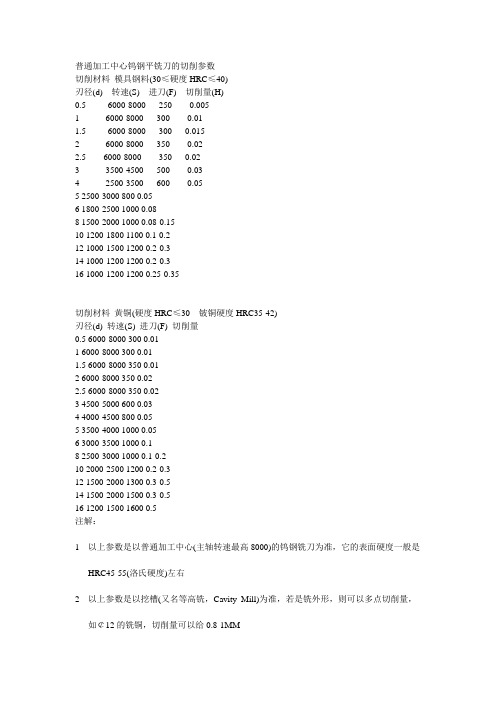
普通加工中心钨钢平铣刀的切削参数切削材料模具钢料(30≤硬度HRC≤40)刃径(d) 转速(S) 进刀(F) 切削量(H)0.5 6000-8000 250 0.0051 6000-8000 300 0.011.5 6000-8000 300 0.0152 6000-8000 350 0.022.5 6000-8000 350 0.023 3500-4500 500 0.034 2500-3500 600 0.055 2500-3000 800 0.056 1800-2500 1000 0.088 1500-2000 1000 0.08-0.1510 1200-1800 1100 0.1-0.212 1000-1500 1200 0.2-0.314 1000-1200 1200 0.2-0.316 1000-1200 1200 0.25-0.35切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42)刃径(d) 转速(S) 进刀(F) 切削量0.5 6000-8000 300 0.011 6000-8000 300 0.011.5 6000-8000 350 0.012 6000-8000 350 0.022.5 6000-8000 350 0.023 4500-5000 600 0.034 4000-4500 800 0.055 3500-4000 1000 0.056 3000-3500 1000 0.18 2500-3000 1000 0.1-0.210 2000-2500 1200 0.2-0.312 1500-2000 1300 0.3-0.514 1500-2000 1500 0.3-0.516 1200-1500 1600 0.5注解:1 以上参数是以普通加工中心(主轴转速最高8000)的钨钢铣刀为准,它的表面硬度一般是HRC45-55(洛氏硬度)左右2 以上参数是以挖槽(又名等高铣,Cavity_Mill)为准,若是铣外形,则可以多点切削量,如¢12的铣铜,切削量可以给0.8-1MM3 刀具的切削量一般给75%(粗加工)。
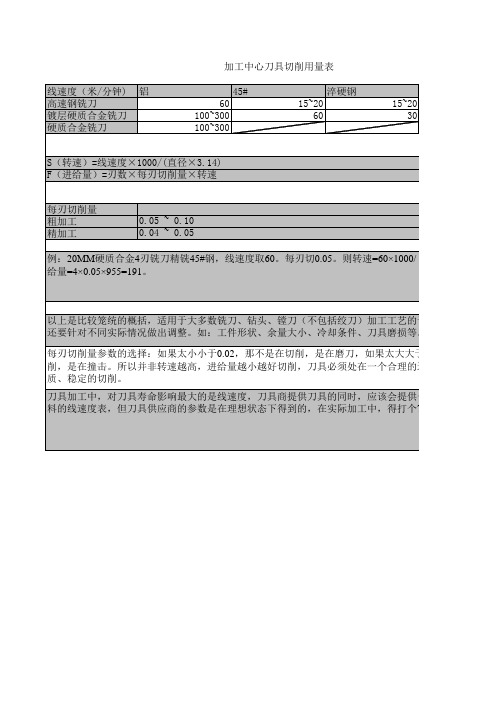
加工中心刀具切削用量表

线速度(米/分钟) 铝 高速钢铣刀 镀层硬质合金铣刀 硬质合金铣刀
加工中心刀具切削用量表
45# 60 100~300 100~300
淬硬钢 15~20
60
铸铁 15~20
30
15~20 60 30
S(转速)=线速度×1000/(直径×3.14) F(进给量)=刃数×每刃切削量×转速
每刃切削量 粗加 ~ 0.05
例:20MM硬质合金4刃铣刀精铣45#钢,线速度取60。每刃切0.05。则转速=60×1000/(20×3.14) =955,进给量=4×0.05×955=191。
以上是比较笼统的概括,适用于大多数铣刀、钻头、镗刀(不包括绞刀)加工工艺的计算。在实 际加工中还要针对不同实际情况做出调整。如:工件形状、余量大小、冷却条件、刀具磨损等。
每刃切削量参数的选择:如果太小小于0.02,那不是在切削,是在磨刀,如果太大大于0.2,那也 不是切削,是在撞击。所以并非转速越高,进给量越小越好切削,刀具必须处在一个合理的运动 状态下,才是均质、稳定的切削。
刀具加工中,对刀具寿命影响最大的是线速度,刀具商提供刀具的同时,应该会提供一份刀具针 对各种材料的线速度表,但刀具供应商的参数是在理想状态下得到的,在实际加工中,得打个 7~8折的。
加工中心刀具切削参数

加工中心刀具切削参数
CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。
CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。
光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。
光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用球刀(或圆角刀)。
在加工过程中,应根据被加工零件的材料硬度,选用适当的刀具,如塑胶,木料等可选用国产的白钢刀。
铜,铝材以及硬度在洛氏38度以内的钢材(如45号钢,王牌料)应选用进口的钢刀及国产优质的钢刀。
硬度较大的材料(如淬硬模具钢)应优先选用合金刀,镀钛刀或钨钢刀。
本参数针对普通CNC机床,针对开粗和光刀分别对各种刀具加以说明(飞刀,白钢,端铣刀,钨钢平铣刀,白钢球刀,钨钢球刀)。
因加工素材繁多,本表仅以富有代表性的铝合金,45号钢,不锈钢加以说明。
表一(飞刀开粗以45号钢为例)
表二(进口白钢平刀开粗铝合金 45号钢)
表三(白钢球刀光刀铝合金 45号钢)
表四(钨钢球刀光面 45号钢不锈钢)
表五(钨钢平刀光刀 45号钢不锈钢)
表六(白钢平刀光刀
铝合金 45号钢)。
加工中心不同材料切削参数【免费下载】

E32R6
飞刀
普通
ar(mm)
25
0.1-0.5
25
刀长在150以下
E32R6
飞刀
普通
F(mm/min)
2000
2000
700
刀长在150以下
E32R6
飞刀
普通
S(转/min)
2000
2200
2000
刀长在150以下
E32R6
飞刀
普通
寿命(min)
480
\
刀长在150以下
E32R6
飞刀
普通
金属去除率
64
0.21
\
刀长在160以下
E52R6
飞刀
普通
aa(mm)
0.6
0.3
0.2
粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大
刀长160-250
E52R6
飞刀
普通
ar(mm)
30
0.5
40
刀长160-250
E52R6
飞刀
普通
F(mm/min)
1800
1600
500
刀长在150以下
E25R0.8
飞刀
2
S(转/min)
2000
2300
2300
刀长在150以下
E25R0.8
飞刀
2
寿命(min)
60
120
60
刀长在150以下
E25R0.8
飞刀
2
金属去除率
\
\
\
刀长在150以下
E32R0.8
飞刀
2
10mm钨钢铣刀切削参数
10mm钨钢铣刀切削参数引言:钨钢铣刀是一种常用的切削工具,广泛应用于金属加工领域。
本文将介绍10mm钨钢铣刀的切削参数,包括切削速度、进给速度和切削深度等方面的内容。
一、切削速度:切削速度是指刀具在单位时间内切削工件的线速度,通常用米/分钟(m/min)表示。
10mm钨钢铣刀的切削速度应根据具体材料而定,一般在60-100m/min之间。
对于硬度较高的材料,切削速度应适当降低,以避免刀具过早磨损或断刀现象的发生;对于较软的材料,可以适当提高切削速度,提高生产效率。
二、进给速度:进给速度是指刀具在单位时间内对工件的进给量,通常用毫米/转(mm/rev)表示。
10mm钨钢铣刀的进给速度取决于切削材料的硬度和切削深度等因素。
一般来说,对于较硬的材料,进给速度应适当降低,以避免刀具被过大的进给力损坏;对于较软的材料,可以适当提高进给速度,提高加工效率。
三、切削深度:切削深度是指刀具在一次切削中所切去的工件材料的厚度。
10mm 钨钢铣刀的切削深度应根据工件材料的硬度和切削力的大小来确定。
一般情况下,对于硬度较高的材料,切削深度应适当降低,以减小切削力,避免过大的切削压力对刀具造成损坏;对于较软的材料,可以适当增加切削深度,提高加工效率。
四、切削角度:切削角度是指切削刀具与工件表面的夹角。
10mm钨钢铣刀的切削角度应根据具体加工要求来确定。
对于不同形状的工件,切削角度的选择也不同。
一般来说,对于硬度较高的材料,切削角度应适当增大,以提高切削效率和刀具寿命;对于较软的材料,可以适当减小切削角度,提高加工精度。
五、切削润滑:切削润滑是指在切削过程中,通过给刀具和工件提供润滑剂来降低切削温度和摩擦系数,减少切削力,提高加工质量和刀具寿命。
10mm钨钢铣刀的切削润滑方式可以根据具体工件材料的要求来选择。
对于较硬的材料,可以采用干切削方式,即不添加润滑剂;对于较软的材料,可以选择湿切削方式,即通过添加润滑剂来降低切削温度和摩擦系数。
切削参数表(铣刀)
切削参数表(铣刀)铣削用量的选择1铣削速度V指铣刀旋转时的圆周线速度,单位为m/min。
计算公式;V=兀DN/1000式中D——铣刀直径,mm;N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D铣削速度V推荐值材工件料硬度/HB切削速度V/(m/min)高速刚铣刀低,中碳钢<220225~290300~425高碳钢<220225~325325~375375~425合金钢<220225~325325~425工具钢灰铸铁200~250110~14021~4015~369~15硬质合金铣刀60~15054~11536~7518~3660~130 14~218~126~1015~3510~245~912~2324~3653~10536~4835~4555~12037~8030~6045~83110~115灰铸铁150~225230~290300~32015~219~185~1042~5024~3615~24 9~2118~27 18~27 15~21 12~21 9~18 180~300 45~100 180~270 60~110 45~90 21~30 100~200 83~120 72~110 40~60 68~105 68~105 60~9053~7553~80360~600120~190150~600360~600可锻铸铁110~160160~200200~240240~280铸钢低碳100~150 100~160中碳160~200 200~240高碳180~240铝合金铜合金镁合金95~100铝镁合金2进给量180~300在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:(1)每齿进给量af铣刀每转过一个齿,工件沿进.给方向移动的距离,单位为mm/z。
(2)每转进给量f铣刀每转过一转,工件沿进.给偏向挪动的位为间隔,单元为mm/r.。
加工中心刀具切削参数
加工中心刀具切削参数
CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。
CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。
光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。
光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用球刀(或圆角刀)。
在加工过程中,应根据被加工零件的材料硬度,选用适当的刀具,如塑胶,木料等可选用国产的白钢刀。
铜,铝材以及硬度在洛氏38度以内的钢材(如45号钢,王牌料)应选用进口的钢刀及国产优质的钢刀。
硬度较大的材料(如淬硬模具钢)应优先选用合金刀,镀钛刀或钨钢刀。
本参数针对普通CNC机床,针对开粗和光刀分别对各种刀具加以说明(飞刀,白钢,端铣刀,钨钢平铣刀,白钢球刀,钨钢球刀)。
因加工素材繁多,本表仅以富有代表性的铝合金,45号钢,不锈钢加以说明。
表一(飞刀开粗以45号钢为例)
表二(进口白钢平刀开粗铝合金45号钢)
表三(白钢球刀光刀铝合金45号钢)
表四(钨钢球刀光面45号钢不锈钢)
表五(钨钢平刀光刀45号钢不锈钢)
表六(白钢平刀光刀铝合金45号钢)。
切削参数
例:20MM硬质合金4刃铣刀精铣45#钢,线速度取60。每刃切0.05。则转速=60× 1000/(20× 3.14)=955, 给量=4× 0.05× 955=191。
以上是比较笼统的概括,适用于大多数铣刀、钻头、镗刀(不包括绞刀)加工工艺的计算。在实际加工 还要针对不同实际情况做出调整。如:工件形状、余量大小、冷却条件、刀具磨损等。
加工中心刀具切削用量表 线速度(米/分钟) 高速钢铣刀 镀层硬质合金铣刀 硬质合金铣刀 铝 60 100~300 100~300 45# 15~20 60 淬硬钢 15~20 30
S(转速)=线速度×1000/(直径×3.14) F(进给量)=刃数×每刃切削量×转速 每刃切削量 粗加工 精加工
0.05 ~ 0.10 0.04 ~ 0.05
每刃切削量参数的选择:如果太小小于0.02,那不是在切削,是在磨刀,如果太大大于0.2,那也不是切 削,是在撞击。所以并非转速越高,进给量越小越好切削,刀具必须处在一个合理的运动状态下,才是 质、稳定的切削。
刀具加工中,对刀具寿命影响最大的是线速度,刀具商提供刀具的同时,应该会提供一份刀具针对各种 料的线速度表,但刀具供应商的参数是在理想状态下得到的,在实际加工中,得打个7~8折的。
铸铁 15~20 60 30
=60× 1000/(20× 3.14)=955,进
加工工艺的计算。在实际加工中 刀具磨损等。
如果太大于0.2,那也不是切 一个合理的运动状态下,才是均
应该会提供一份刀具针对各种材 中,得打个7~8折的。
高速加工中钨钢铣刀切削参数参考

高速加工中钨钢铣刀切削参数参考
高速加工中钨钢铣刀的切削参数参考
切削材料模具钢料(30≤硬度HRC≤40)
刃径(d) 转速(S) 进刀(F) 切削量(H)
1 16000 500 0.02
2 13000 1500-1800 0.04
4 12000 2500-2800 0.06
6 9000-10000 3000 0.08
8 8000 3000 0.1
10 6000 3000 0.1
12 5000 3500 0.12-0.15
切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42)
刃径(d) 转速(S) 进刀(F) 切削量(H)
1 16000 800-1000 0.03-0.05
2 14000 1800-2000 0.07-0.08
4 13000 2500 0.1-0.15
6 12000 2800-3000 0.3
8 8000 3000-3500 0.3
10 7000 3500 0.4
12 6500-7000 3500 0.4
注解:
1、以上参数是以高速加工中 (主轴转速最高20000)的钨钢铣刀为准,它的表面硬度一般是HRC45-55(洛氏硬度)左右。
2 、平铣刀和圆铣刀(球刀)切削参数差不多,都可以参考上表。
3 、高速加工中一般用来加工一些比较小的零件和产品,所以它使用的刀具比较小,而且很少使用“飞刀”,也即合金铣刀。
4 、高速加工的理念就是:转速高,切削快,切削量少。
5、平时所说的钨钢一般指的就是硬质合金。
切削参数表(铣刀)[宝典]
![切削参数表(铣刀)[宝典]](https://img.taocdn.com/s3/m/08dfcc26b80d6c85ec3a87c24028915f804d84b7.png)
铣削用量的选择
1 铣削速度V指铣刀旋转时的圆周线速度,单位为m/mi n。
计算公式;V=兀DN/1000
式中D——铣刀直径,mm;
N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D
铣削速度V推荐值
2进给量
在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:
(1) 每齿进给量a f 铣刀每转过一个齿,工件沿进.给方向移动的距离, 单位为mm/z。
(2) 每转进给量f铣刀每转过一转, 工件沿进.给方向移动的位为距离, 单位为mm/r.。
(3) 每分钟进给量Vf 铣刀每旋转1min, 工件沿进.给方向移动的位为距离, 单位为mm/ min。
.
三种进给量的关系为: Vf =a fzn
式中 a f ——每齿进给量,mm/z。
.
z——铣刀(主轴)转速,r/min。
n——铣刀齿数.。
铣刀每齿进给量, a f (mm/z.) 推荐值
3铣削层用量
(1)铣削宽度a e铣刀在一次进给中所切掉工件表面的宽度,单位为mm。
.
一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50%~60%左右。
(2)背吃刀量a p(切削深度) 铣刀在一次进给中所切掉工件表面的厚度,即工件的已加工表面和待加工表面间的垂直距离,单位为mm。
切削参数表(铣刀)

铣削用量的选择
1 铣削速度V指铣刀旋转时的圆周线速度,单位为m/min。
计算公式;V=兀DN/1000
式中D——铣刀直径,mm;
N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D
铣削速度V推荐值
2进给量
在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:
铣刀每转过一个齿,工件沿进.给方向移动的距离, (1) 每齿进给量a
f
单位为mm/z。
(2) 每转进给量f铣刀每转过一转, 工件沿进.给方向移动的位为距
离, 单位为mm/r.。
(3) 每分钟进给量V f铣刀每旋转1min, 工件沿进.给方向移动的位为距离, 单位为mm/ min。
.
zn
三种进给量的关系为: V f=a
f
——每齿进给量,mm/z。
.
式中a
f
z——铣刀(主轴)转速,r/min。
n——铣刀齿数.。
(mm/z.) 推荐值
铣刀每齿进给量, a
f
3铣削层用量
铣刀在一次进给中所切掉工件表面的宽度,单位为(1)铣削宽度a
e
mm。
.
一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50%~60%左右。
(切削深度) 铣刀在一次进给中所切掉工件表面的厚(2)背吃刀量a
p
度,即工件的已加工表面和待加工表面间的垂直距离,单位为mm。
一般立铣刀粗铣时的背吃刀量以不超过铣刀半径为原则,以防背吃刀量过大而造成刀具的损坏,精铣时约为0.05~0.30mm;端铣刀粗铣
时约为2~5mm,精铣时约为0.10~0.50mm.。
高速加工中钨钢铣刀切削全参数参考

高速加工中钨钢铣刀切削全参数参考高速加工中钨钢铣刀的切削参数参考
切削材料模具钢料(30≤硬度HRC≤40)
刃径(d) 转速(S) 进刀(F) 切削量(H)
1 16000 500 0.02
2 13000 1500-1800 0.04
4 12000 2500-2800 0.06
6 9000-10000 3000 0.08
8 8000 3000 0.1
10 6000 3000 0.1
12 5000 3500 0.12-0.15
切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42) 刃径(d) 转速(S) 进刀(F) 切削量(H)
1 16000 800-1000 0.03-0.05
2 14000 1800-2000 0.07-0.08
4 13000 2500 0.1-0.15
6 12000 2800-3000 0.3
8 8000 3000-3500 0.3
10 7000 3500 0.4
12 6500-7000 3500 0.4
注解:
1、以上参数是以高速加工中 (主轴转速最高20000)的钨钢铣刀为准,它的表面硬度一般是HRC45-55(洛氏硬度)左右。
2 、平铣刀和圆铣刀(球刀)切削参数差不多,都可以参考上表。
3 、高速加工中一般用来加工一些比较小的零件和产品,所以它使用的刀具比较小,而且很少使用“飞刀”,也即合金铣刀。
4 、高速加工的理念就是:转速高,切削快,切削量少。
5、平时所说的钨钢一般指的就是硬质合金。
高速加工中钨钢铣刀切削全参数参考
高速加工中钨钢铣刀切削全参数参考高速加工中钨钢铣刀的切削参数参考
切削材料模具钢料(30≤硬度HRC≤40)
刃径(d) 转速(S) 进刀(F) 切削量(H)
1 16000 500 0.02
2 13000 1500-1800 0.04
4 12000 2500-2800 0.06
6 9000-10000 3000 0.08
8 8000 3000 0.1
10 6000 3000 0.1
12 5000 3500 0.12-0.15
切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42) 刃径(d) 转速(S) 进刀(F) 切削量(H)
1 16000 800-1000 0.03-0.05
2 14000 1800-2000 0.07-0.08
4 13000 2500 0.1-0.15
6 12000 2800-3000 0.3
8 8000 3000-3500 0.3
10 7000 3500 0.4
12 6500-7000 3500 0.4
注解:
1、以上参数是以高速加工中 (主轴转速最高20000)的钨钢铣刀为准,它的表面硬度一般是HRC45-55(洛氏硬度)左右。
2 、平铣刀和圆铣刀(球刀)切削参数差不多,都可以参考上表。
3 、高速加工中一般用来加工一些比较小的零件和产品,所以它使用的刀具比较小,而且很少使用“飞刀”,也即合金铣刀。
4 、高速加工的理念就是:转速高,切削快,切削量少。
5、平时所说的钨钢一般指的就是硬质合金。
加工中心切削参数表

加工中心切削参数表⑴一般大小的钢料开粗时尽量选用Φ30R5,较大型的钢料尽量选用Φ63R6;⑶铜公2D外形光刀,高度50mm以下选用M12刀具;高度在50-70mm 之间,选用M16刀具;高度在70-85mm之间,选用M20;高度在85-120mm 之间,选用M25;超过120mm以上用Φ25R0.8、Φ32R0.8飞刀把加工;⑷较平坦的曲面或较高的外形曲面尽量选用Φ20R4、Φ25R5、Φ40R6作为光刀刀具;5. 钢料开粗时,Z下刀量0.5-0.7mm。
铜料开粗时Z下刀量1.0-1.5mm(内部开粗1.0mm,基准边开粗1.5mm)6. 平行式精铣时,ma×imum stepover按“精加工平行式最佳等高参数表”来设定。
精铣前余留量尽量留小点,钢料0.10—0.2mm。
铜料0.2--0.5mm。
不要使用R刀精锣面积大的平面8. 快速下刀至3mm高度使用F速下刀(相对加工深度)正常下刀F 速一律300mm/m,有螺旋下刀和外部进刀的Z下刀F速一律是900 mm/ m,有踩刀地方的Z下刀F速一律150mm/m,内部快速移动F 速一律是6500mm/m(必须走G01)。
9. 使用Φ63R6、Φ40R6、Φ30R5飞刀开粗时,余量留单边0.8mm,不能出现踩刀现象,不能使用Φ63R6加工范围较小的内型框。
挖槽开完粗后,要使用同一把刀具,将较大的平面再加工,保证底部留0.2mm余量,方便下一把刀具可以直接精加工工件底部。
10. 精铣前必须先用较小直径的刀将角位的余量粗清角,无法清角的地方,必须做曲面挡住,避免精铣时角位余量过多导致刀具损坏2、在二次开组选用参考刀具易造成过切或撞刀" R; _, b2 g q0 ^&f解决方法﹕在选用参考刀具时我们应当设置参考的刀具S" w+ N: m$ h) g! 比实际上一把刀具的直径大2~~3MM 牛鼻刀9 @( k* |/ z# q0 L/ S的话也要比之前的R角设置大点。
普通加工中心钨钢平铣刀的切削参数

;L是总长。
是总长。
;L1是刃长
上图中D是直径
是直径;
是刃长;
钨钢钨钢((合金合金))平铣刀平铣刀((2刃)
注解注解::
1 以上参数是以普通加工中心(主轴转速最高8000)的钨钢铣刀为准的钨钢铣刀为准,,它的表面硬度一般是HRC45-55(洛氏硬度)左右左右;;
2 以上参数是以挖槽(又名等高铣又名等高铣,,Cavity_Mill)为准为准,,若是铣外形若是铣外形,,则可以多点切削量则可以多点切削量,,如¢12的铣铜的铣铜,,切削量可以给0.8~1MM ;
3 刀具的切削步距刀具的切削步距不可大于刀具直径的不可大于刀具直径的2/3,所以一般给75%(粗加工)。
若是精光底面若是精光底面,,则是50%;
4 刀具的刃数有2,3,4,6和8刃,刀刃数增多会使切削废料不容易排出刀刃数增多会使切削废料不容易排出,,但能够提高表面质量但能够提高表面质量,,一般2刃和4刃的较多的较多;;
5 以上参数是粗加工以上参数是粗加工,,若是精加工若是精加工,,则转速则转速和和进刀进刀量量(进给进给速度速度F )可以适当加大可以适当加大。
高速加工中钨钢铣刀切削参数参考
高速加工中钨钢铣刀的切削参数参考
切削材料模具钢料(30≤硬度HRC≤40)
刃径(d) 转速(S) 进刀(F) 切削量(H)
1 16000 500 0.02
2 13000 1500-1800 0.04
4 12000 2500-2800 0.06
6 9000-10000 3000 0.08
8 8000 3000 0.1
10 6000 3000 0.1
12 5000 3500 0.12-0.15
切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42)
刃径(d) 转速(S) 进刀(F) 切削量(H)
1 16000 800-1000 0.03-0.05
2 14000 1800-2000 0.07-0.08
4 13000 2500 0.1-0.15
6 12000 2800-3000 0.3
8 8000 3000-3500 0.3
10 7000 3500 0.4
12 6500-7000 3500 0.4
注解:
1、以上参数是以高速加工中 (主轴转速最高20000)的钨钢铣刀为准,它的表面硬度一般是HRC45-55(洛氏硬度)左右。
2 、平铣刀和圆铣刀(球刀)切削参数差不多,都可以参考上表。
3 、高速加工中一般用来加工一些比较小的零件和产品,所以它使用的刀具比较小,而且很少使用“飞刀”,也即合金铣刀。
4 、高速加工的理念就是:转速高,切削快,切削量少。
5、平时所说的钨钢一般指的就是硬质合金。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
;L是总长。
是总长。
;L1是刃长
上图中D是直径
是直径;
是刃长;
钨钢钨钢((合金合金))平铣刀平铣刀((2刃)
注解注解::
1 以上参数是以普通加工中心(主轴转速最高8000)的钨钢铣刀为准的钨钢铣刀为准,,它的表面硬度一般是HRC45-55(洛氏硬度)左右左右;;
2 以上参数是以挖槽(又名等高铣又名等高铣,,Cavity_Mill)为准为准,,若是铣外形若是铣外形,,则可以多点切削量则可以多点切削量,,如¢12的铣铜的铣铜,,切削量可以给0.8~1MM ;
3 刀具的切削步距刀具的切削步距不可大于刀具直径的不可大于刀具直径的2/3,所以一般给75%(粗加工)。
若是精光底面若是精光底面,,则是50%;
4 刀具的刃数有2,3,4,6和8刃,刀刃数增多会使切削废料不容易排出刀刃数增多会使切削废料不容易排出,,但能够提高表面质量但能够提高表面质量,,一般2刃和4刃的较多的较多;;
5 以上参数是粗加工以上参数是粗加工,,若是精加工若是精加工,,则转速则转速和和进刀进刀量量(进给进给速度速度F )可以适当加大可以适当加大。