5 电抛光标准指引
不锈钢电抛光工艺标准
不锈钢电抛光工艺标准不锈钢电抛光工艺标准是一个非常重要的过程,它包括了一系列必须严格遵循的步骤,以确保不锈钢表面达到理想的抛光效果。
以下是具体的抛光工艺标准:1. 抛光前的准备工作:首先,需要仔细检查不锈钢表面,确保表面没有氧化、污垢、焊渣、划痕和凹坑等缺陷。
如果存在这些问题,需要进行修复。
接下来,需要使用合适的清洁方法对不锈钢表面进行清洁,如机械清洗、溶剂清洗或电解清洗等,以确保表面清洁干净,为后续抛光过程做好准备。
2. 不锈钢抛光方法:在抛光过程中,需要根据所需的效果选择最合适的抛光方法。
常用的不锈钢抛光方法有机械抛光、化学抛光、电化学抛光等。
机械抛光适用于处理较大的划痕和凹凸表面;化学抛光主要利用化学试剂与不锈钢表面的反应,以去除表面的氧化层和杂质;电化学抛光则是一种利用电流产生的化学反应,使不锈钢表面更加光滑、有光泽。
3. 抛光后的清洁和保养:抛光后,必须立即对不锈钢表面进行彻底的清洁,以去除任何残留的抛光剂、污垢和其他杂质。
清洁工作完成后,需要立即进行防锈处理,以防止不锈钢表面生锈。
4. 不锈钢电抛光的质量控制:在不锈钢电抛光过程中,质量控制是至关重要的一环。
质量控制主要包括对抛光设备、抛光材料、抛光时间、电流强度等方面的监控。
这些参数都会影响最终的抛光效果,因此需要严格控制。
在抛光过程中,如果发现任何异常情况,如表面出现裂纹、变色或电流波动等,应立即停止抛光并进行检查。
在完成抛光后,需要对不锈钢表面进行质量检查,以确保达到所需的抛光效果。
如果发现任何质量问题,如划痕、凹坑或氧化等,需要进行修复或重新抛光。
5. 不锈钢电抛光的环保和安全:不锈钢电抛光过程中会产生废气、废水和废渣等污染物。
为了保护环境和员工健康,需要采取有效的环保措施,如废气处理、废水处理和废弃物回收等。
此外,在操作过程中,需要遵循相关的安全规定,如穿戴防护服、使用安全设备等,以确保操作人员的安全。
6. 不锈钢电抛光的经济效益:不锈钢电抛光虽然需要一定的设备和材料投入,但是它可以提高不锈钢制品的附加值和美观度,从而带来更好的经济效益。
电抛光 工艺流程
电抛光工艺流程
电抛光是将电流导电性液体作为电极,通过电解的方式进行表面抛光加工的一种工艺。
这种工艺能够有效地改善金属表面粗糙度,提高光洁度和亮度,使其具有更好的耐蚀性和耐磨性。
下面将介绍电抛光的工艺流程。
首先是准备工作。
将待处理的工件进行清洗,去除表面的油污和杂质,保证工件表面干净。
然后根据工件的材料和形状,选择合适的电解液和电极。
电解液的选择要根据对应的金属进行选择,以保证良好的电解效果。
接下来是预处理。
将工件浸泡在电解液中,设定适当的温度和电流密度,进行预处理。
预处理的目的是去除工件表面的氧化层和表皮,提高电解效果。
此时,工件与电解液接触产生电流,通过电流分解反应,将金属离子还原为金属元素,使工件表面光洁度得到提高。
然后是抛光处理。
将处理过的工件放入抛光设备中。
在设备使用时,加入适量的抛光剂,以提供抛光效果。
抛光剂的选择要根据金属材料进行选择,以达到良好的抛光效果。
在抛光过程中,电极与工件发生电化学反应,使金属表面发生溶解和镀覆,从而改善金属表面质量。
最后是清洗和保养。
将抛光后的工件进行清洗,去除表面的抛光剂和污渍。
使用清洗剂进行清洗,可以帮助去除金属表面的残留物,提高工件的光洁度。
清洗完成后,需要对抛光设备进行保养和检查,以确保设备的正常运行。
总结起来,电抛光工艺流程主要包括准备工作、预处理、抛光处理和清洗保养。
通过这些步骤,能够有效地改善金属表面的质量,使其具有更好的外观和性能。
电抛光工艺在金属加工行业中具有广泛的应用前景,将有助于提高产品的质量和竞争力。
抛光作业指导书1

抛光作业指导书1抛光作业指导书一、任务背景及目的抛光作业是一种常见的表面处理方法,可用于提高材料表面的光洁度和光亮度。
本指导书旨在提供一套标准的抛光作业流程,以确保抛光作业的质量和效率。
二、作业准备1. 确定抛光材料:根据工件的材料和要求,选择合适的抛光材料,如研磨片、抛光布等。
2. 准备抛光设备:包括抛光机、研磨机、抛光盘等。
3. 准备工作区域:确保作业区域干净整洁,防止灰尘和杂质对抛光作业产生影响。
4. 穿戴个人防护装备:包括护目镜、手套、口罩等,确保作业人员的安全。
三、作业流程1. 清洁工件表面:使用清洁剂和布料清洁工件表面,去除灰尘和污垢。
2. 粗磨:根据工件的要求,选择合适的研磨片进行粗磨处理。
将研磨片安装到研磨机上,调整研磨机的转速和压力,进行均匀的研磨。
3. 中磨:使用较细的研磨片进行中磨处理,以进一步提高表面的光洁度。
同样,调整研磨机的转速和压力,进行均匀的研磨。
4. 细磨:使用更细的研磨片进行细磨处理,以进一步提高表面的光洁度。
同样,调整研磨机的转速和压力,进行均匀的研磨。
5. 抛光:将抛光布安装到抛光盘上,涂抹适量的抛光剂,然后将工件放置在抛光盘上进行抛光处理。
根据需要,可以调整抛光机的转速和压力。
6. 清洁工件表面:使用清洁剂和布料清洁工件表面,去除抛光剂和残留物。
7. 检查质量:使用目视检查或仪器检测,检查抛光后的工件表面质量是否符合要求。
四、作业注意事项1. 操作人员应经过专业培训,了解抛光作业的操作规程和安全注意事项。
2. 在进行抛光作业前,务必确保工件表面的清洁度,避免灰尘和杂质对抛光作业的影响。
3. 在操作抛光机时,应注意调整合适的转速和压力,避免过高或过低的研磨力度。
4. 在抛光过程中,定期清洁抛光盘和更换研磨片,以保证抛光效果和作业质量。
5. 抛光后,应及时清洁工件表面,去除抛光剂和残留物,以免影响工件的使用和外观。
6. 定期检查抛光设备的工作状态和安全性能,确保设备正常运行。
五金抛光件-检验标准

不允许
不明显可收
触摸无感觉可收
变形
不允许
不允许
轻微可接收
砂眼
0.3mm以下相距25mm以上允收2点
0。4mm以下相距25mm以上允收3点
0.5mm以下相距25mm以上允收5点
老皮
不允许
局部轻微接收
轻微接收
喇叭口
不允许
不允许
不允许
麻轮纹
不允许
轻微接收
接收
擦花
允收
允收
允收
擦伤
不允许
不允许
轻微接收
裂纹
允许焊液,不允许颗粒堆焊气孔
注意事项:
1。 表面需平整、光滑、线条流畅优美,外观圆滑光洁,轮廓线清晰,整体上下、左右必须对称;
2。布轮清光或者麻轮清直纹,清除表面抛光腊;
说明:修改文件时在此处增加“拟制、审核和批准”栏,只对本页文件修改,其余内容不变.
xxxxxxxx实业有限公司
作业指导文件
文件编号:WI—PG-A—09
文件名称
五金抛光件——检验标准
页 码:2/6
现的细微断裂现象.
5。0.外观区域划分:
5.1.A面:产品安装后最容易看见的正视面。这是装饰性配件最重要的一个面,是顾客第一眼见到的或是在安装位置最靠近顾客的一个面。
5.2.B面:产品安装后较容易看见的侧面部位。它在安装位置能轻易看到。
5.3。C面:产品安装后不容易看见的底部或背部.在安装位置须转动头部才能看到的面。
4。2.7。砂眼:基体本身存在的孔洞;
4.2.8。老皮:材质本身或弯曲、拉伸时改变基材组织结构而导致产品表面鸡皮状;
4。2.9。喇叭口:切割或借助辅助工具抛光作业而导致管口外翻,呈喇叭状;
WI750600抛光作业标准书.doc

编写: 审核: 批准:1、不管鸟的翅膀多么完美,如果不凭借空气,鸟就永远飞不到高空。
想象力是翅膀,客观实际是空气,只有两方面紧密结合,才能取得显着成绩。
2、想停下来深情地沉湎一番,怎奈行驶的船却没有铁锚;想回过头去重温旧梦,怎奈身后早已没有了归途。
因为时间的钟摆一刻也不曾停顿过,所以生命便赋予我们将在汹涌的大潮之中不停地颠簸。
3、真正痛苦的人,却在笑脸的背后,流着别人无法知道的眼泪,生活中我们笑得比谁都开心,可是当所有的人潮散去的时候,我们比谁都落寂。
4、温暖是飘飘洒洒的春雨;温暖是写在脸上的笑影;温暖是义无反顾的响应;温暖是一丝不苟的配合。
5、幸福,是一种人生的感悟,一种个人的体验。
也许,幸福是你风尘仆仆走进家门时亲切的笑脸;也许,幸福是你卧病床上百无聊赖时温馨的问候;也许,幸福是你屡遭挫折心灰意冷时劝慰的话语;也许,幸福是你历经艰辛获得成功时赞赏的掌声。
关键的是,你要有一副热爱生活的心肠,要有一个积极奋进的目标,要有一种矢志不渝的追求。
这样,你才能感受到幸福。
6、母爱是迷惘时苦口婆心的规劝;母爱是远行时一声殷切的叮咛;母爱是孤苦无助时慈祥的微笑。
7、淡淡素笺,浓浓墨韵,典雅的文字,浸染尘世情怀;悠悠岁月,袅袅茶香,别致的杯盏,盛满诗样芳华;云淡风轻,捧茗品文,灵动的音符,吟唱温馨暖语;春花秋月,红尘阡陌,放飞的思绪,漫过四季如歌。
读一段美文,品一盏香茗,听一曲琴音,拾一抹心情。
8、尘缘飞花,人去楼空,梦里花落为谁痛?顾眸流盼,几许痴缠。
把自己揉入了轮回里,忆起,在曾相逢的梦里;别离,在泪眼迷朦的花落间;心碎,在指尖的苍白中;淡落,在亘古的残梦中。
在夜莺凄凉的叹息里,让片片细腻的柔情,哽咽失语在暗夜的诗句里。
9、用不朽的“人”字支撑起来的美好风景,既有“虽体解吾犹未变兮”的执着吟哦,也有“我辈岂是蓬蒿人”的跌宕胸怀;既有“我以我血荐轩辕”的崇高追求,也有“敢教日月换新天”的豪放气魄。
33 我是一只蜜蜂,在祖国的花园里,飞来飞去,不知疲倦地为祖国酿制甘甜的蜂蜜;我是一只紫燕,在祖国的蓝天上,穿越千家万户,向祖国向人民报告春的信息;我是一滴雨点,在祖国的原野上,从天而降,滋润干渴的禾苗;我是一株青松,在祖国的边疆,傲然屹立,显示出庄严的身姿。
不锈钢电解抛光标准

不锈钢电解抛光标准不锈钢电解抛光是一种常见的表面处理工艺,它可以使不锈钢表面获得良好的光洁度和平整度,提高其美观性和耐腐蚀性。
为了确保不锈钢电解抛光的质量,制定了一系列的标准来规范该工艺的操作和要求。
首先,不锈钢电解抛光的标准应包括对原材料的要求。
原材料应选择具有良好表面质量和机械性能的不锈钢材料,以确保在抛光过程中不会出现气孔、裂纹等缺陷。
同时,对原材料的化学成分、硬度、拉伸强度等指标也应有明确的规定,以保证抛光后的产品符合相关的使用要求。
其次,不锈钢电解抛光的标准还应包括对抛光工艺的要求。
包括电解液的配制、电解抛光设备的选择和操作、抛光时间、电流密度等参数的控制,都应在标准中有所规定。
这些要求旨在确保抛光过程中能够获得一致的抛光效果,避免出现过度抛光或不足抛光的情况。
另外,不锈钢电解抛光的标准还应包括对抛光后表面质量的评定标准。
这包括表面光洁度、平整度、氧化膜厚度、腐蚀性能等指标的检测方法和要求。
这些评定标准的设立可以帮助生产厂家和使用者对抛光后的产品进行质量检验,确保产品的质量稳定性和一致性。
最后,不锈钢电解抛光的标准还应包括对产品包装、储存和运输的要求。
这些要求包括包装材料的选择、包装方式、标识和储存条件等,以确保产品在运输过程中不会受到损坏,同时也为使用者提供了正确的存储和使用方法。
总之,不锈钢电解抛光的标准是保证产品质量和生产工艺稳定性的重要依据。
只有严格遵守相关标准,才能够生产出符合要求的不锈钢电解抛光产品,提高产品的市场竞争力和用户满意度。
希望生产厂家和相关从业人员能够认真遵守相关标准,共同推动不锈钢电解抛光工艺的健康发展。
电抛光碳钢操作方法

电抛光碳钢操作方法
1. 准备工作
将工件清洗干净并晾干,准备相应的电抛光机器和碳钢抛光材料。
2. 工具设置
在电抛光机上安装合适的抛光轮。
碳钢表面较硬,建议使用较硬的抛光轮,如采用刚性毛毡轮或尼龙纤维轮。
3. 抛光液调配
将适量的抛光药料加入清水中,按照一定比例搅拌。
抛光液的浓度要适宜,过于浓稠会影响抛光效果,过于稀薄会浪费抛光材料。
4. 抛光操作
将工件放在电抛光机上,将抛光液涂在碳钢表面。
运行抛光机,使抛光轮与碳钢表面摩擦,持续抛光直到表面达到较理想的光泽度。
轻度抛光最好选用低速。
如果用高速,会让钢材表面愈加湿润。
5. 清洗
在抛光完成后,要用清水将工件洗净并擦干。
如果抛光液没有完全清洗干净,会影响到其它工件的抛光效果。
6. 保护
完成抛光后,应该对碳钢表面进行保护。
可以采用防锈油或者蜡油来涂抹在表面,防止氧化锈蚀。
此外,还要确保抛光轮和抛光液定期更换,保证操作的质量和效率。
不锈钢电化学抛光技术标准
不锈钢电化学抛光技术标准有:
电解抛光是把要抛光的工件放入导电的特制溶液(电解液)中,将工件接通电源的正极(阳极),把电源的负极(阴极)接在不溶性的导电材料上,通过电流,在一定条件下可使工件表面溶解,使表面不平处平滑。
电解抛光与电镀过程正好相反。
电解抛光工序的显著的优点就是:当电源具有足够的电力时工序的持续时间与被加工表面的大小无关,在盛有电解液的槽中,可以同时装入大量的小工件或几个大工件,工序的持续时间仅仅决定于电解抛光的工作条件,因此.在很多情况下,电解抛光的生产率要比机械抛光大得多。
电抛光标准
电抛光标准
1. 表面平整度:电抛光表面应平整,不得有凹凸点、条纹、刻痕等形成。
2. 表面光洁度:电抛光表面应光洁,不得有氧化皮、气孔、砂眼、裂纹、黑斑等表面缺陷。
3. 表面颜色:电抛光表面的颜色应为银白色,不应有金黄色、灰色、黑色等异常颜色。
4. 表面硬度:电抛光表面的硬度应适中,不得太硬或太软。
5. 表面微观形貌:电抛光表面的微观形貌应紧密、均匀。
6. 表面粗糙度:电抛光表面的粗糙度应在规定范围内,以保证表面的光洁度和平整度。
7. 表面厚度:电抛光过程中应控制薄膜的厚度,以保证表面的均匀性。
8. 表面清洁度:电抛光表面在加工过程中应保持清洁,不得有异物附着。
9. 表面化学成分:电抛光过程中应注意化学反应,以保证表面化学成分和性能的稳定性。
10. 表面尺寸精度:电抛光部件的表面尺寸精度应符合设计要求,以保证装配和使用的可靠性。
五金抛光品质检验
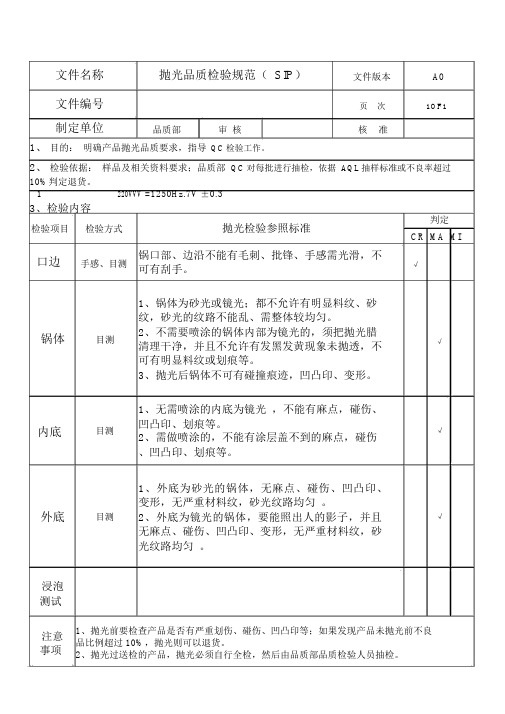
文件名称抛光品质检验规范( SIP)文件版本A0文件编号页次1OF1制定单位品质部审核核准
1、目的:明确产品抛光品质要求,指导QC检验工作。
2、检验依据:样品及相关资料要求;品质部QC对每批进行抽检,依据 AQL抽样标准或不良率超过10%判定退货。
1220VVV=1250Hz.7V ±0.3
3、检验内容
检验项目检验方式抛光检验参照标准
判定CR MA MI
口边手感、目测锅口部、边沿不能有毛刺、批锋、手感需光滑,不
√可有刮手。
1、锅体为砂光或镜光;都不允许有明显料纹、砂
纹,砂光的纹路不能乱、需整体较均匀。
锅体目测2、不需要喷涂的锅体内部为镜光的,须把抛光腊
√清理干净,并且不允许有发黑发黄现象未抛透,不
可有明显料纹或划痕等。
3、抛光后锅体不可有碰撞痕迹,凹凸印、变形。
内底外底
浸泡测试目测
目测
1、无需喷涂的内底为镜光,不能有麻点,碰伤、
凹凸印、划痕等。
2、需做喷涂的,不能有涂层盖不到的麻点,碰伤
、凹凸印、划痕等。
1、外底为砂光的锅体,无麻点、碰伤、凹凸印、
变形,无严重材料纹,砂光纹路均匀。
2、外底为镜光的锅体,要能照出人的影子,并且
无麻点、碰伤、凹凸印、变形,无严重材料纹,砂
光纹路均匀。
√
√
注意事项1、抛光前要检查产品是否有严重划伤、碰伤、凹凸印等;如果发现产品未抛光前不良品比例超过 10%,抛光则可以退货。
2、抛光过送检的产品,抛光必须自行全检,然后由品质部品质检验人员抽检。
TP-GEN-0051 电解抛光标准

是否需要培训? Training required?
培训 Training
不适用 NA
需要 Yes
不需要 No(理由 Rational
)
是否新程序、子程序或培训需求有变更?
New created procedure / sub-procedure or if the training requirement is changed?
文件所有人
Document owner 研发部 R&D DEPARTMENT
文件编号 Document No. TP-GEN-0051
电解抛光技术要求及检验规范 Electrolytic Polishing of Technical Requirement and Specification
版本 Version 00
5.2.1.2 电解槽液需要及时密封,并经常测定和调节溶液的比重;溶液相对密度太小或太大均会影响到 抛光表面质量。正常电解液是使用硫酸及磷酸与水的配比,其硫酸及磷酸的密度含量为 1.68%~1.72%。The liquid of electrolysis should be sealed timely. And often measure and adjust the proportion of liquid. The proportion of liquid will affect the quality of polishing surface. The liquid of electrolysis include acid and water, the percentage of acid and water is 1.68%~1.72%.
5.2.2.2 抛光温度:当电流、时间在规定的范围内,温度控制在 50~60℃之间最好;若温度过低,抛光 金属表面不亮;若温度过高(超过 60℃),抛光金属表面会产生雾状膜。
抛光操作规程

抛光操作规程
《抛光操作规程》
一、目的
抛光是一种表面处理工艺,能使物体表面光洁平滑,提高外观质量。
本规程的目的在于规范抛光操作步骤,保证抛光效果。
二、操作步骤
1. 准备工作:清洁操作区域,准备工艺所需设备和耗材。
2. 检查工件:检查待抛光的工件表面是否有明显划痕或缺陷,如有需要进行修复处理。
3. 运行设备:打开抛光机械设备,检查设备运行状态是否正常。
4. 调整参数:根据工件材质和要求的抛光效果,调整抛光机的参数,包括转速、抛光剂使用量等。
5. 进行抛光:将工件放入抛光机内,开始抛光操作。
注意控制抛光时间和力度,避免过度抛光造成表面损伤。
6. 定期检查:定期检查抛光效果,如有需要可进行二次抛光处理。
7. 清洁工件:将抛光好的工件清洁干净,去除表面的抛光剂和杂质。
8. 检验工件:最终检验工件的抛光效果,确保符合要求。
三、注意事项
1. 操作人员应穿戴好防护用具,避免抛光剂溅射伤害皮肤和眼睛。
2. 切勿在无经验人员的指导下进行抛光操作,以免发生意外伤害。
3. 定期检查抛光机械设备的安全状态,确保设备运行平稳可靠。
4. 严格按照规程操作,避免违规操作造成工件损坏或人员伤害。
以上就是《抛光操作规程》的相关内容,希望能够对抛光工艺的操作有所帮助。
抛光检验标准
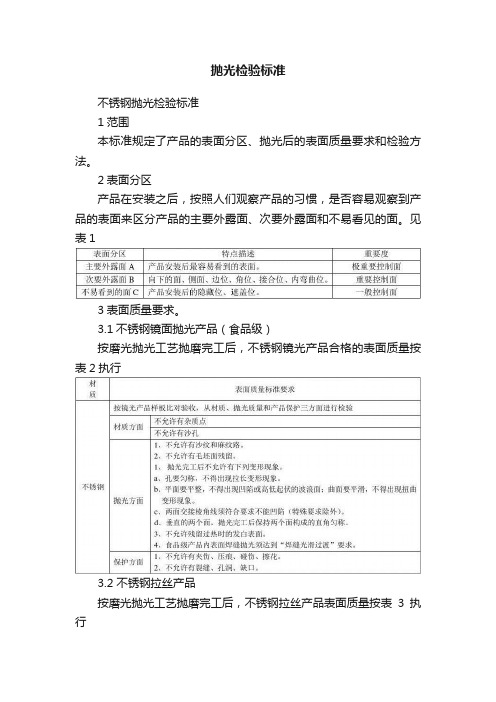
抛光检验标准不锈钢抛光检验标准1范围本标准规定了产品的表面分区、抛光后的表面质量要求和检验方法。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表13表面质量要求。
3.1不锈钢镜面抛光产品(食品级)按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表2执行3.2 不锈钢拉丝产品按磨光抛光工艺抛磨完工后,不锈钢拉丝产品表面质量按表3执行表3 不锈钢拉丝表面要求4检验方法4.1目力测试,视力大于1.2,在220V50HZ18/40W萤光灯和220V50HZ40W的日光灯下,目测距离为45±5cm。
4.2双手带作业手套握持抛光件。
产品水平放置,目测该面,检查完后,以两手为轴旋转到相邻的一面,的角度目测,逐步检查每一面。
上一方向目测完工后,旋转90度,变为南北方向,先上下旋转一定的角度目测,逐步检查每一面。
5补充注意点5.1抛光严格按照图纸要求表面加工精度操作,除特殊标注之外,A面所有的抛光要求按照图纸要求,不能出现未抛光的部分,不能留有电焊后的黄黑色色斑。
×5.2抛光纹路必须保持一致,不能有乱纹。
比如料斗盖透气管周围的色差必须抛光一致。
5.3 A面不能有焊接留下的杂质,包含焊渣以及滴落凝固在表面的金属。
×5.4除标准法兰外的自制法兰表面属于易忽视部位,注意抛光。
×√×5.5 A面上焊缝内黑色杂质必须处理干净。
如若使用钝化膏处理必须擦拭干净所留痕迹。
×5.6料仓出料口处法兰与料仓桶体连接处焊缝必须抛光圆滑过渡,不能存在台阶,防止堆积物料。
5.7叶片螺杆叶片连接处抛光一致,不能留有痕迹。
5.8可拿取的人工加料盖,周围折边处,A面焊缝满焊后抛光圆滑,C面断续焊。
例如T17料斗上的人工加料盖。
5.9 C面焊缝不能有毛刺,必须打磨去除。
5.10料斗折弯痕迹,A面抛光光滑过渡,C面抛光(按照图纸要求)。
抛光作业指导书1
抛光作业指导书1抛光作业指导书一、任务背景抛光作业是一种常见的表面处理工艺,广泛应用于金属、塑料、石材等材料的加工中。
为了确保抛光作业的质量和效率,制定一份详细的抛光作业指导书是非常必要的。
二、任务目的本指导书的目的是为抛光作业人员提供一份标准化的操作指南,以确保抛光作业的质量、安全和效率。
三、任务范围本指导书适用于所有进行抛光作业的人员,包括但不限于以下方面:1. 抛光作业的准备工作;2. 抛光工具和设备的选择和使用;3. 抛光作业的具体操作步骤;4. 抛光作业的质量控制。
四、任务内容4.1 抛光作业的准备工作4.1.1 确定抛光的材料和要求,包括材料的硬度、表面状态和抛光效果等;4.1.2 清洁工作区域,确保没有杂物和灰尘;4.1.3 准备所需的抛光工具和设备,包括抛光机、砂纸、抛光膏等;4.1.4 检查抛光工具和设备的状态,确保其正常运行和安全使用。
4.2 抛光工具和设备的选择和使用4.2.1 根据抛光材料的硬度选择适当的抛光工具,例如砂纸的粗细度;4.2.2 根据抛光要求选择适当的抛光膏,例如粗糙表面的抛光膏和光滑表面的抛光膏;4.2.3 根据抛光面积的大小选择适当的抛光机,例如手持式抛光机和台式抛光机;4.2.4 使用抛光工具和设备时,必须佩戴个人防护装备,如手套、护目镜和口罩等。
4.3 抛光作业的具体操作步骤4.3.1 将抛光机固定在工作台上,并连接电源;4.3.2 将适当粗细度的砂纸固定在抛光机的砂轮上;4.3.3 打开抛光机,调整适当的转速;4.3.4 将待抛光的材料放置在工作台上,并用适量的抛光膏涂抹在材料表面;4.3.5 将抛光机的砂轮轻轻接触到材料表面,开始进行抛光;4.3.6 保持适当的抛光压力和速度,均匀地抛光整个表面;4.3.7 定期检查抛光效果,必要时更换砂纸和抛光膏;4.3.8 抛光完成后,关闭抛光机,清理工作区域。
4.4 抛光作业的质量控制4.4.1 检查抛光后的材料表面,确保没有明显的划痕和瑕疵;4.4.2 使用显微镜等工具检查抛光效果,确保达到要求的光滑度和光泽度;4.4.3 进行抛光效果的定量测试,例如使用光谱仪测量光反射率;4.4.4 记录抛光作业的相关数据,包括抛光时间、抛光膏用量和抛光效果等。
抛光要求标准

抛光要求标准1范围本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。
本标准适用于黄铜材、锌合金、铝合金和不锈钢抛光产品表面质量检验。
2表面分区产品在安装之后,按照人们观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外露面和不易看见的面。
见表13表面质量要求。
3.1黄铜材抛光产品3.1.1镜光产品按磨光抛光工艺,抛磨完工后,合格的镜光产品表面质量按表2执行;降级接收产品按表3执行。
表2 镜光产品表面质量要求表3 黄铜镜光产品表面沙孔或杂质点降级接收要求尺寸单位:mm注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、当表面出现2个缺陷点以上时,两个缺陷点的距离应大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.1.2黄铜拉丝产品按磨光抛光工艺抛磨完工后,产品表面质量按表4执行。
3.2锌合金压铸件抛光产品3.2.1锌合金镜光产品按磨光抛光工艺磨抛完工后,合格的镜光产品表面质量按表5执行;降级接收的产品按表6执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、产品表面缺陷点大于2时,两个缺陷点间距大于10-20毫米。
3、表中限定了A面和B面缺陷点的总个数,A面和B面缺陷点的总个数之和,为产品表面缺陷点的总个数。
3.2.2锌合金拉丝产品按磨光抛光工艺磨抛完工后,锌合金拉丝产品表面质量按表7执行。
3.3铝合金产品按磨光抛光工艺抛磨完工后,产品表面质量按表8执行执行。
3.4不锈钢抛光产品3.4.1不锈钢镜光产品按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表9执行;降级接收按表10执行。
注:1、缺陷点所在的表面积是指A面、B面和C面的表面积。
2、表中限定了A面和B面缺陷点的个数,A面和B面缺陷点的个数之和,为产品表面的缺陷点总个数。
3、表面缺陷点大于2时,两缺陷点间距大于10-20毫米。
电动抛光机使用说明书

电动抛光机使用说明书使用说明书一、产品概述电动抛光机是一种用于去除物体表面污垢、恢复光洁度的机械设备。
本产品采用先进的电动技术,具有高效、便捷的特点,适用于多种材料表面的抛光和修复工作。
二、产品组成1. 电动抛光机主机:负责提供动力和控制系统,保证设备正常运行。
2. 扶手:提供抓握和操作的支撑点,使用户可以稳定地操作设备。
3. 抛光盘:位于电动抛光机主机下方,用于安装研磨片或抛光布,实现表面抛光效果。
三、使用前准备1. 确保电动抛光机和电源连接良好,并检查电源电压是否匹配。
2. 准备合适的研磨片或抛光布,根据实际需求选择合适的型号和规格。
四、操作步骤1. 将电动抛光机插入电源插座,并打开电源开关。
2. 手握扶手,将抛光盘调至需要处理的物体表面。
3. 轻轻按下抛光盘,启动电动抛光机,使其开始正常旋转。
4. 使用合适的压力和速度进行抛光。
对于不同材质的表面,可以调整抛光机的转速和压力,以获得最佳效果。
5. 在抛光过程中,保持抛光盘与物体表面的接触,进行均匀的移动和转动,确保表面的光洁度。
6. 抛光完成后,关闭电源开关,并将电动抛光机拔出电源插座。
五、注意事项1. 请勿将手指或其他物体放入抛光盘旋转区域,以免发生意外。
2. 在使用过程中,避免让抛光盘与物体表面过度摩擦,以免损坏表面。
3. 为了避免设备过热,请在连续使用一段时间后进行冷却,如果机器过热,请停止使用并等待其冷却后再次使用。
4. 请将电动抛光机放置在干燥的地方,以防止受潮或受到其他不利因素的影响。
5. 请确保电动抛光机的维护和保养工作,在使用前后进行检查和清洁,保证设备的正常使用寿命。
六、故障排除1. 如果电动抛光机无法启动,请检查电源插座是否通电,电源开关是否打开。
2. 如果电动抛光机运行时出现异常声音或振动,请立即关闭电源,并检查设备是否有异物阻塞或损坏。
3. 如果无法获得期望的抛光效果,请检查所使用的研磨片或抛光布是否适合当前物体表面。
抛光作业指导书1
抛光作业指导书1抛光作业指导书一、任务描述本指导书旨在提供抛光作业的详细步骤和标准要求,以确保抛光作业的质量和效果。
二、准备工作1. 确定抛光目标:根据客户要求或产品规格,确定需要抛光的目标表面。
2. 准备抛光设备和工具:包括抛光机、磨料、抛光垫、抛光膏等。
3. 准备个人防护装备:佩戴护目镜、口罩、手套,确保安全。
三、抛光步骤1. 清洁表面:使用清洁剂和布料清洁待抛光表面,确保表面无尘、无油污。
2. 粗磨:选择合适的磨料和抛光垫,将抛光机调至适当速度,对表面进行粗磨,直至初始瑕疵和砂纹消失。
3. 中磨:更换为较细的磨料和抛光垫,对表面进行中磨,直至粗磨痕迹完全消失。
4. 细磨:使用更细的磨料和抛光垫,对表面进行细磨,直至中磨痕迹完全消失。
5. 抛光:使用适当的抛光膏和抛光垫,对表面进行抛光,直至表面光洁如镜。
6. 清洁表面:使用清洁剂和布料清洁抛光后的表面,确保表面无残留物。
7. 检查质量:使用光源照射表面,检查是否有瑕疵、划痕或其他不合格问题。
8. 修复不合格问题:如发现瑕疵或划痕,可采取适当的修复措施,如重新抛光或使用修复剂。
9. 最终检查:对抛光后的表面进行最终检查,确保符合要求。
四、质量要求1. 表面光洁度:抛光后的表面应光洁如镜,无明显瑕疵、划痕或凹凸不平。
2. 抛光效果:抛光后的表面应呈现出一致的光泽度和色泽,与产品要求一致。
3. 无残留物:抛光后的表面应无抛光膏、磨料或其他残留物。
4. 无损伤:抛光过程中应避免引起新的划痕或其他损伤。
五、安全注意事项1. 佩戴个人防护装备:在进行抛光作业时,必须佩戴护目镜、口罩和手套,以保护眼睛、呼吸系统和皮肤。
2. 使用合适的抛光机和工具:根据具体情况选择合适的抛光机和工具,确保安全和效果。
3. 注意电源安全:在使用抛光机时,确保电源线路安全可靠,避免发生电击或火灾事故。
4. 避免过度疲劳:长时间进行抛光作业可能导致疲劳,应适当休息,避免工作效果受影响或发生意外。
电抛光工艺操作规程
电抛光工艺操作规程电抛光工艺操作规程一、工艺简介电抛光工艺是利用电能将金属表面腐蚀、氧化物去除的一种表面处理工艺。
它是在机械抛光的基础上,通过电解作用来加快金属表面的腐蚀、去氧化物的速度,从而达到提高金属表面质量和光亮度的目的。
二、操作要求1. 操作人员必须熟悉电抛光的工艺流程和设备使用方法,并具备相关的安全操作知识。
2. 操作场所必须有良好的通风条件,并配备灭火器等消防设备。
3. 操作人员必须穿戴完整的防护装备,包括护目镜、防触电手套、防酸洗涤服等。
操作结束后,必须彻底清洗防护装备。
4. 所有操作设备必须检查并保持良好的工作状态,使用前必须进行试车,确保正常运行。
5. 操作前必须对待抛光件进行检查,确保表面无明显缺陷或损伤。
6. 操作人员必须注意电压和电流的安全范围,严禁超载操作。
7. 操作过程中必须随时观察电解槽液面的变化,及时调整电解液的浓度和温度。
8. 操作结束后必须及时清理操作场所,并对设备进行检修和保养。
三、操作流程1. 准备工作:确认操作设备完好无损、电解液浓度合适、温度适宜。
2. 检查抛光件:对待抛光件进行检查,确保表面无明显缺陷或损伤。
3. 清洗抛光件:使用清洗剂对待抛光件进行清洗,确保表面无杂质。
4. 挂钩抛光件:将待抛光件通过挂钩悬挂在电解槽中,保持适当间距,确保不互相触碰。
5. 开始抛光:打开电源,调整电流和电压到合适的范围,开始抛光。
操作人员需根据抛光件的材质和要求来调整抛光时间。
6. 监测抛光过程:操作人员需随时观察抛光效果,注意电解槽液面的变化,及时调整电解液的浓度和温度,保持抛光效果的稳定。
7. 结束抛光:根据抛光件的要求,提前停止抛光,并关闭电源。
8. 清洗抛光件:将抛光件取出,使用清水洗净,去除残留的电解液和杂质。
9. 检查抛光效果:对抛光件进行视觉检查和光泽度测量,确认抛光效果符合要求。
10. 清理工作场所:清理电解槽、抛光液和操作台等工作场所,保持整洁。
四、操作注意事项1. 操作人员必须严格按照操作流程进行操作,并注意个人安全。
电动抛光机操作规程
电动抛光机操作规程1. 前言电动抛光机是一种用于抛光的工具,在使用前必须熟悉并遵守以下操作规程,以确保安全并获得理想的抛光效果。
2. 安全事项在操作电动抛光机时,请务必遵守以下安全事项:- 确保在操作前已经详细阅读了电动抛光机的使用说明书。
- 确保电动抛光机的电源插座符合规定标准,并接地良好。
- 检查电动抛光机的设备是否正常工作,如有异常请勿使用。
- 穿戴好个人防护装备,包括护目镜、手套和耳塞等。
3. 准备工作在使用电动抛光机之前,进行以下准备工作:- 将电动抛光机放在平稳的工作台上,并固定好。
- 调整电动抛光机的抛光盘的转速和抛光头的位置,以适应不同的抛光需求。
- 准备好所需的抛光液和抛光布。
4. 操作步骤按照以下步骤操作电动抛光机:1. 打开电动抛光机的电源开关,确保电动抛光机处于正常工作状态。
2. 将抛光布裹在抛光头上,并加入适量的抛光液。
3. 将抛光头轻轻放在需要抛光的表面上,开始抛光工作。
4. 根据需要调整抛光机的转速和抛光头的角度,以获得更好的抛光效果。
5. 抛光时要保持平稳的手部动作,避免过度施力或过度摩擦。
6. 均匀地移动抛光头,确保整个表面都进行了充分的抛光。
7. 定期清理抛光机和更换抛光布,以保持抛光效果的稳定性。
5. 注意事项在操作电动抛光机时,请留意以下注意事项:- 不要将手指或其他物体放入电动抛光机的工作区域内。
- 避免在高温或潮湿的环境中使用电动抛光机。
- 在使用过程中,如发现抛光布偏离或破损,请及时更换。
- 在使用结束后,及时关闭电动抛光机的电源开关,并进行清理和维护工作。
6. 总结电动抛光机是一种强力的工具,正确和谨慎地操作将帮助您实现理想的抛光效果。
请务必遵守本操作规程,并注意个人安全和设备的正常使用。
电动抛光机使用说明书

电动抛光机使用说明书一、产品介绍电动抛光机是一种用于表面抛光和翻新的工具,适用于各种不同材质的表面处理。
本产品具有高效、便捷、安全等特点,可以广泛应用于家庭和工业领域。
二、安全操作须知1. 在使用电动抛光机前,请仔细阅读本使用说明书,并严格按照指导进行操作。
2. 在使用之前,请确认电动抛光机的电源是否与电源插座适配,确保供电安全。
3. 使用过程中,应佩戴适当的防护手套、护目镜以及耳塞,以确保人身安全。
4. 在插拔电源时,应保持手部干燥,以防触电事故发生。
5. 若发现电线损坏或出现异常情况,请立即停止使用,并联系专业人员进行维修。
三、操作步骤1. 准备工作a. 将电源插头插入电源插座,并将电动抛光机的电源开关调到“关”位。
b. 根据需要,选择合适的研磨皮盘,并固定在机器上。
c. 根据抛光需求,选择适当的研磨膏,并涂抹在研磨皮盘上。
2. 开机前检查a. 检查电动抛光机的所有连接部分,确保紧固牢固,无松动。
b. 确认电动抛光机平衡调节杆处于水平位置,以保证操作时的稳定性。
3. 开始抛光a. 将电源开关调至“开”位,电动抛光机即开始工作。
b. 将电动抛光机贴紧需要抛光的表面,均匀施加一定的压力。
c. 沿着表面的纵向或横向移动,使研磨皮盘均匀地覆盖整个表面。
d. 在抛光过程中,可以根据需要更换不同粗细的研磨皮盘和研磨膏以达到更好的效果。
4. 结束操作a. 在抛光完毕后,将电源开关调至“关”位,断开电源。
b. 清理电动抛光机和工作区域,去除剩余的研磨膏和粉尘等。
四、维护保养1. 每次使用结束后,应将研磨皮盘取下,清洁干净并存放在干燥通风处。
2. 定期检查电动抛光机的电线和插头是否损坏,若有问题,请及时更换。
3. 若电动抛光机长时间不使用,请将其放置在干燥的环境中,以免受潮生锈。
五、常见问题解答- 问:电动抛光机工作时产生的噪音是否正常?答:电动抛光机工作时会产生一定的噪音,属于正常现象。
使用耳塞可以有效降低噪音对耳朵的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ElectropolishingIntroductionElectropolishing is a reverse plating procedure that entails the electrochemical removal of metal (including carbon, silica, iron, and other impurities ) from a stainless steel surface.Prior to electropolishing, parts are mechanically prepared to ensure optimal results. Any hollow members are capped (to remove pockets where chemicals could collect),and all welds are ground, deburred ,and inspected to ensure that all seams are free of pockets or gaps. Finally, selected surfaces are mechanically buffed a smooth finish.Next, the part is fitted with electrodes, immersed in an electrolyte solution, and subjected to a direct electrical current. During this electrolytic process, the metallic surface of the anodic part is removed ion by ion, yielding a nickel and chromium-rich surface free of microscopic “peaks” or “valleys” that could lead to metal fatigue or contamination. Optimal results depend on careful control over the current density, the precise chemical composition of the electrolytic solution, and the temperature and agitation of the bath, and the duration of current exposure.Unlike mechanically finished stainless steel, electropolished surfaces feature no fine directional lines and hence offers less friction and surface drag. The chromium-rich surface offers excellent light reflection, yielding a bright, smooth and uniform polish.Electropolishing ProceduresTerra Universal electropolishing is carefully controlled in each of the following areas to ensure the finest results possible.A.Material SelectionTerra Universal electropolishing is performed on 304 stainless steel with either a 2B or 4 mill finish. This material standard minimizes the presence of sulfide inclusions and other subsurface contaminants and end-grain or large-grain surfaces that can produce a frosty appearance following electropolishing. Incoming mater is also inspected for improper annealing, overpickling, heat scale, and directional roll marks, all of which are accentuated by electropolishing.B.Precleaning and PostcleaningFor optimal results, it is important that all surfaces be uniformly exposed to the electrolyte solution, but also that provisions be made to remove all traces of the solution following electropolishing. Failure to remove the solution can result in subsequent outgassingunacceptable in a clean room environment.Stainless steel parts intended for electropolishing are designed with these requirements in mind. All welds are carefully inspected to ensure continuous seams, free of pits or gaps where the solution could collect, and all hollow members are drilled to permit effective flushing of the solution after electropolishing.Because the electropolishing process removes only a very thin surface layer (typically between 0.01” and 0.0001”), selected surfaces are mechanically buffed, using progressively finer grits to produce the smoothest possible finish.Following electropolishing, all traces of the electrolyte solution are thoroughly removed from the part, and any hollow cavities are flushed to eliminate the chance of subsequent outgassing. Surfaces are then dried and buffed with a soft, non-particulating cloth.C.Process ControlsThe more rigorously the electropolishing process variables are controlled, the higher the quality that can be expected in the finished product.Some of these variables are relatively easy to quantify and monitor, although some variation must be exercised in response to a given sample in order to produce the optimal results. Electrolyte Bath:The chemistry of the bath must be constantly monitored, with special attention to the specific gravity (an indicator of water content), the acid concentration, and the metals content.Current:A supply of clean, ripple-free DC power must be available to drive the process, as well as appropriately sized cables and connectors to the anodes and cathodes. Current density (amperes/square foot) must be carefully monitored and regulatedFor other variables, effective control depends on significant experience. Attention to these considerations, combined with close adherence to the procedures mentioned above, results in a truly superior electropolishing finish.Electrode Positioning :Electrode placement is critical to the success of the electro-polishing process. Although electrode clamping of objects with a uniform geometrical shape is generally a straightforward task, irregularly shaped objects, which often contain inaccessible cavities or areas exposed to low current densities, present special challenges. Only an experienced technician, equipped with versatile electrode fittings, can ensure optimal results in these situations.Electrolyte Temperature:Varying situations may call for varying temperatures, and heating and/or cooling during theelectropolishing process may be required.Electrolyte Agitation:Only an experienced technician possesses the knowledge of where, when and how to agitate either the electrolyte or the part in order to prevent gassing streaks, flow marks, and similar unacceptable surface anomalies.Current Duration:The optimal duration of current exposure depends on the part size and shape. Again, only an experienced electropolisher can control this variable to produce the best results.。