武钢二炼钢提高钢包底吹氩吹成率的实践
钢包钢包底吹氩实验方案
钢包钢包底吹氩实验方案1吹氩精炼的影响因素氩气的精炼效果与吹氩量、吹氩压力、吹氩时间等因素有关。
1.1吹氩量搅拌气体进入熔池时,首先在喷嘴上形成气泡。
在气流动能的推动下到液相中,分散成无数的小气泡而上浮,同时在高温钢水中气体被加热而膨胀,从而产生了强烈的搅拌作用。
随着吹气量的增加,搅拌强度增大,而吹气量的增加是有一个I临界值的,如果吹气量超过某一临界值,吹入的气体从钢包底部向上部形成所谓的贯穿流,容易引起钢水发生喷溅,造成钢液表面覆盖的渣卷入钢液内部。
造成对钢液的污染。
另外当吹氩量偏低时,就限制了氩气的精炼作用,从而使氨气的脱氧、去气和保护钢水的作用都得不到充分发挥。
吹入气量是与吹气压力、吹气喷嘴结构等因素有关,可由试验决定。
在生产中通常根据不冲破钢包渣层裸鼹钢水为原则来确定吹气量和压力。
1.2氩气压力氩气的压力大,搅动力也大,气泡上升速度快,但压力过大时,氩气流涉及范围越来越少,氩气泡与钢液的接触面减小,而且如压力过大时,气体会迅速地冲出钢液,要冲破钢液上覆盖的渣层,使钢液受到大气的氧化,对精炼效果反而不利。
为此要求吹入的氩气压力不要太大,一般以能克服钢液的静压力,刚好能在透气砖表面上形成气泡为合适。
如钢液深,刚所需的氢气压力大,反之,所需氩气压力小。
理想状态是使氩气流遍布全钢包,增加接触面积和延长氩气流上升的流程和时间。
1.3吹氩时间目前,普遍认为吹氩时问不宣太长,否则钢液温度下降太多,且由于耐材受冲刷而使非金属夹杂物出现率增加,但吹氩时间不足,气体及非金属夹杂物不能很好地去除,吹氩效果不明显。
所以必须根据现场实际生产情况,以及要达到的精炼效果,从而确定合适的吹氩时间。
2实验原理物理模拟的理论基础是相似原理。
应用相似原理建立模型和进行实验时,必须保证两系统几何相似、物理相似。
对于钢包底吹氩系统来说,引起体系内流动的动力主要是气泡浮力而不是湍流的粘性力,因此保证模型与原型的修正弗鲁德准数相等,就能基本上保证它们的动力相似,根据这一原则,选用修正的Fr’,就可以确定模型中吹气量的范围。
钢包底吹氩强度试验效果分析

32试 验方案 .
32I 由于 钢包吹氩 强度 大小 受钢包 钢水 重量 、 .. 钢液 深度 、包 内钢 渣厚度 等 方面 的影 响 ,要达 到相 同钢液 吹氩活跃 程度 ,其 吹氩 强度是 一个
变量。对此 ,以钢包渣面亮 圈大小作为吹氩强 度大小的依据 ,在钢包渣面亮 圈≤20 m 和 0m 30~4011 0 0 1i两种条件 下进 行 试验 。 / /
3 试 验 条件
3l工艺及 设 备参 数 311钢包实 际装 入量 8 .. 2±2 左 右 。 t 312钢包平 均 内径 o90 m,深 35mm .. 20 m 30 3I3钢包底 吹氢 透气孔 偏离 钢包 中心 。 .. 3I 氩 气工作 压 力:8~1 MP . 流量 : .. 4 O a氩气 2
2 20 年第 1 2 02 期
维普资讯
重钢技术 3 . 2 机生产 A薄或 Q 3 钢种时试验 .2在 铸 2 25
32 取 钢包 钢 水氩前 、氩 后 夹杂样 。 3
《 钢包底吹氩强度试验效果分析》
隔 1mi 0 n取样 一次 。
32 在钢包 渣 面亮 圈 30~401 I . 4 0 0 1T条件 下 , 1 1 在 结 束 吹氩前 2~3 i ,调低 吹氲 强度 ,进行 a rn时 微 吹 ,使 渣面亮 罔 ≤20 m。 0r a 32 喂丝 后 微吹 l n后 再取氩 前 夹杂样 ,吹 .. 5 mi
4 试 验 结 果
性千 去际锄中夹杂物 的影响 、试验结果表明 :钢包底 吹氩强度保持 钢包渣而亮圈 30~ 0 mm 情况下 , 【 J 0 40 其畋氩效果较好 一
关 键词 钢包底 吹氲
强度
效果分析
l 前 言
优化钢包吹氩系统的生产实践及研究

武汉钢铁 ( 团) 集 公司第三 炼钢厂每 年约有 8 % 的钢 水 经过 吹 氩处理 后 直接 连铸 成 板坯 。如 0 果 钢水 成分 超 出 内控 范 围 , 导致 改钢 、 接 坯两 将 衔
端 成分 超 差 等 一 系 列 质 量 问 题 。第 三 炼 钢 厂 19 98~19 9 9年 吹氩 处 理 的 钢 水 成 分 内控 命 中率
20 02年第 3期
嚣
\ 丑
∞ 加 ∞ ∞
率平均较上 年提高 1.3 , 22 % 氩后 温度合 格率平 均较上年提高 23% , 情 如图 l, 1 示 。 .8 详 O 图 l所 ∞ ∞ ∞ 0
收 稿 日期 :0 2—0 2 20 2— 5
作者简 介 : 江( 9 8 ) 男 , 李 16 一 , 武汉科技大学材料与 冶金学院 , 博士生
维普资讯
维普资讯
26 2
武汉科 技 大 学学 报 ( 自然科 学 版 )
项目 指标
9. 99
图 1 钢 包 底 鄙 透 气 砖 布 置 示 意 图
A 一水 E ; c, l曰, 一透气源自砖 2 吹氩 系统 的改进
2 1 钢 包 吹 氩水 模拟 研 究 .
氩气 纯度/ % 供气压 力/ a MP 吹氩流量/ ・ 1 m hI 吹氩速 度/ - n m ml 喂线速度/ m・rnI a 1 i 喂线机喂线直径/ m a r
时 间 , 混 匀 时 间 来 间 接 判 定 钢 液 的搅 拌 能 力 用 ( 匀 时间 越短 , 示 钢液 搅 拌 能 力越 强 ) 混 表 。 研 究重 点是 在 原 有喷 嘴 布 置条 件 下 进行 流场 优 化 试 验 , 对 大 罐 底 部 喷 嘴 的 4种 布 置 方 式 即
钢包自动底吹氩装置在炼钢厂的应用及生产工艺实践

关 键词 : 精炼钢包 ; 自动吹氩装置 ; 底吹氩
中图分类号 :F 6 . T 79 9 文献标 识码 : B
Ap l a i n a d Pr c i e o he Au o a i to g n Bl wi p i to n a tc f t t m tc Bo t m Ar o o ng c
酒钢二炼钢厂是个全新的炼钢厂 ,2 顶底复 10t 吹转炉所配套 的精炼处理方式主要 以 L F炉为主 , 并且工艺设计上以炉后吹氩站与精炼炉合二为一。 钢包吹氩采用单透气砖偏 心布置方式 , 气体介质 为
氩气 , 最高供气 压力 16 M a . P 。吹氩装置采用钢包
自 动底 吹氩装置与数字吹氩 系统相结合 , 此套 系统 从设计上 自动化程度高 、 控制精度高 , 操作上简便 、
钢 包 自动 底 吹 氩装 置在 炼 钢 厂 的应 用 及 生产 工 艺 实践
阮 强, 程子建 , 王意龙
嘉峪关 750 3 10) ( 酒泉钢铁集团公司 二炼钢厂 , 甘肃
摘 要: 本文通过对本厂钢包 自 动底 吹氩装 置的恢复使用 , 了 自 比较 动底吹装置与传统 的底 吹方式 的优缺点 , 通过 生产实践及 比较 , 钢包 自动底 吹氩装 置结合 数字 吹氩 系统 是可靠 、 先进的钢包 自动 化吹氩技 术 , 具推广应 用的价 极
De c fRe n ng La l n S e l a i g Pln  ̄ e o f i d e i tem k n a t i
R AN Qag H N ii , U i ,C E G Z-a WAN iog n jn G Y — n l
( h eo dSel kn l t f IC J yga 3 10, hn ) T eScn t maigPa S O, i uun75 0 C ia e n oJ a
钢包底吹氩控制系统的优化设计

钢包底吹氩控制系统的优化设计一、引言钢包底吹氩控制系统在钢铁冶炼过程中起着至关重要的作用。
它通过控制底吹氩气的流量和压力,实现钢水中氧含量的控制,从而提高钢水质量和冶炼效率。
然而,在现有的底吹氩控制系统中,仍存在一些问题和待优化的空间。
本文将针对这些问题进行探讨,并提出一种优化设计方案,旨在改善底吹氩控制系统的性能。
二、问题分析1. 氩气流量不稳定:目前的底吹氩控制系统在控制氩气流量时存在一定的波动性,这可能导致钢水中氧含量无法稳定控制,使得钢水质量下降。
2. 压力控制不准确:底吹氩控制系统中的压力传感器精度有限,无法实现精确的压力控制,这可能影响到氩气的吹入效果。
3. 控制策略过于简单:目前的底吹氩控制系统采用的控制策略相对简单,无法充分考虑到钢水冶炼过程中的复杂动态变化,导致控制效果有限。
三、优化设计方案为了改善钢包底吹氩控制系统的性能,我们提出以下优化设计方案:1. 引入先进的气体流量控制技术:通过采用先进的气体流量控制器,可以实现对氩气流量的精确控制。
该控制器能够根据实时测量的氩气流量反馈信息,调整控制阀门的开度,以实现稳定的氩气流量输出。
2. 优化压力传感器选择:选择高精度的压力传感器,并进行准确的校准和调整,以提高底吹氩控制系统中压力的测量和控制精度。
3. 制定复杂的控制策略:结合钢水冶炼过程的动态特性,制定更为复杂的控制策略。
该策略应考虑到钢水温度、氧含量、氩气流量等多个因素的综合影响,并通过建立合适的数学模型和控制算法,实现对底吹氩控制系统的智能化控制。
四、实施方案在实施优化设计方案时,需要考虑以下几个方面:1. 系统硬件的更新:根据优化设计方案的要求,对底吹氩控制系统的硬件进行更新,包括更换控制器、传感器等设备,并确保其与现有系统的兼容性。
2. 软件算法的优化:根据新的控制策略,优化底吹氩控制系统的软件算法,确保其能够准确地根据实时数据进行控制决策,并实现智能化控制。
3. 系统测试与调试:在实施优化设计方案后,进行系统测试与调试,验证新设计的稳定性和性能。
双透气砖钢包吹氩技术

双透气砖钢包吹氩技术的应用摘要:通过应用钢包双透气砖吹氩技术,提高了钢包底吹率,减少了钢包底吹氩死区,使钢水成分和温度更加均匀,并降低钢中夹杂、减少铸坯成分偏析,因而提高了钢水质量及轧材性能的稳定。
1前言莱芜钢铁股份有限公司炼钢厂(简称莱钢炼钢厂)为了保证钢水成分合格率及均匀性,采取精炼平台氩后取样快速反馈措施,应用精炼在线成分微调技术工艺,实现成分的预知预控,以适应转炉快节奏生产的需要。
但是在钢包底吹氩方面,由于单透气砖钢包吹氩存在死区,搅拌不均匀,易造成成分偏析,从而影响轧材质量,或者钢包底吹不开,对生产组织带来了较大的影响。
为此,通过对吹氩工艺进行研究与分析,提出了双透气砖钢包吹氩技术工艺。
2双透气砖钢包吹氩工艺2.1 双透气砖在钢包中的位置在双透气砖钢包中,两块透气砖的位置如图1所示。
图中,水口和原透气砖安装位置不变(半径中心处);新透气孔位置在钢包中心线到内衬距离的1/2处;电极外接圆直径为钢包内衬直径的1/3。
图1 钢包双透气砖安装位置示意图2.2 双透气砖钢包吹氩分析根据单透气砖吹氩搅拌的特征,氩气泡引起钢液的循环流动大体可以分为气-液卷流区、水平流区、熔池壁附近的向下流区、熔池下部的向心流区。
通过氩气泡群所产生的浮力驱动钢液向上流动,从而带动各区域的钢水进行循环流动,达到均匀成分及温度的目的。
由于单透气砖位置在钢包内衬到钢包中心线1/2处,钢包另一侧水口周围则成为死区,钢水搅拌能力较弱,成分、温度及脱氧均匀性较差,夹杂物上浮能力也比较弱(如图2所示),当氩气流股较弱时,不能带动整个钢包内钢水的循环流动,这种表现尤为突出。
在生产中发现,大包开浇取样时,钢样冒碳花现象严重;开浇3min时取样(约浇7~8t钢)没有出现这种现象;另外,在中包烘烤较好的情况下,第一炉多次出现少量皮下气泡。
这充分说明在钢包水口周围存在死区,开浇后,这部分钢水先通过水口流出,由于未能充分均匀搅拌,导致这部分钢水脱氧程度弱,钢中氧含量平均在145×10-6左右,致使轧材出现皮下气泡、性能不合等质量问题。
钢包底吹氩工艺开发

钢包底吹氩工艺开发摘要:钢包底吹氩工艺是一种有效的钢水处理方法,通过向钢包底部吹入氩气,使钢水中的杂质和气体充分上浮,达到净化钢水的目的。
本文主要介绍了钢包底吹氩工艺的原理、开发过程及应用效果,阐述了该工艺对提高钢水质量和连铸效率的影响。
一、钢包底吹氩工艺原理钢包底吹氩工艺的原理是在钢包底部通过特制的喷嘴向钢水中吹入氩气。
氩气在钢水中形成气泡,气泡在上升过程中会吸附钢水中的杂质,并携带杂质上浮,从而达到净化钢水的目的。
同时,氩气的搅拌作用还可以使钢水成分和温度更加均匀,提高钢水的质量。
二、钢包底吹氩工艺开发钢包底吹氩工艺的开发主要包括工艺流程设计、设备选型和控制系统优化三个环节。
首先,需要确定合适的氩气流量、压力和喷嘴结构,保证氩气能够充分搅拌钢水。
其次,需要根据钢包容量、钢水处理量和现场实际情况选择合适的设备型号和数量。
最后,需要对控制系统进行优化,确保工艺过程的稳定性和可靠性。
三、钢包底吹氩工艺应用效果钢包底吹氩工艺在多个钢铁企业得到了广泛应用,并取得了良好的应用效果。
首先,该工艺可以显著提高钢水质量,降低钢水中杂质含量,提高钢材的力学性能和耐腐蚀性能。
其次,该工艺可以显著提高连铸效率,降低铸造成本,提高钢铁企业的经济效益。
此外,该工艺还可以减少铸坯裂纹、提高铸坯质量,延长铸坯使用寿命。
四、结论钢包底吹氩工艺是一种有效的钢水处理方法,通过向钢包底部吹入氩气,可以显著提高钢水质量和连铸效率。
该工艺的开发和应用对于提高钢铁企业的产品质量和经济效益具有重要意义。
未来,还需要进一步研究和优化钢包底吹氩工艺,以推动钢铁工业的持续发展。
在铜冶金工业中,新型双侧吹熔池熔炼工艺设备的应用已经成为了一种趋势。
这种工艺设备可以提高铜金属的产量和质量,同时降低能耗和污染物排放,为铜冶金工业的可持续发展做出了巨大的贡献。
铜冶金工业是一个重要的基础工业,对于国民经济和科学技术的发展具有重要意义。
然而,传统的铜冶金工艺存在一些问题,如能耗高、污染物排放量大、产量低等。
提高300 t加盖钢包底吹吹成率的研究与实践

总第270期2018年第6期H E B E I M E T A L L U R G YT otal N o. 270 2018 , N um b e r 6提高300 t加盖钢包底吹吹成率的研究与实践王崇1,钟凯2,黄财德1张启东1(1.首钢京唐钢铁联合有限责任公司,河北唐山063200;2.首钢集团有限公司技术研究院,北京100043)摘要:分析影响300 t加盖钢包吹成率的因素,有针对性地进行了透气砖结构和材质改进、底吹工艺优化。
结果表明:透气砖由狭缝型改为狭缝-弥散复合型后,透气率明显提升;在透气砖材质中加入的2.5%Cr2〇3能减少晶体内部应力,提高材料的抗热震性,同时引入铝镁尖晶石能增加底吹透气砖的耐压强度。
通过底吹管路改造、规范吹扫操作和优化透气砖寿命等改进后,钢包的底吹吹成率由99.84%提高到99.96%,取得了良好效果。
关键词:钢包;透气砖;底吹;吹成率;研究中图分类号:TF715 文献标识码:A 文章编号:1006 -5008(2018)06-0014 -04doi:10. 13630/j. cnki. 13 - 1172.2018.0603RESEARCH AND APPLICATION OF IMPROVING THESUCCESS RATIO OF BLOWING FOR 300 t COVERED LADLEWang Chong 1,Zhong Kai2, Huang Caide1, Zhang Qidong 1(1. Shougang Jingtang United Iron and Steel Co. ,L td,Tangshan, Hebei, 063200 ; 2. Resea Shougang Group C o.,Ltd,Beijing,100043)Abstract:The factors affecting the success ratio of blowing of the 300 t covered ladle were analyzed. Thestructure and material of porous brick were improved,and the bottom blowing process was optimized. Theresults showed that the air permeability was significantly increased by the transformation of porous brick typesfrom slit type to slit - diffusion;the addition of 2. 5% Cr203in porous brick can reduce the crystal internalstress and improve the thermal shock resistance of the material ;the introduction of magnesia - alumina spinelcan increase the compressive strength of porous brick. Through improving of bottom blowing pipeline, regularizing sweeping operation and optimizing porous brick life, the success ratio of blowing was increased from99. 84% to 99. 96%,which got a good effect.Key Words:ladle ;porous brick ;bottom blowing ;blowing rate ;research0 引言钢包底吹氩是炉外精炼工艺的关键,提高底吹 透气砖使用寿命能极大降低钢包耐材、转炉煤气、精 炼费用等材料的消耗;提高吹成率,能保证较好的钢 水质量,有效地控制生产节奏,最大程度发挥钢包精 炼的冶金效果。
吹氩站多功能精炼技术的开发

3
G2a- L 1 0 . 005~ 0. 017 G 2b - L1 0 . 003~ 0. 011 G2 c- L 1 0 . 001~ 0. 004 G 2d - L1 0 . 001~ 0. 003
Development on multifunction refinement technology of argon blowing station
YIN Xiang bing , H U ANG Cheng ho ng , L I Ju zho ng ( NO. 2 Steel m aking P lant of WISCO, Wuhan 430083, China) Abstract: Since the completio n of t he revamp on argo n blo wing st at ion of NO. 2 Steel making Plant of WISCO, t he m olt en steel argo n blo w ing r ef inement can bett er sat isf y t he t he actual product ion of the Plant . U p t o date t he ar gon blow ing st at ion has already possessed t he fo llow ing f unct ions: CAS argo n blow ing in ladle of m olt en st eel, f ine ad just ment of co mpo sit ions Si, Mn, T i, Nb, f ine adjustm ent of t emperat ure, f ine adjust ment of A l in st eel by f eeding Aluminum w ir e, fine adjust ment of Carbo n cont ent by f eeding Car bon w ir e、 t emperat ur e adjusment and sam pling o f RH mo lt en steel and im pr ovement in the ar gon blow ing success r at e by blo wing Arg on w it h t he po rous elem ent s bef ore tapping. As t he result bo th the production cost and pr ocessing t ime have been g reat ly reduced. Key words: arg on blow ing st at ion; fine adjust ment ; product ion co st 武汉钢铁股份有限公司第二炼钢厂 ( 以下简 称武钢二炼钢) 作为品种钢生产基地, 其主要生产 工艺流程为: 铁水 KR 脱 S L D 底吹 Ar 或 RH CC 。钢水底吹氩工艺 [ 1] 是一种重要的经济的 炉外精炼手段, 它具有去除钢水中气体 , 促进夹杂 物上浮、 调整钢水温度, 均匀钢水成分、 调节生产 节奏等多种功能。随着新吹氩站的改造完工和新 铸机的投入运行, 开发应用吹氩站的多功能精炼 技术非常重要。武钢二炼钢应用钢包底吹氩技术 已有近 30 年的历史 , 传统的老氩站只能进行吹氩 调温、 CAS 微调 T i 等功能, 为了充分发挥吹氩站 增加品种、 提高钢水质量、 调整生产节奏, 确保品 种兑现、 生产任务完成, 从 2003 年开始 , 我们对吹 氩站多功能精炼技术进行了开发, 到 2006 年底共 精炼钢水 55 034炉 , 合计 4 320 176 t 。
钢包底吹氩工艺改进

2 钢包 底 吹氩 存 在 的 问题 及 影 响 因素
21 钢 水 渗入 吹气 通道 堵塞 透气砖 .
( 毛细 管张 力 )处 于 平 衡状 态。 钢水渗 入 透气 即
砖 狭 缝 示 意 图 见 图 2 。
透 气 砖 使用 条 件 较 为 苛 刻 ,3 0 钢包 钢 水 0t
深约 4 m,静 压 力大 ,同 时钢水 搅 拌 强度 大 ,需
凝 固 。堵 塞 透 气 砖 吹气 通 道 ,从 而 引起 底 吹 弱
个 环 节 ,它 的作 用 是 对 钢水 进 行 搅 拌 。钢 包
底吹 氩 气 吹入 钢 水 中 ,以气 泡 形 式 分 散 于 钢 水
并 上 浮 ,周 围 的钢 水 受 浮力 的驱 动 ,在 透气 砖 上方 形 成 向 上 流股 ,达 到钢 液 顶 部 , 向水 平 方
甚至 吹不通 。 冷钢 堵 塞透气 砖吹氩缝 照 片见 图 1 。
向转 向 。然后 沿 钢 包 壁处 向下 返 流 ,使 钢水 在 钢包 内循环 流动 ,从 而使 添加在 钢 水 中的合 金 、
熔 剂 等 快 速熔 化 。促 进 了钢 液 成 分 和 温 度 的 均
匀 以及 钢 液 中夹 杂 物 的上 浮 ,去 除 了钢 中 的 非
维普资讯
10 4
柳
钢
科
技
20 年 07 泛珠三角l省( l 区)
炼 钢 连 铸 学 会 论 文 专 辑
钢 包 底 吹 氩 工艺 改进
米 源 李 凤喜 邹继 新 陈念铀 韩树 良 ( 汉钢铁 ( 团 )公 司第 三炼钢 厂) 武 集 摘 要 分析 了影 响 钢包 底 吹氩成 功 率 的 各种 因 素 。提 出 了改进 措 施 。通 过 实践 使钢包 底 吹氩
武钢炼钢厂实习报告
武钢炼钢厂实习报告一、实习安排二、实习要求1、严格遵守学校、学院、企业各项规章制度,平安放在第一位。
服从师傅和老师指挥,严禁学生二人以下在生产现场单独活动,途中注意交通平安,集体结伴乘车,按实习大纲规定要求完成实习任务。
2、毕业实习是专业教学中的重要环节,让学生初步形成液压系统使用与根本原那么和理念。
通过在实习厂相关岗位生产劳动、现场参观,现场测绘,熟悉主要液压设备的外观、功能、原理、参数、控制、安装。
要求根本到达“能正、能反、知内部”,“能正”是指看见液压系统图能找到现场实物;“能反”是指看见外形知道液压元件类型和名称,看见泵站、阀架和管网连接能绘出液压系统图;“知内部”是指看见液压元件,清楚内部构造和工作原理,并能绘制简图。
3、实习中要“多动眼、多动手、多动嘴、多动脑”,树立爱岗敬业精神。
多动眼看现场设备,学习先进实用设计方法;多动手及时测绘设备草图,提高徒手绘图能力,设计参考资料;多动嘴主动虚心向工人师傅、老师、同学请教,以便获取真经;多动脑积极思考,既要知其然,又要知其所以然。
4、注意维护声誉,树立良好大学生形象,尤其在公开场合更要严格要求自己。
三、实习过程(一)、炼铁厂武钢股份公司炼铁总厂于xx年6月成立,包括烧结分厂、炼铁分厂,是武钢生产烧结矿和制钢生铁、铸造生铁的首道工序厂,具有精良的生产装备和先进的技术优势,主要经济技术指标在国内外同行业中处于领先地位。
炼铁分厂(原炼铁厂)于1957年破土开工,1958年建成投产。
经过50年的建立、改造和开展,已拥有8座现代化大型高炉,其中3200 m3的有3座, 3800m3的有1座(暂未投产),年生产能力超过1500万吨,是我国生铁的主要生产基地之一。
炼铁分厂坚持走引进、消化与自主开发之路,无料钟炉顶、软水密闭循环、环保型INBA炉渣处理系统、薄炉衬铜冷却壁、高炉专家系统等一大批当代先进的炼铁工艺广泛应用于高炉生产之中,高炉利用系数进入国际一流、国内领先水平。
钢包自动底吹氩装置在炼钢厂的应用及生产工艺实践
钢包自动底吹氩装置在炼钢厂的应用及生产工艺实践【钢包自动底吹氩装置在炼钢厂的应用及生产工艺实践】1. 引言钢铁产业作为现代工业发展的重要支柱之一,在我国经济中占据着重要地位。
在钢铁生产过程中,炼钢环节是至关重要的,而钢包自动底吹氩装置则是炼钢过程中的一项关键技术。
本文将探讨该装置在炼钢厂的应用及生产工艺实践。
2. 钢包自动底吹氩装置的概述钢包自动底吹氩装置是一种用于钢包冶炼过程中的技术装备,主要用于钢液脱气、脱硫和除杂等工艺操作。
该装置通过控制氩气的吹入速度和位置,有效降低了钢液中的氧含量,提高了钢液的质量,并减少了气体夹杂物。
3. 钢包自动底吹氩装置的应用价值3.1 提高钢液质量钢包自动底吹氩装置可以通过控制底吹氩气的流量,使钢液中的氧含量得到有效控制,从而提高钢液的质量。
较低的氧含量可以减少夹杂在钢液中的氧化物,从而提高钢的纯度和抗氧化性能。
3.2 降低能耗和减少环境污染传统的底吹氩工艺通常需要大量的能耗,而钢包自动底吹氩装置通过精确控制氩气的流量和位置,可以使得氩气的利用效率得到最大化,从而降低能耗。
在钢包自动底吹氩装置中,废气净化装置的使用可以有效减少废气的排放,减少对环境的污染。
4. 钢包自动底吹氩装置的生产工艺实践4.1 工艺参数的选择在使用钢包自动底吹氩装置时,需要合理选择工艺参数,包括底吹氩气的流量、压力和温度等。
通过对工艺参数的优化选择,可以使底吹氩气的效果达到最佳状态,从而更好地保障钢液的质量。
4.2 灵活调整工艺钢包自动底吹氩装置可以通过对底吹氩气的流量和位置进行灵活调整,以适应不同的钢种和冶炼工艺要求。
在实际生产中,根据不同的冶炼任务和钢液的质量要求,可以对底吹氩气进行适当的调整,以保证钢液质量的稳定。
5. 个人观点与理解钢包自动底吹氩装置作为一项先进的炼钢技术装备,在提高钢铁产品质量和减少环境污染方面具有不可替代的重要作用。
我认为,在未来的钢铁生产中,钢包自动底吹氩装置将会越来越广泛应用,并不断得到改进和升级,以满足更高的质量要求和环境标准。
钢包底吹氩性能优化水模型试验

水模型试验所采用的装置主要有:罐装氩气瓶、
流量计、气体流量控制阀、底吹透气砖、有机玻璃水 模、透气软管以及PHS一3c型pH计等。连接方式 如图1所示。
流量计
1.1试验原理 钢水在钢包内的流动是个比较复杂的过程,为
了保证水模型和钢厂实际应用过程相似,水模试验 必须满足相似准则,这样就可以将模型得到的规律 推广到原型中去。根据相关文献研究¨。5 J,分层流 相似只要能满足几何相似及动力学相似,就可以认 为水模型和现场使用原型具有一致性。
blowing at the bottom of hydraulic modle
方案ቤተ መጻሕፍቲ ባይዱ
a—l a一2 a一3 a一4 8—5 b—l b一2
吹气孔气孔夹角/(。)
l+2 l+3 l+4 1+5 l+6 7+8 7+9
30 60 90 120 150 30 60
方案 b一3 b一4 b一5 c—I c一2 c一3
Study on Optimization of LF Argon Blowing at Ladle Bottom by Hydraulic Model
Li Youqi 1”,Yu Huacai3,Kou Zhiqi2,Zhao Jizen92,Hua Yuancai2 (1.The Key Laboratory Breeding Base of Refractories and Ceramics,Wuhan University of Science and Technology, Wuhan 430081。Hubei,China;2.Luoyang Li’er Group Refractory Materials Co.,Ltd.,Luoyang 471023,Henan,Chi- na;3.Benxi Iron and Steel(Group)Co.,Ltd.,Benxi 1 17000,Liaoning,China)
吹氩站多功能精炼技术开发

种重 要 的经 济 的 炉外 精炼 手段 之 一 _。它 具 】 ]
有 去 除钢 水 中气 体 ,促 进夹 杂 物 上 浮 、调 整 钢 水 温 度 ,均 匀 钢 水 成 分 、调 节 钢水 节奏 等 多功
能 。 随着 新 吹 氩 站 的 改造 完 工 和新 铸 机 的投 入
运 行 ,开 发 吹 氩 站 的 多功 能 精 炼技 术 的 应 用 非 பைடு நூலகம்
维普资讯
18 5
柳
钢 科
技
20 年泛珠三角l省( 07 l 区)
炼 钢 连 铸 学 会 论 文 专 辑
吹氩 站 多功 能精 炼技 术 开发
殷 享兵 黄成红
( 武汉 钢铁 股份有 限 公司第 二炼钢 厂 )
摘 要 二 炼钢 厂 吹氩站 改造 后 ,钢 水 吹氩 精炼 更加 能 够满 足实 际 生产需 要 。经 过 1年多 的开 发 ,吹氩站具 有 以下多种 功能 :钢包 C S吹氩 、微调 钢水 中 【i 【 ] [i、 【 b、微 调钢水 温 A S] Mn、 T] N l 、 度 、喂铝线 微 调 [ l 、喂碳线 微调 【] As ] C 、出钢 前 试气 提 高钢 包底 吹氩 成 功率 ,节 约 了生产 成本缩 减
mig cmp sin f 【i 【 ], 【i 【 b n o oio so S], Mn T], N ],t m n e eaue dge ,tmm n o p s t i r mig t mp rt ere r ig e m oi r i — t n 【 l tru h fe igAl iu i ,t m n o p s i 【] tru h fe ig C ro i , i o A s ho g edn u n m w r r mi cm io C h o g e dn ab n w r ] m e i g o tn e
钢包底吹氩工艺实践

钢包底吹氩工艺实践
钢包底吹氩工艺是一种重要的焊缝加强补强方式,尤其适用于铝
合金和低偏差元件的焊接表面。
氩焊是利用压缩空气将氩离子推入接
头金属中,从而形成良好的焊接连接的工艺。
在氩焊的焊接过程中,
会放出很大的热量,使接头金属中的残留缝及缝外深度处的杂质都会
完全护熔而溶出。
在熔融接头中产生的局部抗拉、抗压能力比焊接前
更强。
然而,由于实际施工地处不同气候,海拔不同高度等原因,空
气中气体浓度也会发生变化。
再加上氩焊的熔融深度较深,氩焊的负
极电极受焊接表面及熔池形成相应的电势,因此,需要控制接头焊接
的护熔剂浓度和电位大小,以及焊接的深度,来保证氩焊的焊接质量。
80+t钢包底吹氩提高吹成率的生产实践
优化底吹氩管路系统,减少氩气压
力损失
攻关初期发现3个吹氩站的出钢前试气、出 钢过程吹氩、实际吹氩3个过程的流量、压力不 同,我们分析了原因,并采取了以下措施: (1)优化底吹氩管路,缩短了底吹氩金属管的 长度,减少了压力损失; (2)优化了金属软管的快速接头,原设计为液 压油用接头,我们认为不太适合高压氩气管路,故 作了修改,减少了因快速接头问题引起的底吹失 败; (3)提高了吹氩总压,正常情况下,透气砖前 进口压力0.8 MPa即可以吹起来,但如果管路压 力稍有波动,或透气芯清烧稍有异常,底吹即可能 失败,为此,我们利用全厂年修的时机,将底吹氩 管网作了修改,进口氩气压力上升到了1 MPa以 上,杜绝了因压力波动引起的底吹失败。
the prerequisite,the
top argon
target—hit ratio of
smelting reached
over
99.95少6 and the
bubbling
device has been dismantled. Key words:ladle;bottom argon bubbling;permeable brick;target-hit ratio
此阶段主要工作:研制透气砖芯、套砖、座砖、 接缝料等相关耐材;研制外装透气砖机械;外装透 气砖安装及热换操作技术。
3.3
钢液搅拌引起的对工作面的冲刷与侵蚀。当 氩气气流吹人钢液溶池时,气流回击并打击透气 砖出气口前沿,给出气口四周耐火材料一定的冲 击力。钢包底部钢水运动加剧,气相和液相相互 作用形成湍流,对底吹透气砖产生剪切、冲刷作 用,尤其是底吹透气砖高于包底时,损毁的速度加 快,高于包底部分很快被冲刷掉。
即吹氩,各吹氩站兼有CAS微调成分的功能; CA孓OB:1座,在3号转炉炉后,共用钢包 车,为在线设备,可以升温、微调成分; RH:2座,设计处理钢水能力共100万t/a。
4-122钢包底吹氩工艺技术改进解读
2007中国钢铁年会论文集钢包底吹氩工艺技术改进米源李凤喜邹继新韩树良(武汉钢铁(集团公司第三炼钢厂, 武汉430083摘要分析了影响钢包底吹氩成功率的各种因素,包括透气砖的抗钢水渗透性能、抗熔渣渗透性能、透气砖抗热震性、钢包透气砖的清理维护、底吹管道、转炉出钢操作、氩气源压力以及大钢包温降大等因素,提出了相应改进措施。
实施相应的措施后,通过实践使钢包底吹氩成功率由90%提高到99%,满足了品种钢的生产需要。
关键词钢包透气砖底吹氩Technology and Improvement of Argon Blowing from Bottom of LadleMi Yuan Li Fengxi Zou Jixin Han Shuliang(No.3 Steelmaking Plant of WISCO,Wuhan, 430083Abstract Factors influencing the hit rate of ladle bottom argon bubbling are analyzed, including the anti-molten steel permeate function of the permeable brick, the anti-flag permeate function of the permeable brick, hot earthquake of the permeable brick, the tidying up and maintenance of the brick, the piping of the bottom blow, tapping operation ,argon source pressure and the temperature drop of ladle. And improvement measure is put forth. The hit rate of ladle bottom argon bubbling has increased from90%to 99%by practice .The demand of grade steels are well satisfied.Key words ladle, permeable brick, bottom argon bubbling钢包底吹氩工艺是炼钢过程中一个十分重要的环节,它的作用是对钢水进行搅拌。
钢包全程吹氩自动对接技术的研究与应用
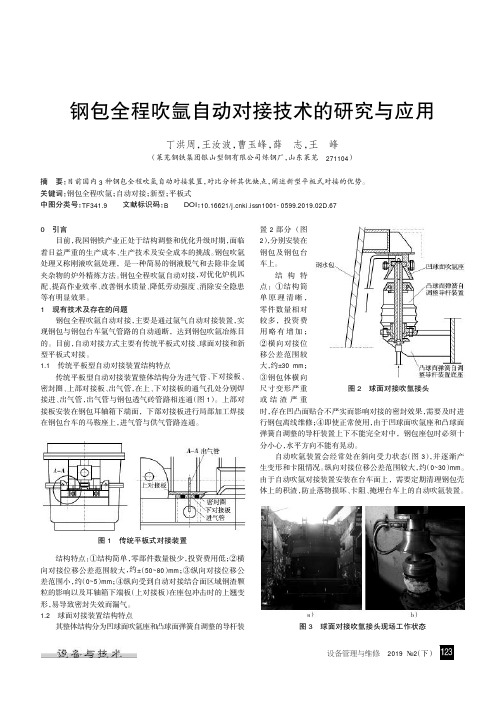
图 7 某钢厂台车下部接头工作现场
小;设计有单向阀,吹氩结束后可自动关闭。下部接头自动吹灰 炼炉的冶炼过程中,钢水喷溅至精炼炉盖、炉下吊顶、钢包包沿
机构可防止粉尘杂物堆积;下部接头进气管口设计有防尘挡板, 等表面上。
防止杂物进入;O 形密封圈压紧力可以通过压紧力调整组件进
对接装置在转炉放钢、台车出站、挂钩或座包时,钢渣受到
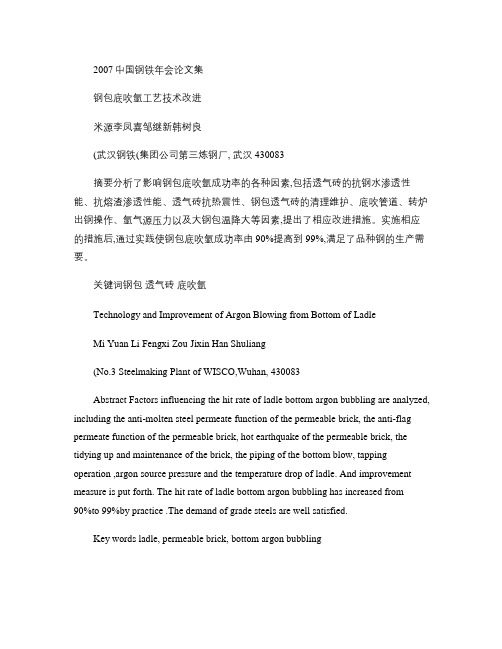
新型平板式对接装 置结构分为上部接头和 下部接头 2 部分:上部 接头为平面钢板与钢包 图 4 钢包加盖后向包盖铰接侧倾斜 耳轴箱连接固定,下部 接头与钢包台车马鞍座连接固定,下部接头设计有密封圈、上下 伸缩补偿弹簧、自动吹灰机构(图 5)。
2 3 种对接装置的结构对比与应用情况(表 员) 3 自动对接装置受工作环境的影响及预防 3.1 钢渣
行调整、设定(图 6、图 7)。
温度冷热的急剧变化或受机械振动影响而脱落至台车马鞍座的
相对其他自动吹氩接头,新型平板式对接装置的特点为:淤工 自动对接装置外露表面上,导致在对接装置工作时影响密封性
作组件相对复杂,上对接板、O 形密封圈、下部接头、软管等易损件均 能,缩短密封圈、对接头寿命。
可拆卸,维护更换方便;于横向对接公差范围大,约依80 mm,对接成
较多钢厂正在推广应用表员3种对接装置的结构对比与应用情况图4钢包加盖后向包盖铰接侧倾斜图5新型平板式对接装置示意图6某钢厂钢包上部接头工作现场图7某钢厂台车下部接头工作现场骳髇髗设备管理与维修2019翼2下少对钢渣的承接面积并对接触面周边做倒角处理也可以实现钢渣的自动下滑
钢包全程吹氩自动对接技术的研究与应用
图 1 传统平板式对接装置
结构特点:淤结构简单,零部件数量极少,投资费用低;于横 向对接位移公差范围较大,约依(50~80)mm;盂纵向对接位移公 差范围小,约(0~5)mm;榆纵向受到自动对接结合面区域钢渣颗 粒的影响以及耳轴箱下端板(上对接板)在座包冲击时的上翘变 形,易导致密封失效而漏气。 1.2 球面对接装置结构特点
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(上接第 58 页)
5 效 果
从 1994 年元月以来, 通过各项措施的实 验, 底 吹 氩 吹 成 率 逐 步 上 升 提 高 到 95% , 1994 年达到 90% , 比 1993 年 同 期 提 高 了
44%。 由于提高了底吹氩1 容量, t 2 变压器量,M VA 3 出钢到出钢时间3 , m in 4 电极消耗3 , kg t 5 电耗3 , KW h t
6 底电极型式
五钢集团 第三电炉炼钢厂
100 76 78 1. 5 450 风冷 触针式
浦钢集团 大电炉分厂 100 (2 座)
73. 3 80 1. 4 410
在使用过程中钢包处于热状态, 通煤气 检查更为方便, 为了便于操作, 我们在钢包底 部设计了一个三通式不可逆快速接头, 保证 了煤气检查的安全可靠。
·58·
3. 2 清洗操作 在过去钢包下坑后一般不对透气砖进行
清洗, 但从解剖的残砖上可看出覆盖在砖表 面上残钢渣是引起砖堵塞的原因之一, 严重 影响了吹成率。因此, 在钢包浇铸完毕后下坑 时, 利用钢包还处于高温状态的有利条件, 对 检查发现不通气或通气效果不好的透气砖用 煤氧枪进行清洗。 但操作中必须保持透气砖 中的煤气压力, 防止被熔化的钢渣再次渗入; 清洗时要注意煤氧枪与清洗面的距离, 以尽 量减少对透气砖的损伤。 当然利用煤氧枪清 洗不要避免地加快了透气砖的熔损, 刚玉质 透气砖采用清洗操作后的熔损与吹成率同不 采用清先操作时的统计数据对比见表 1。
解剖定向狭缝式铬刚玉质烧成透气砖, 没有这些带层, 残砖材质坚硬。
解剖直孔式 气砖残砖进行检查发现在 气孔中有残钢渗入, 深度有的达 180mm , 一 般在 40~ 60mm 范围, 同时发现有的气孔不 规则, 大的达 1×2mm , 在有些残砖的直气孔 中还出现了制砖时造孔用的物质残留在砖中 堵塞通道。 还有的砖体四周的不锈钢包皮被 熔化, 钢水沿熔化后形成的空隙渗入达 90~ 110mm 之多。
原大罐底吹系统的钢管固定焊接在罐体 上, 发现漏气或损坏时, 更换不方便, 从而影 响底吹率。为此, 我们将固定式钢管改进为活 动式可在线快速更换, 使这方面的影响成度 降到最低限度。
各种技术措施和好的经验要及时总结并 纳入标准化作业和正常管理之中, 保证实施 效果, 为此我们已 将上述各项措施从透气砖 安装前的检查, 使用前的确认和使用过程中 的检查到罐体上的每个接头钢管软管的在线 检查更换明确落实到每个岗位, 形成了一套 操作及管理的规范。
1500
35
CL EC IM 1996 年 12 月
双炉壳, 兑入 30% 铁水
式水口浇铸系统 连浇炉数 4 炉 本工程非常重视环境保护, 对于主要的
污染源电弧炉炼钢所产生的烟气、烟尘, 采取 了积极的捕集和处理。这座 100t 直流电弧炉 在冶炼过程中所产生的烟气含尘量为 13. 3g t, 本设计采用了第二孔内排烟、密闭罩和 屋顶罩相结合的全方位排烟方式, 烟气经冷 却和布袋除尘净化后排放, 排入到大气中的 烟气含尘量大大低于国家排放标准。
4 透气砖选型
在透气砖的选型上我厂已淘汰了直孔式 透气砖, 因为这种砖在加工上存在的问题较 多, 由于这种不经过烧成的刚玉砖耐浸蚀比 烧成的要差。 目前迁用定向狭缝式铬刚玉烧 成透气砖吹气效果较好。
(下转第 60 页)
·60·
第四期 N o. 4
表 1 上海地区引进的大型直流电弧炉主要技术经济指标
2 透气砖残砖的解剖分析
通常底吹氩吹不起来的主要原因在透气 砖, 为此我厂先后试用了国内外多个厂家生 产的不同类型的透气砖但吹成率一直没有达 到满意的效果, 普遍存在堵塞、渗钢等现象。
在使用中底吹氩不成功主要表现为吹氩 时钢水无翻动或钢水翻动很小。
对部份连续吹不起来的透气砖进行了解 剖分析, 发现刚玉质直通多孔式透气砖残砖 分为四层。第一层上表面厚 约40~ 80mm 钢 渣层; 第二层是黑灰色致密的烧结层, 厚约 20~ 40mm , 而且非常坚硬; 第三层呈灰色, 是烧结层与白色未变化带层之间的过渡带, 其硬度比未变化带要大。 第四层则是白色原 始状刚玉混合料。
为了防止钢水倒吸, 我们在管路上设计 了一套阻止突然产生压差的装置。 这套装置 是在氩气阀后和进入透气砖前的管路上增设 一个充气包来蓄压, 以防止突然产生压差。这 套装置的维护量极小, 装置投入使用后, 解剖 残砖没有发现正常孔径或气缝的孔路内有钢 水渗入, 达到了预期效果。
除安装充气包蓄压装置以外, 还在大罐 底部的底吹氩钢管端部增设一单向阀, 该单 向阀使气体只能向一个方向流动而不能回 流。当氩气源切断后, 钢水由于压差将回流进 入透气砖缝并且推动氩气回流时, 单向阀将 自动关闭, 不让气体回流, 阻止钢水渗入透气 砖。从解剖的残砖中发现, 使用该阀的效果是 十分显著的。
消耗大为降低, 底吹与顶吹相比吨钢耐材消 耗由 0. 936kg 降低到 0. 08kg。
(武钢二炼钢厂 骆忠汉) (收稿日期: 1997—02—04)
由表可见, 透气砖清洗比不清洗熔损率 增加 3. 06mm 次, 但底吹氩成功率提高了 15. 68%。 为了减少清洗量和保证清洗效果, 一是要保证浇铸完的钢包要及进将钢包内残 钢渣翻尽, 保证包底干净; 二是防止钢水渗入 透气砖, 因为钢水渗入后, 即使清洗也难以一 次清通, 有时需连续清洗数次才能达到使用 要求。 3. 3 供气管路系统的改进
透气砖在安装好之后, 过去因没有检验 手段, 砌完钢包直接投入使用。在完善管理的 同时, 我们增设了一套检验透气砖流量的装 置。对砌筑的钢包进行 100% 的检验, 并摸索 出合理的气量范围, 检验气量在这个范围之 内时吹氩情况正常, 对于定向狭缝式透气砖 在 18~ 28m 3 h 为宜。实践证明, 检验时气量 小的钢包使用时明显气量小, 过大时使用几 次便有渗钢现象。
1997年8月 A ug. 1997
S T E E L M A K IN G
·57·
武钢二炼钢提高钢包底吹氩吹成率的实践
1 前 言
武钢二炼钢厂是一个转炉全连铸炼钢 厂, 要求 100% 的钢水经过炉外精炼后再进 行连铸烧钢, 以保证浇铸顺利和铸坯质量。目 前有 78% 的钢水是通过吹氩处理后再连铸 浇钢的。
风冷 导电耐材
7 底电极寿命3 , 炉 8 氧气消耗, Nm 3 t 9 供货者 10 投产日期
850
25 M AN GHH 1997 年 3 月
2000 35
A BB 1995 年 10 月
11 备 注
3 供货者保证值
宝钢 (集团) 公司 宝钢总厂电炉炼钢厂
150 33×3 - 60
1. 2 290 水冷 钢棒式
解剖定向狭缝式透气砖时, 发现狭缝宽 度大于 0. 3mm 的易渗钢, 大的狭缝使钢水 一直渗透到透气砖气室内或进气管内。
3 操作工艺的完善
3. 1 对透气砖的检验 透气砖进行安装前检验的方法有两种:
一种是通压缩空气配合流量计来观察气体流 量的变化情况; 一种是通煤气点火检验。对直 通孔型透气砖透气孔畅通率要求大于 80% 才允许使用。 通过火焰检验法还可以判别透 气砖四周钢皮与本体之间气隙的大小, 当四 周火焰高度高于直通孔处火焰时, 则包皮间 隙过大。
与顶吹氩相比, 底吹氩具有吹氩量大, 有 利于夹杂物的富聚和上浮的优点, 去氧去氢 的效果明显优于顶吹氩, 中包温度更加均匀, 吹氩时间缩短 1m in。 在此同时, 由于不用吹 氩棒, 可节约大量的耐火材料, 从而也减少了 耐材熔损对钢水的污染。
然而我厂 1993 年生产中, 钢包底吹氩成 功率一直在 30%~ 50% 之间徘徊, 不能满足 品种钢生产及 CA S—OB 工艺的要求。 为此 我们开展了一系列工作。
表 1 两种操作条件下透气砖的熔损与吹成率 对比表
编号
1 2 3 4 5 平均
熔损速率, mm c
未清洗 清洗
3. 8
11. 1
4. 8
10. 0
5. 7
3. 75
7. 0
4. 70
5. 40
5. 33
8. 39
吹成率, % 未清洗 清洗 65. 52 100. 0 88. 00 100. 0 85. 71 87. 5 90. 00 100. 0 83. 33 100. 0 81. 82 97. 5
超高功率直流电弧炉炼钢所产生的噪音 污染, 与可比交流电弧炉相比在程度上要轻 得多, 在起弧穿井的最初 3~ 4m in (熔化初 期) 直流电弧炉的噪音与交流电弧炉相近, 不 过由于频率高, 用密闭罩隔音, 对噪音起了很
好的屏蔽作用; 正在运行时, 直流电弧炉的噪 音比交流电弧炉大为降低; 熔池形成以后, 噪 音极低, 对操作人员影响较小。
本工程设置了独立的散状料跨, 并配以 计算机自动控制。 本工程还设置了炉下热泼 渣系统。采用炉下热泼渣工艺的电弧炉, 国内 外为数还不多, 而且多数用于交流电弧炉。这 项技术用于直流以电弧炉, 国内是首次, 国外 为数亦甚少, 在热调试启动以来, 炉下热泼渣 系统运行正常。
由上海冶金设计研究院承担工程设计的 我国首批引进的四座大型超高功率直流电弧 炉 (都在上海地区) 的主要技术经济指标见表 1。
在透气砖的使用过程中检查发现有渗钢 现象, 严重时钢水已进入透气砖内部下方的 支管内, 既影响吹气效果又对安全生产造成 威胁。 钢水倒吸入透气砖内部的主要原因是 吹气停止时电磁阀切断气源速度过快, 在气
第四期 N o. 4
室及管路通道 内形成负压, 钢水被倒吸入透 气砖缝内, 如果狭缝过宽或气孔直径过大钢 水倒吸的深度就随之增加。