预变形对Ti-5Al-2Sn-2Zr-4Mo-4Cr退火过程中球化的影响
附引进人员教育经历及代表成果1.李博-西安石油大学

3.Aerothermoelastic stability of viscoelastic panels with aerodynamic loading on both sides,Journal of Sound and Vibration 排名 1,SCI 收录 4.Aeroelastic stability analysis of heated flexible panel to an oblick shock,Chinese Journal of Aeronautics,排 名 3,SCI 收录 5. The nonlinear aeroelastic characteristics of a folding wing with cubic stiffness, Journal of Sound and Vibration, 排名 4,SCI 收 录 Analysis of nonlinear aeroelastic characteristics of a trapezoidal wing in hypersonic flow, Nonlinear Dynamics, 排名 4,SCI 收录 6. Deformation behavior of isothermally forged Ti-5Al-2Sn-2Zr-4Mo-4Cr Powder compact,Journal of Materials Pro Tech,排名 3,SCI 收录 7.两面受气动载荷的粘弹性壁板热气动弹性稳定性分析,航空航天学术研讨会,排名 1 8.热处理对 β 相区热处理 TC21 钛合金锻件组织性能的影响. 航空材料学报,排名 1,EI 收录 9.损伤容限型钛合金的等温锻造温度研究.锻压技术,排名 1,中文核心 10. 600MW 机组汽轮机低压转子叶片断裂原因分析.热加工工艺,排名 2,中文核心
钛及钛合金的分类
钛及钛合金的分类市场供货的钛产品主要有工业纯钛和钛合金两大类:一.工业纯钛:钛属于多晶型金属,在低于882℃为a晶型,原子结构呈密排六方晶格,从882℃至熔点都是B晶型,呈体心立方晶格。
工业纯钛在金相组织上呈现a相,如果退火完全的话,是大小基本相等等轴状单项晶格。
由于存在着杂质,所以工业纯钛中也存在着少量的B相。
基本上是沿着晶界分布。
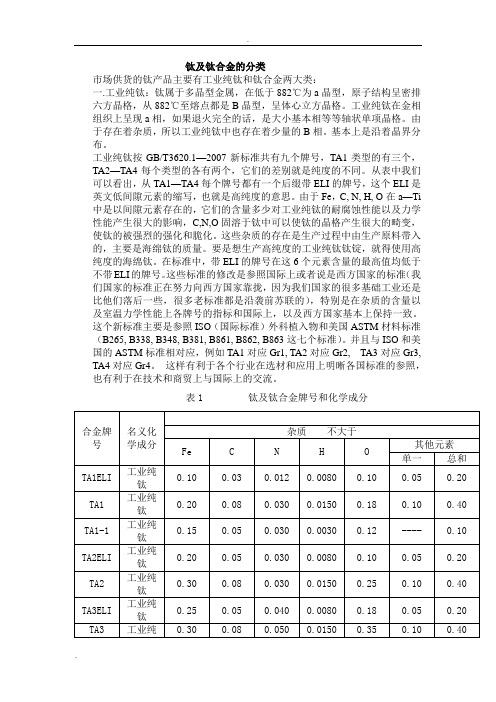
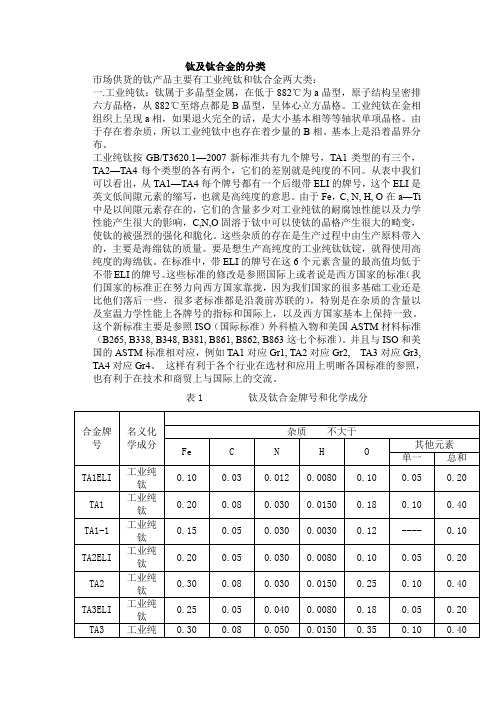
工业纯钛按GB/T3620.1—2007新标准共有九个牌号,TA1类型的有三个,TA2—TA4每个类型的各有两个,它们的差别就是纯度的不同。
从表中我们可以看出,从TA1—TA4每个牌号都有一个后缀带ELI的牌号,这个ELI是英文低间隙元素的缩写,也就是高纯度的意思。
由于Fe,C, N, H, O在a—Ti 中是以间隙元素存在的,它们的含量多少对工业纯钛的耐腐蚀性能以及力学性能产生很大的影响,C,N,O固溶于钛中可以使钛的晶格产生很大的畸变,使钛的被强烈的强化和脆化。
这些杂质的存在是生产过程中由生产原料带入的,主要是海绵钛的质量。
要是想生产高纯度的工业纯钛钛锭,就得使用高纯度的海绵钛。
在标准中,带ELI的牌号在这6个元素含量的最高值均低于不带ELI的牌号。
这些标准的修改是参照国际上或者说是西方国家的标准(我们国家的标准正在努力向西方国家靠拢,因为我们国家的很多基础工业还是比他们落后一些,很多老标准都是沿袭前苏联的),特别是在杂质的含量以及室温力学性能上各牌号的指标和国际上,以及西方国家基本上保持一致。
这个新标准主要是参照ISO(国际标准)外科植入物和美国ASTM材料标准(B265, B338, B348, B381, B861, B862, B863这七个标准)。
并且与ISO和美国的ASTM标准相对应,例如TA1对应Gr1, TA2对应Gr2, TA3对应Gr3, TA4对应Gr4。
这样有利于各个行业在选材和应用上明晰各国标准的参照,也有利于在技术和商贸上与国际上的交流。
钛合金超塑成形工艺及应用

钛合金超塑成形工艺及应用作者:赵林博徐珊珊来源:《科技创新导报》2011年第19期摘要:钛合金超塑成形技术可以制造出形象复杂的整体结构零件,而且可以降低成本和减轻结构重量,因此钛合金超塑成形技术得到了各国航天航空业的高度重视,并在实际应用中成为研究热点。
因此本文主要对钛合金超塑成形的工艺和应用进行了浅析。
关键词:钛合金超塑性成形应用中图分类号:TG306 文献标识码:A 文章编号:1674-098X(2011)07(a)-0059-01Abstract:The technology of SPF in titanium alloy allows for the manufacturing of complex shapes, and embodies advantages in the aspects of cost and weight saving.So the technology of SPF in titanium alloy has been paid significant attention in aviation and spaceflight fields by many countries and has been the research hotspot.So this text mainly analyses the technology of SPF in titanium alloy and the application of SPF of titanium alloys.Key words:titanium alloys;SPF;application1 钛合金的性质钛合金具有抗疲劳、比强度度高、耐腐蚀耐高温、一定的形状记忆性能、优越的力学性质、化学性质稳定等优点,在航空航天、化学化工等领域得到了越来越广泛的应用。
但是钛合金也具有弹性模量低、冷变形抗力大、屈强比高、塑性不高、回弹严重、冷加工性能差等缺点,使其在加工后容易产生回弹以及各向异性。
钛及钛合金的分类
钛及钛合金的分类市场供货的钛产品主要有工业纯钛和钛合金两大类:一.工业纯钛:钛属于多晶型金属,在低于882℃为a晶型,原子结构呈密排六方晶格,从882℃至熔点都是B晶型,呈体心立方晶格。
工业纯钛在金相组织上呈现a相,如果退火完全的话,是大小基本相等等轴状单项晶格。
由于存在着杂质,所以工业纯钛中也存在着少量的B相。
基本上是沿着晶界分布。
工业纯钛按GB/T3620.1—2007新标准共有九个牌号,TA1类型的有三个,TA2—TA4每个类型的各有两个,它们的差别就是纯度的不同。
从表中我们可以看出,从TA1—TA4每个牌号都有一个后缀带ELI的牌号,这个ELI是英文低间隙元素的缩写,也就是高纯度的意思。
由于Fe,C, N, H, O在a—Ti 中是以间隙元素存在的,它们的含量多少对工业纯钛的耐腐蚀性能以及力学性能产生很大的影响,C,N,O固溶于钛中可以使钛的晶格产生很大的畸变,使钛的被强烈的强化和脆化。
这些杂质的存在是生产过程中由生产原料带入的,主要是海绵钛的质量。
要是想生产高纯度的工业纯钛钛锭,就得使用高纯度的海绵钛。
在标准中,带ELI的牌号在这6个元素含量的最高值均低于不带ELI的牌号。
这些标准的修改是参照国际上或者说是西方国家的标准(我们国家的标准正在努力向西方国家靠拢,因为我们国家的很多基础工业还是比他们落后一些,很多老标准都是沿袭前苏联的),特别是在杂质的含量以及室温力学性能上各牌号的指标和国际上,以及西方国家基本上保持一致。
这个新标准主要是参照ISO(国际标准)外科植入物和美国ASTM材料标准(B265, B338, B348, B381, B861, B862, B863这七个标准)。
并且与ISO和美国的ASTM标准相对应,例如TA1对应Gr1, TA2对应Gr2, TA3对应Gr3, TA4对应Gr4。
这样有利于各个行业在选材和应用上明晰各国标准的参照,也有利于在技术和商贸上与国际上的交流。
铝合金轧制变形及再结晶退火过程中微结构与织构的研究

铝合金轧制变形及再结晶退火过程中微结构与织构的研究铝和铝合金密度低、比强度高、延展性好、且易加工形成,在电力、航空、化工、建筑和交通等工业部门及日常生活中获得了广泛应用,是目前使用量仅次于钢铁的第二大类金属材料。
在铝合金板材中通常会存在塑形各向异性,这会显著影响到金属的成型性和产品效能。
铝合金板材的形变热处理过程中,特定的取向或者晶体学织构的形成对于板材机械性能的各向异性和成型性起着重要的作用。
因此,结合织构和塑性变形行为在一起的研究十分具有实际意义。
本文主要研究了DC 1050铝合金、CC 2037铝合金以及DC 5182铝合金轧制变形及再结晶退火过程中的微结构与织构。
通过运用EBSD系统我们研究了多晶体1050铝合金在室温下冷轧变形过程中的显微组织演变以及取向的旋转行为,分析了平面应变下晶界特征的变化(例如,取向差和晶界的分布),在整个变形过程中观察了单个晶粒内部的取向旋转行为。
随着轧制变形量增大,晶粒平均取向差增大,相应的取向差分布变宽;而晶粒分散程度与初始取向有关,当初始取向与β-fiber相差较大时,晶粒的旋转路径长,晶粒分散程度大。
在塑性变形的早期阶段,晶粒的变形是不均匀的,在三叉晶界区和沿着晶界处产生显著的局部应变,存在较大的变形;在冷轧过程中存在RD r-cube取向向S取向的转变路径,从ND r-cube取向向copper取向以及brass 取向转变的路径;同时,我们还发现了从ND r-cube取向到brass取向和Goss取向的转变路径以及R取向向S、C取向的转变。
通过X射线衍射技术研究了在冷轧变形过程中连铸连轧2037铝合金热轧板织构随沉淀相状态的演变。
CC 2037铝合金热轧板具有典型的变形结构,织构组成为较强的β纤维轧制织构;在固溶处理500℃退火2小时后,再结晶织构为较强的cube织构。
在150℃时效过程中随时效时间的延长,CC 2037铝合金的电阻率逐渐降低,沉淀相数量增加;在时效24天时,CC 2037铝合金的硬度达到峰值。
激光冲击强化对TC17表面硬度的影响_聂祥樊

图 3 不同功率密度冲击后沿深度方向的硬度
可以看出, 经过激光冲击强化处理的试样, 其显微硬度值在表 面时最大, 随着深度的增加逐渐下降, 最后趋于平缓接近基体硬度。 当功率密度为 4GW/cm2 时, 由表面至到基体硬度过程中的硬度梯 度变化最大, 表面硬度值最大, 影响深度最深, 强化效果最好。
Effect of laser shock peening on surface hardness of TC17 titanium alloy
NIE Xiang-fan, LONG Ni-dong, LIU Hai-lei, HE Wei-feng, LI Qi-peng (School of Engineering, Air Force Engineering University, Xi’ an 710038, China ) 【摘 要】TC17 钛合金叶片耐磨性较差, 在航空发动机恶劣的使用环境下受到冲刷磨损的作用易 结果表明: 激光冲击强化能 引发疲劳断裂。研究利用激光冲击强化技术对 TC17 钛合金进行表面强化, 够显著提高 TC17 材料硬度, 提升材料抗冲刷磨损性能。从不同冲击参数强化后硬度测试结果得出, 功 2 冲击三次为 TC17 钛合金最佳的激光冲击强化工艺参数, 其硬度提高幅度达到 10%以 率密度 4GW/cm 、 上, 并且影响深度超过 1mm。激光冲击强化过程中引入的表层晶粒纳米级细化及次表层高密度位错是 材料硬度提高的主要原因。 关键词: TC17 钛合金; 冲刷磨损; 激光冲击强化; 表面纳米化; 高密度位错 【Abstract】Under severe environment, the vane of aeroengine, made of TC17 titanium alloy with poor wear resistance, is prone to result in a fatigue rupture caused by washing abrasion.By making use of the technology of Laser Shock Peening the surface of the material is strengthened, which results indicate that the technology can obviously improve the rigidity and boost up the wear resistance.It is known from hard - ness tests with different shock parameter that the power density 4GW/cm2 with three shocks is the best pa- rameter for the hardness improving of TC17 titanium alloy.The hardness has been improved by 10% with an affected layer above 1mm thick.The nanocrystallization of the grain in the surface layer and the high-densi - ty dislocation in the hypo-surface layer are the dominating causation for hardness improvement. Key words: TC17 titanium alloy; Washing sbrasion; Laser shock peening; Nanocrystallization of the grain; High-density dislocation 中图分类号: TH16, TG665 文献标识码: A
预变形对Al

预变形对Al−Mg−Si−Cu合金析出相结构和形成机制的影响翁瑶瑶;贾志宏;丁立鹏;廖琎;张萍萍;徐亚琪;刘庆【期刊名称】《中国有色金属学报:英文版》【年(卷),期】2022(32)2【摘要】基于原子分辨率的高角环形暗场扫描透射电子显微镜(HAADF-STEM)系统研究预变形对Al−Mg−Si−Cu合金中析出相结构和形成机制的影响。
在预变形合金中,沿位错处形成拉长和线状的析出相。
在位错处形成的析出相具有以下3个特征:析出相内部呈非周期性原子排列;Cu原子偏聚发生在析出相/α(Al)的界面处;在一个析出相内部具有多种不同的取向。
提出异质形核析出相的4种形成机制:被拉伸的析出相在位错上独立形成;线状析出相在位错上直接析出;不同的析出相相遇结合成线状析出相;析出相与其他相或溶质原子富集区相连接。
这些不同的形成机制导致形成具有不同结构和形貌的析出相。
【总页数】12页(P436-447)【作者】翁瑶瑶;贾志宏;丁立鹏;廖琎;张萍萍;徐亚琪;刘庆【作者单位】南京工程学院材料科学与工程学院;南京工程学院江苏省先进结构材料与应用技术重点实验室;南京工业大学先进轻质高性能材料研究中心;重庆大学材料科学与工程学院轻合金材料国际合作联合实验室(教育部)【正文语种】中文【中图分类】TG1【相关文献】1.预变形对Al-Cu-Li-Mn-Zr合金的第二相析出及力学性能的影响2.预变形对Al-Li-Cu-Mg-Zr合金时效析出的影响3.Cu对6082Al-Mg-Si合金时效初期析出相的影响4.快速冷冲Al-Cu-Mg合金纳米析出相的回溶及再析出行为Zn含量对Al-12Si-3Cu合金强度和磨损性能的影响5.Fe含量对Al-1.04wt.%Mg-0.64wt.%Si-0.23wt.%Cu合金析出相、力学性能和腐蚀性能的影响因版权原因,仅展示原文概要,查看原文内容请购买。
tc17钛合金材料标准

TC17钛合金是中国航空工业标准中的一种合金,其技术标准为XJ/BS 5127-1995《航空用Ti-17合金大规格板材和带材》。
该标准规定了TC17合金的化学成分、力学性能、工艺规范、试验方法、检验规则等内容。
其中包括:
-化学成分:TC17合金的化学成分为Ti-5Al-2Sn-2Zr-4Mo-4Cr,其中铝(Al)、锡(Sn)、锆(Zr)、钼(Mo)和铬(Cr)的含量分别不低于5、2、2、4和4个重量百分比。
-力学性能:TC17合金的力学性能包括拉伸强度、屈服强度、延伸率、硬度等指标。
根据标准要求,TC17合金的拉伸强度不低于100MPa,屈服强度不低于80MPa,延伸率不低于10%,硬度(布氏)不低于150HB。
-工艺规范:TC17合金的生产工艺包括熔炼、铸造、锻造、热处理等过程。
标准规定了各工艺过程的具体要求,如熔炼时应控制化学成分、温度和冷却速度等参数;锻造时应采用合适的工具和工艺参数等。
-试验方法:TC17合金的试验方法包括拉伸试验、硬度试验、冲击试验、疲劳试验等。
标准规定了各试验的具体操作方法和检测标准。
-检验规则:TC17合金的检验应按照标准规定的检验项目、检验方法和检验周期进行。
标准规定了TC17合金的合格判定标准,即拉伸强度、屈服强度、延伸率、硬度等指标应符合标准要求,且无严重缺陷或损伤。
变形温度对形变强化相变完成时临界应变量的影响

1 实验方法
实验材 料采用 由宝钢 提供的 普通商 用低 碳钢
田 景 E mail: yuanshant @ 163 co m 作者简介: 田 景, 女, 1971 年 生, 硕 士, 讲 师, 主 要 从事金属材料晶粒细化研究 收稿日期: 2005 07 08; 修订日期: 2005 09 28
图 1 形变强化相变热压缩变形实验工艺 Fig 1 P rocessing scheme fo r hot co mpr essio n
表 1 相变完成时的临界应 变量 c 及铁素体平均晶粒尺寸 T ab 1 T he cr itical strain c and fer rite g rain size for t he complet ion of DEF T
变形温度 变形速率
工艺序号
(! )
( s- 1 )
铁素体平均
cHale Waihona Puke 晶粒尺寸( m)王国柱 杨王 孙祖庆
摘 要: 利用 形变强化相变 机制研究了低碳钢过冷奥氏体在 740 ! 和 780! , 10s- 1 变形时的变形温度 对相变完
成时 临界应变量 c 的影响。结果表明, 变形温度对 c 和组织演变的影响很大。在 740 ! 和 780! 变形 时, c 分别为
0 96 和 1 39, 变形温度降低明显促进了相变。变形温度对 c 的影响在组织演变上主 要表现为铁 素体形核 地点的不
而对于变形的过冷奥氏体而言, 处于温度过冷 和形变的双重作用下, 相变驱动力大大增加, 完成 相变的时间明显缩短。对 于表 2 中的工艺 1, 2 来 说, 相变完 成所需 的时 间分别 为 0 096s, 0 139s。 与未变形的情况相比, 相变过程明显提前。这是由 于形变使过冷奥氏体基体内部缺陷增多, 位错密度 增大, 促进了原子扩散过程, 同时畸变能升高, 极 大地提高了奥氏体向铁素体转变的驱动力, 铁素体 形核率大大提高, 明显促进了铁素体相变。在形变 和过冷的双重作用 下, 铁素体 晶粒数目快速 增加, 是一个以形核为主导的过程, 铁素体晶粒之间的相 互碰撞使晶粒的长大在几何空间受到限制, 使铁素 体晶粒细化。
钛及钛合金的分类
钛及钛合金的分类市场供货的钛产品主要有工业纯钛和钛合金两大类:一.工业纯钛:钛属于多晶型金属,在低于882℃为a晶型,原子结构呈密排六方晶格,从882℃至熔点都是B晶型,呈体心立方晶格。
工业纯钛在金相组织上呈现a相,如果退火完全的话,是大小基本相等等轴状单项晶格。
由于存在着杂质,所以工业纯钛中也存在着少量的B相。
基本上是沿着晶界分布。
工业纯钛按GB/T3620.1—2007新标准共有九个牌号,TA1类型的有三个,TA2—TA4每个类型的各有两个,它们的差别就是纯度的不同。
从表中我们可以看出,从TA1—TA4每个牌号都有一个后缀带ELI的牌号,这个ELI是英文低间隙元素的缩写,也就是高纯度的意思。
由于Fe,C, N, H, O在a—Ti 中是以间隙元素存在的,它们的含量多少对工业纯钛的耐腐蚀性能以及力学性能产生很大的影响,C,N,O固溶于钛中可以使钛的晶格产生很大的畸变,使钛的被强烈的强化和脆化。
这些杂质的存在是生产过程中由生产原料带入的,主要是海绵钛的质量。
要是想生产高纯度的工业纯钛钛锭,就得使用高纯度的海绵钛。
在标准中,带ELI的牌号在这6个元素含量的最高值均低于不带ELI的牌号。
这些标准的修改是参照国际上或者说是西方国家的标准(我们国家的标准正在努力向西方国家靠拢,因为我们国家的很多基础工业还是比他们落后一些,很多老标准都是沿袭前苏联的),特别是在杂质的含量以及室温力学性能上各牌号的指标和国际上,以及西方国家基本上保持一致。
这个新标准主要是参照ISO(国际标准)外科植入物和美国ASTM材料标准(B265, B338, B348, B381, B861, B862, B863这七个标准)。
并且与ISO和美国的ASTM标准相对应,例如TA1对应Gr1, TA2对应Gr2, TA3对应Gr3, TA4对应Gr4。
这样有利于各个行业在选材和应用上明晰各国标准的参照,也有利于在技术和商贸上与国际上的交流。
体心立方Ti-Mo基钛合金应用研究进展

体心立方Ti-Mo基钛合金应用研究进展向力;闵小华;弭光宝【摘要】综述了国内外β型Ti-Mo基钛合金在航空航天、生物医疗、海洋工程以及新能源开发等领域的应用与研究进展情况.重点介绍了马氏体相变、孪生和位错滑移变形方式耦合强韧化途径,以及变形组织和相变相结合来调控合金的力学性能.指出了多变形方式Ti-Mo基钛合金向高性能及多功能特性发展的方向.%The application and research progress of β-type Ti-Mo base alloys were reviewed from aspects of aerospace, biomedical, offshore, new energy and other fields.The strengthening-toughening approach through the coupled deformation modes, namely martensitic phase transformation, twinning and dislocation slip was focused,and the control method of mechanical properties based on a combination of deformation microstructures and phase transformation was described.It was pointed out that high-performance and multifunctionality will be the development directions of Ti-Mo base alloys with multiple deformation modes.【期刊名称】《材料工程》【年(卷),期】2017(045)007【总页数】9页(P128-136)【关键词】Ti-Mo基钛合金;变形方式;高性能;多功能【作者】向力;闵小华;弭光宝【作者单位】大连理工大学材料科学与工程学院,辽宁大连 116024;大连理工大学材料科学与工程学院,辽宁大连 116024;北京航空材料研究院先进钛合金航空科技重点实验室,北京 100095【正文语种】中文【中图分类】TG146.2+3钛及钛合金具有密度低、比强度高、耐腐蚀等诸多优良性能,使其广泛应用于航空航天、生物医疗、航海、冶金、化工、能源、机械、交通等多个领域。
钛与钛合金的发展与应用(第四篇)

钛与钛合金的发展与应用.第四篇《应用篇》第一部分、工业纯钛的应用:第一篇提到过,工业纯钛按照国标分为TA1-TA4不同牌号,加工成板、管、棒、丝、带等各种半成品。
工业上比较常用的纯钛是TA3,因为它的耐腐蚀性和综合力学性能比较适中,抗腐蚀能力比常用的不锈钢强15倍,使用寿命长10倍。
因此广泛用于石油化工设备、滨海发电装置、海水淡化装置和舰艇零部件。
如果需要高强度和耐磨性,就需要采用TA4。
而对成形性要求高时,就需要采用TA1或者TA2。
工业纯钛对核辐射的耐受比不锈钢要高的多,长期使用也不会变脆,因此还可以用于核反应堆的零件。
这是钛的工业应用。
钛完全无毒,具有良好的生物相容性,可以与骨组织紧密牢固的结合,是理想的生物材料,因此在医疗领域大显身手。
高尔夫球杆和网球拍的外框、自行车的骨架也会用到金属钛。
近年来,眼镜、珠宝行业,用钛量(主要是纯钛,也有部分钛合金)也在急剧上升。
这是钛的生活应用。
纯钛应用,在钛工业中占到的比例不到10%。
90%以上,都用在了形形色色的钛合金上第二部分、钛合金的应用:中国钛合金的应用领域,主要集中在石油、化工等工业领域,并逐步向航空航天、海洋化工和日常生活扩展。
表1:部分钛合金在中国的应用和碳纤维复合材料一样,本文对钛合金重点关注的,仍然是航空航天领域的应用。
下面我们就来聊聊这方面的情况。
一航空领域重点看两个领域:1 高温及阻燃钛合金(用于航空发动机)2 承力及强韧钛合金(用于飞机结构)。
其实,这二者有很多交叉如发动机支撑结构件,既是耐温合金也是承力合金。
咱们试着分别讨论。
1 航发用高温钛合金表2:发动机钛合金用量*(兵器迷推测为WS-10)数据说话。
进步,那是看得见的;差距,那是明摆着的。
结合中国的应用情况,我们重点介绍几种钛合金牌号如下:TC4:即钛铝钒合金Ti-6Al-4V及其各种发展型号,中国国标牌号TC-4,属于α+β合金。
这是一个大家族,既有结构合金,也有耐温合金。
去应力退火对激光增材制造纯钛的影响

134.9
76.6
79.9
59.7
44
23
33
16
(a) 不同退火温度的试样残余应力
(b) 不同保温时间的试样残余应力 图 2 不同去应力退火后激光增材制造 TA1 纯钛试样的
X 射线残余应力测试结果 2.2 去应力退火对力学性能的影响
激光增材制造 TA1 纯钛试样不同去应力退火工艺后的 室温拉伸性能如表 5 所示,表中的拉伸数据为 3 根拉伸试样 的测试平均值。从测试数据可知,去应力热处理对强度影响 较小,对塑性影响较大。去应力热处理后,试样的断后伸长 率明显增大。当去应力退火保温 25min 时,随着退火温度由 445℃升高到 595℃,强度值略有降低,断后伸长率提升明 显。当去应力退火温度为 595℃时,随着保温时间由 25min 延长到 50min,试样的强度值小幅度降低,断后伸长率变化 不大,延长保温时间对力学性能几乎无影响。因此,提高退 火温度比延长保温时间更有利于激光增材制造 TA1 纯钛试 样的性能优化。去应力退火前,原始试样的断后伸长率低于 GB/T 13810-2017《外科植入物用钛及钛合金加工材》的 标准要求,去应力退火后,试样的抗拉强度和断后伸长率都 能满足标准要求。综合所有的测试数据,可初步得出结论, 在退火温度 595℃,保温时间 25min 时,拉伸试件获得较好 的强度与塑性匹配。
经去应力退火后,残余应力值大幅度下降,拉伸强度及屈服强度降低,断后伸长率提高 ;显微组织和硬度值变化不大。
最后得出,退火温度 595℃,保温时间 25min,炉冷至 50℃空冷的真空去应力退火制度,既能大幅度消除内应力,又能使
试件拥有较为优异的抗拉强度、塑性和硬度。
关键词 :激光增材制造 ;TA1 纯钛 ;去应力退火 ;残余应力 ;力学性能
退火温度对TA4钛带组织及性能的影响

退火温度对 TA4钛带组织及性能的影响摘要:为了研究不同退火温度对TA4钛带组织和性能的影响,选取二次熔炼铸锭,经开坯、锻造、轧制后得到钛带,在同一卷钛带上取样进行不同的退火温度实验,并对TA4样片退火后的显微组织、拉伸性能和硬度进行测试。
结果表明:TA4带材随着随着退火温度的升高,显微组织形态及尺寸变化较大,再结晶晶粒数量随之增多,抗拉强度、屈服强度和硬度逐渐降低,弹性模量变化不是很明显,当温度达到550℃时抗拉强度、屈服强度和硬度开始缓慢下降,塑性提高,平面度较好,可以满足工艺要求。
为了获得综合性能良好的TA4带材,最佳的退火工艺是550℃×3h,炉冷。
关键词:TA4钛带;显微组织;力学性能;平面度中图分类号:文献标志码:文章编号:Effect of annealing temperature on Microstructure and propertiesof TA4 titanium stripLi Xiaofei, Wang Peijun, Yang Baolin, Han Weisong, Liu Yi, DuanPeng(Ningxia NFC Jinhang Titanium Industry Co., Ltd., Shizuishan753000, China)Abstract:In order to study the effects of different annealing temperatures on the microstructure and properties of TA4 titanium strip, the secondary smelting ingot was selected, and the titanium strip was obtained after billet opening, forging and rolling. Samples were taken on the same roll of titanium strip for different annealing temperature experiments, and the microstructure, tensile properties and hardness of TA4 samples after vacuum annealing were tested. Theresults show that with the increase of annealing temperature, the microstructure and size of TA4 strip change greatly, the number of recrystallized grains increases, the tensile strength, yield strength and hardness decrease gradually, and the change of elastic modulus is not very obvious. When the temperature reaches 550 ℃, the tensile strength, yield strength and hardness begin to decrease slowly, the plasticity increases and the flatness is better, It can meet the process requirements. In order to obtain TA4 strip with good comprehensive properties, the best annealing process is 550 ℃ × 3h, furnace cooling.Key words:TA4 titanium strip; Microstructure; Mechanical properties; Flatness工业纯钛的密度小、冷热加工性能优良、耐腐蚀性能卓越、无磁性,以及良。
冷变形度与再结晶退火后晶粒大小的关系_概述说明

冷变形度与再结晶退火后晶粒大小的关系概述说明1. 引言1.1 概述本文旨在研究冷变形度与再结晶退火后晶粒大小之间的关系。
冷变形度是指金属材料在室温下受到外力作用导致其形状和尺寸发生改变的程度。
而晶粒大小则是指金属材料中晶界之间的距离以及各个晶粒的尺寸。
通过对冷变形度与晶粒大小之间的相关性进行研究,我们可以深入理解冷加工过程对材料微观结构的影响机制。
同时,了解再结晶退火对晶粒大小的影响机理和规律也具有重要意义。
这些研究结果有助于提高材料制备、工艺参数选择以及材料性能优化等方面的实践应用。
1.2 文章结构本文将按照以下结构展开:引言部分将介绍文章的背景和目标;接着在第二部分,我们将详细探讨冷变形度的定义及其影响因素,以及冷变形度与晶粒大小之间的相关性研究;第三部分将介绍实验方法和结果分析,包括实验设计、样品制备、冷变形度测量方法和数据收集,以及再结晶退火实验及晶粒大小测量方法;在第四部分,我们将对结果进行分析与讨论,并进一步探讨影响冷变形度和再结晶退火后晶粒大小的其他因素;最后一部分是文章的结论与展望,总结主要研究结果,并提出未来进一步研究的方向。
1.3 目的本文的目的旨在通过实验和理论分析,探索冷变形度与再结晶退火后晶粒大小之间的关系。
具体而言,我们将回答以下几个问题:1) 冷变形度如何定义?有哪些主要影响因素?2) 冷变形度与晶粒大小之间是否存在相关性?如果存在,其相关性如何?3) 再结晶退火对晶粒大小的影响机理是什么?4) 除了冷变形度和再结晶退火外,还有哪些因素可能会影响到材料的晶粒大小?通过解答这些问题,我们希望能够深入了解冷加工过程对材料微观结构的影响规律,并且为进一步优化金属材料制备和处理工艺提供科学依据和理论支持。
2. 冷变形度与再结晶退火后晶粒大小的关系2.1 冷变形度的定义和影响因素冷变形度是指在室温下,材料在受到外力作用下所发生的塑性变形程度。
冷变形度一般通过冷加工量来表示,可以使用应变量、应力量或者压缩率等不同参数进行描述。
退火对不锈钢组织和性能的影响
退火对不锈钢组织和性能的影响摘要:研究了退火处理工艺对304不锈钢组织和硬度、抗拉强度和延伸率等力学性能的影响,为热线生产提供一定的数据支持。
关键字:304不锈钢;退火处理;力学性能一引言不锈钢通常是指铬含量(质量分数)在12~30%的铁基耐蚀合金。
通常将在大气、水蒸气和淡水等腐蚀性较弱的介质中不生锈的钢种称为不锈钢,将在酸、碱、盐等腐蚀性较强的环境中具有耐蚀性的钢种称为耐酸钢。
一般通称不锈钢和耐酸钢为不锈钢,是类型多、含碳量高、强度范围宽及用途广的高合金钢。
不锈钢既是抗蚀材料,又是耐磨材料、低温材料、无磁材料和耐热材料。
在冷加工的工序中,若制件出现加工硬化、可加工性变坏的现象,必须采用退火的热处理方法消除冷作硬化,使组织均匀和软化、硬度降低、可压力加工性改善。
本文主要研究退火对不锈钢组织和性能的影响。
二 304奥氏体不锈钢热处理1、热处理对304不锈钢组织的影响304 不锈钢是一种 18-8 系的奥氏体不锈钢。
该钢薄板材料冷加工以后,从微观角度看,滑移面及晶界上将产生大量位错,致使点阵产生畸变。
变形量越大时,位错密度越高,内应力及点阵畸变越严重,使其强度随变形而增加,塑性降低(即加工硬化现象)。
当加工硬化达到一定程度时,20辊轧机进行轧制时,便有开裂或断带的危险;在环境气氛作用下,放置一段时间后,工件会自动产生晶间开裂(通常称为“季裂”)。
所以 304不锈钢在冲压成形过程中,一般都必须进行工序间的软化退火(即中间退火),以降低硬度,恢复塑性,以便能进行下一道加工。
为了选择其最佳的中间退火工艺,必须对其加工硬化和退火软化的规律和机理进行深入的研究。
在室温下304不锈钢中碳的溶解度很小,溶解度约0.006%。
随碳含量的增加,多余的碳以铬-铁碳化物的形式(主要是M23C6,也有少量的以 M7C3或 M3C)析出。
碳化物中 M23C6和 M7C3中铬含量约为42%~65%,与不锈钢的基体成分相比,碳化物中铬的含量远大于基体中铬的含量[1]。
高温钛合金

高温钛合金性能要求请帮忙推荐满足以下条件的高温钛合金,可以是一种合金同时满足4个温度条件的使用,也可是每个温度条件使用不同的合金。
性能要求如下:(1)常温塑性≥5%。
(2)高温性能分别在550℃、600℃、650℃、700℃下满足σb≥520MPa,σ0.2≥420 MPa。
(3)持久性能应力为450 MPa,分别在550℃、600℃、650℃、700℃下保持0.5h/1h/2h 不断。
(4)蠕变性能应力为450 MPa,分别在550℃、600℃、650℃、700℃下,保持0.5h,残余变形量≤1.6%;保持1h,残余变形量≤3%;保持2h,残余变形量≤5%。
一、目前已有的高温钛合金(1)名义成分600℃高温钛合金的室温力学性能600℃高温钛合金的高温力学性能(600℃)600℃高温钛合金的蠕变性能(600℃)600℃高温钛合金Ti-600合金的持久性能(φ14mm棒材)600℃高温钛合金Ti-600热稳定性能(φ14mm棒材)550℃高温钛合金的力学性能* 540℃,300MPa,100h应力热暴露后室温拉伸性能;** 试验条件:540℃,300MPa,100h,ε≤0.1%。
*** TTi-53311S合金550℃,100h,302.1MPa蠕变残余变形,0.186%二、现状(1)应用现状Ti-1100合金是在Ti-6242S合金成分的基础上,通过调整A1、Sn、Mo和Si元素的含量,Ti-1100合金已用于制造莱康明公司T55—712改型发动机的高压压气机轮盘和低压涡轮叶片等零件。
IMI829合金已用于RB211-535E4发动机的高压压气机,取代了RB211-535C上的镍基合金材料。
IMI834合金已在多种发动机上得到了试验和应用,如波音777飞机选用的民用大型发动机Trent700(湍达)的高压压气机的所有轮盘、鼓筒及后轴,EJ200发动机的高压压气机转子也采用了IMI834合金。
IMI834也正用于普惠公司的PW350发动机上。
钛合金超塑成形工艺及应用

钛合金超塑成形工艺及应用作者:赵林博徐珊珊来源:《科技创新导报》 2011年第19期赵林博1 徐珊珊2(1.中北大学机电工程学院山西太原 030051; 2.北京机电工程研究所北京 100074)摘要:钛合金超塑成形技术可以制造出形象复杂的整体结构零件,而且可以降低成本和减轻结构重量,因此钛合金超塑成形技术得到了各国航天航空业的高度重视,并在实际应用中成为研究热点。
因此本文主要对钛合金超塑成形的工艺和应用进行了浅析。
关键词:钛合金超塑性成形应用中图分类号:TG306 文献标识码:A 文章编号:1674-098X(2011)07(a)-0059-01Abstract:The technology of SPF in titanium alloy allows for the manufacturingof complex shapes, and embodies advantages in the aspects of cost and weight saving.So the technology of SPF in titanium alloy has been paid significantattention in aviation and spaceflight fields by many countries and has been the research hotspot.So this text mainly analyses the technology of SPF in titaniumalloy and the application of SPF of titanium alloys.Key words:titanium alloys;SPF;application1 钛合金的性质钛合金具有抗疲劳、比强度度高、耐腐蚀耐高温、一定的形状记忆性能、优越的力学性质、化学性质稳定等优点,在航空航天、化学化工等领域得到了越来越广泛的应用。
钛合金及其固态相变的归纳

2 β 钛合金的分类
当合金中的 β 稳定元素含量足够高时,β 固溶 处理后经快速冷却将 β 相保留至室温,这种合金属 于 β 钛合金。
(2)ω 相变。 钛合金强化热处理过程中出现了 2 种类型的 ω 相:无热 ω 相(ωaltherma)和等温 ω 相(ωisothermal)。 根据它们的形成过程不同,一般认为在淬火过程中 形成的 ω 相为无热 ω 相,形态为椭球状;在时效过 程中形成的 ω 相为等温 ω 相,形态为立方形。它们 在一定条件下可以发生转化[30]。 β 钛合金中 β 稳定元素含量在 C2、C3 之间的合 金,马氏体转变开始温度降低到室温以下的某些合 金,淬火过程中 β 相部分分解为亚稳定ω相,也称 无热ω相。文献[31]中,βIII 合金从 900 ℃淬火得到 了ω相颗粒,淬火ω相密度极高,体积分数达 80%。 值得注意的是,淬火ω相不是马氏体转变的产物, 而是一种位移控制转变的产物。文献[32]和文献[33] 研究发现,ωalthermal 相以 3 种方式分解:1)α 相独 立的在 β 晶界处形核、长大最后合并ωalthermal 相;2) 时效时,淬火ωalthermal 相先继续长大,然后转变成 α 相;3)淬火ω相先溶解,再出现 α 相成核。 ωisothermal 相是 β→α 转变的一种中间亚稳定产 物,涉及到的相变有 2 个过程,分别为:β→β+ ωisothermal 和 β+ωisothermal→β+α,亚稳定 β 相在 550 ℃ 以 下 时 效 首 先 析 出 ωisothermal 相 , 继 续 时 效 时 , ωisothermal 转变为 α 相,最终转变为稳定的 α+β 混合 组织。
淬火弹性应变能对7050铝合金时效亚晶界演变的影响

淬火弹性应变能对7050铝合金时效亚晶界演变的影响顾伟;李静媛;王一德;卢继延;周玉焕【摘要】研究7050铝合金型材在固溶淬火与分级时效各阶段亚晶界的演变,阐明亚晶界形成与晶粒内取向梯度的关系。
结果表明:固溶淬火后长轴为200μm、短轴为80μm的纺锤状粗晶组织经过(121℃,360 min)+(177℃,60 min)双级时效处理后,被分割碎化成20μm左右的等轴状细小亚晶组织。
电子背散射衍射技术(EBSD)证实碎化由小角度晶界分割造成,且固溶淬火后晶面的弯曲程度经时效后降低了77.8%。
透射电镜(TEM)结果表明,时效过程使淬火散乱位错逐步形成位错列和小角度晶界。
二级时效时MgZn 2相在亚晶界上析出,促进了Graff试剂的侵蚀效果,使得在光学显微镜(OM)下可观察到亚晶界。
%The evolution of sub-grain boundaries of 7050 Al alloy profiles during solution quenching and interrupted aging treatment was studied, and the relationship between formation of the sub-grain boundaries and the orientation gradient was clarified. The results show that the spindle-shaped grains with 200μm in length and 80μm in width after solution quenching break into fine equiaxed sub-grains with average diameter of about 20 μm after duplex aging at (121 ℃, 360 min) and (177 ℃, 60 min). EBSD analysis demonstrates that grain refinement results from the segmentation of coarse grains by low angle grain boundaries and the lattice curvature due to solution quenching decreases by 77.8%after aging treatment. The investigation of TEM shows that the scattered dislocations by quenching arrange into dislocation arrays and low angle grain boundaries with aging time. MgZn 2 precipitates on the sub-grain boundary, which helps theetchant Graff to visualize the sub-grain boundary using OM in the secondary aging.【期刊名称】《中国有色金属学报》【年(卷),期】2014(000)009【总页数】7页(P2257-2263)【关键词】7050铝合金;时效;晶粒细化;取向梯度;亚晶界【作者】顾伟;李静媛;王一德;卢继延;周玉焕【作者单位】北京科技大学材料科学与工程学院,北京 100083;北京科技大学材料科学与工程学院,北京 100083;北京科技大学材料科学与工程学院,北京100083;广东坚美铝型材厂集团有限公司技术中心,佛山 528231;广东坚美铝型材厂集团有限公司技术中心,佛山 528231【正文语种】中文【中图分类】TG146.21晶粒间取向差是表征晶界能量和区分晶界类型的关键参数,晶界能量会对合金的强度和塑韧性产生直接影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Trans. Nonferrous Met. Soc. China 28(2018) 912−919Effect of predeformation on globularization ofTi−5Al−2Sn−2Zr−4Mo−4Cr during annealingLian LI, Miao-quan LISchool of Materials Science and Engineering, Northwestern Polytechnical University, Xi’an 710072, ChinaReceived 22 November 2016; accepted 28 April 2017Abstract: The microstructure evolution during annealing of Ti−5Al−2Sn−2Zr−4Mo−4Cr alloy was investigated. The results show that for the alloy compressed at 810 °C and 1.0 s−1, deformation amount (height reduction) 20% and 50% and annealed at 810 °C, thermal grooving by penetration of βphase is sufficient during the first 20 min annealing, resulting in a sharp increase in globularization fraction. The globularization fraction continuously increases with the increase of annealing time, and a height reduction of 50% leads to a near globular microstructure after annealing for 4 h. For the alloy with deformation amount of 50% by compressing at 810 °C, 0.01 s−1, and then annealed at 810 °C, thermal grooving is limited during the first 20 min of annealing and large quantities of high-angle grain boundaries (HABs) remain. With long time annealing, the chain-like α grains are developed due to the HABs, termination migration and Ostwald ripening. The present results suggest that a higher strain rate and a larger height reduction are necessary before annealing to achieve a globular microstructure of Ti−5Al−2Sn−2Zr−4Mo−4Cr.Key words: Ti−5Al−2Sn−2Zr−4Mo−4Cr alloy; annealing; thermal grooving; globularization; high-angle grain boundaries1 IntroductionTitanium alloys have been widely used in aviation,aerospace, marine and other specialty supplications dueto their high specific strength and good corrosionresistance [1,2]. It is well known that titanium alloyswith lamellar αmicrostructure have good resistance tofracture but low ductility, while titanium alloys withglobular α microstructure show better balance of strengthand ductility which are more desirable for many serviceapplications [3,4]. As a result, control of α morphology(such as lamellar, globular) in titanium alloys by a seriesof thermomechanical processing (TMP) steps was ofgreat importance to meet the microstructure andmechanical properties requirements [5,6]. Among thesesteps, hot working in the α/β two-phase field was usuallycarried out so as to break down lamellar α intoglobular α [7−9]. Besides, subsequent annealing in theα/βtwo-phase field was performed to adjust themicrostructure for final property requirement [10−12].Regarding the great importance of globularization incontrolling the mechanical properties of titanium alloysin industry, a wide variety of investigations have beencarried out. The globularization kinetics both in the hotworking of titanium alloys [8,13] was well established soas to predict the microstructure evolution. Besides, themechanisms controlling globularization during hotworking were proposed for the typical α/βtwo-phasetitanium alloys. SEMIATIN [11] and ROY et al [14]showed that the boundary splitting was responsiblefor the fragmentation of αlamellae during hotworking. STEFANSSON and SEMIATIN [15] suggestedthe fragmentation of αlamellae by boundary splittingin the initial stage of static globularization, whilemicrostructural coarsening characterized themicrostructure evolution as the annealing time increased.Our previous work [16] showed that the strain rateand height reduction played an important role both in αand βphases evolution of Ti−5Al−2Sn−2Zr−4Mo−4Cralloy with a colony α microstructure. The globularizationof αlamellae was enhanced with the increase of heightreduction and the decrease of strain rate. Besides,low-angle boundaries (LABs) and high-angle boundaries(HABs) occurred after compression at 810°C, whilemore HABs occurred in the βphase at a strain rate of1.0 s−1than that at a strain rate of 0.01 s−1. Thedislocation substructures (LABs and HABs) may driveFoundation item: Project (51275416) supported by the National Natural Science Foundation of China; Project (KP201513) supported by the Fund of the State Key Laboratory of Solidification Processing in NWPU, ChinaCorresponding author: Miao-quan LI; Tel: +86-29-88460328; Fax: +86-29-88492642; E-mail: honeymli@DOI:10.1016/S1003-6326(18)64725-9Lian LI, et al/Trans. Nonferrous Met. Soc. China 28(2018) 912−919 913the thermal grooving in the early stage of annealing [11,12,15], which affected the final microstructure after annealing. However, the effect of predeformation on static globularization of Ti−5Al−2Sn−2Zr−4Mo−4Cr is still unclear, which prevents micro- structure control of Ti−5Al−2Sn−2Zr−4Mo−4Cr to obtain the desired properties.The present aim is to expand upon the previous work [16] to investigate the effect of predeformation on the globularization of Ti−5Al−2Sn−2Zr−4Mo−4Cr during annealing in the α/β two-phase field. To this end, the microstructure evolution during annealing of Ti−5Al−2Sn−2Zr−4Mo−4Cr specimens compressed at different strain rates and height reductions was investigated via scanning electron microscopy (SEM) and electron backscattered diffraction (EBSD) techniques. Besides, quantitative analysis of microstructure evolution during annealing (globularization fraction, length and thickness of α laths and/or grains) was carried out. The present results can provide guidance for achieving a globular microstructure of Ti−5Al−2Sn−2Zr−4Mo−4Cr by using predeformation and subsequent annealing in the α/β two-phase field.2 ExperimentalThe Ti−5Al−2Sn−2Zr−4Mo−4Cr was supplied as a hot-forged bar consisting of ~16.3% (volume fraction) equiaxed primary αgrains, ~8.0% elongated primary αgrains and retained β phase (Fig. 1(a) in Ref. [17]). The measured composition (mass fraction) was 5.15% Al, 2.16% Sn, 2.09% Zr, 4.02% Mo, 4.01% Cr, 0.096% Fe, 0.009% C, 0.008% N, 0.006% H, 0.12% O and bal. Ti. The transus temperature of Ti and βphase (at which α+β→β) was approximately 900 °C. The as-received alloy bar was solution treated at 910 °C for 20 min followed by furnace cooling to room temperature to obtain a colony α microstructure (Fig. 1(b) in Ref. [17]).Cylindrical specimens with 8.0 mm in diameter and 12.0 mm in height were axial sectioned from the heat-treated bar. Isothermal compression was carried out on a Gleeble−1500 simulator. Thermocouple was welded on the middle surface of Ti−5Al−2Sn−2Zr−4Mo−4Cr specimens to measure the actual deformation temperature, and graphite powder was put between the specimens and anvils so as to reduce the friction. The deformation conditions were 810 °C, 1.0 s−1, 20% 50% (height reduction) and 810 °C, 0.01 s−1, 50% (height reduction). The compressed specimens were annealed at 810 °C for 20 min, 1 h, 2 h and 4 h so as to investigate the effect of predeformation on globularization during annealing. After annealing, the specimens were air-cooled to room temperature. The axial sections in the central portion of annealed specimens were prepared to observe the microstructure evolution. The samples were mechanical polished and chemically etched with a solution of 10% HNO3, 15% HF and 75% H2O (volume fraction) and examined on a TESCAN VEGA3 LMU SEM. The globularization was taken to be an αphase morphology with an aspect ratio (k=l/b, l and b respectively denote the length and thickness of αlaths and/or grains) of less than 3:1 using the Image-Pro Plus 6.0 software. EBSD observation was carried out to further clarify the microstructure evolution mechanisms. The specimens for EBSD examination were prepared as that in the previous study [16] and observed on a TESCAN MIRA3 XMU SEM equipped with a NordlysMax EBSD detector.3 Results and discussion3.1 As-deformed microstructuresFigure 1 shows the microstructures of Ti−5Al−2Sn−2Zr−4Mo−4Cr isothermally compressed at 810 °C. AfterFig. 1Microstructures of Ti−5Al−2Sn−2Zr−4Mo−4Cr compressed at 810 °C, 1.0 s−1, 20% (a), 810 °C, 1.0 s−1, 50% (b) and 810 °C, 0.01 s−1, 50% (c)Lian LI, et al/Trans. Nonferrous Met. Soc. China 28(2018) 912−919 914compressing at 810 °C, 1.0 s−1, 20%, most of αphasepresents a lamellar morphology, and the prior β boundary (indicated by the white arrow) can be detected, as shown in Fig. 1(a). After compressing at 810 °C, 1.0 s−1and 50%, the αphase is mainly characterized with short αlaths (Fig. 1(b)), and the globularization fraction is higher than that at a lower height reduction, as shown by the black and red arrows in Fig. 2(a). After being compressed at 810 °C, 0.01 s−1 and 50% (Fig. 1(c)), lots of globular αgrains occur, and the globularization fraction is higher than that at higher strain rate, as shown by the blue arrow in Fig. 2(a). As a result, the length of αlaths and/or grains at 810 °C, 0.01 s−1 and 50% is much shorter compared with that at 810 °C, 1.0 s−1, 20% and 50%, as shown by the arrows in Fig. 2(b). The thickness values of α laths and/or grains at different strain rates and height reductions do not show much difference (indicated by the arrows in Fig. 2(c)). It is generally understood that boundary splitting is responsible for the globularization of α lamellae during hot working [11,14], in which penetration of βphase along HABs within αlamellae occurs. As a result, more globular αgrains occur following compression at a larger height reduction and lower strain rate in which more HABs occur and penetration of β phase is sufficient.3.2 As-annealed microstructuresFigure 3 shows the microstructures of alloys compressed at 810 °C, 1.0 s−1, 20% and then annealed at 810 °C. As seen from Fig. 3(a), more globular α grains occur after annealing for 20 min compared with those of the as-compressed (Fig. 1(a)), leading to a sharp increase in globularization fraction (Fig. 2(a)) and decrease in length of α laths and/or grains (Fig. 2(b)). After long time annealing, more globular αgrains occur while the globularization rate decreases, as shown in Fig. 2(a). In particular, the prior-βboundary still exists even after annealing for 1 h, as shown by the white arrow in Fig. 3(b). Besides, it should be mentioned that lots of long α laths can be detected in Fig. 3(b). The length of αlaths and/or grains shows a more complicated variation after annealing for 20 min, and it keeps on decreasing after annealing for 1 h and then slightly increases with the increase of annealing time (Fig. 2(b)). Meanwhile, the thickness of αlaths and/or grains continuously increases with the increase of annealing time, as shown in Fig. 2(c).For the specimens compressed at 810 °C, 1.0 s−1, 50% and then annealed at 810 °C, globularization is much more sufficient after annealing for 20 min (Fig. 4(a)) compared with that in Fig. 3(a). As seen from Fig. 4(a), only a few long α laths remain. As a consequence, the globularization fraction shows a more evident increase (Fig. 2(a)) and the length of α lathsFig. 2 Curves indicating globularization fraction (a), length (b) and thickness (c) of α laths and/or grains of Ti−5Al−2Sn−2Zr−4Mo−4Cr after annealing (Arrows in (a−c) respectively indicate globularization fraction, length and thickness of α laths and/or grains for as-compressed conditions)and/or grains rapidly decreases (Fig. 2(b)) after annealing for 20 min. After long time annealing, more globular αgrains occur (Figs. 4(b) and (c)), and a near globular microstructure eventually occurs after annealing for 4 h (Fig. 4(d)). Moreover, the variation of globularization fraction, length and thickness of α lathsLian LI, et al/Trans. Nonferrous Met. Soc. China 28(2018) 912−919 915Fig. 3 Microstructures of Ti −5Al −2Sn −2Zr −4Mo −4Cr compressed at 810 °C, 1.0 s −1, 20% and then annealed at 810 °C for 20 min (a) and 1 h (b)Fig. 4 Microstructures of Ti −5Al −2Sn −2Zr −4Mo −4Cr compressed at 810 °C, 1.0 s −1, 50% and then annealed at 810 °C for 20 min (a), 1 h (b), 2 h (c) and 4 h (d)and/or grains (Figs. 2(a)−(c)) generally shows similar trends with that of specimens compressed at 20% and then annealed.Annealing the specimens (compressed at 810 °C, 0.01 s −1, 50%) at 810 °C, it is interesting to find that the globularization fraction increases at annealing time from 20 min to 2 h and then decreases at annealing time of 2−4 h (Fig. 2(a)). Besides, the length of α laths and/or grains shows an initial decrease during the first 1 h of annealing and then sharply increases at annealing time of 2−4 h (Fig. 2(b)). These microstructure changes are quite different from those of specimens compressed at 1.0 s −1 and then annealed, which can be rationalized by the microstructure evolution in Fig. 5. Coalescence of adjacent α laths and/or grains occurs at annealing time of 2−4 h (indicated by the red arrows in Fig. 5(c)), contributing to the increase in the length of α laths and/or grains and the decrease in the globularization fraction. Meanwhile, the thickness presents a more evident increase at annealing time of 2−4 h compared with that of the specimens compressed at 810 °C, 1.0 s −1, 20% and 50% and then annealed (Fig. 2(c)). Besides, it should be mentioned that α laths generally present a chain-like morphology following annealing for 2 and 4 h, as shown by the black arrows in Figs. 5(b) and (c).3.3 Effect of predeformation on static globularizationFigure 6(a) shows the orientation evolution for α phase of Ti −5Al −2Sn −2Zr −4Mo −4Cr compressed at 810 °C, 1.0 s −1, 50% and then annealed at 810 °C forLian LI, et al/Trans. Nonferrous Met. Soc. China 28(2018) 912−919916Fig. 5 Microstructures of Ti −5Al −2Sn −2Zr −4Mo −4Cr compressed at 810 °C, 0.01 s −1, 50% and then annealed at 810 °C for 20 min (a), 2 h (b) and 4 h (c)Fig. 6 Inverse pole figures (//compression axis (CA)) for α phase of Ti −5Al −2Sn −2Zr −4Mo −4Cr compressed at 810 °C, 1.0 s −1, 50% and then annealed at 810 °C for 20 min (a) and compressed at 810 °C, 0.01 s −1, 50% and then annealed at 810 °C for 20 min (b) (β phase is indicated in band contrast form. The black lines correspond to HABs with misorientation over 15° while white lines represent LABs with misorientation between 2° and 15°)20 min. As seen from Fig. 6(a), the α phase is mainly composed of globular α grains and short α laths. Misorientation across α laths can be easily observed, and HABs are well developed in some α laths. However, for the specimen compressed at 810 °C, 0.01 s −1, 50% and then annealed at 810 °C for 20 min (Fig. 6(b)), most of α phases still present a lamellar structure and large quantities of HABs exist. The grain boundary misorientation distribution for α phase in Figs. 6(a) and (b) is shown in Fig. 7(a). As seen from Fig. 7(a), the fraction of HABs for α phase in Fig. 6(b) is much higher than that in Fig. 6(a).Taking a further investigation into the long α laths in Fig. 6(a), it can be concluded that pinch-off of α laths occurs by grooving along the HABs, similar to the case in laths A and B (indicated by the red arrows). The grooving process is highly associated with the intraphase α/α boundaries and penetration of β phase [11,18,19]. An initially semi-coherent boundary turns into high-energy non-coherent one after compression as reported in Refs. [20,21], in which HABs occur and provide sufficient driving force during subsequent annealing. As a result, it can be concluded that predeformation significantly affects the microstructure evolution during the early stage of annealing, which may affect further annealing at long time and final microstructure. In the following, schematic illustrations (Figs. 8 and 9) are shown for better understanding the effect of predeformation on static globularization of Ti −5Al −2Sn −2Zr −4Mo −4Cr.Lian LI, et al/Trans. Nonferrous Met. Soc. China 28(2018) 912−919 917Fig. 7 Distribution of grain boundary misorientation for α phase (a) and local misorientation for β phase (b) of Ti −5Al −2Sn −2Zr − 4Mo −4CrFig. 8 Schematic illustration of microstructure evolution compressed at high strain rate and then annealedFig. 9 Schematic illustration of microstructure evolution compressed at low strain rate and then annealedAs seen from Figs. 8(a) and 9(a), more dislocations remain in β matrix during the early stage of annealing after a higher strain rate, which can be confirmed by Fig. 7(b). Figure 7(b) shows the local misorientation distribution for β phase in Figs. 6(a) and (b), which isassociated with the geometrically necessary dislocations. The higher average local misorientation for β phase in Fig. 6(a) suggests a higher dislocation density/local strain [22] compared with that in Fig. 6(b). For the specimens compressed at a higher strain rate andLian LI, et al/Trans. Nonferrous Met. Soc. China 28(2018) 912−919 918annealed, the solute diffusivity through the βmatrix is accelerated during the early stage of annealing due to higher dislocation density/local strain [23,24], promoting penetration of βphase and leading to sharp grooves (Fig. 8(b)). As a result, significant globularization occurs (Fig. 8(c)) and the globularization fraction sharply increases during the first 20 min of annealing (Fig. 2(a)). Since more HABs develop after a larger height reduction, annealing the specimens with a 50% height reduction leads to a more rapid increase of globularization fraction during the first 20 min of annealing than that with a 20% height reduction (Fig. 2(a)). Moreover, the grooving may affect globularization during annealing for 20 min−1 h although the effect is not evident as that in the first 20 min annealing, especially for the specimens after a height reduction of 50%. As a result, most of αphases present a globular morphology, as shown in Fig. 4(b). However, for the as-compressed microstructure at a low strain rate, sufficient dynamic recovery occurs during compression [25], and the dislocation density/local strain is lower during the early stage of annealing (Fig. 9(a)). Therefore, the penetration of β phase is not sufficient in which shallow grooves occur (Fig. 9(b)), leading to insufficient pinch-off of α lamellae during the early stage of annealing (Fig. 9(c)), and the globularization fraction slowly increases during the first 20 min of annealing (Fig. 2(a)).With the increase of annealing time, concurrent static recovery in βmatrix largely decreases solute diffusivity through matrix [18], weakening thermal grooving by penetration of βphase. As a result, static globularization by grooving is weakened as annealing time increases. Meanwhile, termination migration and Ostwald ripening become more and more important in microstructure evolution [15], which can be rationalized by Figs. 2(b) and (c) where both length and thickness of α laths and/or grains increase during annealing for 1−4 h. For the specimens compressed at 1.0 s−1 and 50% height reduction and then annealed, most of α phases present a globular morphology after annealing for 1 h. With the increase of annealing time, a near globular microstructure occurs due to further coarsening by termination migration and Ostwald ripening, as shown in Fig. 8(d). Termination migration is usually accomplished by solute transport from edges of αlaths to flat faces [11,15,18]. In the present study, large quantities of HABs remain for specimens compressed at 0.01 s−1 and annealed for 20 min (Fig. 6(b)). The HABs can also evolve from LABs during annealing [12]. The HABs can provide sufficient driving force for the solute diffusion from the intraphase α/α boundaries to the ends of α laths, sharpening the grooves and resulting in globular α grains. As seen from the inset in Fig. 5(b), a few globular αgrains (indicated by the white arrows) occur. WEISS et al [12] also suggested that breaking up of αlaths took place by the occurrence of HABs where penetration of βphase was limited. On the other hand, termination migration and Ostwald ripening coarsen α laths decrease the depth of grooves. As a result, the chain-like α grains occur (Fig. 9(d)). With further increase of annealing time, coalescence of adjacent α laths and/or grains occurs (Fig. 9(e)), contributing to the decrease in globularization (Fig. 2(a)) and sharp increase in both length (Fig. 2(b)) and thickness (Fig. 2(c)).4 Conclusions1) Microstructure evolution of Ti−5Al−2Sn−2Zr−4Mo−4Cr during annealing is highly related to strain rate and height reduction of predeformation, especially for strain rate. Compressing at a strain rate of 1.0 s−1and annealing, the globularization fraction continuously increases with the increase of annealing time, and a larger height reduction promotes globularization during annealing. However, compressing at a strain rate of 0.01 s−1 and annealing, the globularization fraction decreases and the length of α laths and/or grains sharply increases during annealing for 2−4 h due to coalescence of adjacent α laths and/or grains.2) The grooving process significantly affects microstructure evolution of Ti−5Al−2Sn−2Zr−4Mo−4Cr during the first 20 min of annealing. Annealing the specimens compressed at a strain rate of 1.0 s−1, penetration of β phase is largely enhanced due to a higher dislocation density/local strain and globularization is more sufficient. However, the grooving process is limited after a strain rate of 0.01 s−1and lots of HABs remain after the first 20 min of annealing. After prolonging annealing time, enhancing the effect of HABs, termination migration and Ostwald ripening, the chain-like α grains are developed.3) A higher strain rate and larger height reduction are suggested before annealing so that a globular microstructure of Ti−5Al−2Sn−2Zr−4Mo−4Cr can be required.References[1]PENG Xiao-na, GUO Hong-zhen, SHI Zhi-feng, QIN Chun, ZHAOZhang-long. Microstructure characterization and mechanicalproperties of TC4-DT titanium alloy after thermomechanicaltreatment [J]. Transactions of Nonferrous Metals Society of China,2014, 24: 682−689.[2]WANG Ke, LI Miao-quan. Characterization of discontinuousyielding phenomenon in isothermal compression of TC8 titaniumalloy [J]. Transactions of Nonferrous Metals Society of China, 2016,26: 1583−1588.[3]BANERJEE D, WILLIAMS J C. Perspectives on titanium scienceand technology [J]. Acta Materialia, 2013, 61: 844−879.Lian LI, et al/Trans. Nonferrous Met. Soc. China 28(2018) 912−919 919[4]LÜTJERING G, WILLIAMS J C, GYSLER A. Microstructure andmechanical properties of titanium alloys [M]. Berlin: Springer, 2007.[5]LUO Jiao, LI Lian, LI Miao-quan. Deformation behavior ofTi−5Al−2Sn−2Zr−4Mo−4Cr alloy with two initial microstructures during hot working [J]. Transactions of Nonferrous Metals Society of China, 2016, 26: 414−422.[6]SHI Zhi-feng, GUO Hong-zhen, LIU Rui, WANG Xiao-chen, YAOZe-kun. Microstructure and mechanical properties of TC21 titanium alloy by near-isothermal forging [J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 72−79.[7]WU Cheng-bao, YANG He, FAN Xiao-guang, SUN Zhi-chao.Dynamic globularization kinetics during hot working of TA15 titanium alloy with colony microstructure [J]. Transactions of Nonferrous Metals Society of China, 2011, 21: 1963−1969.[8]DONG Xian-juan, LU Shi-qiang, ZHENG Hai-zhong. Dynamicspheroidization kinetics behavior of Ti−6.5Al−2Zr−1Mo−1V alloy with lamellar microstructure [J]. Transactions of Nonferrous Metals Society of China, 2016, 26: 1301−1309.[9]LU Shi-qiang, LI Xin, WANG Ke-lu, DONG Xian-juan, FU M W.High temperature deformation behavior and optimization of hot compression process parameters in TC11 titanium alloy with coarse lamellar original microstructure [J]. Transactions of Nonferrous Metals Society of China, 2013, 23: 353−360.[10]ZHAO Hui-jun, WANG Bao-yu, LIU Gang, YANG Lei, XIAOWen-chao. Effect of vacuum annealing on microstructure and mechanical properties of TA15 titanium alloy sheets [J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 1881−1888. [11]SEMIATIN S L, FURRER D U. Fundamentals of modeling formetals processing [M]. OH: ASM International, 2009.[12]WEISS I, FROES F H, EYLON D, WELSCH G E. Modification ofalpha morphology in Ti−6Al−4V by thermomechanical processing [J]. Metallurgical Transactions A, 1986, 17: 1935−1947.[13]SONG Hong-wu, ZHANG Shi-hong, CHENG Ming. Dynamicglobularization kinetics during hot working of a two-phase titanium alloy with a colony alpha microstructure [J]. Journal of Alloys and Compounds, 2009, 480: 922−927.[14]ROY S, MADHA V AN R, SUWAS S. Crystallographic texture andmicrostructure evolution during hot compression of Ti−6Al−4V−0.1B alloy in the (α+β)-regime [J]. Philosophical Magazine, 2014, 94:358−380.[15]STEFANSSON N, SEMIATIN S L. Mechanisms of globularizationof Ti−6Al−4V during static heat treatment [J]. Metallurgical and Materials Transactions A, 2003, 34: 691−698.[16]LI L, LI M Q, LUO J. Mechanism in the β phase evolution duringhot deformation of Ti−5Al−2Sn−2Zr−4Mo−4Cr with a transformed microstructure [J]. Acta Materialia, 2015, 94: 36−45.[17]LI L, LI M Q, LUO J. Flow softening mechanism of Ti−5Al−2Sn−2Zr−4Mo−4Cr with different initial microstructures at elevated temperature deformation [J]. Materials Science Engineering A, 2015, 628: 11−20.[18]ZHEREBTSOV S, MURZINOV A M, SALISHCHEV G, SEMIATINS L. Spheroidization of the lamellar microstructure in Ti−6Al−4V alloy during warm deformation and annealing [J]. Acta Materialia, 2011, 59: 4138−4150.[19]MULLINS W W. Theory of thermal grooving [J]. Journal of AppliedPhysics, 1957, 28: 333−339.[20]ZHEREBTSOV S, SALISHCHEV G, SEMIATIN S L. Loss ofcoherency of the alpha/beta interface boundary in titanium alloys during deformation [J]. Philosophical Magazine Letters, 2010, 90: 903−914.[21]CABIBBO M, ZHEREBTSOV S, MIRONOV S, SALISHCHEV G.Loss of coherency and interphase α/βangular deviation from the Burgers orientation relationship in a Ti−6Al−4V alloy compressed at 800 °C [J]. Journal of Materials Science, 2013, 48: 1100−1110. [22]SUN J L, TRIMBY P W, YAN F K, LIAO X Z, TAO N R, WANG JT. Shear banding in commercial pure titanium deformed by dynamic compression [J]. Acta Materialia, 2014, 79: 47−58.[23]SEMIATIN S L, CORBETT M W, FAGIN P N, SALISHCHEV G A,LEE C S. Dynamic-coarsening behavior of an α/β titanium alloy [J].Metallurgical and Materials Transactions A, 2006, 37: 1125−1136. [24]PORTER D A, EASTERLING K E. Phase transformation in metalsand alloys [M]. 2nd ed. London: Chapman & Hall, 1992.[25]HUMPHREYS F J, HATHERLY M. Recrystallization and relatedannealing phenomena [M]. 2nd ed. Oxford: Elsevier, 2004.预变形对Ti−5Al−2Sn−2Zr−4Mo−4Cr退火过程中球化的影响李莲,李淼泉西北工业大学材料学院,西安710072摘要:研究Ti−5Al−2Sn−2Zr−4Mo−4Cr在退火过程中的显微组织演变。