铬钼钢制压力容器小口径弯头组件环缝不锈钢堆焊研究_马鸣
铬钼钢制压力容器设计、制造需要注意的问题
铬钼钢锻件应选用专用锻件中正火加回火处理的锻件。 2.2 开孔和接管
由于铬钼钢淬硬倾向比较大,一般容器上的开孔不建议 采用补强圈补强,而多采用厚壁管或锻制管补强的方式。厚 壁管壁厚与壳体壁厚之比宜控制在 0.5~2。 2.3 附件的连接
Key words :chrome molybdenum steel ;pressure vessel ;design
铬钼钢为压力容器常用钢材。由于铬钼钢具有优良的耐 热,抗氢腐蚀等性能,被广泛应用于社会各行各业中,比如 : 石化行业及各种重整装置的临氢装置上面。与其他的压力容 器材料相比,铬钼钢特别之处在于其加入质量小于 10% 的 Cr, 0.5%~1% 的 Mo 高合金元素,因此,有效提高了自身的蠕变 和高温极限,具有耐热性强、抗氢腐蚀等特点,是高温高压 容器壳体的良好材料。 1 铬钼钢基本特性 1.1 耐热性
铬钼钢在 325~565℃温度下长期服役,当处于环境温度下 时,出现的金属脆化现象称为回火脆化。严格控制钢材中的 Si、Mn 含量和有害元素是防止回火脆化的基本措施。 2 铬钼钢制压力容器设计、制造中需注意的几个问题 2.1 材料的选择
压力容器属于特种设备,压力容器的主体应选用压力容 器专用钢板。对高温高压临氢铬钼钢容器,首先应根据操作 工况查询纳尔逊曲线,根据氢分压及操作温度选取相应的铬 钼钢型号。常用材质有 1Cr-0.5Mo,1.25Cr-0.5Mo-Si,2.25Cr1Mo,3Cr-1Mo 等。
第44卷第6期
2018年6月
工业生产
Industrial Production
化工设计通讯
Chemicications
铬钼钢制压力容器注意事项(1)

铬钼钢制压力容器注意事项(2011-08-03 16:38:00)标签:学习总结杂谈一、简介1. 铬钼钢的主要特性:耐热性、抗氢性、回火脆性。
(1)耐热性。
要求钢材在中、高温条件下金相组织要稳定,否则可能产生石墨化现象,导致材料脆性急剧增大;还要求钢材具有较高的高温持久强度极限和蠕变极限。
铬钼钢能达到以上要求。
(2)抗氢腐蚀。
①在高温高压条件下,侵入钢中的氢气与钢中的渗碳体(Fe3C)和不稳定碳化物析出的碳起化学反应,生成甲烷,导致钢材破裂的现象,称为氢腐蚀。
②影响氢腐蚀敏感性最关键因素是钢材的化学成分、操作温度、暴露期间的氢分压和应力水平。
③钢材氢腐蚀的速度随压强和温度的升高而加快,这是因为压强增加,有利于氢气在钢材中溶解;而温度的升高则增加氢气在钢中的扩散速度及脱碳反应速度。
(3)回火脆性。
①发生在370-595℃温度范围内。
接近这个温度范围的上限时,脆化速度高,接近下限时,脆化发展缓慢。
②脆化材料和非脆化材料的差别,仅表现在缺口冲击韧性和韧脆转变温度的不同,而拉伸性能无明显差别。
回火脆化的程度一般是靠韧脆转变温度的升高来表明的。
③常用的Cr-Mo钢种中,含Cr量为2%-3%的Cr-Mo钢(2.25Cr-1Mo、2.25Cr-1Mo-0.3V、3Cr-1Mo、3Cr-1Mo-0.25V等)回火脆化倾向最严重。
④脆化敏感性的程度,按金相组织马氏体、贝氏体、珠光体的顺序依次降低。
降低方法是尽可能降低杂质元素(P、Sb、Sn、As)的含量。
⑤防止措施:A.控制钢材中的Si、Mn含量和有害元素含量是防止产生挥霍催化的基本措施;B.控制钢材和焊缝金属的韧脆转变温度。
2. 临氢压力容器常用的铬钼钢有1Cr-0.5Mo、1.25Cr-0.5Mo-Si、2.25Cr-1Mo、2.25Cr-1Mo-0.3V、3Cr-1Mo、3Cr-1Mo-0.25V等。
3. 在普通碳素钢基础上添加阻止渗碳体分解和强碳化物形成元素Cr、Mo、V等,便可达到减小和防止钢中甲烷的生成,从而避免发生氢腐蚀。
浅谈铬钼钢在压力容器中的应用
关键词 : 铬 钼钢
特征
要求
无 损 探伤
热 处 理
氢腐 蚀 的速度 随压 强和 温度 的升高 而加 快。 化 工各 类加 氢 装置和 重 整装 置 中 的临氢 设备 上 , 具 有优 异 抗 氢钢 均是 含 有一定 量 的铬和 钼 的钢种 , 抗 氢性 能 随 的抗 氢 腐 蚀 性 能 和 良好 的 高 温 强 度 。 但 铬 钼 钢 长 期 在 钢 中铬 钼含量 的增加 而提 高 。 在低 碳合 金钢 中的铬 主要 存 3 7 0 ℃ 5 9 5 。 C的温 度范 围 内操作 会 产生 回 火脆 化 , 另外 铬 在 于 渗碳 体 中 , 溶 于 渗碳 体 中的铬 , 提高 了碳 化物 的热 力 钼 钢又 是强 度 高、 淬硬 倾 向大 , 易产生 氢致 裂纹 的钢种 。为 稳定性 , 阻 止 了碳 化 物 的 分解 , 并 减 弱 了碳 在 铁 素体 中 的 了解决 回火脆 性和 氢致 裂纹 敏感 性 问题 , 工程 上采 取 控制 扩 散作 用 , 从而 可 提高钢 材 的抗 氢腐蚀 能力。 钼 对铁素 体 钢 材 的化 学 成 分 , 提 高 中击 韧性 要 求 , 并在 制 造 过 程 中 对 有 固溶强 化作 用 , 同 时也 能提高 碳化 物 的稳定 性 。钼在 钢 焊接 、 热 处理 、 检 验 等 提 出 了相 应 的一 系列 特 殊 要 求 。据 中形 成特殊 的碳化 物 , 从 而 改善在 高 温高压 下 抗 氢腐蚀 的 此, 本 文 就铬 钼 钢 的特 征和 使用 中的要 求 、 检 查 项 目和 注 能力 。铬 钼钢 主要 是防 止高 温氢腐蚀 。在 高温高 压 临氢条 意事 项做 一简 要介 绍。 件下( 如加 氢 精 制和 加 氢 劣化 反 应器 、 合成 氨 装 置 中热 壁 1铬 钼钢 的特 征 , 用碳 素钢 制造 就会 产生氢腐 蚀 。 铬 钼钢具 有优 异的抗 氢腐 蚀 性 能和 耐 高温 氧化 能力 , 氨合 成塔 外壳 )
浅谈铬钼钢在压力容器中的应用

摘要:本文基于铬钼钢耐热和抗氢腐蚀的特性,重点阐述铬钼钢在压力容器使用中的要求、检查项目和注意事项,以解决铬钼钢回火脆性和氢致裂纹敏感性问题,提高其应用性能。
关键词:铬钼钢特征要求无损探伤热处理铬钼钢是压力容器常用钢种之一,它广泛用于炼油、化工各类加氢装置和重整装置中的临氢设备上,具有优异的抗氢腐蚀性能和良好的高温强度。
但铬钼钢长期在370℃~595℃的温度范围内操作会产生回火脆化,另外铬钼钢又是强度高、淬硬倾向大,易产生氢致裂纹的钢种。
为了解决回火脆性和氢致裂纹敏感性问题,工程上采取控制钢材的化学成分,提高冲击韧性要求,并在制造过程中对焊接、热处理、检验等提出了相应的一系列特殊要求。
据此,本文就铬钼钢的特征和使用中的要求、检查项目和注意事项做一简要介绍。
1铬钼钢的特征铬钼钢具有优异的抗氢腐蚀性能和耐高温氧化能力,在高温高压临氢环境中得到广泛应用。
1.1耐热性铬钼钢含有热稳定性能和强碳化物形成元素Cr、Mo、V,可提高渗碳体的分解温度,防止高温下片状渗碳体的球化与石墨化,因而铬钼钢具有较好的抵抗高温氧化的能力,在中、高温条件下金相组织稳定,不会产生石墨化倾向,并且具有较高的高温持久强度和蠕变极限。
1.2抗氢腐蚀金属材料因吸收氢而导致塑性降低、性能恶化,导致多种形式的材料失效,如氢鼓泡、氢致脆性开裂、高温氢腐蚀等。
压强增加,有利于氢气在钢材中溶解,而温度的升高则增加氢气在钢中的扩散速度及脱碳反应速度,因此钢材氢腐蚀的速度随压强和温度的升高而加快。
抗氢钢均是含有一定量的铬和钼的钢种,抗氢性能随钢中铬钼含量的增加而提高。
在低碳合金钢中的铬主要存在于渗碳体中,溶于渗碳体中的铬,提高了碳化物的热力稳定性,阻止了碳化物的分解,并减弱了碳在铁素体中的扩散作用,从而可提高钢材的抗氢腐蚀能力。
钼对铁素体有固溶强化作用,同时也能提高碳化物的稳定性。
钼在钢中形成特殊的碳化物,从而改善在高温高压下抗氢腐蚀的能力。
铬钼钢主要是防止高温氢腐蚀。
锻焊结构铬钼钢制反应器产品质量分级标准研制

112标 准 科 学 2024年5期锻焊结构铬钼钢制反应器产品质量分级标准研制吕 铮(中国特种设备检测研究院)摘 要:基于锻焊结构铬钼钢制反应器产品质量分级标准的制定与创新需求,通过对影响锻焊结构铬钼钢制反应器本质安全的关键因素进行分析,得出了标准性能测试指标的设置思路,以现行国家标准、行业标准为基础,结合多年来检验实践积累的数据库,创新性设置了性能测试指标及其量化分级范围,并对标准的可操作性进行了分析。
关键词:锻焊结构,铬钼钢,反应器,性能测试,质量分级DOI编码:10.3969/j.issn.1674-5698.2024.05.018Development of Quality Grading Standard for Cr-Mo Steel ForgeWelding ReactorLYU Zheng(China Special Equipment Inspection & Research Institute )Abstract: Based on the development and innovative needs of the quality grading standard for cr-mo steel forge welding reactor, this paper analyzes the key factors affecting the intrinsic safety of the reactors, and derives the ideas of setting the standard performance test indicators. Based on the current national and sectoral standards, combined with databases accumulated over many years of inspection practice, it innovatively sets performance testing indicators and their quantitative grading ranges, and explains the operability of the standard.Keywords: forge welding reactor, cr-mo steel, reactor, performance testing, quality grading作者简介:吕铮,本科,助理工程师,研究方向为承压类特种设备检验检测、产品质量分级评价技术服务与管理。
铬钼钢压力容器设计制造中的几个问题

增强钢的强度和韧性
碳(C)
增加钢的强度和硬度
力学性能
高强度
铬钼钢具有较高的抗拉强度和屈服强度
韧性好
在冲击和振动条件下仍能保持较好的韧性
良好的塑性
易于进行压力加工和成形
压力容器概述
压力容器定义
压力容器是一种能够承受一定压力的 密闭设备,广泛应用于工业生产中。
压力容器分类
压力容器设计制造要求
压力容器的设计制造需要满足一系列 标准和规范,以确保其安全性和可靠 性。
根据用途、结构形式、材料等不同, 压力容器可分为多种类型。
02
铬钼钢材料特性
化学成分
铬(Cr)
提高钢的硬度和耐腐蚀性
铬钼钢压力容器设计制造中 的几个问题
汇报人:文小库 20材料特性 • 设计过程中的问题 • 制造过程中的问题 • 使用过程中的问题 • 结论与展望
01
引言
目的和背景
目的
探讨铬钼钢压力容器设计制造中的几个问题,以提高压力容器的质量和安全性。
背景
压力容器广泛应用于石油、化工、医药等领域,其设计制造涉及到材料选择、结 构设计、制造工艺等多个方面。铬钼钢作为一种常用的压力容器材料,具有优良 的机械性能和耐腐蚀性,但在设计制造过程中仍存在一些问题需要关注。
铬钼耐热钢管道焊接作业指导书

铬钼耐热钢管道焊接作业指导书1、总则为了加强企业的基础性技术管理工作,不断提高企业的技术管理水平,规范铬钼耐热钢焊接的施工工艺、质量标准、安全注意事项等内容,特编写此作业指导书。
本焊接作业指导书适用于铬钼耐热钢管道的焊接施工。
管道材质为铬钼耐热钢及其与碳素钢(c<0.3%), 铬钼奥氏体钢组成的焊接接头。
焊接方法为手工电弧焊和手工钨极氩弧焊。
本焊接作业指导书编制依据的标准GB50235-97《工业金属管道工程施工及验收规范》GB50236-98《现场设备、工业管道焊接工程施工及验收规范》SH3501-2002《石油化工有毒,可燃介质管道工程施工及验收规范》SHJ520-91《石油化工工程铬钼耐热钢管道焊接技术规程》JB4708-2000《钢制压力容器焊接工艺评定》《锅炉压力容器压力管道焊工考试与管理规则》GB3323-87《钢熔化焊对接接头射线照相和质量分级》JB4730-94《钢制压力容器无损检测》中油吉林化建相关焊接工艺评定2、材料要求2.1管材、管件应经由工艺技术员、检查员供应部门等按设计规定的规范进行相应的检验合格并按项目部的统一规定涂上可区别材质的色标后方可使用。
2.2焊接材料焊接材料的选择应根据被焊管材的化学成份力学性能以及使用和施焊条件综合考虑.2.2.1焊接材料的选择原则规定如下:2.1.1.1 一般应选用被焊管材化学成分相当的焊接材料2.1.1.2 焊缝金属的强度值应不低于管材标准值的下限2.2.2当管道温度低于425℃时,且因现场施工条件限制难于进行焊后热处理时,经设计单位同意,可选用高铬镍(25%Cr-13%Ni以上)奥氏体焊接材料进行焊接,焊后不进行热处理。
2.2.3由铬钼钢组成的异种钢焊接接头焊接材料的选用一般应符合下列规定:2.2.3.1铬钼钢与碳素钢或不同的钢号的铬钼钢之间组成的焊接接头,可按合金含量较低一侧的钢材选用焊接材料。
2.2.3.2铬钼钢与奥氏体钢组成的焊接接头,且工作温度低于425℃时,应选用25%Cr-13%Ni以上的奥氏体焊接材料;当工作温度高于425℃时,应选用镍基焊接材料。
浅谈铬钼钢管焊口背面跟踪保护焊技术

178
2019年第7期
科学管理
焊接 方法 GTAW SMAW SMAW
层次
1 2 3
焊接材料
H1Cr5Mo R507.2
表1 焊接工艺参数详
焊接 电流
焊接 速度
90-110
8-11cm/min
90-100
10-12cm/min
100-110 11-14cm/min
对于铬钼钢管道焊接,为了避免管内被焊接高温 氧化造成合金元素烧损,以及保证打底焊时单面焊双 面成型焊缝质量,防止焊缝氧化,焊接时必须采用管 内充氩保护。根据现场施工操作环境情况以及焊接充 氩保护的原理,只要把氩气送到焊缝根部电弧部位, 氩气在焊缝处的覆盖浓度满足保护作用,就可达到预 期的焊接质量。
1 实施的背景
电源极性
直流正接 直流反接 直流反接
焊接气体流量
9-10L/min / /
保护气体流量
8-9L/min / /
6 应用效果
此方法多用于无法用内部充氩装置及管线的返 修。在炼油化工装置的检修、抢修过程中多次使用, 对本新型施工技术焊接质量进行了检验,焊缝外观符 合要求,焊缝表面渗透检测与射线探伤合格率100%, 焊口热处理后理化检验符合设计要求,现在装置运行 平稳。通过与常规方法焊接的对比,本新型施工技术 具有如下优点:
(4)焊前对坡口周围20mm油锈清理干净,露出金 属光泽。
5 焊接工艺
管道焊接工艺采用钨极氩弧焊打底,焊条电弧焊 填充盖面,背面采用铜管跟踪保护,单面焊双面成型 工艺。铬钼钢材料裂纹倾向大,需要焊工精心操作 , 且需一次连续焊完,组焊前应预热,通过预热可以降 低冷却速度,不易形成脆硬组织。在整个焊接过程中 应不低于预热温度,同时层间温度不得低于预热温度 应立即采取后热措施。选择合理的焊接速度、焊接参 数等,才可保证焊接质量。
容器大小口下料方法优化

容器大小口下料方法优化
张国军;段占军;潘治国;陈晓霞
【期刊名称】《石油化工设备》
【年(卷),期】2001(030)0z1
【摘要】传统容器制造中的大小口下料方法既麻烦又不精确。
通过建立大小口下料的数学模型和公式解决这个问题,并得到更精确的尺寸。
【总页数】2页(P98-99)
【作者】张国军;段占军;潘治国;陈晓霞
【作者单位】辽河油田油建一公司金属公司,;辽河油田油建一公司金属公司,;辽河油田油建一公司金属公司,;辽河油田,
【正文语种】中文
【中图分类】TQ053.206
【相关文献】
1.球形容器小口泄爆压力变化特性 [J], 周灿;王志荣;蒋军成
2.整数非线性规划方法优化下料问题 [J], 孙晓雅
3.铬钼钢制压力容器小口径弯头组件环缝不锈钢堆焊研究 [J], 马鸣;刘一斯;李春光
4.容器大小口下料方法优化 [J], 张国军;陈晓霞;等
5.基于锅炉产品小口径管下料自动线的设备改造 [J], 徐敏楠;齐鹏;李亮;王智颖因版权原因,仅展示原文概要,查看原文内容请购买。
铬钼耐热钢焊接工艺标准

铬钼耐热钢焊接工艺标准1 适用范围本工艺标准适用于铬钼耐热钢手工电弧焊、埋弧自动焊、手工钨极氩弧焊的焊接施工。
2 施工准备2.1 技术准备(施工标准、规范)2.1.1 《工业金属管道工程施工及验收规范》GB502352.1.2 《现场设备、工业管道焊接工程施工及验收规范》GB50236。
2.1.3 《石油化工剧毒、可燃介质管道工程施工及验收规范》SH35012.1.4 《石油化工工程铬钼耐热钢管道焊接技术规程》SH35202.1.5 《石油化工管式炉碳钢和铬钼钢炉管焊接技术条件》SH30852.1.6 《焊条质量管理规程》JB32232.1.7 《钢制压力容器》GB1502.1.8 《钢制压力容器焊接工艺评定》JB47082.1.9 《钢制压力容器焊接规程》JB/T47092.1.10 《压力容器无损检测》JB47302.2 作业人员注:焊工合格证考核按《锅炉压力容器压力管道焊工考试与管理规侧》和《现场设备、工业管道焊接工程施工及验收规范》GB50236第5条进行考试2.3 材料检查验收2.3.1 工程材料2.3.1.1 焊接工程所采用的材料,应符合设计文件的规定。
2.3.1.2 材料应具有出厂合格证和质量证明书。
其检验项目及技术要求标准应符合国家标准或行业标准。
2.3.1.3 材料入库前应核对材料牌号和质量证明书。
并按相应国家标准或行业标准进行检查和验收2.3.1.4 国外材料应符合合同规定的材料标准,并按相应材料标准进行复验。
2.3.1.5 施工前应对所用材料进行外观检查,其表面不得有裂纹、气泡、缩孔、重皮、折叠等缺陷,否则应进行消除,消除深度不应超过材料的负偏差。
2.3.1.6 合金钢管道、管件、阀门应按规定进行光谱检验2.3.2 焊接材料2.3.2.1 焊条应符合国家现行的《低合金钢焊条》GB5118标准,《不锈钢焊条》GB983标准。
2.3.2.2 焊丝应符合国家现行的《焊接用钢丝》GB1300,焊剂应符合国家现行规范标准。
铬钼钢管道焊接施工方案.

1.工程简介1.1工程概况浙江华联三鑫2×60万吨/年PTA装置由中石化工程建设公司负责施工图及配套工程的设计。
该工程铬钼工艺管线的施工范围主要集中在装置部分的工艺空压机单元(A区)的安装,共有5条工艺管线,总延长米为61.8M,阀门17只,焊道722英寸。
管线材质为A335 GR.P11(进口),最大管径为DN300,最大管壁厚47mm,最高设计温度550℃,最高设计压力16MPa。
1.2工程特点1.2工程特点1.2.1 A335 GR.P11钢属于低合金耐热钢,采用珠光体焊条焊接易产生延迟裂纹。
1.2.2焊缝组对必须预热、后热,管壁较厚(最大为47mm),难度大。
1.2.3热处理后硬度要求较高,给热处理保温和参数控制都增加了很大难度。
1.2.5管道安装质量要求高,与设备连接部分必须做到无应力安装。
1.2.6对文明施工及现场防护要求高,现场安装应做好对管道本身的防护,应在专门的场地进行预制,并做好防风、防雨措施。
1.3主要实物量主要工程实物量:表一2.编制依据及施工验收规范2.1 编制依据2.1.1中国石化工程建设公司设计的管线施工图纸、安装说明书。
2.1.2《仪征化纤股份有限公司年产45万吨PTA主装置安装工程质量计划/施工组织设计》.2.2 施工验收规范2.2.1压力管道安全管理与监察规定劳部发(1996)140号2.2.2石油化工工程铬钼耐热钢管道焊接技术规程SHJ3520-1991 2.2.3石油化工有毒、可燃介质管道施工及验收规范SH3501-97 2.2.4工业金属管道工程施工及验收规范GB50235-97 2.2.5现场设备、工业管道焊接工程施工及验收规范GB50236-98 2.2.6压力容器无损检测JB4730-94 2.2.7工业金属管道工程质量检验评定标准GB50184-933.铬钼钢管施工工艺及技术要求3.1 施工工艺程序施工准备、原材料检验→下料→坡口加工→焊材烘烤、清理→焊件组对→预热、点焊→预热(伴热)焊接→焊后后热→外观检验→热处理→RT(UT)及硬度检查→焊缝返修、热处理及再次检验→管线试压→管线吹扫→系统气密。
铬钼合金钢管道焊接技术和焊后热处理技术

铬钼合金钢管道焊接技术和焊后热处理技术摘要:铬钼合金钢主要是将合金元素添加,将高温蠕变的强度提高。
当前铬钼合金钢管道焊接施工的过程中,往往采取严格的焊接工艺对铬钼合金钢管道进行焊接,从而保证该类合金钢焊接质量。
目前,在对铬钼合金钢管道进行焊接时,更加注重钢材在常温和高温情况下所具有的蠕变强度、持久强度以及抗腐蚀性。
关键词:铬钼合金钢;管道焊接;焊后热处理;技术1.铬钼合金钢的特点铬钼合金钢的种类比较繁多,不过常见的就只有低铬钼合金钢、中铬钼合金钢和高铬钼合金钢三种。
因此,对于铬钼合金钢的特点这一问题,我们可以从低铬钼合金钢的特点、中铬钼合金钢的特点和高铬钼合金钢的特点三个角度进行说明。
1.1低铬钼合金钢的特点低铬钼合金钢的低主要是从其所含有的铬、钼合金元素来说的。
与其它两种铬钼合金钢相比,低铬钼合金钢所含有的铬、钼合金元素比较少。
除此之外,低铬钼合金钢还具有低腐蚀性、低耐蚀性、低高温强度、价格便宜、材料韧性优等特点,因此,通常情况下,低铬钼合金钢在温度不太高的环境下应用得比较多。
1.2中铬钼合金钢的特点由于中铬钼合金钢所含有的铬、钼合金元素介于低铬钼合金钢和高铬钼合金钢之间,所以其耐温性、耐蚀性、价格、耐高温强度等也处于低铬钼合金钢和高铬钼合金钢之间。
正是由于中铬钼合金钢的这种不明显和突出的特点,所以其在实际工程中的应用并不是太多。
有些工程或许直接选用低铬钼合金钢,这样可以降低成本,或者就直接采用高铬钼合金钢,以更好的满足要求。
1.3高铬钼合金钢的特点与低铬钼合金钢和中铬钼合金钢相比,高铬钼合金钢的耐蚀性、耐温性水平均更高,不过其耐高温强度却并不高,所以,高铬钼合金钢在工程中常被用作耐高温腐蚀的材料。
在高铬钼合金钢中,P5材料常常代替中合金铬钼钢起到一种承上启下的作用。
2铬钼合金管道施工准备2.1管件材料检验材料在使用前应核对其材质、牌号和规格,进行外观质量检查,并符合下列要求:表面不得有裂纹、折叠、发纹、夹层、结疤等缺陷;表面锈蚀、凹陷划痕及其他机械损伤的深度不应超过相应产品标准允许的厚度负偏差;有符合相关的色标管理规定。
压力容器设计工程师培训教程(2005版)

图书名称:
压力容器设计工程师培训教程
(2005)
图书价格:
196.0 优惠价:180元 主编:
李世玉 发行单位:
中国锅炉压力容器安全杂志社
图书简介: 压力容器设计人员学习培训及考核取证专用教材,从事压力容器工作的工程技术人员和高校过程装备专业师生作为参考书。
本教程不仅全面阐述了压力容器设计专业所需要的专业知识和相关基础,而且介绍了有关技术领域的最新进展,充分体现了基础理论与技术实践相结合、标准法规与工程经验相结合的原则。
本教程也包含了作者对压力容器法规和标准的分析、解释和说明,
可
供参考。
总目录:
第一章压力容器概念
第二章压力容器设计工作
第三章压力容器法规和标准
第四章压力容器设计基础
第五章材料基础知识
第六章压力容器用材料
第七章工程力学基础知识
第八章内压元件——圆筒和球壳
第九章外压元件——圆筒、球壳和锥壳第十章受压元件——封头
第十一章开孔和开孔补强
第十二章法兰连接
第十三章波形膨胀节
第十四章超压泄放装置
第十五章压力容器制造——下料、成形第十六章压力容器制造——焊接
第十七章压力容器制造——热处理
第十八章压力容器制造——无损检测第十九章压力容器制造——试验、验收第二十章低温压力容器
第二十一章铬钼钢制压力容器
第二十二章卧室压力容器
第二十三章塔式压力容器
第二十四章球形储罐
第二十五章管壳式换热器
第二十六章换热管强度计算
附录A 立式圆筒形储罐。
铬钼钢

CrMo钢系低合金耐热钢,在室温及高温下具有较好机械性能及抗氢性能。
钢中主要的合金元素有钼、铬、钒、硅、硼等。
钼是热强钢中非常重要的合金元素,它显著提高钢的热强性能,在高温时保持足够的强度,并能细化晶粒,防止钢的过热倾向,但是,仅含钼的钢长期处于高温下,碳会聚集成石墨析出,使性能恶化。
为消除这种倾向,钢中常同时加入元素铬。
铬加入钢中,还能提高热强性能、高温抗氧化性能及耐腐蚀性能。
这是由于铬能在钢的表面形成一层致密的附着性很强的氧化膜,从而防止内部金属被继续氧化或腐蚀。
钢中含铬量越高,则氧化膜越致密,抗氧化和抗腐蚀性能也就越好。
低合金耐热钢的含碳量在0.20%以下,组织主要是珠光体加少量的铁素体,大多在正火状态下交货使用。
焊接后应在比使用温度至少高100的温度下回火。
我国常用铬钼钢有30CrMo(500℃)、35CrMo(525℃)、15CrMo(550℃)、12Cr2Mo1(575℃)、1Cr5Mo(600℃)等。
注:括号内的温度是指使用温度上限钼钢阀门由于其特殊的优质性能,常常被用于一些耐高温、耐高压的工程工况场合。
冲击的吸收性能好,锤子砸上去会与反弹感,无法进行暴力破坏,高温加工性好,加工后美观,广泛用于石油、化工、火力电站等各种工况的管路上,切断或接通介质。
适用介质为:水、蒸汽等。
阀门具有上密封结构,保证阀门开启运行时不经阀杆外漏。
铬钼钢是铬、钼的合金。
它的性能如下:1.淬火性好,可进行深度淬火,而不是市面上防锯形锁的表面淬火2.对回火脆性倾向少3.高温加工性好,加工后美观4.熔接性好5.冲击的吸收性能好,锤子砸上去会与反弹感,无法进行暴力破坏铬钼钢的优点(1).加工性好(2).冲击的吸收性能好(3).焊接容易元素符号:Cr-Mo由于其特殊的优质性能,常常被用于制造一些耐高温、耐高压的阀门和压力容器,如铬钼钢安全阀、铬钼刚闸阀等42CrMo的焊接性能不好,加热300以上,保温焊。
焊后退火处理。
铬钼钢
CrMo钢系低合金耐热钢,在室温及高温下具有较好机械性能及抗氢性能。
钢中主要的合金元素有钼、铬、钒、硅、硼等。
钼是热强钢中非常重要的合金元素,它显著提高钢的热强性能,在高温时保持足够的强度,并能细化晶粒,防止钢的过热倾向,但是,仅含钼的钢长期处于高温下,碳会聚集成石墨析出,使性能恶化。
为消除这种倾向,钢中常同时加入元素铬。
铬加入钢中,还能提高热强性能、高温抗氧化性能及耐腐蚀性能。
这是由于铬能在钢的表面形成一层致密的附着性很强的氧化膜,从而防止内部金属被继续氧化或腐蚀。
钢中含铬量越高,则氧化膜越致密,抗氧化和抗腐蚀性能也就越好。
低合金耐热钢的含碳量在0.20%以下,组织主要是珠光体加少量的铁素体,大多在正火状态下交货使用。
焊接后应在比使用温度至少高100的温度下回火。
我国常用铬钼钢有30CrMo(500℃)、35CrMo(525℃)、15CrMo(550℃)、12Cr2Mo1(575℃)、1Cr5Mo(600℃)等。
注:括号内的温度是指使用温度上限钼钢阀门由于其特殊的优质性能,常常被用于一些耐高温、耐高压的工程工况场合。
冲击的吸收性能好,锤子砸上去会与反弹感,无法进行暴力破坏,高温加工性好,加工后美观,广泛用于石油、化工、火力电站等各种工况的管路上,切断或接通介质。
适用介质为:水、蒸汽等。
阀门具有上密封结构,保证阀门开启运行时不经阀杆外漏。
铬钼钢是铬、钼的合金。
它的性能如下:1.淬火性好,可进行深度淬火,而不是市面上防锯形锁的表面淬火2.对回火脆性倾向少3.高温加工性好,加工后美观4.熔接性好5.冲击的吸收性能好,锤子砸上去会与反弹感,无法进行暴力破坏铬钼钢的优点(1).加工性好(2).冲击的吸收性能好(3).焊接容易元素符号:Cr-Mo由于其特殊的优质性能,常常被用于制造一些耐高温、耐高压的阀门和压力容器,如铬钼钢安全阀、铬钼刚闸阀等42CrMo的焊接性能不好,加热300以上,保温焊。
焊后退火处理。
浅谈铬钼钢压力容器的设计、制造与检验

1 . 抗 氧 化 性 2
22 附 件 连接 . 所 有 器 壁 相焊 的 附件 ( 压 件 与 非 受 压 件 )均 希 望 采 用 双 面 全 焊 受 ,
科技信息
0科教 前沿 0
S INC C E E&T C N L YIF R E H O OG O MATO N IN
21 0 1年
第1 7期
浅谈铬钼钢压力容器的设计、 制造与检验
张 宝 坤 ( 夏宝塔 石化 设计 院 宁夏 宁
银 川 7 0 0 ) 5 0 1
【 摘 要 】 文 就铬 钼钢 的 主要 特 性 , 器 的 结 构 设 计 过 程 中的 注 意 事 项 , 造 过 程 中的 检 测 和 热 处 理 , 本 容 制 以及 铬 钼 钢 的 最 新进 展 简要 介 绍 提 出 了只 有 了解 铬钼 钢 的特 性 , 能真 正 处理 好 现 实 中遇 到 的 问题 。 才 【 键 词 】 钼钢 ; 性 ; 处理 ; 造 ; 测 关 铬 特 热 制 检
透 结 构 , 要求 焊 完 一 面后 , 另 一 面清 除 焊 根 , 磁 粉 检 测 合 格 后 再 并 从 经
完 成 另一 面焊 接 , 对 焊 缝 进 行 超 声 或 磁 粉 检 测 。 而 像 贴 补 强 板 那 样 并 金 属 材 料 因 吸 收 氢 而 导 致 塑 性 降 低 、性 能 恶 化 的现 象 称 为 氢 损 在 容 器 壁 上 贴 一 块 钢 板 , 边 采 用 角 焊 缝 连 接 的结 构 . 不 可 取 的。 周 是 伤 , 可 以称 为 氧 脆 。 酸 洗 、 也 电解 或腐 蚀 反 应 产 生 的 氢 , 属 凝 固 后 内 金 2 3 裙 座 ( 座 ) 器 壁 的 连 接 支 与 部 残 存 的 氢 , 及 介 质 环 境 中 的 氧都 可能 被 材 料 吸 收 而 扩 散 至 内 部 引 以 当立 式 容 器 直 径 小 、 度 低 、 量 轻 时 常 采 用 支 耳 支 撑 结 构 , 时 高 质 此 起 氢 脆 。 损 伤 可 以 导 致 多种 形 式 的材 料 失 效 , 氢 鼓 泡 、 致 脆 性 开 氢 如 氢 需 注 意 不 能 选 用 带 有 垫 板 的 支 耳 , 则会 出 现 与前 面 所述 的 采 用 补 强 否 裂 、 温氢腐蚀等。 高 板 补 强 结 构 同样 的 弊 端 筋 板 与 器 壁 的焊 接 应 采 用 开 坡 口全 焊 透 结 对 于石 化 行业 中 的 临氢 容 器 , 用 铬 钼 钢 主 要 是 为 1 止 高 温 氢 选 广防 构 。 当选 用 裙 式 支 座 时联 接 处 的一 段 裙 座 材 质 应 与壳 体 相 同 . 长 度 且 腐蚀。 不 能 小 于 5 0 m, 同样 不 能 选 用 与 器 壁 角 接 或 搭 接 连 接 结 构 , 0r 也 a 而应 13 回火 脆 性 _ 采 用 对 接 结 构 . 避 免层 下裂 纹 和无 法 检 测 内部 缺 陷 的弊 病 。 当容 器 以 这 里所 谈 的 回火 脆 性 是 指 钢 材 长期 在 某 一 温 度 范 围 内 操 作 而产 温度较高 , 联接 处 刚性 较 大 时 , 应 采 用 热 箱 结 构 , 还 以降 低 联 接 处 由于 生 的 冲 击韧 性 下 降 ( 脆 转 变 温 度 升 高 ) 象 。 韧 现 过 大 的 温度 梯度 而 引起 的温 差 应 力 , 图 2 3 】 示 。 如 —一 所 1 . C— _ 1 r Mo钢 的 回火 脆 性 发生 在 3 0 5 5 C 温 度 范 围 内 .接 近 3 7 ℃~ 9 。 的 这个 温 度 范 围 的上 限 时 , 化 速 度 高 , 近 这个 温 度 下 限 时 , 化 发 展 脆 接 脆 缓 慢 。 油 : 中的 加 氢 反 应 器 等 临 氢 压力 容 器 就 正 好 长期 操 作 在2 1 1 接 管 补 强 ~ —
铬钼钢压力容器设计制造中的几个问题

焊接和组装
总结词
高质量、低变形、高效率
详细描述
焊接和组装是压力容器制造的关键环节之一。为确保 高质量的焊接效果,需选用合适的焊接材料和方法, 并进行充分的焊前准备和焊后处理。同时,为降低焊 接过程中可能引起的变形,需采用刚性固定或反变形 等措施。为提高生产效率,还需采用自动化焊接或机 器人焊接技术。在组装过程中,应确保各部件的位置 和组装精度,以避免容器在使用过程中出现泄漏或其 他故障。
铬钼钢压力容器设计 制造中的几个问题
汇报人: 日期:
目录
• 材料选择与性能 • 设计考虑因素 • 制造工艺与方法 • 质量控制与检验 • 安全使用与维护 • 案例分析与应用
CHAPTER 01
材料选择与性能
铬钼钢的特点
铬钼钢是一种高强度、高韧性的合金钢,具有优良的综合机 械性能和耐腐蚀性。
铬钼钢在高温下具有较好的热稳定性和抗氧化性,能够满足 压力容器设计制造的严格要求。
材料的物理和机械性能
铬钼钢具有高密度、高强度、高硬度、良好的耐磨性和抗 疲劳性等特点。
在低温环境下,铬钼钢具有良好的韧性,可以防止脆性断 裂。
材料的耐腐蚀性和高温性能
铬钼钢在氧化性介质和酸性环境中具有良好的耐腐蚀性。
在高温环境下,铬钼钢的抗氧化性能和热稳定性较好,可以满足不同温度条件下 的压力容器设计制造要求。
产品的质量检验与验收
无损检测
对铬钼钢压力容器进行无损检测 ,确保容器内部和表面的质量符
合要求。
外观检测
对铬钼钢压力容器的外观进行检 测,包括焊缝、表面平整度、防 腐层等,确保容器外观质量合格
。
压力试验
对铬钼钢压力容器进行压力试验 ,检测容器的密封性能和强度, 确保容器在额定工作压力下运行
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铬钼钢制压力容器小口径弯头组件环缝不锈钢堆焊研究马鸣,刘一斯,李春光(哈尔滨锅炉厂有限责任公司,黑龙江哈尔滨150046)摘要:小口径90ʎ弯头组件内壁的不锈钢堆焊是铬钼钢制压力容器的制造难点和关键工序之一。
通过研究产品结构设计特点和技术要求,自主研发专用工艺装备并充分利用现有焊接设备与之协调配合进行调试及堆焊工艺研究,同时经过专业的焊工培训及练习,最终成功实现了该产品不锈钢堆焊,焊缝无损检测合格率达100%。
此项小口径弯头组件不锈钢堆焊工艺研究的成功将为公司类似产品顺利制造提供有效的技术支持和保障。
关键词:铬钼钢;弯头堆焊;不锈钢;工艺装备中图分类号:TG422文献标识码:B文章编号:CN23-1249(2017)01-0056-04Circumferential weld stainless -steel cladding proceduretechnology research of small -bore elbow subassembly for high -pressure vessel made of Cr -Mo steelMa Ming ,Liu Yisi ,Li Chunguang(Harbin Boiler Co.,Ltd.,Harbin 150046,China )Abstract :The stainless -steel cladding of inner wall about small -bore elbow subassembly is one of the difficulties in the fabrication and the key point of the technology working procedure for high -pressure vessel made of Cr -Mo steel.By means of conducting an investigation in the structural characteristics of this product and technical procedure ,and researching and developing independent-ly for technical equipment measures and tools by making full use of existing welding equipment for debugging and researching into cladding technology ,meanwhile ,after professional the training and practice of welders ,the acceptable results of product stainless steel cladding has been achieved suc-cessfully ,thus the eligible rate of weld pass was 100%.The successful achievement in research for the stainless -steel cladding of inner wall about small -bore elbow subassembly is expected to pro-vide effective technical support and guarantee service in order to achieve similar products manufac-tured favourably for company.Key words :Cr -Mo steel ;elbow cladding ;stainless -steel ;procedure furnishing收稿日期:2016-09-28作者简介:马鸣(1983-),男,工程师,2007年毕业于沈阳理工大学,从事锅炉及压力容器的焊接工艺工作。
0引言某项目Cr -Mo 钢制压力容器,需在高温、高压、临氢及硫化氢等腐蚀的苛刻环境下运行,故该产品设计要求基层材料对扩散氢含量有严格的限制,并且在与介质接触的内壁上全部堆焊不锈钢材料[1]。
此产品在上、下半球形封头上各设计有1个小口径90ʎ弯头组件,弯头材质为2.25Cr -第1期锅炉制造No.12017年1月BOILERMANUFACTURINGJan.20171Mo ,公称直径(DN )为150mm ,内径(Di )为Φ145mm ,壁厚(δ)为30mm ,弯曲半径(R)329mm ,其内壁需堆焊不锈钢材料。
如何实现此组件的制造是该产品制造难点和关键工序之一。
1弯头成形方式目前这类弯头部件共有3种成形方式[2]:1)采用“三等分-各自堆焊-再组焊及堆焊”的传统制造工艺。
现如今此工艺方法仍在广泛使用,其优点是所需设备简单、制造成本较低,缺点是工序复杂、繁琐、制造周期长、手工堆焊工作量较大且有一定的操作难度。
2)研发弯制工艺。
即先堆焊直管再弯制成90ʎ弯头,即“先焊后弯”,其优点是制造过程需要的设备简单,而缺点是成形过程要求严格控制制造工艺,尤其是如何保证堆焊层在经过高温成形、正火(或淬火)、回火和去应力退火热处理后,堆焊层的贴合率、抗晶间腐蚀性能及弯头基本的力学性能还能满足技术条件的要求。
目前,仅有国外具有“先焊后弯”的成熟技术,但单件成品造价高、制造周期长,而国内的同类制造技术相对还不成熟,存在一定的加工风险,以上情况均不利于对产品的制造成本控制。
3)开发专用的焊接设备直接对弯头进行整体堆焊。
即“先弯后焊”,其优点是较容易保证堆焊层的性能,缺点是焊机往往结构复杂、造价高、采购周期长且需要对每种弯头专门设计特制机头,焊机研发通常需要投入大量资金和技术,而且管直径太小时,不利于返修补焊,故通常仅适用于DN ≥200mm ,尺寸变化不大且可批量生产的大口径90ʎ弯头情况。
由于首次焊接此类部件,综合考虑产品制造成本控制和产品交货期等因素,最终选择方法1)制造此类弯头,其工序流程如图1所示。
另外,为验证该工艺方案的可行性以确保能够满足产品制造质量,专程进行产前模拟件工艺试验,同时针对方案1)的不足之处进行研究,尝试利用现有设备及工具工装开发方面对其进行优化和改进。
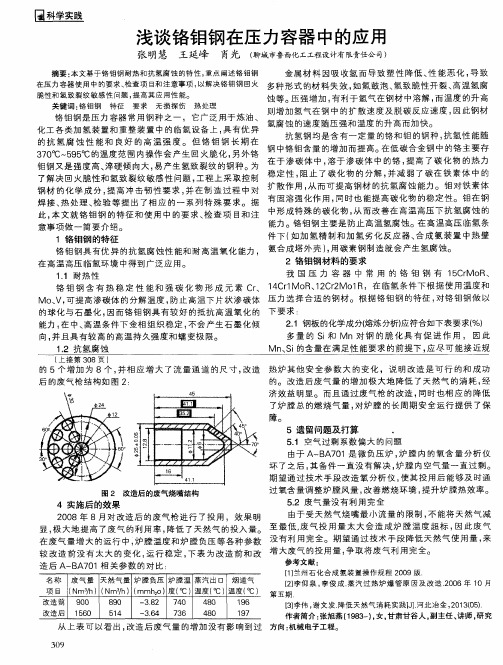
90°弯头3等分30°弯头单节堆焊内壁焊妥基材外环缝焊妥不锈钢内环缝图190ʎ弯头组件制造工艺流程图230ʎ弯头内壁堆焊过程单节30ʎ弯头内壁两端各保留一段基材,以方便后续环缝的焊接,其他区域则全部采用数控热丝TIG 堆焊设备整体堆焊成形,见图2和图3所示。
图230ʎ弯头内壁堆焊层图330ʎ弯头堆焊层检测390ʎ弯头内壁堆焊制造难度综合产品结构特点、材料的性能、产品制造热循环过程以及焊接、加工、无损检验及修磨、补焊的便捷性,对于上、下部的90ʎ弯头组件,拟采用图4 5的逆时针方向依次进行焊接,但还要解决以下几点难题:B2B2B2B2B2F3F3F3F3F3①②③④⑤图4上部弯头组件装焊顺序1)由于此90ʎ弯头组件设计成空间曲面结构并且明确规定不允许在工件表面焊接拉筋固定,所以当依次焊接图4中① ⑤和图5中① ⑥的外·75·第1期马鸣,等:铬钼钢制压力容器小口径弯头组件环缝不锈钢堆焊研究环缝时,其焊接位置不断发生变化且工件的重心不断偏移,仅靠手工调整很难实现这一组件的焊接。
B2B2B2B2B2F3F3F3F3F3①②③④⑤⑥F3B3图5下部弯头组件装焊顺序2)对于弯头部位如图6所示,由于空间狭小,只能采用手工焊方法堆焊内环缝不锈钢材料,但对于弯头短边区域尤其是考即按施焊操作者一侧的焊接区域(箭头处),肉眼不易观察清楚,实际存在大面积盲焊区域,容易造成焊道成形不良、未熔合和气孔等缺陷,并通过后续的弯头模拟件试验验证了这一现象的存在。
长边短边图6弯头内环缝不锈钢堆焊3)通过弯头模拟件试验还发现,当选择采用SMAW 直接堆焊图7所示部位时,存在焊条可达性不好、电弧偏吹严重的问题,而通过采取措施将焊条折弯后再施焊,虽在一定程度上改善焊缝成形不良并减少气孔、未熔合等缺陷的产生几率,但依然存在盲焊区域,并且焊条折弯处经常出现药皮脱落现象,折弯后的焊条可焊有效长度大大减少,存在焊条利用率较低的现象。
随着焊条不断消耗,操作者的手腕和焊钳逐渐深入到弯管内部,遮挡操作者视线,不利于观察焊道;另外,由于焊条自身长度有限,无法实现环缝焊接的连续性,整圈起停弧次数较多,堆焊效率低,不易填满弧坑,缺陷产生几率和清理打磨工作量增加,为避免产生缺陷,几乎是焊一道,磨一道;而由于弯头口径太小并且环缝位置距端口较远,故常规的M -GTAW 和FCAW 都不适用。
图7弯头模拟件堆焊试验4对策与解决方案针对以上存在的问题,制定相应对策与解决方案:1)为满足弯头组件各段装焊后的同心度并能调整施焊位置,研究设计一套专用工装卡具与焊接变位机联合使用,此工装既能使小口径弯头环缝变位,同时能将工件待焊部位中心与变位机中心同轴,确保外坡口基材环缝焊接以及内环缝不锈钢堆焊都能实现平焊,再利用变位机控制工件自动旋转,彻底消除盲焊区域,有效降低焊工操作难。
2)研发一种特制气保焊焊枪,实现工件内环缝不锈钢堆焊的连续焊接。
其特点是采用FCAW 堆焊时,利用枪体特制尺寸及自身鹅颈结构可使焊接操作可达性好,焊工视野观察清晰(见图8),并利用自制固定工装保证该环缝连续、稳定焊接,大大提高了焊接效率;另外,针对焊接工艺和焊接操作要点进行反复训练,在保证产品焊接质量的前提下,提高内环缝堆焊效率,使该弯头环缝堆焊操作更加容易,工序更加简化。
2#1#3#不锈钢堆焊层基材焊接方向图8开发特殊焊枪的工作原理3)使用小口径管专用微型打磨工具,去除堆焊层的飞溅、焊渣和修磨平滑压道搭接部位,最大程度保证堆焊层表面质量。
·85·锅炉制造总第261期5结论随后经对弯头模拟件其中的2条环缝进行验证性试验,环缝堆焊层经100%PT+100%RT(附加)检测合格,标志着采用FCAW堆焊弯头环缝不锈钢工艺研究的可行性,将该方案应用在正式产品后,所有焊缝的无损检测均检验合格。
此项研究成功的关键在于弯管堆焊工艺制定的合理性,以及相关工具、工装的设计开发的实用性,此项工艺打破常规而成为一种新型的小口径弯头堆焊工艺,掌握此项技术对于解决空间曲面结构部件堆焊不锈钢材料提供了一条新思路。
参考文献[1]白勇,等.加氢反应器弯管制造[J].石油化工设备,2001(5).[2]张圆磊.90ʎ弯头内壁整体堆焊[J].压力容器,2013(7).!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!" !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"行业信息哈锅问鼎中国工业“奥斯卡”12月11日,我国工业领域至高奖项———第四届中国工业大奖发布会在北京人民大会堂隆重举行,哈尔滨锅炉厂有限责任公司“燃用准东煤超(超)临界锅炉研制及工程应用示范项目”摘得中国工业大奖的桂冠,成为行业唯一获此殊荣的企业,再次登顶国内动力装备之巅。