汽车夹具
汽车车身零部件焊装夹具的特点和装配工艺
汽车车身零部件焊装夹具的特点和装配工艺汽车车身零部件焊装夹具的特点和装配工艺随着汽车工业的不断发展,汽车车身零部件的制造工艺也在不断地进步。
其中,焊接是汽车车身制造中最常用的一种连接方式。
对于焊接而言,焊接质量的高低直接影响着汽车的质量和出厂率。
因此,汽车车身零部件的焊接过程也需要借助专门的夹具来保证焊接质量。
本文将着重介绍汽车车身零部件焊装夹具的特点和装配工艺。
1. 特点汽车车身零部件焊装夹具是一种特殊设备,主要用于保持待焊接的零部件在正确的位置和立体关系,以确保焊接质量。
其特点如下:(1)高精度汽车车身零部件焊装夹具需要在零部件的定位、夹紧、支撑和转换等方面提供高精度的工作,以保证零部件的位置和立体关系的准确性。
(2)高稳定性为了保证焊接质量,夹具必须拥有质量可靠、结构稳定的特点。
这有助于保持零部件的位置和立体关系的稳定性,从而减少制造中的变形。
(3)高度自动化随着汽车工业的不断发展,车身零部件焊装需求不断增长,因此高度自动化的夹具设计越来越受到关注。
目前,自动化夹具已经成为焊接工艺中不可或缺的一部分。
(4)环保性传统的焊接工艺中会使用大量的化学电解污染物,对环境造成不必要的危害。
换句话说,汽车车身零部件焊装夹具应具有节能环保的特点。
2. 装配工艺汽车车身零部件焊装夹具的装配工艺在汽车制造中起着至关重要的作用。
其主要过程包括夹具设计、夹具制造和夹具试验三个阶段,下面一一介绍。
(1)夹具设计夹具设计是汽车车身零部件焊装夹具装配工艺的第一步。
在设计过程中,应考虑零件的特点,包括工件尺寸、形状、位置和不同焊接加工的要求。
(2)夹具制造夹具制造过程中需要注意各夹具部件的精度要求、夹具的材质和加工精度、接口尺寸以及各零部件之间的匹配精度。
此外,夹具还需要开展优化设计,以提供更加完美的闭环控制,从而充分实现自动化的生产流程。
(3)夹具试验夹具试验是确保汽车车身零部件焊装夹具在实际运用中能够完美执行其功能的最后一个步骤。
汽车连杆夹具设计(参考)
12
(3)绘制夹具总图 在绘制夹具草图的基 础上绘制夹具总图,标注尺寸和技术要求, 例如图1a中心孔中心线平行度要求为0.05mm, 而图1e中夹具钻套孔中心线平行度应达到 0.01mm。 (4)绘制零件图 对零件进行编号。
13
3、夹具设计中的几个重要问题 1)夹具设计的经济性分析 . 在零件的加工过程中,对于某一工序而 言,是否要使用夹具,使用什么类型的夹具, 以及在确定使用专用夹具的情况下应设计什 么样规格的夹具,这些问题在夹具设计前必 须加以认真的考虑。除了从保证加工质量的 角度考虑外,还应作经济性分析,以确保所 设计的夹具在经济上合理。
133夹具设计中的几个重要问题1夹具设计的经济性分析在零件的加工过程中对于某一工序而言是否要使用夹具使用什么类型的夹具以及在确定使用专用夹具的情况下应设计什么样规格的夹具这些问题在夹具设计前必须加以认真的考虑
汽车连杆夹具设计
1、夹具设计的基本要求 夹具设计的基本要求可以概括为以下五方面: 1)保证工件的加工精度。这是夹具设计最基本的要 求,其关键是正确地确定定位方案、夹紧方案、刀具导 向方式及合理制定夹具的技术要求,必要时要进行误差 分析与计算。 2)夹具总体方案应与生产纲领相适应。在大批量生 产时,应尽量采用各种快速、高效结构,以缩短辅助时 间,提高生产率:在中、小批量生产中,在满足夹具功 能的前提下,尽量使夹具结构简单、容易制造,以降低 制造成本。
9
10
4)确定其他装置和夹具体。为了保证加工 中工艺系统的刚度和减小加工中工件的变形, 应在靠近工件的加工部位增加辅助支承。夹具 体的设计应通盘考虑,使上述各部分通过夹具 体能有机地联系起来,形成一个完整的夹具。 此外,还应考虑夹具与机床的连接。因为是在 立式钻床上加工,本例夹具安装在工作台上可 直接用钻套找正并用压板固定,故只需在夹具 体上留出压板压紧的位置即可。又考虑到夹具 的刚度和安装的稳定性,夹具体底面设计成周 边接触的形式,参考图1e。
汽车工装夹具设计标准
工装夹具设计标准版次:OR目录一、底板1、夹具底板要求采用Q235-A板材和型材焊接而成,底板的焊缝采用非连续焊缝,焊缝高度为5mm,焊缝长度大于600mm采用间断焊,每条焊缝长度不小于125mm,焊缝总长度不小于焊接总长度的1/2;焊缝要求牢固,光滑平整,不允许有夹渣、气孔等缺陷,底板焊接后应经热处理退火消除应力;2、夹具的底板加工后的厚度为20~30mm;注意:为了方便运输,底板的宽度尺寸应小于2200 mm 底板周边的槽钢开口向外,中间加强用的槽钢间距不宜大于1000mm;3、长度尺寸L<1280mm,宽度尺寸B<500mm 或台面面积<0.64平方米,底板加工后的厚度为20mm,槽钢为10号槽钢;脚轮选用∶科顺4-4109-929-BRK4和4-4108-929承重1080公斤;4、长度尺寸1280≤L<1600mm,宽度尺寸500≤B<700mm 或0.64平方米<台面面积<1.12平方米,底板加工后的厚度为20mm,槽钢为14b号槽钢;脚轮选用∶科顺4-5109-929-BRK4和4-5108-929承重1360公斤;5、长度尺寸1600≤L<2000mm,宽度尺寸700≤B<800mm 或1.12平方米<台面面积<1.6平方米,底板加工后的厚度为25mm,槽钢为16号槽钢;脚轮选用∶科顺4-6109-929-BRK4和4-6108-929承重1640公斤或7-10609-979-BRK1和7-10608-979承重5448公斤;6、长度尺寸L>2000mm 或台面面积>1.6平方米,底板加工后的厚度为30mm,槽钢为20号槽钢;7、如果是旋转夹具,则底板采用60mm 60mm 5mm的方钢管;8、如果是涂胶架,则采用50mm 50mm 4mm的方钢管;9、底板的上表面即安装基准面的平面度为IT8级,表面粗糙度;10、底板的加工基准边基准边一般长60mm,宽5mm;设计布置图如下:11、底板上测量基准孔主要是三座标检测用设计形式如下:其中3-φ10H7的基准孔为通孔,3-φ30的沉头孔深2mm;加工时应随底板的安装基准面一次性加工而成;基准孔至少要三个,它的布置必须是非直线,而且形成的三角形的区域尽量大,应该布置在支撑块的支座形成的多边形的外部,同时应考虑三座标在夹具装配完成后检测探头的可接近性;12、底板的安装基准面上若需刻坐标网格线,坐标网格线的深度0.2 mm,宽度线距为100或200mm,并在刻线的两端刻上坐标号,坐标号应与汽车产品图上的坐标号相一致;根据客户需求13、底板上应最少有横竖各一条测量基准槽,其截面宽度为10 mm 、深度为5 mm、一边为直角的倒梯形槽当边长大于2米时应平行对称布置两条,间距一般为1米;根据客户需求设计图示如下:14、殊要求均采用级内六角螺钉;15、吊环螺钉:当夹具重量小于1吨时用M16;1~2吨时用M24;2吨以上用M30 底板上仅制孔,不装吊环螺钉;16、底板固定在地面的方式有可调式地脚螺钉;17、在任何情况下,采用的各种固定方式都不能引起设备的几何精度发生变化;18、在一些手动设备特殊的情况下,可以采用1个支撑的固定方式;19、对于底板尺寸小于1.2m 1.2m,需要使用3个支撑,并且足够保证固定;3个支撑的布置采取三角形,以保证设备的最佳稳定性;20、对于底板尺寸超过1.2m1.2m,选取支撑的规则如下:尺寸在1.2m和2m内————————————————— 4支撑尺寸在2m和4m内—————————————————— 6支撑三、支座优先选用“通用标准库”中的TOPZ0001/TOPZ0002/TOPZ0003、TOPZ1003/TOPZ2003各种高度的支承座或L形安装座或支承过渡座;四、基准球座及测量安装座1、优先选用“通用标准件库”中的TOPC0002/TOPR0002;2、基准球座至少要三个,应该布置在支撑块的支座形成的多边形的外部;它的布置必须是非直线,而且形成的三角形的区域尽量大;3、基准球座也不能布置在机器人焊钳或手工焊钳的运动轨迹上;4、测量安装座的布置应保证ROMER可接近,且不与焊钳,焊钳的吊挂装置等发生干涉,数量根据具体夹具形式来定;“通用标准件库”中备有ROMER的模型,可进行检测位置的模拟;5、在一些情况下, 如果夹具允许,测量球可直接布置在底板上如:包边设备,样架等;a)优先选用“通用标准件库”中的TOPD;b)调整垫的理论设计厚度和数量一般根据客户的需求而定;如神龙汽车有限公司焊接夹具一般要求一组调整垫的数量不能多于3片c)调整垫的常用规格为:、、、1、2、4、5mm;六、导向板1、使用导向板是为了防止放错工件小件 ,便于装件等;工件边缘与导向板之间的距离为2mm,导向板的调整范围为±5mm,工件刚好脱离定位销时,靠近导向板的工件边缘规定为导向板的弯曲位置;2、焊钳导向处的材料为铬锆铜CuCrlZr,同时要考虑焊钳导向板和支座之间的绝缘;即加绝缘垫和绝缘套筒等推荐板厚:最小16mm手持移动式焊点导向板由于要减轻焊点导向板的重量,推荐使用CESTILENE HD 1000R 苹果绿色材料;推荐板厚:最小20mm焊钳导向板示意图焊钳导向板导槽优先选用V形,也可采用U形;在V/U形槽边缘加工530°导角作为预留磨损量一般为5mm左右 ;绝缘垫和绝缘套筒的材料一般采用不易破碎的胶木,推荐使用树脂胶木;固定式焊钳导向板一般安装在装配钢板的下面,与钢板表面平行,距离为2-5mm;七、限位块推荐选用U形限位块,用于大翻板或者定位销、螺柱导套等处,定位精度比较高,且重复定位比较稳定;既可保证夹紧后压头与支承块的间隙,也可在夹紧部件倾斜布置时,保证压头的几何位置;参考“通用标准件库”的TOPX;八、绝缘垫片材质为尼龙10101、优先选用“通用标准件库”中的TOPJ2、绝缘垫片有M6、 M 8两种垫片M6螺栓绝缘套代码为TOPJ1001-H=H=8、10、12、18四种规格M8螺栓绝缘套代码为TOPJ2001-H=H=10、12、18、20四种规格φ8销绝缘套代码为TOPJ2001-H=H=10、12、16、18、20五种规格九、可调机构一定位销1、与主定位销不平行的定位销必须采用伸缩销;2、优先选用“通用标准件库”中定位销TOPDX;3、定位销工作表面形式:圆柱形、菱形、削扁、带缺口如下图4、选用材料:20Cr热处理:渗碳淬火,渗碳深度1.2mm直径小于12mm-1.5mm直径大于12mm,表面硬度要求HRC48-52;5、装在磁场内的定位销选用材料为不锈钢,仅对工作表面进行渗氮处理;6、定位销直径:主定位销直径=定位孔名义直径-0.2mm辅定位销直径=定位孔名义直径-0.5mm定位销的加工公差: 0 /-7、定位销的工作表面:定位销截面可以是圆形、菱形、削扁或圆形带缺口的;如下图二定位销座定位销座推荐的形式,如下图:定位销直径A B C D E F I R S T U 2012903095,5202047,515161420 40209540117,5203047,520262240 603011040117,5303057,5252632△注意:定位销座销孔不得为盲孔;三设计形式定位销设计安装形式应为二维或三维可调型;十、压头和支撑块1、厚度- 18 ± 1 mm.- 最小 37 +1/0 mm------用于与外观零件接触的支撑块和夹紧器压头门外板,顶盖,等...;支撑块和压头的厚度相同;2、材料42 CrMo ,热处理方式:工作表面采用淬火淬火深度:2 mm,表面硬度可达到 HRC 55;对于外观零件的压头如:侧围,门,顶盖…在现场调试后进行热处理,火焰淬火和水冷却;3、特殊情况接触铝制零件的压头和支撑块:- 表面抛光: Ra 0,2 mm- 周边圆角: r 5 mm 仅对厚度 37 mm ;4、压头压紧方式1压头的压紧力一般要求垂直于工件的厚度方向;具体如下图:1个锁止自由度 2个锁止自由度2夹紧器正常情况下夹紧钢板,压头所允许的最大倾角15°;5、支撑块和压头的可调支撑块设计时应确保在功能方向的一维或二维可调,特殊情况可设计为三维可调,另外在设计支撑块或压头时应尽可能选取平面处,尽量不要选取复杂的型面做为定位支撑面;压头与压紧臂在设计时应尽可能分开可调,不要做成一体;十一、外购件的选择1、脚轮向荣、科顺;无油轴套嘉善;电机采用SEW或FLANDER产品;2、气缸类1常用的气缸有:普通型、封闭式、耳环式、销钉缸四种;一般选用SMC公司的产品特殊情况下也可选用FESTO的气缸,比如要求单独发信号时;若客户无要求,可选用国产气动元件品牌:如烟台FAST等耳环式夹紧气缸优先选用CK1A型;吊具气缸采用锁紧气缸CAN系列和CLS系列;行程超过400mm的气缸必须安装防尘护套;2CNOMO标准缸的选用原则:客户要求;一个零件上有多个方向和多个支撑,尤其是在装焊厚度较厚的零件时;3、手动夹紧器GOOD HAND ;优先选用:GH-701-D, GH-701-K, GH-702-D, GH-702-K;GH-304-CM, GH-305-CM, GH-304-EM, GH-305-EM, GH-304-HM, GH-305-HM;十二、钢板间隙1、一般情况e≤ 1.5mm焊接: 压头/支撑块间的间隙 =标准厚度e 1+ 6% +0其中标准厚度e=压头和支撑块之间所有零件的厚度之和2、包边:包边机的理论厚度凹模和镶块间=标准厚度 1+ 6% ++其中标准厚度e=凹模和镶块间之间所有零件的厚度之和3、板厚较厚零件e>1.5 mm压头/支撑块间的间隙 =标准厚度e 1+ 6% +0其中标准厚度e=压头和支撑块之间所有零件的厚度之和十三、焊接夹具的通用公差1、支撑面,压头和定位块的公差 : ± 0,20 mm2、固定和活动定位销的公差在带气压的工作条件下 : ± 0,10 mm 参照零件的位置;3、底板的参考坐标点 : 平行度 = 0,05 mm 在共同的区域;4、对于焊接设备上同时加工几个部件的情况,它们之间定位销,支撑面的最大偏差不超过0,20 mm ;5、焊接或其他方式的底板的平面度和曲率,在长度小于1000时最大不超过0,05,在长度大于1000时最大不超过0,1 ;验收的必要条件:至少有4个支脚. 供应商负责提供所需的布置以满足这个条件;6、水平面上定位孔与定位孔之间的公差为±0.02mm,粗糙度为;7、所有的定位孔与基准面的公差为±0.05mm,粗糙度为;8、翻转机构的重复到位精度为±;9、精度孔的同心度、平行度、垂直度的精度容许误差在0.02mm以下;十四、焊接检具的通用公差1、通用公差 :± 0.20 mm2、定位基准支撑和定位销的位置公差:± 0,10 mm3、基准平台的平行度:= 0,05 mm4、对于同一规格型号的多个检具,它们之间的偏差不能超过0.20 mm;5、焊接的机器检测平台或其它平台的平面度及平整度,长度小于1000的,最大不得超过0,05;长度超过1000的,最大不得超过0,1;检测平台用4脚支撑;必须遵守验收条件;6、用于建立车身坐标系的基准小球:球度:0.05mm,基准球空间位置度:0.1mm;7、基准球位置坐标值的确定方法:用定位元素拟合车身坐标系,在此拟合坐标系中确定基准球位置坐标值,作为基准球的理论坐标值;在以后的所用过程中,使用基准球心理论坐标值建立车身坐标系;十五、制图(一)尺寸标注要求设计基准和加工基准统一的原则;(二)图幅图面一般用A3、A4两种图幅,必要情况下可用更大图幅;A3图纸采用横向,A4图纸采用竖向;(三)各种安装面及非安装面光洁度的要求一般安装面的表面光洁度至少,非安装面的光洁度为,底板上大的非安装面达到即可; (四)各种材料热处理技术要求:1 45钢调质处理技术要求:1、热处理:HB220-2502、未注形位公差按照 GB/T1184-H3、未注线性公差按照 GB/T1804-m4、孔口、锐边倒角 1×45°5、表面发黑2 45钢淬火处理技术要求:1、热处理:HRC40-452、未注形位公差按照 GB/T1184-H3、未注线性公差按照 GB/T1804-m4、孔口、锐边倒角 1×45°5、表面发黑3 Q235钢焊接技术要求:1、本件为焊接件,焊接质量符合机械工程用焊接标准2、型材表面为非加工面3、焊后非加工面,焊接加工至;4、未注焊缝均为连续焊缝,焊缝高度5mm,焊缝长度大于600mm时采用间断焊,每条焊缝长度不小于125mm,焊缝总长度不小于焊接总长度的1/25、焊接无缺陷,牢固,焊后打磨,焊缝光滑6、焊后退火消除焊接应力7、未注形位公差按照 GB/T1184-H8、未注线性公差按照 GB/T1804-m9、孔口、锐边倒角 1×45°10、非工作表面喷底漆防锈漆及面漆4 底板孔位图通用技术要求:1、底板基准A上以相互垂直的基准B、C为基准刻出座标网络线,网络线的间距100±,线深,线宽,网格间的平行度和垂直度的允差为,在网格线对应位置标记座标号;2、螺纹孔与螺纹孔、螺纹孔与销孔的尺寸公差为±;销孔与销孔之间的尺寸公差为±;销孔与基准面之间的尺寸公差为±;与基准边的角度公差为±5′;3、锐边倒钝5 20Cr材料技术要求:1、渗碳淬火1.5mm,HRC48-522、未注形位公差按照 GB/T1184-H3、未注线性公差按照 GB/T1804-m4、锐边倒角 1×45°5、表面发黑五图样与工件在图纸中的表达方式要求总图、部件图上应标注:夹具轮廓尺寸、操作高度、坐标线尽量与汽车坐标线统一、坐标基准、坐标基准孔、各部件的安装位置、汽缸位置、所有定位尺寸坐标基准孔应相对于坐标线标注,在图中按汽车产品件在汽车中的实际位置建立汽车坐标;同时按夹具的基础建立坐标系;在夹具上有产品图的摆放位置,并用细双点划线绘出;设计时应注意焊点的坐标位置,必须留有充分的焊钳工作空间位置,便于施焊;用双点划线表示焊钳的外形;六、左右对称件制图的原则一般左右对称件,仅绘制右件图,在2D图中注明“注:TOP--右件图号如图所示,TOP--左件图号与之对称”;七、常用材料及标准件对应的国标号Q235-A GB/T 700-1988 热轧槽钢 GB/T 707-1988 热轧钢板和钢带 GB/T 709-1988 热轧扁钢 GB/T 704-1988 热轧圆钢、方钢 GB/T 702-1986、GB/T 705-1989热轧等边角钢 GB/T 9787-1988 热轧不等边角钢 GB/T 9788-1988 结构用和输送流体用无缝钢管 GB/T 8162-1999内六角螺钉 GB/T 内六角平端紧定螺钉 GB/T 77-2000六角头螺栓全螺纹 GB/T5783-2000 吊环螺钉 GB/T 825-1988平垫圈 GB/T 弹簧垫圈 GB/T 93-1987内螺纹圆柱销 GB/T十六、夹具编号原则T O P0713-001000即:TOP0713-0010002007年公司所接的第13个项目中的第一个分项夹具总图T O P0713-027000第27个分项夹具总图T O P0713-027100第27分项夹具的 100组件图120组件图 120150组件图 150160组件图 160T O P0713-027120120组件中的部件图 121122123对于夹具中的水、电、气部分图及目录分配图号为:001—— 020具体分配号参照部门设计编号标准底板分配号为:025—— 050注:部门设计编号标准。
汽车各种夹具及包边、滚边系统应用
1.汽車包邊專機包邊—中國第一台車門包邊機是由被授與中國國務院表彰獎的研究員級高工–戴崇強(南京耀國機電工程有限公司)於廠發明生產完成的。
从此解决了工人直接用工具敲打成形的手工包边的劳动强度大, 噪声高, 而且产品的一致性差, 生产效率低, 质量难以保证, 不能适题。
從此解決了工人直接用工具敲打成形的手工包邊的勞動強度大, 噪聲高, 而且產品的一致性差, 生產效率低, 質量難以保證, 不問題。
车门包边工艺技术要求包边机是把冲压后的外板包住内板, 使之联成一体。
車門包邊工藝技術要求包邊機是把沖壓後的外板一辆汽车所要包的门有: 左右驾驶室车门,左右后车门, 后备箱门, 发动机罩。
每一輛汽車所要包的門有: 左右駕駛室車門,左右後车门包边机的构成与用途如下:車門包邊機的構成與用途如下:
设备构成:汽车门盖液压包边机由三部分构成, 包边主机、液压站和电气控制柜。
設備構成:汽車門蓋液壓包邊機由三部分構成, 包
设备用途:本设备适用于各类汽车车门、发动机罩、散热器面罩框等汽车覆盖件总成的包边成型工艺,也可以用于其它薄板零件備適用於各類汽車車門、發動機罩、散熱器面罩框等汽車覆蓋件總成的包邊成型工藝,也可以用於其它薄板零件的包邊成型。
设气动升降工件、PLC程序控制完成工艺操作。
設備採用氣動夾緊、液壓包邊、氣動升降工件、PLC程序控製完成工藝操作。
汽车夹具主要目标客户
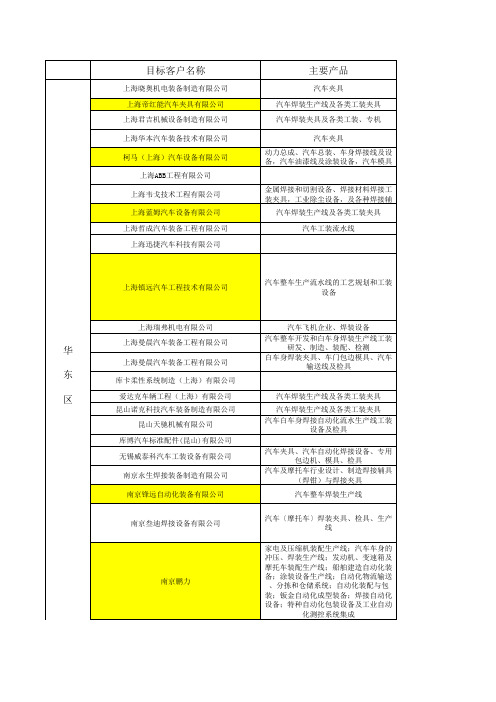
烟台宇信科技有限公司 山东烟台天泽科技有限公司
自动化焊装线 汽车零部件焊接夹具、总成件检验夹具 和检测样架、非标生产和装配专用机械 设备 夹具、模具的设计制造
华 北 区
青岛希恩和汽车设备有限公司 烟台富士沃森技术有限公司
芜湖瑞沃机械有限公司
焊装夹具、机床夹具、装配夹具、检具
东一法特
机器人自动化系统
十堰恒力达装备工程有限公司
易必策汽车工程技术有限公司 沈阳赛特维工业装备有限公司 合肥力诺工装夹具有限公司 武汉同舟汽车科技有限公司 北京恒星同济汽车装备有限公司 安徽瑞祥工业有限公司 长春大正机电工程有限公司
沈阳新松
广州蓝姆汽车设备有限公司
焊接夹具、汽车检验夹具 车身自动化焊接生产线及工装夹具/检具 等专用设备 汽车车身的结构件、覆盖件、底盘件, 模、检、夹具 汽车焊装生产线及各类工装夹具 汽车焊装生产线及各类工装夹具
金属焊接和切割设备、焊接材料焊接工 装夹具,工业除尘设备,及各种焊接辅 汽车焊装生产线及各类工装夹具 汽车工装流水线
上海镇远汽车工程技术有限公司
汽车整车生产流水线的工艺规划和工装 设备
上海瑞弗机电有限公司
华 东 区
上海曼晨汽车装备工程有限公司 上海曼晨汽车装备工程有限公司 库卡柔性系统制造(上海)有限公司 爱达克车辆工程(上海)有限公司 昆山诺克科技汽车装备制造有限公司 昆山天驰机械有限公司 库博汽车标准配件(昆山)有限公司 无锡威泰科汽车工装设备有限公司 南京永生焊接装备制造有限公司 南京锋远自动化装备有限公司
汽车工业成套设备
北京福田环保动力股份有限公司
巨一自动化装备有限公司
汽车及其零部件自动化生产线、汽车整 车及零部件试验装备、工业机器人集成 应用系统等 汽车焊装生产线及各类工装夹具 工业机器人应用、各种装配流水线及组 装线、夹具等各种自动化设备 汽车焊装生产线及各类工装夹具 汽车车身自动化焊装线及工厂设计、自 动化设备,各种非标设备,动平衡机等的 设计制造、安装调试 汽车焊装生产线及各类工装夹具 汽车焊装夹具、焊接生产自动搬运线、 焊装工装设备及PLC电气自动控制 汽车车身焊装生产线和动力总成生产线 汽车车身自动冲压线、白车身焊装线、 汽车总装线、发动机装配线、工装夹
汽车焊装夹具的作用
汽车焊装夹具的作用1. 引言汽车生产中的焊装是一个关键的工艺环节,它涉及到将车身各个部件进行切割、调整和拼接,以形成整个汽车车身的过程。
而汽车焊装夹具作为其中不可或缺的工具,具有重要的作用。
本文将从夹具的定义和分类、夹具的作用、夹具的设计和制造等多个方面进行探讨,全面了解汽车焊装夹具的作用。
2. 夹具的定义与分类夹具是一种用来固定工件并使其保持特定位置和姿态的装置。
在汽车焊装过程中,夹具主要用于固定焊接工件,以确保焊接的准确度和一致性。
根据其使用方式和功能,夹具可以分为以下几类:2.1 水平夹具水平夹具用于固定平面部件,如车身地板、车顶等。
它们通常由多个夹具部件组合而成,能够使工件保持平整且稳定的工作姿态。
2.2 垂直夹具垂直夹具主要用于焊接立式部件,如车身的门板、螺栓等。
它们通常由一对夹具系统组成,能够固定工件并使其保持正确的位置和方向。
2.3 自动夹紧夹具自动夹紧夹具能够根据工件的形状和尺寸自动调整夹紧力,并且能够快速完成夹紧和松开操作。
这种夹具适用于焊接多种类型和尺寸的工件,提高了生产效率。
2.4 变形夹具变形夹具用于焊接形状复杂的工件,如车身的曲线部件。
它们通常由可调节的刚性结构和支撑系统组成,能够对工件进行精确的定位和固定,确保焊接过程中不发生变形。
3. 夹具的作用汽车焊装夹具在焊接过程中起着关键的作用,具有以下几方面的功能:3.1 定位与固定夹具能够将工件固定在需要的位置和姿态上,确保焊接过程中工件的准确定位。
它们通过夹紧力和支撑结构,使工件保持稳定并防止移动,从而确保焊接的质量和一致性。
3.2 变形控制夹具通过对工件的变形进行控制,使其在焊接过程中保持稳定的形状和尺寸。
这对于焊接复杂形状的车身部件非常重要,能够避免焊接后的变形,提高整体的质量和精度。
3.3 操作和安全性夹具能够提供方便的操作界面和工作环境,使操作人员能够安全、高效地完成焊接工作。
它们通常配有人机工程学设计,确保操作过程的安全性和人员的舒适度。
汽车夹具毕业论文
汽车夹具毕业论文汽车夹具是一种重要的工装设备,它在汽车生产、维修、加工等领域中起着至关重要的作用。
本文将从汽车夹具的定义、分类以及发展历程、设计与制造等方面进行探讨。
一、汽车夹具的定义和分类汽车夹具是指用于夹持或固定汽车零部件的一种工具。
它可以保证汽车零部件的位置精度,提高加工效率和生产质量。
汽车夹具的分类非常广泛,可以按照使用领域、结构形式、功能用途等多种方式进行分类。
具体而言,可以分为以下几类:1. 按照用途(1)加工夹具:用于加工零件的夹具,如铣床夹具、钳工夹具等。
(2)测量夹具:用于测量零件的夹具,如高度规、刻度尺等。
(3)装配夹具:用于将零件进行装配的夹具,如定位夹具、拧紧夹具等。
2. 按照结构形式(1)机械夹具:采用机械结构实现夹紧力的夹具,如卡盘夹具、滑块夹具等。
(2)液压夹具:采用液压系统实现夹紧力的夹具,如液压卡盘、液压夹钳等。
3. 按照功能用途(1)切割夹具:用于对汽车零部件进行切割、削减的夹具,如拉刀夹具、切割夹具等。
(2)焊接夹具:用于对汽车零部件进行焊接的夹具,如手臂夹具、角夹具等。
二、汽车夹具的发展历程随着汽车工业的发展,汽车夹具在工业生产中扮演的角色越发重要。
在汽车夹具的发展历程中,其主要经历了以下几个阶段:1. 手工制造阶段最早的汽车夹具是由工人手工制造的,这种夹具效率低、精度不高,且易磨损。
然而,这种夹具在当时却是必不可少的,因为当时的加工工艺技术并不完善,工人的技术水平也相对较低。
2. 靠模仿外国夹具阶段上世纪50年代,中国开始引进外国先进的夹具生产技术,采用模仿的方式进行本土化生产。
在这个时期,国内的汽车夹具制造厂商主要以生产机械夹具为主,用于汽车世界、摩托车、机床等领域的生产和加工。
3. 自主设计制造阶段近年来,随着国内制造业的发展,汽车夹具的制造进入到自主设计、自主开发的阶段。
国内汽车夹具厂商拥有了先进的设计理念、优秀的技术团队和完善的生产设备,生产出了具有自主知识产权的汽车夹具产品。
汽车夹具毕业设计
汽车夹具毕业设计汽车夹具毕业设计近年来,汽车工业发展迅猛,汽车的生产线也越来越复杂。
为了提高生产效率和质量,汽车夹具成为了不可或缺的工具。
本文将探讨汽车夹具毕业设计的重要性、设计要点以及未来的发展趋势。
首先,让我们来了解一下什么是汽车夹具。
汽车夹具是一种用于固定、定位和夹持汽车零部件的装置。
它们可以保证零部件在生产过程中的准确位置,从而确保汽车的质量和安全。
汽车夹具的设计需要考虑到零部件的形状、尺寸以及装配工艺等因素,以确保夹具能够完美地适应零部件的要求。
在进行汽车夹具毕业设计时,设计师需要注意以下几个要点。
首先是夹具的稳定性和刚度。
夹具必须能够承受汽车零部件的重量和力量,同时保持稳定性,以避免零部件在装配过程中的移动和变形。
其次是夹具的精度和可调性。
夹具需要具备高精度,以确保零部件的装配位置的准确性。
同时,夹具还需要具备一定的可调性,以适应不同尺寸和形状的零部件。
最后是夹具的可靠性和耐用性。
夹具在长时间使用中需要保持稳定的性能,不易损坏或失效。
随着汽车工业的不断发展,汽车夹具的设计也在不断创新。
未来的汽车夹具将更加智能化和自动化。
例如,通过使用传感器和控制系统,夹具可以实时监测零部件的位置和状态,并自动调整夹持力度和位置,以达到最佳的装配效果。
此外,夹具还可以与机器人系统进行无缝集成,实现自动化的装配过程。
除了智能化和自动化,环保和可持续发展也是未来汽车夹具设计的重要方向。
随着全球对环境保护的日益重视,汽车制造商和夹具设计师需要考虑如何减少资源的消耗和废弃物的产生。
例如,设计夹具时可以选择可回收材料,并尽量减少材料的浪费。
此外,夹具的设计还可以优化,以减少能源的消耗和对环境的影响。
总结起来,汽车夹具毕业设计是一个重要且有挑战性的任务。
设计师需要考虑夹具的稳定性、精度、可调性、可靠性和耐用性等因素,以确保夹具能够满足汽车零部件的要求。
未来的汽车夹具将更加智能化、自动化,并注重环保和可持续发展。
汽车夹具的设计将在汽车工业的发展中发挥重要的作用,为汽车生产线的高效运行和汽车质量的提升做出贡献。
汽车焊装夹具设计理论研究

汽车焊装夹具设计理论研究1. 引言1.1 研究背景汽车焊装夹具是在汽车生产过程中必不可少的工具,它承担着固定焊接零部件、保证焊接精度、提高生产效率等重要作用。
随着汽车产业的发展和技术的更新换代,汽车焊装夹具的设计也越来越受到关注。
研究背景:在汽车制造过程中,焊装工艺是其中一个重要环节,焊装质量直接影响到汽车的安全性和性能。
而汽车焊装夹具作为焊装过程中的关键设备,直接影响着焊接部件的精准度和稳定性。
对汽车焊装夹具的设计理论进行深入研究,不仅能够提高焊装质量和效率,还能够满足不断变化的汽车制造需求。
通过对汽车焊装夹具设计理论的研究,可以不断改进现有的设计方法,提高设计的精准度和实用性,为汽车制造业的发展提供更好的支持。
深入探讨汽车焊装夹具设计理论具有重要的理论和实践意义,对于提高汽车制造水平和推动产业发展具有积极的作用。
1.2 研究意义汽车焊装夹具设计在汽车制造中起着至关重要的作用,能够有效提高生产效率、保证焊接质量、降低生产成本。
随着汽车工业的发展,对焊装夹具设计的要求也越来越高,需要不断进行研究和优化。
深入探究汽车焊装夹具设计的理论研究具有重要的实践意义和现实意义。
汽车焊装夹具设计的优化能够提高生产效率,缩短生产周期。
合理设计的焊装夹具能够提高焊接效率,减少生产过程中的等待时间,从而提高汽车制造的整体效率。
汽车焊装夹具设计的优化能够保证焊接质量。
精准的夹具设计能够确保焊接部件的准确定位,保证焊接部位的精准对接,从而提高焊接质量,减少焊接缺陷。
深入研究汽车焊装夹具设计理论,不仅有助于提高汽车生产效率、保证焊接质量,同时也能够降低生产成本,具有重要的意义和价值。
2. 正文2.1 焊装夹具设计的基本原理焊装夹具设计的基本原理是指在汽车生产中,为了保证焊接时的精度和稳定性,需要设计一种特定的夹具来固定工件。
这种夹具通常由钢制成,具有一定的形状和尺寸,能够精确地固定工件并保持焊接位置的稳定性。
在设计夹具时,首先需要考虑工件的形状和尺寸,以确定夹具的结构和尺寸。
汽车车身焊装夹具的设计对策
汽车车身焊装夹具的设计对策摘要:近年来,随着汽车制造技术的不断发展,机器人视觉抓件技术由于其高柔性和高效率的优势,近几年来不断被应用到各汽车厂家的焊装作业中。
从钣金件到门盖总成件的抓取和装配,其技术也日趋成熟。
虽然视觉技术和机器人抓件有机的结合,能最大程度释放机器人的柔性能力,但在实际的应用过程中仍然存在许多问题需要进行解决。
关键词:汽车车身;焊装夹具;设计对策引言汽车是一个集成了车身结构、电子电气、管路系统、内外饰系统和底盘悬架系统等综合性能结合体的装置。
其中车身结构是整个装置的基础,其他子系统都是安装在车身上的附属装置。
附属装置需要通过安装点固定在车身上,目前大多数都是通过螺栓连接固定,因此需要提前在车身相应位置植焊螺柱或者螺母。
1汽车焊装夹具概述汽车焊装夹具是一种在汽车制造厂作为工装夹具使用的设备,用于实现焊件的精准定位、固定夹紧和支撑辅助等一系列操作的机械设备。
依据焊件的不同,该焊装夹具的类型一般不同。
汽车焊装夹具就是在进行焊件过程中作为工艺辅助,确保车身焊件上焊接部位所在的位置固定不动工装夹具。
近些年来,消费者不断追求汽车性能高品质和高舒适度下,汽车各个零部件在朝着简洁化和轻量化发展。
对车身的外表、结构以及材料等有了新的要求,这也意味着焊接方法需要进一步优化。
在焊接零件生产中,优秀的的焊装夹具往往可以节约生产时间,减轻工人劳动强度,在大型汽车企业,一般多功能的焊装夹具使用更多,大大提高车间的生产效率。
本文主要围绕设计汽车车身通用的焊装夹具,介绍焊装夹具的构造组成及设计思路,工件的尺寸精度及材料的选用。
希望可以在目前车间焊接工艺有待提高的现状下,做出调整及改进,以适应不断更新换代的智能化发展需求。
2汽车车身焊装夹具的设计对策2.1侧围内外板高节拍柔性预装方案侧围预装工位是主焊线生产的第一序,是总拼工位的前提。
在侧围内板的预装工位中,需要在侧围内板上完成和地板搭接位置的涂胶工艺以及和地板连接的搭扣工艺。
汽车夹具英汉词汇对照表
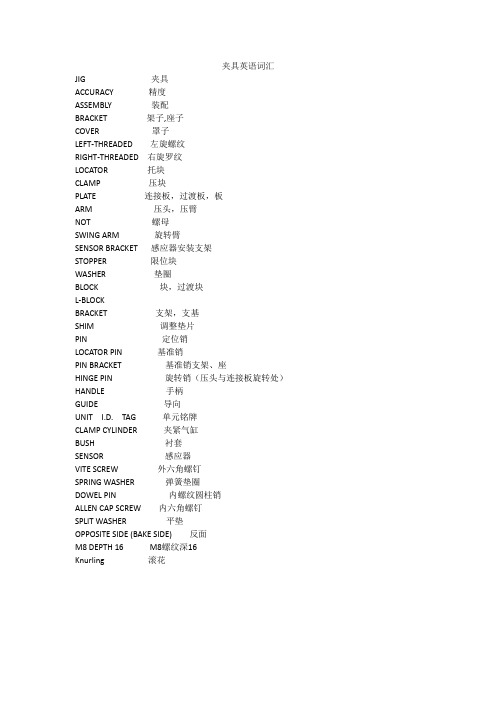
夹具英语词汇JIG 夹具ACCURACY 精度ASSEMBLY 装配BRACKET 架子,座子COVER 罩子LEFT-THREADED 左旋螺纹RIGHT-THREADED 右旋罗纹LOCATOR 托块CLAMP 压块PLATE 连接板,过渡板,板ARM 压头,压臂NOT 螺母SWING ARM 旋转臂SENSOR BRACKET 感应器安装支架STOPPER 限位块WASHER 垫圈BLOCK 块,过渡块L-BLOCKBRACKET 支架,支基SHIM 调整垫片PIN 定位销LOCATOR PIN 基准销PIN BRACKET 基准销支架、座HINGE PIN 旋转销(压头与连接板旋转处)HANDLE 手柄GUIDE 导向UNIT I.D. TAG 单元铭牌CLAMP CYLINDER 夹紧气缸BUSH 衬套SENSOR 感应器VITE SCREW 外六角螺钉SPRING WASHER 弹簧垫圈DOWEL PIN 内螺纹圆柱销ALLEN CAP SCREW 内六角螺钉SPLIT WASHER 平垫OPPOSITE SIDE (BAKE SIDE) 反面M8 DEPTH 16 M8螺纹深16Knurling 滚花NOTE:1、SURFACE HARDENING HRC 45. 表面淬火硬度HRC452、THIS DRAWING SHOWS RIGHT SIDE,LEFT SIDE IS SYMMETRICAL. 该图表示右件,左件与之对称。
3、Hatch part:quench hardening(HRC45~).斜线部分淬火硬度HRC45~4、FOR UNSPECIFIED TOLERANCES USE ±0.25 非特殊部位的公差为±0.255、REMOVE ALL SHARP CORNERS。
去毛刺锐边6、ITEMS TO BE CASE HARDENED 45-50 HRC / DEPTH 0.5-2.0mm 标记部分淬火硬度HRC45-50 ,深度0.5-2.0mm.7、ITEMS TO BE BLACKENED. 标记部位发黑处理8、STRESS RELIEVE AFTER WELDING BEFORE MACHINING. 焊接后加工前要去应力。
浅谈常见汽车焊装定位夹具的设计结构
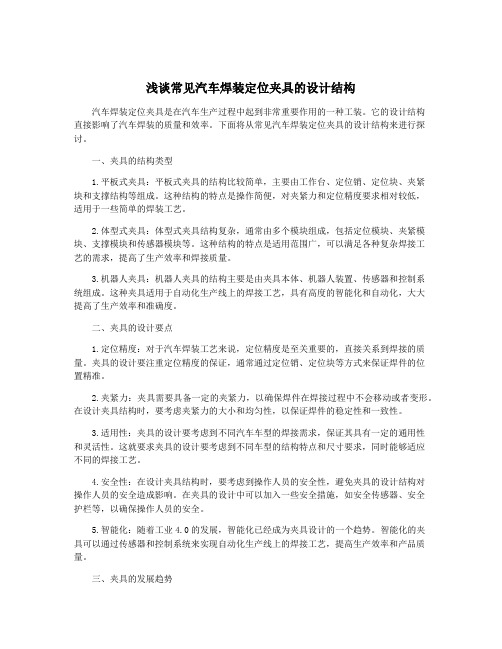
浅谈常见汽车焊装定位夹具的设计结构汽车焊装定位夹具是在汽车生产过程中起到非常重要作用的一种工装。
它的设计结构直接影响了汽车焊装的质量和效率。
下面将从常见汽车焊装定位夹具的设计结构来进行探讨。
一、夹具的结构类型1.平板式夹具:平板式夹具的结构比较简单,主要由工作台、定位销、定位块、夹紧块和支撑结构等组成。
这种结构的特点是操作简便,对夹紧力和定位精度要求相对较低,适用于一些简单的焊装工艺。
2.体型式夹具:体型式夹具结构复杂,通常由多个模块组成,包括定位模块、夹紧模块、支撑模块和传感器模块等。
这种结构的特点是适用范围广,可以满足各种复杂焊接工艺的需求,提高了生产效率和焊接质量。
3.机器人夹具:机器人夹具的结构主要是由夹具本体、机器人装置、传感器和控制系统组成。
这种夹具适用于自动化生产线上的焊接工艺,具有高度的智能化和自动化,大大提高了生产效率和准确度。
二、夹具的设计要点1.定位精度:对于汽车焊装工艺来说,定位精度是至关重要的,直接关系到焊接的质量。
夹具的设计要注重定位精度的保证,通常通过定位销、定位块等方式来保证焊件的位置精准。
2.夹紧力:夹具需要具备一定的夹紧力,以确保焊件在焊接过程中不会移动或者变形。
在设计夹具结构时,要考虑夹紧力的大小和均匀性,以保证焊件的稳定性和一致性。
3.适用性:夹具的设计要考虑到不同汽车车型的焊接需求,保证其具有一定的通用性和灵活性。
这就要求夹具的设计要考虑到不同车型的结构特点和尺寸要求,同时能够适应不同的焊接工艺。
4.安全性:在设计夹具结构时,要考虑到操作人员的安全性,避免夹具的设计结构对操作人员的安全造成影响。
在夹具的设计中可以加入一些安全措施,如安全传感器、安全护栏等,以确保操作人员的安全。
5.智能化:随着工业4.0的发展,智能化已经成为夹具设计的一个趋势。
智能化的夹具可以通过传感器和控制系统来实现自动化生产线上的焊接工艺,提高生产效率和产品质量。
三、夹具的发展趋势随着汽车制造技术的不断发展和完善,汽车焊装定位夹具的设计结构也在不断进行创新和优化。
白车身装配夹具的设计标准
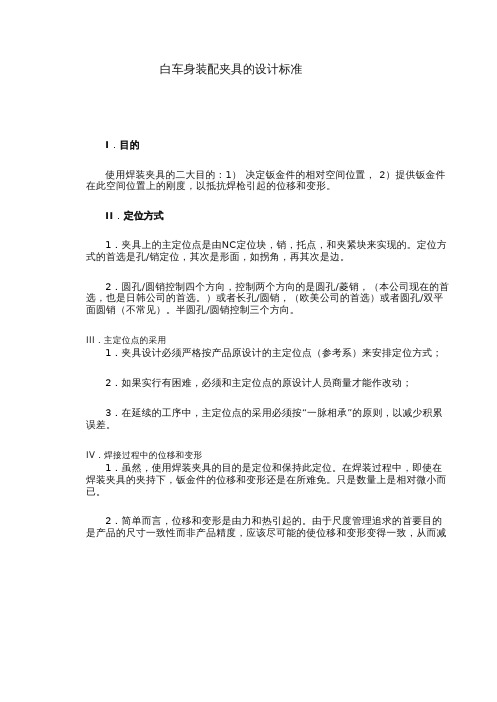
白车身装配夹具的设计标准I.目的使用焊装夹具的二大目的:1)决定钣金件的相对空间位置, 2)提供钣金件在此空间位置上的刚度,以抵抗焊枪引起的位移和变形。
II.定位方式1.夹具上的主定位点是由NC定位块,销,托点,和夹紧块来实现的。
定位方式的首选是孔/销定位,其次是形面,如拐角,再其次是边。
2.圆孔/圆销控制四个方向,控制两个方向的是圆孔/菱销,(本公司现在的首选,也是日韩公司的首选。
)或者长孔/圆销,(欧美公司的首选)或者圆孔/双平面圆销(不常见)。
半圆孔/圆销控制三个方向。
III.主定位点的采用1.夹具设计必须严格按产品原设计的主定位点(参考系)来安排定位方式;2.如果实行有困难,必须和主定位点的原设计人员商量才能作改动;3.在延续的工序中,主定位点的采用必须按“一脉相承”的原则,以减少积累误差。
IV.焊接过程中的位移和变形1.虽然,使用焊装夹具的目的是定位和保持此定位。
在焊装过程中,即使在焊装夹具的夹持下,钣金件的位移和变形还是在所难免。
只是数量上是相对微小而已。
2.简单而言,位移和变形是由力和热引起的。
由于尺度管理追求的首要目的是产品的尺寸一致性而非产品精度,应该尽可能的使位移和变形变得一致,从而减少波动误差。
一项非常可取的做法是保持夹紧顺序和焊接顺序的严格一致。
V.定位销/块的要求精度1.NC定位块的位置精度为+0.10毫米,2.NC定位块的位置精度为+0.10毫米,3.NC定位块的位置精度为+0.10毫米,(1.2.3重复)4.定位销的位置精度为+0.10毫米,5.定位销的直径精度为+0.05毫米,(先要确定定位销的直径)6.定位销的圆度精度为+0.01毫米,7.定位销的直度不控制。
8.定位销有效长度要高出制件表面≥5mm(在不顶起外侧的制件(内外两层板)情况下)9.定位销的间距精度:±0.10毫米(对称定位销)10.单个零件的两个定位销的间距精度:±0.10毫米,11.型面可动时,不能与制件干涉(前进、后退及动作途中无干涉),按动作顺序进行。
汽车车身焊装夹具设计详解
上一页
下一页
后退
退出
第27页,共79页。
焊接夹具的作用
• 在汽车车身焊接过程中定位夹紧,保证
车身零件之间正确的装配关系,同时保 证车身焊接质量及焊接过程顺利。
上一页
下一页
后退
退出
第28页,共79页。
焊装夹具分类
按用途可分为 • 装配用夹具 工件只在它上面进行点固(即定位焊),而不完成整个焊接工作。
指矫正夹具,整修加工夹具和热处理夹具等。
上一页
下一页
后退
退出
第29页,共79页。
焊装夹具设计要求
1. 焊装夹具必须保证焊件焊后能获得正确的几何形状和尺寸。 2. 焊装夹具应动作迅速,操作方便。 3. 焊装夹具的设置应便于施工,有足够的装配、焊接空间,不能
影响焊接操作和焊工观察,不妨碍焊件的装卸。 4. 夹紧可靠,刚性适当。
设计定位板和压板 Insert—Sketch…
总装图(G.A)
焊接干涉检查
装配标准件和外购件 组成夹具单元
Application—Assemblies
上一页
下一页 后 退
退出
第50页,共79页。
设计中文件管理规定
文件目录命名规则
• 项目名/工位名/GA —— 存放本工位夹具总图及其气路图 • 项目名/工位名/UNIT —— 存放本工位夹具单元及其零件 • 项目名/工位名/PNL —— 存放本工位设计用PNL • 项目名/工位名/GUNCHECK —— 存放本工位焊点、焊枪、焊枪打点示意图 • 项目名/工位名/STD —— 存放本工位设计用标准件、外购件、国标件 • 项目名/工位名/MOTION —— 存放本工位各套夹具的运动分析 • 项目名/工位名/FILE —— 存放本工位各种清单表格及其设计试样书,设计参
汽车焊装夹具的作用
汽车焊装夹具的作用一、前言汽车焊装夹具是汽车制造过程中必不可少的工具之一,它可以帮助生产厂家将各种汽车零部件精准地定位并进行焊接。
本文将从以下几个方面来详细介绍汽车焊装夹具的作用。
二、汽车焊装夹具的定义汽车焊装夹具是指在汽车生产过程中用于固定和定位零部件以便进行加工和组装的设备。
它通常由钢板、钢管和各种连接元件组成,可以根据不同的需要进行设计和制造。
三、汽车焊装夹具的分类1.按照使用方式分类(1)手动夹具:需要人工操作来完成对零部件的固定和定位。
(2)自动夹具:通过机械或电气控制来完成对零部件的固定和定位。
2.按照功能分类(1)单向夹具:只能实现单个方向上的固定和定位。
(2)多向夹具:可以实现多个方向上的固定和定位。
3.按照适用范围分类(1)通用夹具:适用于多种类型的零部件加工和组装。
(2)专用夹具:只适用于特定类型的零部件加工和组装。
四、汽车焊装夹具的作用1.提高生产效率汽车焊装夹具可以帮助生产厂家将零部件精准地定位并进行加工和组装,从而提高生产效率。
相比于手动操作,使用夹具可以大大减少人工操作时间和错误率。
2.保证产品质量汽车焊装夹具可以确保零部件在加工和组装过程中的精准定位,从而保证产品质量。
通过使用夹具,可以避免因为人为因素导致的误差和浪费。
3.降低成本汽车焊装夹具可以降低生产厂家的成本。
相比于手动操作,使用夹具可以大大减少人力资源成本和废品率。
此外,在设计和制造过程中,也可以采用更加经济、环保的材料和工艺。
4.提高安全性汽车焊装夹具可以提高生产过程中的安全性。
相比于手动操作,使用夹具可以避免因为误操作导致的伤害事故。
此外,在制造过程中也需要考虑到设备的稳定性和可靠性,以确保员工的安全。
五、汽车焊装夹具的设计和制造1.设计汽车焊装夹具的设计需要考虑到以下几个方面:(1)零部件的形状和尺寸:根据零部件的形状和尺寸来确定夹具的结构和尺寸。
(2)加工工艺:根据加工工艺来确定夹具的固定方式和定位方式。
汽车焊接夹具方面知识
汽车焊接夹具⽅⾯知识Ⅰ.夹具是什么?1.夹具的概念夹具(JIG)是在制造产业当中,作为⼀个⽣产的辅助条件,是把加⼯对象及安装对象迅速、准确地定位和固定的特殊⼯具。
⼀般指包括⼯件定位、⽀撑、夹紧的装置,还有实际⼯作当中⼯具的导向机构的⼀体化设备。
*⼯件控制是什么?从事⽣产⼯⼚⼯作的技术员(⼯位技术员,⼯具设计员)需根据产品图纸上的公差制作夹具,如果产品的尺⼨有所变动,就意味着不能将⼯件准确地定位到夹具上。
定位⼯件时如何规定产品尺⼨变动的余地,叫做⼯件控制。
与此相关的内容有a.定位的概念:与操作者的熟练程度⽆关,总是将⼯件放置在⼀定的位置。
b.⽀撑的概念:防⽌由⼯件的⾃重、⼯具施加⼒产⽣的变形。
c.夹紧的概念:施加任何外⼒也能保持⼀定位置。
2.夹具使⽤⽬的及效果1)夹具的主要⽬的是为了将⼯件快速、准确地定位以及适合的⽀撑、维持,使在同⼀夹具上⽣产的所有⼯件都固定在特定的范围内,保证产品的精密性和互换性。
2)使⽤夹具可以在各种加⼯、组装等⼯作当中减少⼯作时间,进⾏⾼效率的⼯作。
3)可以将复杂的⼯作单⼀化,提⾼经济效益,将只有熟练⼯完成的⼯作,完全可以由未熟练⼯来完成。
简单地说,可以提⾼⽣产性,保证产品质量及互换性维持和减⼩加⼯(组装)费⽤。
3.夹具的种类及分类夹具的种类可⼤致分为装配⽤夹具,加⼯⽤夹具,检查⽤夹具等。
1)装配⽤夹具作为把单件通过结合,连接,焊接等⽅法装配为完制品的夹具,需满⾜以下条件:第⼀,⼯件的取放要容易,第⼆,所有的⼯作尽量在夹具夹紧的状态下完成,第三,⼯作条件要选择最⽅便的位置进⾏,第四,零件要固定在正确的位置,最后,焊接的情况,要求俯视⼯作姿势的作业性,⼀般可分为机械装配夹具,焊接夹具,⽤粘合剂的装配夹具等。
(1)机械装配夹具可拆装零件的螺栓连接、铆接的装配夹具、当前车⾝⼯⼚的DR HINGE装配夹具、车门铰链左右结合装置属于这种类型,还有,为了与焊接装配夹具或粘合剂结合夹具,也可以包括折边机。
长安汽车公司 夹具技术要求
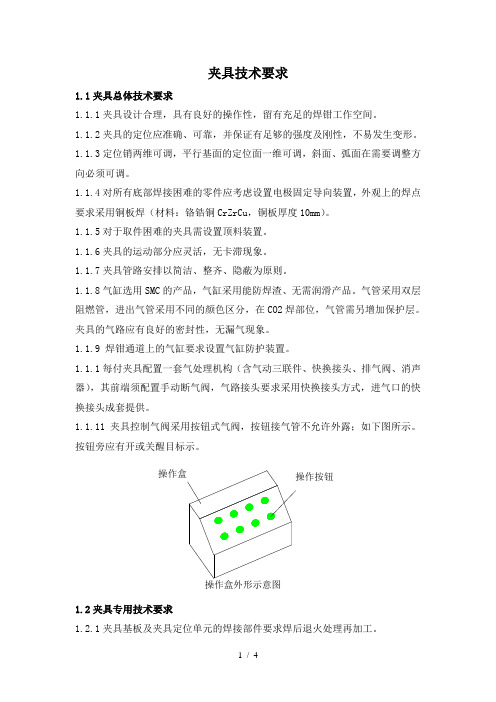
1.2.8夹具上各气动单元应有逻辑控制,出现二次夹紧的夹具单元须具备单独夹紧和打开的功能,夹具上各单元应进行分组控制(有单独的操作按钮控制),且整付夹具须具备一键全开的功能。
1.2.9夹具设计时应考虑人体工程学,操作高度为750mm左右。
1.2.1定位块、压紧块调质和发黑处理.
1.4.2定位销位置精度X±0.1。
1.4.3定位面定位精度X±0.2。
1.5夹具备注
基座(除基准面外)
乳白
GSB05-1426-2001 42 Y11
(GSB G51001-94)
基座基准面
紫红
GSB05-1426-200163R04
(GSB G51001-94)
支座
乳白
1.1.5对于取件困难的夹具需设置顶料装置。
1.1.6夹具的运动部分应灵活,无卡滞现象。
1.1.7夹具管路安排以简洁、整齐、隐蔽为原则。
1.1.8气缸选用SMC的产品,气缸采用能防焊渣、无需润滑产品。气管采用双层阻燃管,进出气管采用不同的颜色区分,在CO2焊部位,气管需另增加保护层。夹具的气路应有良好的密封性,无漏气现象。
1.1.9焊钳通道上的气缸要求设置气缸防护装置。
1.1.1每付夹具配置一套气处理机构(含气动三联件、快换接头、排气阀、消声器),其前端须配置手动断气阀,气路接头要求采用快换接头方式,进气口的快换接头成套提供。
1.1.11夹具控制气阀采用按钮式气阀,按钮接气管不允许外露;如下图所示。按钮旁应有开或关醒目标示。
1.2夹具专用技术要求
1.2.1夹具基板及夹具定位单元的焊接部件要求焊后退火处理再加工。
1.2.2夹具基板外轮廓应尽量与工件外轮廓相似,不要有突出角,尽量往内收,方便人工接近作业位置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
夹具的发展方向主要表现为标准化、精密化、高效化和柔性化等四个方面:
(1)标准化。夹具的标准化与通用化是相互联系的两个方面。目前我国已有夹具零件及部件的国家标准:GB/T2148-T2259-91以及各类通用夹具、组合夹具标准等。夹具的标准化,有利于夹具的商品化生产,有利于缩短生产准备周期,降低生产总成本。
预计可能遇到的困难及解决问题的方法和措施
1、我校图书馆以及我院资料室有大量机械类相关的书籍和文献可供查阅和参考。
往届学长也曾做过相关课题的设计和研究供我们参考
2、设计所需要的软件我曾有过学习和使用的经有专业知识、多年夹具设计以及指导学生毕业设计经验的指导老师的指导。
毕业设计开题报告
2.本课题的基本内容,预计可能遇到的困难,提出解决问题的方法和措施
本课题的基本内容
研究的主要内容
根据毕业设计任务书的要求,我要完成以下主要任务
(1)研究焊装夹具的定位、夹紧方案制定,并分析比较选择一个最优的方案作为设计方案。
(2)应用UG软件对所选方案进行具体设计,并应用UG软件的分析等功能检查夹具的干涉等问题。
烟台大学文经学院
毕业设计开题报告
学生姓名:学号:
专业:
设计题目:
指导教师:
年月日
1.本课题的研究意义,国内外研究现状、水平和发展趋势
本课题的研究意义
夹具最早出现在18世纪后期。随着科学技术的不断进步,夹具已从一种辅助工具发展成为门类齐全的工艺装备。
虚拟装配技术是在虚拟设计环境下,来完成三维实体模型的最终设计。它是按照一定的约束条件或连接方式,将各种零件组织成一个整体并能满足设计功能的过程。而这个经过虚拟装配后的模型总是要满足特定的功能,因此溶入仿真技术以此来评估和优化模型。近来,在设计过程中的建模和仿真越来越受到重视。通过使用UG/Gateway软件来对它进行仿真分析,能够模拟真实环境中的工作状况并对它进行分析和判断,以极早发现设计缺陷和潜在的失败可能,提前进行改善和修正,从而减少后期修改的代价,缩短设计周期,以适应日趋激烈的市场竞争和变化迅速的市场需求。
(2)精密化。随着机械产品精度的日益提高,势必相应提高了对夹具的精度要求。精密化夹具的结构类型很多。
(3)高效化。高效化夹具主要用来减少工件加工的基本时间和辅助时间,以提高劳动生产率,减轻工人的劳动强度。常见的高效化夹具有自动化夹具、高速化夹具和具有夹紧力装置的夹具等。目前,在生产流水线、自动线等配置相应的高效、自动化夹具。
可行性分析
焊装夹具是车辆上普遍采用的一种夹紧、定位装置。随着计算机技术的发展,西方发达国家在20世纪80年代迅速发展起来一项技术——虚拟样机技术,又称机械系统仿真技术,仿真技术的特点是理论性强、速度快、通用性好、费用低,它不仅对提高机器的开发速度、保证设计质量有良好的实用价值,而且对引进机械设备的仿制及系列化有重要作用。UG(Unigraphics NX)是EDS公司出品的一个产品工程解决方案,它为用户的产品设计及加工过程提供了数字化造型和验证手段。本文介绍利用UG软件设计车身焊接夹具的方法过程。作为PLM协同解决方案的一个重要组成部分,它可以帮助制造厂商设计他们未来的产品,并支持从项目前阶段、具体的设计、分析、模拟、组装到维护在内的全部工业设计流程。
3.本课题拟采用的研究手段(途径)和可行性分析
本课题拟采用的研究手段(途径)
在UG的草图编辑器了进行零部件的基础特征编辑,在零部件设计里生成所需设计零件,在装配环境下进行装配设计,进行干涉检查并修改方案和零件,最后生成工程图并标注加工工艺要求。将设计好的三维夹具输出工程图,作详细标注后打印输出,并将设计好的三维夹具输出工程图,作详细标注后打印输出,进行最后文件的定稿打印。
(3)将设计好的三维夹具输出工程图,作详细标注后打印输出。
拟解决的关键问题
(1)夹紧的可靠性。夹紧时不能破坏工件的定位位置和保证产品形状、尺寸符合图样要求。既不能允许工件松动滑移,又不使工件的拘束度过大而产生较大的拘束应力。
(2)焊接操作的灵活性。使用夹具生产应保证足够的装焊空间,使操作人员有良好的视野和操作环境,使焊接生产的全过程处于稳定的工作状态。
毕业论文开题报告
指导教师意见:
(对本课题的深度、广度及工作量的意见)
指导教师:
年 月 日
教研室审查意见:
教研室负责人:
年月日
国内外研究现状、水平和发展趋势
1)夹具的现状
国际生产研究协会的统计表明,目前中、小批多品种生产的工件品种已占工件种类总数的85%左右。现代生产要求企业所制造的产品品种经常更新换代,以适应市场的需求与竞争。然而,一般企业都仍习惯于大量采用传统的专用夹具,一般在具有中等生产能力的工厂里,约拥有数千甚至近万套专用夹具;另一方面,在多品种生产的企业中,每隔3-4年就要更新50-80%左右专用夹具,而夹具的实际磨损量仅为10-20%左右。
(3)便于焊件的装卸。操作时应考虑制品在装配、定位或焊接后能顺利的从夹具中取出,且使制品在翻转或吊运过程中不受损害。
5 o) X6 m(4)良好的工艺性。所设计的夹具应便于制造、安装和操作,便于检验、维修和更换易损零件。设计时还要考虑车间现有的夹紧动力源、吊装能力及安装场地等因素,降低夹具制造成本
(5)工装夹具应具备足够的强度和刚度。夹具在生产中投入使用时要承受多种力度的作用,所以工装夹具应具备足够的强度和刚度。
(4)柔性化。夹具的柔性化是指夹具通过调整、组合等方式,以适应工艺可变因素的能力。工艺的可变因素主要有:工序特征、生产批量、工件的形状和尺寸等。具有柔性化特征的新型夹具种类主要有:组合夹具、通用可调夹具、成组夹具、模块化夹具等[8]。为适应现代机械工业多品种、中小批量生产的需要,扩大夹具的柔性化程度,改变专用夹具的不可拆结构为可拆结构,发展可调夹具结构,将是当前夹具发展的主要方向。