设备卡片模版
机械加工工艺卡片模板1
机械加工工艺卡片模板1机械加工工艺过程卡片共产品型号零件图号 1页机械加工工艺过程卡片第产品名称零件名称 1页材料牌毛坯外形尺寸每件毛坯可制件数每台件数备注号工序号工序名工序内容设备工艺装备称设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(一)产品型号零件图号共页机械加工工序卡片产品名称零件名称第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(二)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 2 页车间工序号工序名称材料牌号车 45钢 10 Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数151513热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 18夹具编号夹具名称切削液 53四爪卡盘 1 90工位器具编号工位器具名称工序工时/min 107 准终单件1220.3工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 车床 450 50 0.3 1 1 0.2 粗车端面φ18外圆长度至尺寸122;2 车床 450 50 0.3 2.5 1 0.1 车刀至107处粗车Φ15至1223 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(三)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 3 页车间工序号工序名称材料牌号车 45钢 15Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1 14.5设备名称设备型号设备编号同时加工件数卧式车床 CA6140 16夹具编号夹具名称切削液四爪卡盘 1 5390工位器具编号工位器具名称工序工时/min107 准终单件 14.51220.6公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步号工艺装备工步内容 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助 1 车床 450 50 0.4 1 1 0.04 半精车φ16外圆长度至尺寸107 112 车床 450 50 0.4 0.25 1 0.3 半精车φ14.5外圆长度尺寸903 车床 450 50 0.4 1 1 0.1 半精车φ11外圆长度至尺寸534 车床 450 50 0.4 0.25 1 0.1 车刀至107处半精车φ14.5至122567设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改号签字日期标记处数更改号签字日期机械加工工序卡片(四)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 4 页车间工序号工序名称材料牌号Ra 3.2车 45钢 20毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 14.5热轧圆钢Φ20×260 2 1同时加工件16设备名称设备型号设备编号数卧式车床 CA6140532×0.5夹具编号夹具名称切削液 90四爪卡盘 1 107工位器具编号工位器具名称工序工时/min 14.5120 准终单件122 1.1工公步工时/min 主轴转速切削速度进给量/(mm背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) ,r) /mm 次数机动辅助号11切槽,车刀至120处切3?凹坑;1 车床 450 50 0.1 0.5 1 1 倒角;2 车床 450 50 0.1 0.5 1 0.1 车刀至120处切断3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(五)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 5 页车间工序号工序名称材料牌号铣 45钢 35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣床 450 50 0.3 1.5 1 0.1 粗、精铣键槽至尺寸2 4 5 6 7设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(六)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号铣 45钢 400毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.0182611热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液C1工位器具编号工位器具名称工序工时/min准终单件0.2工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣平面铣床 450 50 0.5 0.52 0.2 2345 6设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(七)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号磨 45钢 45-0.016毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.03413热轧圆钢Φ20×260 2 1 Ra 0.8设备名称设备型号设备编号同时加工件数外圆磨床 M135夹具编号夹具名称切削液12×0.5工位器具编号工位器具名称工序工时/min准终单件 370.4工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨右段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.4 证粗糙度2 3 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(八)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 8 页车间工序号工序名称材料牌号Ra 0.8磨 45钢 50毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 C1热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数 -0.016外圆磨床 M135 -0.03413夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 13 准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨左段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.1 证粗糙度2 3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号。
设备管理应用表格大全
设备资产登记明细卡设备资产登记明细卡设备台账设备台账生产设备台账生产设备台账制造设备管理台账制造设备管理台账机电类特种设备安全管理台账机电类特种设备安全管理台账3-006 设备明细表设备明细表3-007 各类设备统计表各类设备统计表3-008 设备卡片(正面)设备卡片(正面)3-009 设备卡片(反面)设备卡片(反面)3-010 设备调拨单设备调拨单日期:年月日注:此单一式三份,一份调出部门保存,一份调入部门保存,一份设备部留存。
3-011 生产设备资料卡生产设备资料卡总账科目:本卡编号:填表人:审核:3-012 设备验收单设备验收单审核:复检人员:检验人员:采购人员:保管人员:3-013 设备安装验收移交单设备安装验收移交单注:一式四份:移交、使用、管理、财务部门各一份。
3-014 设备开箱随机备品、配件移交单设备开箱随机备品、配件移交单日期:年月日3-015 设备目录设备目录第页复核:制表:3-016 设备编号标准表设备编号标准表3-017 设备每日运行状况表设备每日运行状况表日期:年月日设备编号:记录:审核:批准:3-018 设备维护工作安排表设备维护工作安排表3-019 设备维护工作记录表设备维护工作记录表3-020设备检查表设备检查表单位:填写日期:年月日3-021 设备状况检查记录表设备状况检查记录表机器名称:检查级数:编号:检查频率:部长:组长:领班:3-022 设备日常管理表设备日常管理表填表人:审核:3-023 维护工作记录表设备保养计划表填表人:审核人:3-024 机器保养工作安排表机器保养工作安排表填表人:审核人:3-025 设备清扫后检查表设备清扫后检查表.3-026 一级保养卡一级保养卡年月3-027 二级保养卡二级保养卡3-028 三级保养卡三级保养卡3-029 三级保养效果检查表三级保养效果检查表3-030 校准记录表校准记录表检验员:校准员:3-031 设备维护记录卡设备维护记录卡3-032 设备维护状况月报表设备维护状况月报表3-033 设备扩充计划表设备扩充计划表部门:填写日期:年月日3-034 设备经济效益分析表设备经济效益分析表填表人:审核人:3-035 设备更新改造申请表设备更新改造申请表申请部门主管:申请人:3-036 设备报废申请表设备报废申请表填表人:审核人:3-037 设备资产验收报告设备资产验收报告安装调试情况: 制造厂商或供货商负责自行安装、调试客户负责3-038 生产设备清单生产设备清单3-039 重点设备数据表重点设备数据表单位负责人签章:填报部门负责人签章:填报人签章:填报日期:联系电话:生产设备保养记录生产设备维修记录3-042 模具履历表(正面)模具履历表(正面)编号:3-043 模具履历表(反面)模具履历表(反面)。
工艺卡片模板

描图描校底图号装订号机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称工主轴切削速进给切削进给步工步内容工艺装备转速度量深度r/min m/min mm/r次数号mm123第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm底图号1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名毛坯种类毛胚外形尺寸每毛坯可制作件数设备名称设备型号设备编号夹具编号夹具名称专用夹具工位器具编号工位器具名称描图工主轴切削速进给切削进给步工步内容工艺装备转速度量深度描校次数号r/min m/min mm/r mm1底图号2装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌每毛坯可制作件毛坯种类毛胚外形尺寸每台件数数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液煤油工序工时工位器具编号工位器具名称准终单件描图工主轴切削速进给切削工步工时进给步工步内容工艺装备转速度量深度描校次数号r/min m/min mm/r mm机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给步工步内容工艺装备转速度量深度描校r/min m/min mm/r 次数号mm1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助--。
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
XX装置工艺卡片模板

mg/kg mm /s %
XXX(m/m)
原 料
动 x 纯度(v/v) 新氢
XXXXX含量(v/v) XXXX含量(v/v)
力
指 位号
标 单位 指标
名称 循环水 一级除盐水 。。。。
项目 供水压力 供水温度 供水压力
% mL/m %
3
≥98 <150 ≤1 系
辅材1 辅材2
统
辅材3
产 名称 项目
品
质
XXXX装置名称-2018
位号 单位 指标
标 指标 ≤987 ≤3.6 ≤3000 ≤200 ≤15
项目 密度(20℃)
XXXXXXX压力 XXXXXXXXXXX液位 XXXXXXXXXXX温度XXX去XXX温度(XX工况) XXX去XXX温度(XX工况)
x
XX含量(m/m) XXXX(m/m)
运动粘度(100℃)
量
指
标 单位 % 指标 ≤0.61
3
环 名称 含油污水 炉1烟气 项目
保
排
放 指 位号
标 单位 指标
XX含量(m/m)
产品1
XXXX类
SO2 NOX
XX含量
mg/m
产品2 产品3 产品4 产品5 工 名称 项目 艺 控 制 指 标 单位 指标 x x 系 统 名称 项目 PH值
工 艺 防 腐 控 制 指 标 位号
单位
分馏塔XXXX顶水
指标 5.5~7.5
位号
x x 系 统 xx 系统
说明: 1、带有“▲”标识表示公司级工艺过程控制点,其余为车间级工艺过程控制点。 2、工艺卡片指标与工艺技术规程或岗位操作法矛盾时,以工艺卡片为准。 3、指标变更时,变更后的指标以变更单为准。 4、压力指标无特别说明为表压。 5、若外部条件或装置重要设备偏离正常状态且短期内不能恢复,不能按工艺卡片指标控制时,车间应制订相应的技术 措施并上报XXX部。
固定资产卡片模板
单位名称: 卡片编号: 资产类别: □电子产品及通讯设备 资产名称: 资产编号: 品牌型号: 生产厂商: 计量单位: 采购人员: 售后服务电话: 购入日期: 使用记录 使用部门 使用人员 保管人员 领用日期 移交日期
维修时间
□计算机类
□家具用具
□车辆
□仪器设备
□其他
使用状态: 存放地点: 预计使用年限: 启用日期: 资产原值: 折旧年限: 月折旧额: 净残值: 维修记录
维修状况
ቤተ መጻሕፍቲ ባይዱ
复核人:
制表人:
固 定 资 产 卡 片(反面)
停用记录 停用原因 停用日期 启用日期 出售或报废记录
备注:
粘贴资产照片
复核人:
制表人:
轴套机械加工工艺卡片模板
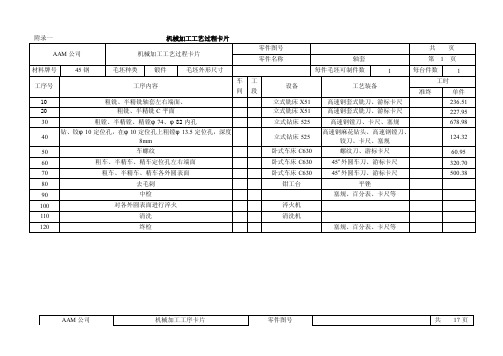
附录一机械加工工艺过程卡片AAM公司机械加工工艺过程卡片零件图号共页零件名称轴套第1页材料牌号45钢毛坯种类锻件毛坯外形尺寸每件毛坯可制件数 1 每台件数 1工序号工序内容车间工段设备工艺装备工时准终单件10 粗铣、半精铣轴套左右端面、立式铣床X51 高速钢套式铣刀、游标卡尺236.51 20 粗铣、半精铣C平面立式铣床X51 高速钢套式铣刀、游标卡尺227.95 30 粗镗、半精镗、精镗φ74、φ82内孔立式钻床525 高速钢镗刀、卡尺、塞规678.9840 钻、铰φ10定位孔,在φ10定位孔上粗镗φ13.5定位孔,深度8mm立式钻床525高速钢麻花钻头、高速钢镗刀、铰刀、卡尺、塞规124.3250 车螺纹卧式车床C630 螺纹刀、游标卡尺60.95 60 粗车、半精车、精车定位孔左右端面卧式车床C630 45o外圆车刀、游标卡尺320.70 70 粗车、半精车、精车各外圆表面卧式车床C630 45o外圆车刀、游标卡尺500.38 80 去毛刺钳工台平锉90 中检塞规、百分表、卡尺等100 对各外圆表面进行淬火淬火机110 清洗清洗机120 终检塞规、百分表、卡尺等AAM公司机械加工工序卡片零件图号共17页附录二机械加工工序卡片零件名称轴套第1页车间工序号工序名称材料牌号10粗铣、半精铣轴套左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X51 2 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件236.51工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗铣左端面,控制尺寸193.5±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S2 粗铣右端面,控制尺寸192±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S3 半精铣左端面,控制尺寸L3=191±0.057mm高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53S4 半精铣左端面,控制L4=190±0.057mm 高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53SAAM公司机械加工工序卡片零件图号共17页23AAM 公司机械加工工序卡片零件图号 共 17页 零件名称轴套第 1页零件名称 轴套第 1页 车间 工序号 工序名称 材料牌号 20 粗铣半精铣C 平面 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式铣床X511 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件227.95工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1 粗铣C 平面,控制尺寸23.071±高速钢套式铣刀、游标卡尺160 40.2 0.8 1.5 1 64 9.6 2 半精铣C 平面,控制尺寸057.070± 高速钢套式铣刀、游标卡尺18045.240.41112318.454车间 工序号 工序名称 材料牌号 30 粗镗半精镗精镗内孔 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床Z 5251 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件678.98工步号 工步内容 工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1粗镗内孔,控制尺寸190.0072+φ,190.0080+φ高速钢镗刀、卡尺、塞规14031.670.51.5113620.42 半精镗内孔,控制尺寸046.005.73+φ,046.005.81+φ 高速钢镗刀、卡尺、塞规 195 45.03 0.4 0.75 1 118 17.7 3 精镗内孔,控制尺寸03.0074+φ,03.0082+φ高速钢镗刀、卡尺、塞规9722.550.30.25131447.15AAM 公司 机械加工工序卡片零件图号 共 17页 零件名称 轴套 第 1页 车间 工序号 工序名称材料牌号 40 钻、铰10φ内孔,粗镗5.13φ孔45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床Z 5251 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件124.32工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1 钻定位孔,尺寸控制15.008.9+高速钢麻花钻、铰刀、卡尺、塞规 680 20.94 0.2 9.8 1 50.04 7.50 2 粗铰定位孔,尺寸控制036.0010+高速钢麻花钻、铰刀、卡尺、塞规392 12.32 0.8 0.2 1 27.6 4.14 3 粗镗5.13φ孔,尺寸控制036.005.13+φ高速钢镗刀、铰刀、卡尺、塞规14031.670.51.751243.6零件名称轴套第1页车间工序号工序名称材料牌号60 粗车、半精车、精车定位孔左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件320.70工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗车定位孔左右端面端面车刀、游标卡尺90 53.72 0.7 1.3 1 80.95 12.142 半精车定位孔左右端面端面车刀、游标卡尺150 89.53 0.35 0.8 1 97.14 14.573 精车定位孔左右端面端面车刀、游标卡尺200 119.38 0.3 0.4 1 85 12.756零件名称轴套第1页车间工序号工序名称材料牌号50 粗车、半精车、精车各外圆表面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件500.38工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗车各外圆表面45o外圆车刀、游标卡尺90 53.72 0.7 1.3 1 186.95 28.042 半精车各外圆表面45o外圆车刀、游标卡尺150 89.53 0.35 0.6 1 223.54 33.533 精车各外圆表面45o外圆车刀、游标卡尺200 119.38 0.3 0.6 1 195.6 29.347AAM公司机械加工工序卡片零件图号共17页零件名称轴套第1页车间工序号工序名称材料牌号50 车螺纹45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件60.95工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 车螺纹150 53.72 0.7 2 1 50 7.58。
机械加工工序操作指导卡片模板

标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序操作指导卡片
产品型号
零件型号
产品名称
零件名称
共页
第页
工序编号
切削液
工序名称
设备名称
夹具名称
换刀时间
班产定额
工序质量控制内容
代号
检查
项目
精度
范围
测量工具
检查频次与控制手段
重要度
名称
编号
首检
自检
互检
巡检
序号
项目
内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
轴套机械加工工艺卡片模板

附录一机械加工工艺过程卡片AAM公司机械加工工艺过程卡片零件图号共页零件名称轴套第1页材料牌号45钢毛坯种类锻件毛坯外形尺寸每件毛坯可制件数 1 每台件数 1工序号工序内容车间工段设备工艺装备工时准终单件10 粗铣、半精铣轴套左右端面、立式铣床X51 高速钢套式铣刀、游标卡尺236.51 20 粗铣、半精铣C平面立式铣床X51 高速钢套式铣刀、游标卡尺227.95 30 粗镗、半精镗、精镗φ74、φ82内孔立式钻床525 高速钢镗刀、卡尺、塞规678.9840 钻、铰φ10定位孔,在φ10定位孔上粗镗φ13.5定位孔,深度8mm立式钻床525高速钢麻花钻头、高速钢镗刀、铰刀、卡尺、塞规124.3250 车螺纹卧式车床C630 螺纹刀、游标卡尺60.95 60 粗车、半精车、精车定位孔左右端面卧式车床C630 45o外圆车刀、游标卡尺320.70 70 粗车、半精车、精车各外圆表面卧式车床C630 45o外圆车刀、游标卡尺500.38 80 去毛刺钳工台平锉90 中检塞规、百分表、卡尺等100 对各外圆表面进行淬火淬火机110 清洗清洗机120 终检塞规、百分表、卡尺等AAM公司机械加工工序卡片零件图号共17页附录二机械加工工序卡片零件名称轴套第1页车间工序号工序名称材料牌号10粗铣、半精铣轴套左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X51 2 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件236.51工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗铣左端面,控制尺寸193.5±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S2 粗铣右端面,控制尺寸192±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S3 半精铣左端面,控制尺寸L3=191±0.057mm高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53S4 半精铣左端面,控制L4=190±0.057mm 高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53SAAM公司机械加工工序卡片零件图号共17页AAM 公司机械加工工序卡片零件图号 共 17页 零件名称轴套第 1页零件名称 轴套第 1页 车间 工序号 工序名称 材料牌号 20 粗铣半精铣C 平面 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式铣床X511 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件227.95工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r )背吃刀量/mm 走刀 次数 工时定额 基本 辅助 1 粗铣C 平面,控制尺寸23.071±高速钢套式铣刀、游标卡尺160 40.2 0.8 1.5 1 64 9.6 2 半精铣C 平面,控制尺寸057.070± 高速钢套式铣刀、游标卡尺18045.240.41112318.45。
工艺卡片【范本模板】

主要设备
空塔
φ4500×13500
1台
动力波洗涤塔
φ1250×φ4500×11500
1台
填料塔
φ4500×13500
1台
三塔稀酸泵
Q=400m3/h,H=30m
6台
稀酸板式冷却器
180m2,254SOM
2台
脱吸塔
φ800/φ3000×6745
1台
清水高位槽
φ2000/φ2200
1台
电除雾安全封
φ800×1798
2)注意各设备的阻力降,如有异常,及时反映。
3)按工艺指标,正确调节串酸加水,稀酸送酸阀门。
4)注意观察电雾出口气体清晰度,及时调节二次电压和二次电流。
5)板式换热器视情况进行反冲或切换备用。
6)地沟要求控制低液位≤2/3。
7)沉降器定期排污。
8)按要求加药,加药量异常时及时反映和处理。
9)电除雾按要求进行例行水冲洗。
编制
核对
审核
批准
江西全鑫科技化工有限公司
电除尘器工艺卡片
文件编号
QXKJ-GY004
序号
类别
主要参数
1
主要设备
电除尘器
60m2
1台
电场
2个
附属电器仪表
2
工艺指标
电除尘器进口
320—350℃
320-350℃
电除尘器出口
250℃
石英管绝缘箱
140—160℃
瓷轴绝缘箱
140℃
压差
20毫米H2O柱
二次电压
一电场40—50KV
≤15ug/L
饱和蒸汽和过热蒸汽钠含量
<20ug/kg
给水含油量
机械加工工艺卡片【范本模板】
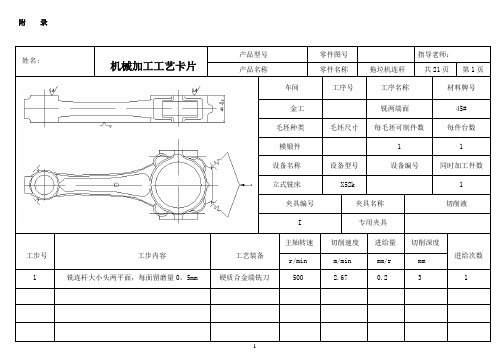
附录姓名: 机械加工工艺卡片产品型号零件图号指导老师:产品名称零件名称拖垃机连杆共21页第1页车间工序号工序名称材料牌号金工铣两端面45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X52k 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 铣连杆大小头两平面,每面留磨量0。
5mm 硬质合金端铣刀500 2.67 0.23 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第2页车间工序号工序名称材料牌号金工粗磨45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数磨床M7350 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 以一大平面定位,磨另一大平面,保证中心线对称,无标记面称为基面砂轮;磁力吸盘100 0.33 0。
33 0。
3 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第3页车间工序号工序名称材料牌号金工钻45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3080 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 以基面定位,钻、扩、铰小头孔麻花钻;扩孔钻;铰刀1000 1。
04 0。
12 10 12 250 0.39 0.8 1.5 13200 0.32 0.8 1。
0 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第4页车间工序号工序名称材料牌号金工铣大头两侧45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式铣床X62W 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1铣两侧面,保证对称(此平面为工艺用基准面) 750 0。
设备管理卡片模板

设备管理卡
设备名称 规格型号 设备编号 设备员 设备操作人 维修工
车间负责人
有效期
正常 √ 维修中 大修中 不正常
设备管理卡
设备名称 规格型号
设备编号
设备员 设备操作人 维修工
车间负责人
设备情况 正常 √ 维修中 大修中 不正常 设备管理卡
设备名称 规格型号 设备编号 设备员 设备操作人 维修工
车间负责人
有效期
正常 √ 维修中 大修中 不正常
设备管理卡
设备名称 规格型号
设备编号
设备员 设备操作人 维修工
车间负责人
设备情况 正常 √ 维修中 大修中 不正常 设备管理卡
设备名称 规格型号 设备编号 设备员 设备操作人 维修工
车间负责人
有效期
正常 √ 维修中 大修中 不正常
设备管理卡
设备名称 规格型号
设备编号
设备员 设备操作人 维修工
车间负责人
设备情况 正常 √ 维修中 大修中 不正常。