钢及其热处理曲线手册
热处理曲线——精选推荐
热处理曲线参数及数量
1.材质:20# φ325×32 标准要求控制温度580℃~620℃
设定程序规定:第一阶段从室温升温至590℃需3小时,然后保温1.5
小时,降至300℃需1.5小时。数量共60个
2. 材质:12Cr1MoVG φ273×20 标准要求控制温度720℃~750℃设定程序规定:第一阶段从室温升温至750℃需3小时,然后保温1小时,降至300℃需1.5小时。数量共46个
3. 材质:12Cr1MoVG φ325×25 和φ426×30 标准要求控制温度
720℃~750℃
设定程序规定:第一阶段从室温升温至730℃需3小时,然后保温1.5
小时,降至300℃需2小时。数量共92个
4. 材质:15CrMo φ426×16 标准要求控制温度670℃~700℃
设定程序规定:第一阶段从室温升温至700℃需2.5小时,然后保温
1小时,降至300℃需1.5小时。数量共96个
小单你把这个打印出来给苏衍西,让他们根基不同规格及材质按照不同
的设定程序,已经做完的也就那样了,以前做的保证能满足要求的。现
在再做的话就按这个程序进行设定就OK了!
机械基础课件:钢的热处理
钢的热处理
图3-4 共析钢C曲线
钢的热处理
2) 共析钢过冷奥氏体等温转变产物的组织和性能 (1) 珠光体类型(高温转变产物): 共析钢A过冷到723~550℃之间,A等温转变产物属于P
钢的热处理
3.3.4
1. 回火就是将淬火后的钢重新加热到A1以下某一温度保温, 然后冷却(一般为空冷) 2. 回火的目的在于消除淬火产生的内应力,稳定工件尺寸,
3. 随着回火温度的升高,硬度、强度下降,塑性、韧性升 高。
钢的热处理
4. (1) 低温回火:150~250℃,减少内应力和脆性,提高塑 性和韧性,有较高的硬度和耐磨性,用于制作量具、刀具和
727~650℃ 保温转变得到P,因为过冷度小,
P型组织类型
650~600℃ 保温转变得到细P,又称索氏体 (S) 性能:强度、硬度高于P 600~550℃ 保温转变得到极细P,又称屈氏体 (T) 性能:强度、硬度高,但韧性低。
钢的热处理
(2) 贝氏体类型转变(中温转变产物): A在550~230℃保温转变为贝氏体,其组织类型为贝氏体 组织,该组织是含碳过饱和的F+Fe3C (3) 马氏体类型转变(低温转变产物): 230~-60℃保温转变为马氏体,其组织类型为马氏体组织。 分为板状和片状马氏体,马氏体是碳在α-Fe中的过饱和固溶
各典型钢种CCT曲线
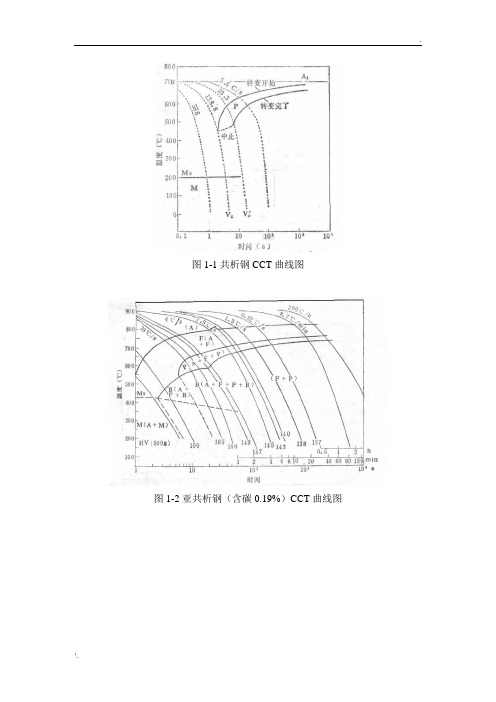
图1-1共析钢CCT曲线图
图1-2亚共析钢(含碳0.19%)CCT曲线图
图1-3 过共析钢(含碳1.03%)CCT曲线图
图中符号的规定:
A——奥氏体;B——贝氏体;C——碳化物;F——铁素体;
G——石墨; M——马氏体;P——珠光体;
A c1——钢加热时,珠光体转变为奥氏体的温度。开始温度用A c1s表示,结束温度用A c1f表示。
A r1——钢经奥氏体化冷却时,奥氏体向珠光体转变的温度。
A c3——亚共析钢加热时,所有铁素体转变为奥氏体的温度。
Ac cm——过共析钢加热时,所有渗碳体和碳化物完全溶入奥氏体的温度。
nak80钢热处理工艺曲线
nak80钢热处理工艺曲线
NAK80钢是一种常用的工具钢,具有优异的综合性能和良好
的耐磨性。为了进一步提高钢材的性能,需要进行热处理工艺。本文将介绍NAK80钢的热处理工艺曲线。
NAK80钢主要用于制造塑料模具和压铸模具等工具。在使用
过程中,模具需要具备较高的硬度、强度和耐磨性,以保证其使用寿命和稳定性。而热处理是一种通过控制钢材的加热和冷却过程,改变其组织结构和性能的方法。
NAK80钢的热处理工艺主要包括加热、保温、冷却三个步骤。首先是加热过程,将钢材加热到适当的温度区间。NAK80钢
的加热温度通常在950℃至1000℃之间,可以根据具体要求进行调整。
接下来是保温过程,即将加热到适当温度的钢材保持一段时间,使其达到均匀的温度分布。保温时间一般为30分钟至1小时,也可以根据具体情况进行调整。
最后是冷却过程,即将保温后的钢材迅速冷却至室温。冷却方式有多种选择,常用的有空冷、油淬和水淬等。选择合适的冷却方式可以控制钢材的硬度和组织结构。
在进行NAK80钢的热处理时,还需要注意一些问题。首先是
加热速度要适中,过快或过慢都会影响热处理效果。其次是保温时间要足够,以确保钢材达到均匀的温度分布。此外,冷却速度也需要控制好,过快或过慢都会导致钢材硬度不均匀或产生裂纹等缺陷。
通过合理控制热处理工艺参数,可以使NAK80钢达到理想的
硬度和组织结构。一般来说,经过适当的热处理后,NAK80
钢的硬度可以达到40-45HRC,并且具有较好的耐磨性和强度。
总之,NAK80钢的热处理工艺曲线是一个重要的工艺参数,
工程材料第六章钢的热处理
注意:因此,钢在热处理加热时,加热温度和
保温时间必须控制在一定的范围内,以便获得 细小而均匀的奥氏体晶粒。
工程材料第六章钢的热处理
一、奥氏体的形成
1.奥氏体化; (1)奥氏体化的概念; (2)奥氏体化有两种
情况; (3)钢的奥氏体化的
目的; 2.钢在加热或冷却时 的相变温度;
(1)平衡临界点; (2)相变有迟滞现象;
二、奥氏体晶粒的 长大
1.奥氏体晶粒的大小 对冷却转变后钢的组 织和性能的影响; 2.本质粗晶粒钢和本 质细晶粒钢;
二、奥氏体晶粒的长大
工程材料CAI 第一节
(1)奥氏体晶粒的长大是一个自发过程。 由于小晶粒转变为大晶粒将使合金总的晶
界面积减少,从而减少了界面能,使合金的总 能量下降,因此奥氏体晶粒的长大是一个自发 过程 。
图扩5-7 晶粒长大示意图
2021/7/10
工程材料第六章钢的热处理
14
第一节 钢在加
热时的转变
一、奥氏体的形成
工程材料CAI 第一节
显然亚共析钢不完全奥氏体化后的组 成相为: 奥氏体十铁素体,
而过共析钢则为: 奥氏体 十渗碳体。
2013-工程材料-第5章-钢的热处理

温度/℃
Ms
发生贝氏体转变时碳原 子扩散而铁原子不扩散,因
此贝氏体转变属于半扩散型
Mf 转变。
敦 德 励 学
知 行 相 长
5–钢的热处理
贝氏体的组织形态
上贝氏体
下贝氏体
敦 德 励 学
知 行 相 长
5–钢的热处理
45#钢870℃保温1小时后460℃等 温:马氏体和上贝氏体
45#钢870℃保温1小时后340℃等 温:马氏体和下贝氏体
温度/℃
Ms
(b) 索氏体S 8000×, 80~150nm
Mf
104 105
(c)托氏体T 8000 × ,30~80nm
敦 德 励 学
知 行 相 长
5–钢的热处理
P 的力学性能
P、S、T三者同属于(铁素体+渗碳体)的层片状组织,其区别仅在于 片层粗细不同。片状P的性能主要取决于P的层片间距。间距越小,强度和硬 度越高,塑性和韧性也越好。
5–钢的热处理
A
孕育期
21 32
奥氏体 过冷奥氏体
A→P A→B
38
40 43 50
HRC
500
400
300
Ms
200 100 0 -100 0
55
Mf
1 10 102 103 104 105
时间/s
敦 德 励 学
钢及其热处理曲线手册
目录
第一篇结构钢
第一章调质钢
第一节概述
第二节调质钢的性能选择
第二篇工具钢
第三节常用调质结构钢的热处理与性能(一)30(GB699—65)
(二)35(GB699—65)
(三)40(GB699—65)
(四)45(GB699—65)
(五)50(GB699—65)
(六)55(GB699—65)
(七)30Cr(YB6—71)
(八)35Cr(YB6—71)
(九)40Cr(YB6—71)
(十)45Cr(YB6—71)
(十一)50Cr(YB6—71)
(十二)40CrNi(YB6—71)
(十三)45CrNi(YB6—71)
(十四)50CrNiA
(十五)30CrNi3(YB6—71)
(十六)37CrNi3(YB6—71)
(十七)34CrNi3Mo(JB1265—72)(十八)40CrNiMo(YB,GB)
(十九)40CrMNMo(YB6—71)
(二十)32Cr2MnMo(厂标)
(二十一)60CrMnMo(Q/ZB62—73)(二十二)40CrMn(YB6—71)
(二十三)30CrMo(YB6—71)
(二十四)35CrMo(YB6—71)
(二十五)42CrMo(YB6—71)
(二十六)34CrNi1Mo(YB6—71)
(二十七)40CrV(YB6—71)
(二十八)45CrV(YB6—71)
(二十九)30CrMnTi(YB6—71)
(三十)40CrMnTi(YB6—59)
(三十一)30Mn(GB699—65)
(三十二)40Mn(GB699—65)
(三十三)50Mn(GB699—65)
(三十四)35Mn2(YB6—71)
1cr13热处理曲线
1cr13热处理曲线
1Cr13的热处理曲线如下:
1. 加热:将1Cr13材料加热到820℃的奥氏体化温度。
2. 保温:在奥氏体化温度下保温一段时间,确保材料充分奥氏体化。
3. 冷却:将1Cr13材料快速冷却至室温,以获得马氏体组织。
4. 回火:在790℃下进行回火处理,保温一段时间后冷却至室温。
通过以上热处理曲线,可以获得具有良好力学性能和耐腐蚀性能的1Cr13马氏体组织。具体的热处理工艺参数需要根据实际需求进行调整。
10钢的热处理 C曲线
奥氏体的孕育期,都能够阻碍奥氏体分 解,表现为使C—曲线向右移的作用。 碳是影响C—曲线位置的最主要元素:在 正常条件下,亚共析碳钢的C—曲线随含 碳量的增加而A3点不断降低,奥氏体稳 定性不断提高,使曲线向右移,过共析 钢的C—曲线则随含碳量的增加而Acm点 不断上升,使曲线向左移。故在碳钢中 以共析碳钢过冷奥氏体为最稳定。
2.4.1 钢在加热时的转变
一、奥氏体的形成
1.钢在加热时的临界温度 大多数热处理工艺将钢加热到临界温度以上, 获得全部或部分奥氏体组织,进行奥氏体化。
实际热处理,加热时相 变温度偏高,冷却时偏低。 加热和冷却速度愈大偏差愈 大。 加热时为Ac1、Ac3、Accm 冷却时为Ar1、Ar3、Arcm
共析钢过冷A的等温转变曲线图
共析钢过冷奥氏体等温转变:二个转变区 (1)高温转变 珠光体转变区(A1~550 ℃): 过冷奥氏体转变产物为珠光体型组织。
珠光体型组织是铁素体和渗碳体的机械混 合物。渗碳体呈层片状分布在铁素体基体上。 转变温度越低,层间距越小。按层间距大 小分为:珠光体(P)、索氏体(S)和屈氏体(T)。
光镜形貌
电镜形貌
(2) 中温转变 贝氏体转变区(550 ℃~Ms): 过冷奥氏体的转变产物为贝氏体型组织。
贝氏体 渗碳体分布在碳过饱和的铁素体基体 上的两相混合物。 上贝氏体(上B) 550 ℃~350 ℃之间转变产 物。呈羽毛状, 小片状的渗碳体分布在成排的铁素 体片之间。
工程材料 第五章 钢的热处理
(2)用临界淬透直径表示 临界淬透直径是指圆形钢棒在介质中冷却,中心被 淬成半马氏体的最大直径,用D0表示。
马氏体 马氏体 索氏体
淬透性的应用
预 测 硬 度 分 布 进 行 选 材
第四节 钢的表面淬火与化学热处理
一、表面淬火 1. 感应加热表面淬火 利用交流电流在工件表面感 应巨大涡流,使工件表面迅 速加热的方法。
在保留高硬度、 提高 及 , e s 高耐磨性的同时, 同时使工件具 回火目的 降低内应力。 有一定韧性 。
应用
适用于各种高碳 钢、渗碳件及表 面淬火件。
适用于 弹簧热处理
淬火加高温回火的热处理称为调质处理,简称调质。
弹 簧 热 处 理
五、钢的淬透性
淬透性的测定
淬透性的表示方法 (1)用淬透性曲线表示
Ac1
温度,℃
化学成分
第二节 过冷奥氏体转变曲线
一、过冷奥氏体等温转变曲线
1. 曲 线 的 测 定
等温转变曲线分析
(1)各条线的含义
温 A1 度 过 冷
奥 氏 体
A
A→P
转变终了线
P B
(2)各区域组织
(3)孕育期 (4)过冷奥氏体等 温转变特点
A→B
转变开始线
MS
A→M
Mf
M 时间
2. 过冷奥氏体等温转变过程及产物
高锰钢及高铬铸铁热处理工艺曲线
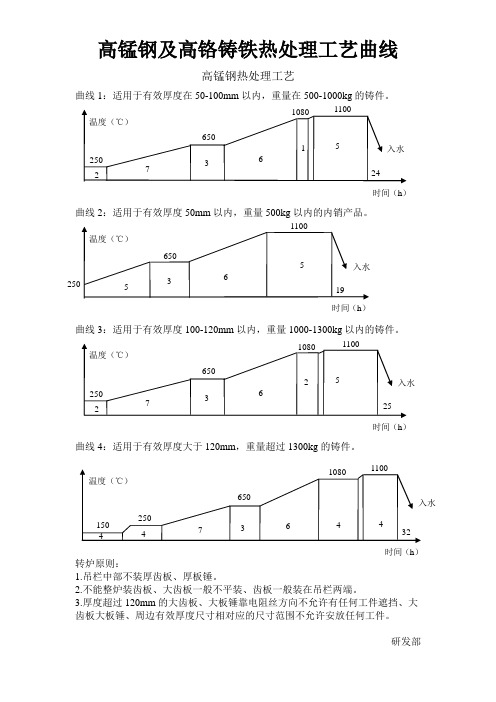
曲线3:适用于有效厚度100-120mm以内,重量1000-1300kg以内的铸件。
曲线4:适用于有效厚度大于120mm,重量超过1300kg的铸件。
转炉原则:
1.吊栏中部不装厚齿板、厚板锤。
2.不能整炉装齿板、大齿板一般不平装、齿板一般装在吊栏两端。
研发部温度入水10802501100时间h2502432191100650温度1080250时间h入水251100温度入水10802501100时间h温度入水高锰钢及高铬铸铁热处理工艺曲线高铬铸铁热处理工艺一淬火二回火三装炉要求
高锰钢热处理工艺
曲线1:适用于有效厚度在50-100mm以内,重量在500-1000kg的铸件。
研发部
3.厚度超过120mm的大齿板、大板锤靠电阻丝方向不允许有任何工件遮挡、大齿板大板锤、周边有效厚度尺寸相对应的尺寸范围不允许安放任何工件。
研发部
高铬铸铁热处理工艺
一、淬火
二、回火
三、装炉要求:
1.根据电阻百度文库传热特点、吊栏中部不单独装工件。
2.工件间要留有间隙,尤其是板锤中间间隙要大于板锤厚度。
3.炉门300mm内不放工件。
10#钢(10号钢)热处理前后H-B曲线

在《电磁场数值计算与电磁铁设计》里的fwiulocfwiuloc热处理后fwiulocfwiulocTBPT,, 500.000000 , 1.29500000 fwiulocfwiulocTBPT,, 1000.00000 , 1.49000000 fwiulocfwiulocTBPT,, 1500.00000 , 1.55500000 fwiulocfwiulocTBPT,, 2500.00000 , 1.61500000 fwiulocfwiulocTBPT,, 5000.00000 , 1.71000000 fwiulocfwiulocTBPT,, 10000.0000 , 1.84000000 fwiulocfwiulocTBPT,, 15000.0000 , 1.93000000 fwiulocfwiuloc热处理前fwiulocfwiulocTBPT,, 500.000000 , 1.05000000 fwiulocfwiulocTBPT,, 1000.00000 , 1.31000000 fwiulocfwiulocTBPT,, 1500.00000 , 1.49000000 fwiulocfwiulocTBPT,, 2500.00000 , 1.63000000 fwiulocfwiulocTBPT,, 5000.00000 , 1.73000000 fwiulocfwiulocTBPT,, 10000.0000 , 1.87000000 fwiulocfwiulocTBPT,, 15000.0000 , 1.96000000
3-金属材料与热处理-过冷奥氏体转变曲线(等温)
3 钢的过冷奥氏体转变图
3.1 过冷奥氏体等温转变曲线
过冷奥氏体等温转变曲线的分析 C曲线的特点
过冷A在不同温度(T)的等温分解时都有一个孕育期t,孕育
C曲线—TTT图
期随等温温度T的改变而改变。
● 在鼻尖上部:孕育期随T↑而延长;
● 在鼻尖下部:孕育期随T↓而延长;
在鼻尖的位置:孕育期最短,此时A最不稳定,是转变
共析钢过冷奥氏体等温转变曲线
10
3 钢的过冷奥氏体转变图
3.1 过冷奥氏体等温转变曲线
过冷奥氏体等温转变曲线的分析
五“线”五区
A1线
奥氏体稳定区
Ms线
马氏体转变区
Mf线
过冷奥氏体区
过冷奥氏体转变开始线 过冷奥氏体转变区
过冷奥氏体转变终了线 过冷奥氏体转变产物区
C曲线—TTT图
11
温度下的奥氏体转变开始时间和终了时间 将所有温度的奥氏体转变开始点和终了点描绘在同一温度—时
间坐标图上,并将所有的转变开始点(终了点)连城一条线, 所绘出的双C曲线,即是过冷奥氏体等温转变曲线
➢ 共析钢迅速冷渠道230℃时,过冷奥氏体发生马氏体转变, 230℃是马氏体开始转变的温度,即Ms。全部转变为马氏体的 温度为马氏体转变终了温度(Mf)
为什么要研究过冷奥氏体转变图?
①钢加热到A状态,用不同的介质,A在不同的过冷度下转变的产物(P、B、M 或它们的混合组织)的组织与性能有很大差别,导致钢材最终性能的多种多样。
高速钢热处理工艺曲线
高速钢热处理工艺曲线
简介
高速钢是一种具有较高硬度、耐磨性和耐热性的金属材料,广泛应用于切削工具、模具以及汽车零部件等领域。而高速钢的性能与其热处理工艺密切相关。本文将详细介绍高速钢的热处理工艺曲线,包括退火、淬火和回火三个主要步骤。
退火工艺曲线
退火是高速钢热处理的第一步,目的是消除内部应力、改善组织均匀性,并提高可加工性。退火过程中,高速钢通常需要先预热到适当温度,然后保持一段时间,最后缓慢冷却至室温。
退火工艺曲线可以分为三个阶段:预热、保温和冷却。预热阶段通常在500-600℃进行,持续时间取决于材料厚度和尺寸。保温阶段是为了使材料内部温度均匀,一般持续时间为1-2小时。冷却阶段则需要缓慢降温,常用的方法是将材料放置在炉中,让其自然冷却至室温。
淬火工艺曲线
淬火是高速钢热处理的关键步骤,通过迅速冷却使材料产生高硬度和耐磨性。淬火工艺曲线可以分为加热、保温、冷却三个阶段。
加热阶段需要将高速钢加热至临界温度,以使其达到奥氏体化的状态。临界温度一般在800-1000℃之间,具体取决于高速钢的成分和合金元素。保温阶段通常持续时间较短,大约几分钟到十几分钟不等。保温时间过长会导致晶粒长大,降低材料的硬度。
冷却阶段是淬火的关键步骤,需要迅速将高速钢从高温状态冷却至室温。常用的淬火方法有水淬、油淬和气体淬等。水淬具有最快的冷却速度,能够获得最高硬度,但容易产生内部应力和变形。油淬则比水淬略慢一些,适用于一些尺寸较大的高速钢。气体淬则冷却速度最慢,产生的内部应力和变形最小。
回火工艺曲线
回火是为了消除淬火过程中产生的内部应力和脆性,并提高高速钢的韧性和塑性。回火工艺曲线可分为加热、保温和冷却三个阶段。
图1-34热处理工艺曲线示意图
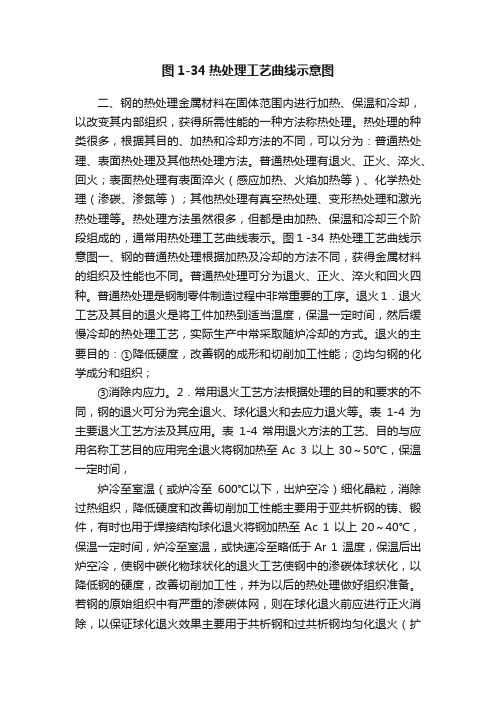
图1-34热处理工艺曲线示意图
二、钢的热处理金属材料在固体范围内进行加热、保温和冷却,以改变其内部组织,获得所需性能的一种方法称热处理。热处理的种类很多,根据其目的、加热和冷却方法的不同,可以分为:普通热处理、表面热处理及其他热处理方法。普通热处理有退火、正火、淬火、回火;表面热处理有表面淬火(感应加热、火焰加热等)、化学热处理(渗碳、渗氮等);其他热处理有真空热处理、变形热处理和激光热处理等。热处理方法虽然很多,但都是由加热、保温和冷却三个阶段组成的,通常用热处理工艺曲线表示。图1-34 热处理工艺曲线示意图一、钢的普通热处理根据加热及冷却的方法不同,获得金属材料的组织及性能也不同。普通热处理可分为退火、正火、淬火和回火四种。普通热处理是钢制零件制造过程中非常重要的工序。退火1.退火工艺及其目的退火是将工件加热到适当温度,保温一定时间,然后缓慢冷却的热处理工艺,实际生产中常采取随炉冷却的方式。退火的主要目的:①降低硬度,改善钢的成形和切削加工性能;②均匀钢的化学成分和组织;
③消除内应力。2.常用退火工艺方法根据处理的目的和要求的不同,钢的退火可分为完全退火、球化退火和去应力退火等。表1-4 为主要退火工艺方法及其应用。表1-4 常用退火方法的工艺、目的与应用名称工艺目的应用完全退火将钢加热至Ac 3 以上30~50℃,保温一定时间,
炉冷至室温(或炉冷至600℃以下,出炉空冷)细化晶粒,消除过热组织,降低硬度和改善切削加工性能主要用于亚共析钢的铸、锻件,有时也用于焊接结构球化退火将钢加热至Ac 1 以上20~40℃,保温一定时间,炉冷至室温,或快速冷至略低于Ar 1 温度,保温后出炉空冷,使钢中碳化物球状化的退火工艺使钢中的渗碳体球状化,以降低钢的硬度,改善切削加工性,并为以后的热处理做好组织准备。若钢的原始组织中有严重的渗碳体网,则在球化退火前应进行正火消除,以保证球化退火效果主要用于共析钢和过共析钢均匀化退火(扩
高速钢热处理工艺曲线
高速钢热处理工艺曲线
一、引言
高速钢是一种重要的刀具材料,具有高硬度、高耐磨性和高耐热性的特点。为了使高速钢发挥最佳性能,需要进行热处理。热处理工艺曲线是指在一定时间范围内,对高速钢进行加热、保温和冷却的过程控制曲线。本文将探讨高速钢热处理工艺曲线的基本原理、常用方法和优化策略。
二、高速钢的热处理工艺
高速钢的热处理主要包括两个过程:固溶处理和回火处理。固溶处理是将高速钢加热至固溶温度,在此温度下保温一段时间,使合金元素均匀分布;回火处理是将固溶后的高速钢再次加热至一定温度,然后保温一段时间,最后冷却至室温。这两个过程的控制非常关键,工艺曲线可以帮助实现精确的控制。
2.1 固溶处理
固溶处理的目的是溶解高速钢中的过饱和碳化物和合金元素,使组织达到均匀的固溶状态。固溶温度的选取要根据高速钢的成分和硬度需求进行调整,通常在1100-1200°C之间。保温时间的选择也十分重要,一般为30分钟至1小时。
2.2 回火处理
回火处理是为了消除固溶后的应力和改变高速钢的硬度。回火温度的选择根据所需的硬度和耐磨性进行调整,通常在200-600°C之间。保温时间也是影响最终性能的重要参数,一般为1-2小时。
三、常用的高速钢热处理方法
高速钢的热处理方法主要包括淬火、正火和冷却。下面将详细介绍每种方法的特点和适用领域。
3.1 淬火
淬火是将高速钢迅速加热至固溶温度,并迅速冷却至室温。淬火可以获得高硬度和高耐磨性,适用于制造切削刀具和工具等需要高硬度的应用。
3.2 正火
正火是将高速钢加热至回火温度,并保温一段时间,然后自然冷却至室温。正火可以增加高速钢的韧性和强度,适用于制造冲压模具和冷作工具等需要较高韧性的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录
第一篇结构钢
第一章调质钢
第一节概述
第二节调质钢的性能选择
第二篇工具钢
第三节常用调质结构钢的热处理与性能(一)30(GB699—65)
(二)35(GB699—65)
(三)40(GB699—65)
(四)45(GB699—65)
(五)50(GB699—65)
(六)55(GB699—65)
(七)30Cr(YB6—71)
(八)35Cr(YB6—71)
(九)40Cr(YB6—71)
(十)45Cr(YB6—71)
(十一)50Cr(YB6—71)
(十二)40CrNi(YB6—71)
(十三)45CrNi(YB6—71)
(十四)50CrNiA
(十五)30CrNi3(YB6—71)
(十六)37CrNi3(YB6—71)
(十七)34CrNi3Mo(JB1265—72)(十八)40CrNiMo(YB,GB)
(十九)40CrMNMo(YB6—71)
(二十)32Cr2MnMo(厂标)
(二十一)60CrMnMo(Q/ZB62—73)(二十二)40CrMn(YB6—71)
(二十三)30CrMo(YB6—71)
(二十四)35CrMo(YB6—71)
(二十五)42CrMo(YB6—71)
(二十六)34CrNi1Mo(YB6—71)
(二十七)40CrV(YB6—71)
(二十八)45CrV(YB6—71)
(二十九)30CrMnTi(YB6—71)
(三十)40CrMnTi(YB6—59)
(三十一)30Mn(GB699—65)
(三十二)40Mn(GB699—65)
(三十三)50Mn(GB699—65)
(三十四)35Mn2(YB6—71)
(三十五)40Mn2(YB6—71)
(三十六)45Mn2(YB6—71)
(三十七)50Mn2(YB6—71)
(三十九)45MnB(YB6—71)
(四十)40MnVB(YB6—71)
(四十一)40B(YB6—71)
(四十二)45B(YB6—71)
(四十三)35SiMn(YB6—71)
(四十四)42SiMn(YB6—71)
(四十五)42Mn2V(YB6—71)
(四十六)42MnMoV(Q/ZB61—73)(四十七)30CrMnSiNi2(YB6—71)(四十八)32Si2Mn2MoV
(四十九)37Si2MnCrNiMoV
(五十)37SiMn2MoV(YB6—71)
(五十一)45CrNiMoV
(五十二)45CrNiMoV(YB6—71)
参考文献
第二章渗碳钢
第一节渗碳钢的性能要求及材料分类第二节渗碳和渗碳用钢的一般性能特征第三节常用渗碳钢的热处理与性能(一)10(GB699—65)
(二)15(GB699—65)
(三)20(GB699—65)
(四)25(GB699—65)
(五)15Cr(YB6—71)
(六)20Cr(YB6—71)
(七)20Mn(GB699—65)
(八)20Mn2(YB6—71)
(九)20Mn2B(YB6—71)
(十)20MnVB(YB6—71)
(十一)20Mn2TiB(YB6—71)
(十二)25MnTiBRE
(十三)25Mn2V(YB6—71)
(十四)15CrMn(YB6—71)
(十五)20CrMn(YB6—71)
(十六)20MnMo(Q/ZB61—73)
(十七)20CrV(YB6—71)
(十八)20CrMo(YB6—71)
(十九)25CrMo
(二十)20CrMnTi(YB6—71)
(二十一)20CrMnMo(YB6—71)
(二十二)18Cr2MnMoB(JB1266—72)(二十三)20Cr2Mn2Mo(Q/ZB61—73)(二十四)20CrNi(YB6—71)
(二十六)12Cr2Ni4(YB6—71)
(二十七)20Cr2Ni4(YB6—71)
(二十八)12CrNi3(YB6—71)
(二十九)20CrNi3(YB6—71)
(三十)18Cr2Ni4W(YB6—71)
(三十一)20CrNiMo
第四节渗碳及碳氮共渗的常见缺陷和防止措施第五节渗碳及碳氮共渗件的质量检查
第六节渗碳工艺的现状
参考文献
第三章氮化钢
第一节氮化及氮化用钢的一般特征
第二节氮化钢的热处理与性能
(一)38CrMoAl(YB6—71)
(二)25Cr2MoV(YB6—71)
(三)35CrMoV(YB6—71)
(四)40Cr2MoV(YB)
第三节氮化缺陷及预防措施
第四节氮化零件的质量检查
参考文献
第四章弹簧钢
第一节弹簧钢的分类及其性能要求
第二节常用弹簧钢的一般特性
第三节弹簧钢的热处理与性能
(一)60(YB)
(二)65(YB8—59)
(三)75(YB8—59)
(四)85(YB8—59)
(五)60Mn(YB8—59)
(六)65Mn(YB8—59)
(七)60Si2Mn(YB8—59)
(八)55SiMnVB(GB1222—75)
(九)55SiMnMoVNb(GB1222—75)
(十)50CrVA(YB8—59)
(十一)50CrMn(YB8—59)
(十二)50CrMnVA(YB8—59)
(十三)55SiMnMoV(GB1222—75)
(十四)70Si3MnA(YB8—59)
参考文献
第五章轴承钢
第一节轴承钢的分类及其性能要求
第二节轴承钢的一般热处理性能特征
第三节轴承钢的热处理与性能