某涂装车间磷化除渣系统改造方案
除渣系统技术要求

除渣系统技术要求一项目概述1.1 项目设备用于招标人第二工厂涂装车间前处理线体磷化槽。
说明:包含除渣机的运输、安装、调试、培训及质保期内的维修服务。
1.3 投标要求1.3.1 投标人必须针对本文件要求的所有条款进行明确答复和确认。
1.3.2 投标人必须提供投标设备详细技术方案描述和技术参数及详尽的分项报价。
1.3.3 以上条件必须满足,否则将被视为没有响应招标文件,其投标应被作为废标处理。
1.4项目总要求完成项目时,投标人要充分考虑如下因素:a.设备的使用及维护安全性;设备理论除渣能力及实际除渣能力分析。
b.全过程参加并完成所承包设备的调试工作,包括设备的运行、工艺调试及试运行工作。
c.为满足项目需求,对招标人部分设施,在招标人同意前提下,进行必要改造。
1.5实施地点:郑州市经济技术开发区招标人第二工厂涂装车间。
二工作制度及环境条件2.1 生产环境:本车间全部为钢架厂房,前处理电泳线体总长221.1m,总宽8.2m,纵向分两层,第一层7m,在3.3m处有监测平台,其中磷化槽总长22m,宽3.7m。
第二层上,斜板槽高度为4.95m。
2.2 生产纲领:➢工作制度:全年工作251天、每天1班、每班8小时。
➢设备能力:所有设备按满足300天、15小时运行设计。
2.3 环境条件:➢工业用电:380V±10%三相交流电,频率50H Z±0.2HZ➢单相交流电:220V±10%,频率50H Z±0.2HZ➢压缩空气:(0.58~0.63)MPA2.4郑州地区气候条件:➢最高温度:≤42℃,最低温度-20℃,平均气温夏季36℃冬季-4℃➢相对湿度:≤90%三技术参数3.1 磷化槽体170m³,产能40JPH。
3.2 磷化渣湿渣中干渣率为34.58%,密度约1.5g/cm3。
3.3 各车型平均磷化电泳面积为94㎡,每平方米产磷化渣量约3g。
3.4 磷化槽液平均含渣浓度为300ppm以下。
某涂装磷化系统设备改造实例
改造 后 , 身 起 槽 时 两 侧 各 增 加 了两 组 后 喷 淋 车 管 道 和 相 应 喷 嘴 , 总 的后 喷 淋 水 量 在 原 有 的 基 础 使
入 主 槽 , 首 批 车 过 度 腐 蚀 而 生 锈 , 致 电泳 漆 膜 使 导
出现斑 印 。
通 过 分 析 得 出 ,只要 对 管 路 的连 接 顺 序 进 行 1
环境 的过程 。 破坏磷化反应 过程最大 的因素是管道 堵 塞导致 系统功能丧 失 , 线磷化 的搅拌管有 7 , B 根 其中由于搅拌泵 的动能不足 , 只能带动人槽 的 5 根搅
拌 管路 , 它 2 管 路 由后 喷 淋泵 带 动 。 其 根
内的磷 化 浮 渣 清洗 干 净 。
1 磷化 后喷淋 系统 改造
磷 化 后 喷淋 系 统 的作 用 是 清 洗 车 身 磷 化 后 的表
2 磷 化 管 路 改 造
磷 化 系统 大 致 分 为磷 化 搅 拌 、 磷化 层 流 、 化 喷 磷
面浮渣 , 保持车身湿润。 如果起槽 喷淋滞后 , 不能及 时清洗浮渣 , 磷化渣黏附于车身上 , 清洗 困难 , 污 会
染 下 道 工 序 , 重 的 情 况 是 磷 化 车 身 挂 灰 ,导 致 电 严
泳 漆 膜粗 糙 和 出现 颗 粒 。
淋3 大部分 , 槽液 的循环搅拌是通过各管道的不 同布
局 形 成 不 同 的 系 统 功 能 , 磷 化 反 应 成 膜 提 供 良好 为
车身厂驾底漆车间磷化除渣系统改造
车身厂驾底漆车间磷化除渣系统改造
于景茂
【期刊名称】《装备维修技术》
【年(卷),期】2000()2
【摘要】对金属进行磷化处理是大幅度提高金属表面涂层耐蚀性的一种科学的工艺方法,汽车涂装应用广泛,而磷化过程中由于特殊的化学反应会在磷化液中产生大量沉渣,这些沉渣是磷化过程中不可避免的产物,因此,磷化除渣是磷化系统不可缺少的一部分。
【总页数】2页(P12-13)
【关键词】磷化除渣系统;磷化液;底漆;斜板沉降;磷化过程;磷化渣;车间
【作者】于景茂
【作者单位】东风汽车公司车身厂
【正文语种】中文
【中图分类】TG1
【相关文献】
1.设备改善消除隐患持续改进本质安全——北京现代轿车二厂车身车间四门生产线凸点焊机安全性改造典型事例 [J], 陈曙光
2.保定汽车制造厂“八五”技术改造车身涂装车间设计技术总结 [J], 姜元义
3.二汽车身厂磷化底漆车间建筑设计 [J], 李枝玉
4.某涂装车间磷化除渣系统改造方案 [J], 吴凤刚;李利锐;刘铁锁
5.脱硫废水处理系统污泥资源化除磷技术研究脱硫废水处理系统污泥资源化除磷技术研究 [J], 朱懿灏;赵晓丹;田小测;吴军辉;窦微笑;周振
因版权原因,仅展示原文概要,查看原文内容请购买。
汽车涂装线常用磷化除渣系统
汽车涂装线常用磷化除渣系统作者:机械工业第四设计研究院王海军来源:AI《汽车制造业》金属材料表面涂装前经磷化处理可以显著提高涂层的附着力和耐腐蚀性,因此在各行业得到了广泛应用,特别在汽车行业中,磷化膜作为电泳涂漆的底层,得到了几乎100%的应用。
伴随磷化处理的过程,磷化沉渣的产生不可避免。
过多的磷化渣如果不及时从槽液中清除,不但会污染磷化液,缩短其使用寿命,同时还会附着在车身表面影响磷化膜质量和整车的涂装质量;对于喷射系统,磷化渣过多,容易造成喷嘴堵塞、管路堵塞,降低换热系统的传热效率,造成整条生产线无法正常运行,因此,必须采取可行的办法把槽液中的磷化渣含量控制在一定范围内,由此,各种磷化除渣系统(装置)应运而生。
近年来,伴随着我国汽车工业的蓬勃发展,国内已兴建了近四十条具有国际先进水平的、现代化的轿车车身涂装线,更为可喜的是,其中数条高档轿车涂装线完全是由中国人自己设计、制造的,代表了国内涂装线设计水平已经达到了新的高度。
笔者作为涂装专业设计人员,多次参与了各种类型涂装线的设计工作,对我国涂装技术的进步感触颇深,本文将就近几年中在汽车涂装线应用较多的几种磷化渣除渣系统进行介绍,文中也反映了目前汽车涂装线磷化除渣系统的设备配置水平。
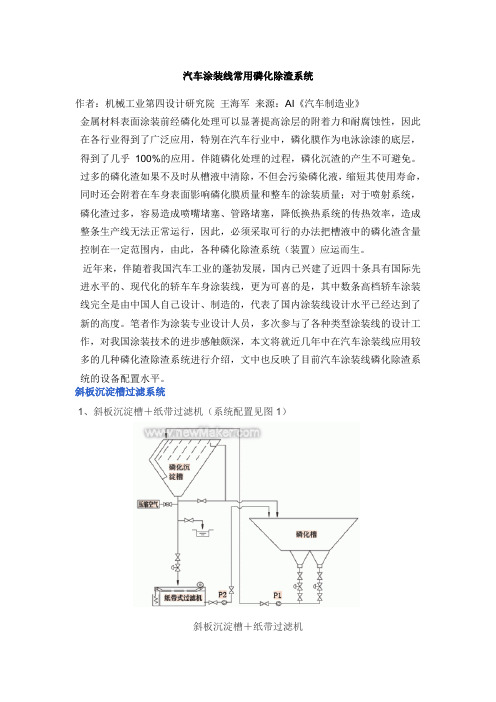
斜板沉淀槽过滤系统1、斜板沉淀槽+纸带过滤机(系统配置见图1)斜板沉淀槽+纸带过滤机工作时,磷化渣在磷化槽的锥形槽内初步沉淀浓缩,由泵P1输送至磷化沉淀槽内,通过专设的导液管开口进入磷化沉淀槽底部,然后以极低的流速缓慢上升,流过斜板区域,磷化渣在重力沉降和斜板挡压双重作用下,快速沉入锥底,上部形成的清液通过溢流管流回磷化槽。
沉淀槽底部的富渣槽液由自动阀控制流至纸带过滤机的链板上,链板上放置有滤纸,磷化液通过重力沉降,透过滤纸流至链板下部的储液槽,由回收泵P2输送回磷化槽;磷化渣由滤纸截留,并在链板上不断增厚,达到一定厚度后,液面上升,传感器发出信号,指令气动阀自动切断磷化渣供应,链板启动,滤纸前移,磷化渣连同滤纸落入废料桶,新滤纸自动铺设到链板上,液面下降,传感器指令链板停止运转,开始下一个工作循环。
汽车涂装工艺中的涂装车间规划与布局
照明设施
提供足够的照明,保证产品质 量和员工安全。
消防设施
按照消防法规要求,合理布置 消防设备和通道。
物流通道布局
人流通道
设置宽敞的人行通道,方便员工通行。
叉车通道
为叉车留出足够的通道,便于物料搬运。
物流通道
规划合理的物流通道,确保物料高效流转。
缓冲区
在生产线和物流通道之间设置缓冲区,避免 交叉污染和干扰。
采取降噪措施,如安装消音器、隔音 墙等,降低涂装车间的噪声污染。
节能减排措施
能耗监测
对涂装车间的能耗进行实时监测和记录,及时发现并解决能源浪费问 题。
节能设备
采用节能型涂装设备和工艺,如节能型烘干炉、节能型喷枪等,降低 能源消耗。
余热回收
对涂装车间的余热进行回收利用,如用于预热空气、加热清洗液等, 提高能源利用效率。
设置电泳槽,确保电泳液的温度、PH值等 参数符合工艺要求。
电泳涂装
电泳后处理
将汽车车身浸入电泳液中,通过电场作用 使涂料在车身上均匀沉积。
对电泳涂层进行烘烤固化、冷却和清洗。
面漆工艺流程
中涂漆涂装
在电泳涂装完成后,对车 身进行中涂漆涂装,以提 高涂层的丰满度和质感。
面漆涂装
在中涂漆干燥后,进行面 漆涂装,包括色漆和清漆 的涂装。
规划内容与流程
规划内容
涂装车间的工艺流程、设备选型、生产线布置、物流系统等 。
规划流程
需求分析、方案设计、初步设计、施工图设计、施工与验收 。
规划影响因素
市场需求
根据市场需求调整涂装 车间的生产规模和工艺
水平。
技术发展
关注涂装工艺技术的最 新动态,采用先进的工
艺和设备。
涂装前处理中典型磷化除渣方法与新型前处理成膜工艺
使用 , 而斜板沉淀槽 占用 空间大 , 磷化渣 的分离效率 又不太高 ,
约 有 总 渣 量 的 2 %左 右 仍 返 回槽 中 。 板 沉 淀槽 的渣 出 口易 阻 0 斜
塞, 常常要用压缩空气 吹。其 工作 流程为 : 磷化 槽内产生 的磷 化渣采 用三级浓缩 除渣 : 第一级磷 化槽锥 底浓缩 , 二级磷化 第
理如下 : F +2 P 4 , eI20)+H e H3O — r ( P 4 - I 2 2 T (1)
排渣 口结渣较多时 , 可关闭排渣阀门用压缩 空气反吹。
32 板 框 式 压 滤 机 .
板框式 压滤机是悬浮液 固 、 液两 相分离 的理想设 备 , 具有 轻巧 、 灵活 、 可靠等特点 。 通常有 明流 、 暗流之分 , 被广泛应用于
2 01 0年 5月
广 西 轻 工 业
G A G I o R A FLG T ID s R u N x u N L0 IH u T Y J N 化 工 与 材 料
第 5 ( 第 18 ) 期 总 期 3
涂装 前 处 理 中典 型磷 化 除渣 方 法 与 新 型前 处 理成 膜 工艺
目前大 型前处理线大多采用斜板沉淀槽及压 滤除渣系统 , 该设备 的组成部分有 : 斜板沉淀槽 、 压滤机 、 沉淀泵等 。 目前在 上汽烟 台东岳 、 汽、 北 海汽 、 陕汽 、 南汽等涂装线都有应用 。 该设 备 的特点是处理 量较大 , 渣饼含 水量低 , 备运行 比 设 较可靠 , 用比较广泛 。不足之处是通 常要 和斜板沉淀槽一起 应
目前 在国内 , 化渣主要被作 为生产废 物直接弃 掉 , 磷 这样又 造
成 了新的污染 。而汽车企业 为了 自身 的发展 , 必然会选择节 能
涂装前磷化除渣系统改造方案比较分析

设计 , 底部为水平状 , 没有给磷 化渣 留出 足够 沉积 的空 间。现磷 程各段的含渣量计算如下 : 沉淀器进 口含渣量 :0 噼 L 干渣量 :0m ×0 3k 30r / , r 5 ] =1 5
图 I 除渣 方案 I 初级 除渣 泵 2 磷化槽 3 沉淀器( . 旋流塔 )
4 除 渣 泵 5 旋 液 分 离器 6 带式 过 滤 机 .
车 厂沉 器 篓 分 芝 带 …叠体 部锥 … 淀 : 妻 一 式底 锥 底全体 架 过 器槽 部 … 滤一体 ~… …
车盖厂 磷化车间 同上 槽体一阿玛过滤器一槽体 同上 同上 无 玉 坦克式
化槽体 已改进为部分锥体 。但 锥体 口面积所 占槽底 面积不 足三
分之一 。加 上现在磷化处理 车身量 已超 出设 计产量。这样 , 化 k。沉淀 器处理后 回槽液 含渣 量 :0 0 =10( g L , 磷 g 30x5 % 5 f / ) 干渣 n
2 5 g  ̄ =3 7 / 1 除渣系统的负担增大。在处 理量上 , 车架厂 可处理 5 / 4 h的磷 量 :5 ×0 1 k, 3 .5 。旋液 分离 器进 口干渣量 :5— 化液 , 潦装车 间处理量 为 1 / 5 h磷化 渡。车架 厂 、 车盖厂 除渣 m , e 可实现连续 除渣 。在操作维护上优于板框压滤机。 JL 37 :I .5(g , 5 I2 k) 含渣 量 :I2 g :0 4 gm =旋液分 1 5kn5 .5k/ 3
使用的除渣系统 , 以达到连续 除渣 的 目的。现场 观 察 , 其产 进 口流量的 9 % , 2 . / 。带式 过滤机 处理量 为旋 液 分离 可 在 5 即 25 h
汽车生产涂装车间前处理磷化工艺全

汽车生产涂装车间前处理磷化工艺磷化所谓磷化处理是指金属表面与含磷酸二氢盐的酸性溶液接触,发生化学反应而在金属表面生成稳定的不溶性的无机化合物膜层的一种表面化学处理方法,所生成的膜称为磷化膜。
具有微孔结构,在通常大气条件下比较稳定,具有一定的防锈能力,用作漆膜的底层,可以显著地提高涂层的附着力和耐蚀性能。
磷化膜作为电泳涂漆之底层,在汽车行业中得到几乎百分之百的应用。
磷化处理分类磷化处理有很多分类方法,工业上较通用的有如下几种:(1) .根据组成磷化液的磷酸盐分类,有磷酸锌系、磷酸镒系、磷酸铁系。
此外,还有在磷酸锌盐中加钙的锌钙系,在磷酸锌系中加银、加镒的所谓〃三元体系〃磷化等。
(2) .根据磷化温度分类,有高温磷化(80。
C以上)、中温磷化(50~70℃)和低温磷化(40。
C以下)。
(3) .按磷化施工方法分类,有喷淋式磷化、浸渍式磷化、喷浸结合式磷化、涂刷型磷化。
(3).按磷化膜的质量分类,有重量型(7.5g∕m2以上)、中量型(4.3g∕m2〜7.5g∕m2)、轻量型(1.1g∕m2~4.3g∕m2)和特轻量型(0.3g∕m2〜1.1g∕m2)o磷酸锌系,磷酸锌钙系,磷酸铁系磷化膜适用于涂装底层,其中以磷酸锌系磷化膜应用最为广泛。
磷酸镒系磷化膜,主要用于满足润滑性和耐磨性的要求。
磷化膜的组成和成膜机理磷化膜的组成钢铁在不同磷化液中形成的膜层的组成如表所示。
钢铁磷化膜的组成及外观类型溶液主要成分膜层主要成分膜层外观锌磷酸Zn2+,磷酸锌浅灰,深灰,黑灰色系锌系磷酸Zn2+,磷酸锌钙锌钙Ca2+,系磷酸Zn2+,磷酸锌镒锌锦Mn2+,系磷酸锦系Mn2+,磷酸锌浅灰,深灰,黑灰色磷酸铁系Fe2+,磷酸铁深灰色Me①,磷酸铁及铁的氧化物膜层为(0.1~1)g∕m2时呈彩虹色,大于1g∕m2时呈深灰色13.2.2磷化膜成膜的机理比如我们锌系磷化为例来说明磷化膜成膜机理,磷酸锌系处理溶液,通常含有磷酸、磷酸二氢锌、氧化剂和促进剂等成分,其磷化基本反应如下:Fe+2H3PO4——>Fe(H2PO4)2+2H+(基体)(磷化液)2H++02——>H20(氧化剂)Fe(H2PO4)2+02——»FeP04+H3PO4+H20(氧化剂)(沉淀)当铁与磷化液接触时,铁不断溶解,H3PO4不断消耗,并放出氢,这时铁与磷化液接触的界面处的酸度下降,PH值上升,处理液中成分发生下列反应:3Zn(H2PO4)2+4H2O——>Zn3(PO4)2∙4H20+4H3PO4(磷化液)(膜的成分)Fe+2Zn(H2PO4)2+4H2O+02——>Z∩2Fe(PO4)2∙4H20+2H3PO4+H20 (磷化液)(膜的成分)生成的不溶于水的Zn3(PO4)2∙4H20及Zn2Fe(PO4)2∙4H20覆盖在金属表面上即形成了磷化膜。
涂装前处理的磷化渣控制

Group Technology & Production Modernization Vol.28,No.3,2011
·ห้องสมุดไป่ตู้·
现代设计技术
沉渣的产生及控制磷化渣对磷化工艺危害的方法和
措施有3个方面. 4.1 正 确 选 择 磷 化 液 ,切 实 保 证 磷 化 条 件
正常 沉 渣 是 由 磷 化 液 自 身 的 特 性 所 决 定 的,沉 渣 量 基 本 上 与 磷 化 的 处 理 面 积 成 正 比 .所 以 要 减 少 正常沉渣,选择或配 置 低 渣 磷 化 液 是 减 少 磷 化 渣 的 关键.
加大泵的负荷,阻 塞 喷 嘴、管 道 阀 门 等,造 成 维 修 成 本的增加.
2 涂 装 分 类 及 其 工 艺
2.1 涂 装 的 分 类 (1)按 涂 料 种 类 分 :溶 剂 型 涂 料 涂 装 ,电 泳 涂 装 ,
粉末涂装. (2)按 涂 装 方 式 分 :空 气 喷 涂 ,无 气 喷 涂 ,静 电 喷
60%以 上,可 见 磷 化 质 量 的 重 要 性.过 多 的 磷 化 沉 渣 产 生 和 存 在 ,会 带 来 许 多 危 害 .
(1)大量磷化 渣 的 存 在,会 影 响 磷 化 膜 的 质 量, 降 低 工 件 的 耐 蚀 性 能 ,增 加 不 合 格 品 的 比 率 ,甚 至 会
影响生产的正常进行. (2)磷 化 碴 能 导 致 磷 化 液 使 用 寿 命 缩 短 ,直 接 增
磷化渣的主要 成 分 是 FePO4,但 其 中 也 有 少 量 的 Me3(PO4)2.磷 化 膜 的 主 要 成 分 是 Me3(PO4)2、 4H2O,但 也 有 磷 酸 铁 与 黑 色 的 氧 化 铁 . 3.2 磷 化 过 程 中 沉 淀 反 应 的 特 性
喷漆循环水系统及漆渣处理系统的设计综述

喷漆循环水系统及漆渣处理系统的设计在涂装喷涂过程中,由于产生大量的过喷漆雾及有机溶剂气体,不仅影响操作者的身体健康,更为严重的是排放的气体污染周围的空气和环境。
一种新型的涂装喷涂自动漆渣处理系统的实际应用证明,处理漆渣效果明显,操作方便,值得推广应用。
据测定,喷漆室排放的漆雾和有机溶剂的浓度为300~2000hg/m3,因此为了尽可能多地处理废气,必须合理设计捕捉漆雾的水系统。
本人根据多个现场调试结果及对国内外先进涂装线的参观学习,总结并设计出一整套漆渣处理系统,以供参考。
该系统按照功能可分为循环水系统、加药系统、漆渣处理系统5、脱水过滤系统6a 或6b(见图1。
循环水系统设计原理及方法湿式喷漆室的基本原理就是将水雾化,捕捉过喷漆雾。
为了提高漆雾捕捉效率,必须减少循环水中已捕捉油漆颗粒含量,要分离出油漆颗粒除了采用加入化学药剂的方法外,对设备构造有以下要求。
如上图将循环水池分为以下区域:回流区1和2、浮渣区3、吸渣及过滤区4、造渣除渣区5。
回流区1和2:该区域位于喷房回水口位置,设置有溢流板及过滤网,其作用是消减回流水的冲击力,通过高位溢流,降低槽内流速,并过滤掉大块漆渣。
该区域循环水停留时间要求为0.8min,槽体截面流速0.05~0.075m/s。
浮渣区3:为有效的将截留后的漆雾,包括其中的树脂、溶剂等,聚集成块状漆渣,并通过气浮现象漂浮于表面,同时须严格控制槽内循环水的流速及循环水停留时间,确保漆渣上浮到水面时正好回流到溢渣区。
为了实现该目的,经过大量的现场观察及药剂供应商试验,得出以下结论,该区域循环水滞留时间为5.5~7min,槽内液体表面浓度为600PPM,槽体截面流速0.05m/s时,效果较佳。
吸渣及过滤区4:该区域设置有自动溢流堰,可根据液面高度自动调整进渣口位置,尽可能多地将上浮的漆渣收集到吸渣口,通过专用的浮渣泵吸入造渣除渣区5进一步处理。
在吸渣口后设置有过滤器,其作用为阻挡大块的漆渣进入下一区域,过滤器采用过滤网,网孔大小为40mm×40mm为佳,并要求方便拆卸清洗。
环境影响评价案例分析真题2014年及答案解析

环境影响评价案例分析真题2014年及答案解析(1~4/共35题)案例题一、某汽车制造厂现有整车产能为12万辆/年,厂区设有冲压车间、焊接车间、涂装车间、总装车间、外购件库、停车场、试车跑道、空压站、天然气锅炉房、废水处理站、固体废物暂存间、综合楼等。
该厂工作制度为250天/年,实行双班制。
涂装车间现有前处理(含脱脂、磷化工段)、电泳底漆和涂装生产线。
前处理磷化工段采用镍锌锰系磷酸盐型磷化剂,生产过程中产生磷化废水、磷化废液、磷化渣以及清洗管路系统产生的废硝酸。
电泳底漆生产线烘干室排放的有机废气采用1套RTO蓄热式热力燃烧装置处理,辅助燃料为天然气。
该厂拟依托现厂区进行扩建,新增整车产能12万辆/年。
拟新建冲压车间和树脂车间,在现有焊接车间和总装车间内增加部分设备,在涂装车间内新增1条中涂面漆生产线,并将涂装车间现有前处理和电泳底漆生产线生产节拍提高1倍。
拟新建的树脂车间用于塑料件的注塑成型和涂装,配套建设1套RTO装置处理挥发性有机废气。
扩建工程建成后工作制度不变。
新建树脂车间涂装工段设干式喷漆室(含流平)和烘干室,采用3喷1烘工艺,涂装所使用的底漆、色漆和罩光漆均为溶剂漆。
喷漆室和烘干室产生的挥发性有机物(VOCs、含甲苯、二甲苯及其他醚酯醛酮类物质)收集后送RTO装置处理。
喷漆室进入RTO装置的VOCs为32kg/h,烘干室进入RTO装置的VOCs为24kg/h,RTO装置的排风量为15000m3/h。
RTO装置的VOCs去除效率为98%,处理后的废气由20m高排气筒排放。
现有工程磷化废水预处理系统设计处理能力为30m3/h,运行稳定达到设计出水要求。
扩建工程达产后,磷化废液和磷化废水的污染物浓度不变,磷化废水预处理系统收水情况如表所示。
磷化废水预处理系统收水情况[问题]第1题计算树脂车间涂装工段RTO装置的VOCs排放速率及排放浓度。
____第2题指出涂装车间磷化工段产生的危险废物。
____第3题现有磷化废水预处理系统是否满足扩建工程达产后的处理需求,说明理由。
涂装工程改造方案范本最新

涂装工程改造方案范本最新一、改造背景随着现代工业和建筑行业的发展,涂装工程在建筑、汽车、航空、船舶等领域的应用越来越广泛。
但是在传统涂装工程中存在着一些问题,如涂装材料的环境友好性、操作安全性、涂装效率等方面需要得到改善。
因此,进行涂装工程改造成为当前的一个重要课题。
二、改造目标1. 提高涂装材料的环境友好性,减少VOCs排放对环境的影响;2. 提高涂装工程的操作安全性,减少工人因接触有害物质而导致的健康问题;3. 提高涂装工程的效率,减少涂装时间和成本,提高生产效率。
三、改造方案根据上述的改造目标,我们提出以下方案:1. 采用低VOCs涂装材料由于传统的涂装工程中使用的溶剂型涂料中含有挥发性有机化合物(VOCs),因此对环境造成了较大的影响。
我们可以选择低VOCs或无VOCs的水性涂料来替代传统的溶剂型涂料。
同时,可以采用热固化涂料来代替传统的气固两相反应的固化方式,减少对环境的污染。
2. 安全化操作为了保障涂装工程的操作安全性,我们可以在涂装工程中引入自动化设备来代替人工操作。
自动化设备不仅可以提高涂装的精度和效率,还可以减少工人因接触有害物质而导致的健康问题。
同时,我们还可以加强现场的安全管理,为工人提供防护装备和定期的健康检查。
3. 提高涂装效率为了提高涂装工程的效率,我们可以优化涂装工艺,并引入智能化的涂装设备。
智能化的涂装设备可以根据不同的涂装需求进行智能调控,提高涂装的精度和效率。
同时,我们还可以采用快速固化涂料来缩短涂装的时间,减少涂装的成本,提高生产效率。
四、改造效果预期1. 环境友好性:通过采用低VOCs涂料和热固化涂料,可以大大减少涂装工程对环境的影响,降低VOCs排放量,提高环境友好性。
2. 操作安全性:通过引入自动化设备和加强现场安全管理,可以减少工人因接触有害物质而导致的健康问题,提高操作安全性。
3. 涂装效率:通过优化涂装工艺和引入智能化设备,可以提高涂装的精度和效率,缩短涂装时间,降低成本,提高生产效率。
磷化渣削减方法

磷化渣削减方法摘要】:简要介绍汽车磷化工艺中,磷化工艺及发展,磷化过滤系统,分析磷化渣产生过多的原因,并提出相应的削减方法。
【关键词】:磷化工艺;磷化渣一、磷化的目的在汽车制造过程中,需要保证汽车涂层具有良好的耐久性和耐腐蚀性,因此在进行车身的涂装之前,会先对其进行磷化处理。
磷化处理的原理是磷酸的离解平衡,利用能够这一原理可以使清洗脱脂过的金属底材表面上析出不溶性的磷酸金属盐,从而形成一层磷化膜。
形成的磷化膜能够提高涂布在其上的电泳涂膜的附着力和耐腐蚀性。
通过磷化处理得到的磷化膜结晶能够微溶于金属表面,因此使这些结晶具有良好而附着力,结晶表面的凹凸特性有效的增加了其表面积,从而使涂膜的附着力得到显著的增强。
由于涂膜具有良好的附着力,因此其可以有效的防止腐蚀生成物质的侵入,进而有效的提高了其耐蚀性。
如果不进行磷化处理,一段时间后水和空气等就可以透过涂膜,导致钢板生锈,使涂抹鼓起。
因此,磷化处理被广泛的应用于高级防锈涂装的底材处理。
在磷化处理时,为了获得优质稳定的磷化膜,提高其附着力和耐扩蚀性,应做好前处理的管理工作,并且控制好影响反应的各种要素。
二、磷化渣的产生在磷化处理中不仅会反应生成磷化膜,同时还会有磷化渣生成,磷化渣的主要成分是Fe(H2PO4)2,磷化处理过程中必然会产生磷化渣,磷化渣过多会造成很多问题,因此需要及时的将其从槽液中清除出去。
磷化渣会污染磷化液,导致其使用寿命缩短;其还可能附着在车身上,导致磷化膜的质量变差,进而影响整车的涂装质量;磷化渣还会对喷射系统造成影响,过多的磷化渣会导致喷嘴堵塞、管路堵塞等情况的出现,造成换热系统的传热系数下降,会对生产线的运行造成不利影响。
因此,对槽液中的磷化渣含量进行有效控制,将其控制在一定范围内就显得非常重要。
影响磷化渣生成的因素有很多,如各种类型的除渣装置系统,低温磷化工艺的导入,磷化槽液参数的酸比值、P值、总酸浓度、游离酸浓度、促进剂浓度等均会影响磷化沉渣。
一种新型磷化除渣机运行控制方案介绍

一种新型磷化除渣机运行控制方案介绍郝腾飞;梁昊穹【摘要】磷化处理是汽车电泳涂装的前处理工艺.除渣是维护磷化生产线正常运行的重要环节.以某进口品牌板框压滤机为例,设计了一种新的汽车厂磷化除渣机运行控制方案,实验研究了初始频率、步进增量及步进维持时间对磷化生产线除渣效果的影响.分析了初始频率和最终压力的选择方法.%Phosphating is the pretreatment process of automotive electrophoresis painting.Slag removal is an important part for maintenance the normally running of phosphating production line.Take an imported plate-frame filter press as example,a new controlling scheme of phosphating slag removal machine used in auto plant was introduced,influences of the initial frequency,stepping increment and stepping time on phosphating slag removal effect of the phosphating production line were analyzed by experiments.The selection methods of initial frequency and final pressure were also discussed in this paper.【期刊名称】《电镀与精饰》【年(卷),期】2017(039)011【总页数】3页(P30-32)【关键词】磷化除渣;初始频率;步进增量;步进维持时间【作者】郝腾飞;梁昊穹【作者单位】中国汽车工业公车有限公司,天津300113;中国汽车工业公车有限公司,天津300113【正文语种】中文【中图分类】U466磷化工艺在汽车行业已经得到了广泛的应用。
全力打造磷化、治污、回用循环生产体系分析
全力打造磷化、治污、回用循环生产体系一、总述新工艺新材料的开发应用必须基于如下三点:1、环保;2、运行成本低;3、工艺简单。
否则,就不能称为新工艺.锌系磷化是目前公认的涂装前处理质量最好的膜层,经过了多年检验。
也许将来会有理想的前处理膜层,我公司也正在进行新材料的膜层性能检验。
但含镍的锌系磷化是必须淘汰的,因为国家对镍的排放限值控制在0。
05毫克/升,和六价铬要求一样。
磷化前酸洗绝大多数企业采用传统的盐酸酸洗工艺,主要是没有找到更好的环保低成本工艺。
磷酸可以酸洗除锈除氧化层大家都知道,但都因高成本未能采用。
据柳州五菱实际数据显示,汽车桥壳单独采用磷酸进行酸洗时成本为每平米1.2元左右,远远高于预期,但限于生产线及生产环境的要求,无法采用盐酸酸洗,每月产生的废磷酸13吨左右.重庆五菱新厂投产后直接采用我公司提供的磷酸酸洗新工艺,磷化线一次试车成功,而且从2015年5月到现在为止酸洗槽仍然正常运行,期间进行过一次再生处理,成本大幅度下降。
根据我们的预算:只要磷酸酸洗能够坚持6个月,每月处理桥壳4万根,成本和盐酸酸洗基本持平.这样,磷酸酸洗的优越性就可以充分发挥出来了。
目前,绝大部分企业的污水处理设备都是很落后的工艺,该工艺已经沿用几十年了,无法满足现在环保的要求。
因此,不少生产环保设备的企业鼓吹新的处理方式—膜处理,号称产出纯净水。
这是非常不良的伪科学宣传.废水处理是必须在化学反应的工艺点上解决问题,进入物理吸附阶段时,中水必须是清澈透明的。
如果将浑浊的中水进行反渗透,运行成本可想而知,甚至无法正常运行.浓缩废水怎么办?不用说,更加难以处理.污水处理系统在水量低于100吨/日时,采用间断式处理,高于100吨/日,采用自动切换连续处理工艺.目的是加强反应槽工艺控制,确保中水清澈透明,没有无机盐(钠离子、硝酸根离子、氯离子除外),水中有机物是否需要精滤,我们根据企业的药液和工艺情况进行判断,这样做的好处是最大限度的延长滤料的使用寿命。
工业涂装治理方案范本

工业涂装治理方案范本1. 背景介绍工业涂装是目前广泛应用于各种产品的一种表面处理技术,如汽车、电子设备、家具等。
然而,工业涂装过程中使用的溶剂和涂料可能会对环境和人体健康造成潜在的危害。
为了保护环境、减少有害物质排放、提高涂装质量和效率,制定一套工业涂装治理方案是非常必要的。
2. 目标和原则2.1 目标•减少有害物质排放,降低对环境的影响;•提高涂装质量和效率,降低生产成本;•保护涂装工人的健康和安全。
2.2 原则•依法合规:制定的方案需符合国家、地方的相关法律法规;•全员参与:所有涉及涂装的员工都要参与方案的执行和监督;•持续改进:方案应定期评估和改进,以适应技术和环境的变化;•经济可行:方案的实施应考虑到经济可行性和成本效益。
3. 涂装治理方案3.1 涂装工艺改进•选用环保型涂料:选择低挥发性有机物(VOC)含量低的环保型涂料,减少有害物质的排放;•排风系统优化:对涂装作业现场的排风系统进行调整和优化,确保室内空气的质量和流通;•喷涂设备升级:升级喷涂设备,如高效喷涂枪、自动喷涂机器人等,提高喷涂质量和涂料利用率;•控制涂装厚度:合理控制涂料的涂布量,避免过度涂装,降低涂料浪费。
3.2 有害物质管理•配备防护设施:为涂装工人提供个人防护装备,如手套、口罩、防护眼镜等,确保其健康和安全;•合理储存和处理:建立涂料和溶剂的储存区域,保证安全使用和妥善处理;•废液处理措施:建立废液收集、处理和处置系统,确保废液的合规处理,减少对环境的污染;•废弃物管理:对产生的废弃涂料桶、溶剂容器等进行分类、存储和处置,符合相关标准和规范。
3.3 培训和宣传•培训涂装工人:加强涂装工人的培训,提高其对环境保护和安全生产的意识,提升操作技能;•增加宣传力度:组织开展宣传活动,向员工宣传工业涂装的环境和健康风险,引导他们养成良好的涂装习惯;•沟通与反馈:建立涂装治理方案执行的沟通渠道,定期收集员工和管理人员的意见和反馈,及时解决问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
堆积 , 形成浓缩液 。 再次开启生产线时 , 此部分浓缩 液又伴 随循环系统进 行循环 , 如此往 复造成磷化 液 中颗粒含量越来越高 , 磷化车身表面质量不断恶化 。
多次倒槽过程 中 , 也 证 实 了平 缓 部 位 确 有 大量 磷 化
溢流清液作为 出槽 喷淋液 , 从 而造 成车身 吸附磷 化
渣, 斜 板沉 降 塔 未达 到 预期 效 果 。 分 析原 因 :磷 化 液
中包含促进剂 、 中和剂等 因素的影 响, 实际 日 产渣量
为3 5 0 k g ( 按3 . 5 g / m 计算 ) 。目前设备 除渣能力 , 现 场F K 压滤机除渣量 ( 湿态 ) 为2 4 0 k g , 含水率 为4 0 %,
即实 际 除 渣 量 为 1 4 4 k g , 需 新 增 理 论 除渣 量 ( 干态 )
经 除渣 泵送 至斜板沉 降塔 中部进入斜板沉 降塔 , 于
斜 板 沉 降 塔 内隔 板 底 部 进 入 塔 内 , 塔 内 进 液 管 上 均
布出液 口, 槽液进人塔 内后对塔 内液体形成搅拌 , 塔
生产 过程 中发 现 , 电泳烘 干后 车身 由磷 化渣造 成 的漆膜缺 陷较多。 检测斜板沉降塔溢流清液 、 底部
浓缩液发现 , 含 渣 量 与 主槽 槽 液 的含 渣量 相 差 不 大 ,
1 0 0 0 台/ 日, 涂装单台车身面积为 1 0 0 m , 车身工件
磷化成膜过程 中, 理论 产 渣 量 为 3 g / m , 而 运 行 过程
图 2 改造 后磷化 系统 的示意 图
F i g u r e 2 T h e s k e t c h o f p o h o s p h a t i n g s y s t e m a f t e r r e n e wa l
原除渣泵 1 产能为 5 4 m / h , 无法实现向斜板沉降
2 8
上海涂料
第 5 2卷
送 至斜板 沉淀槽 , 在斜板 内静置沉 降将槽 液浓缩 ; 清液经斜板沉 降塔 溢流至清液槽 , 经磷化 出槽泵 泵 出作 为磷化 出槽喷淋液 ;磷化浓缩 液 由斜板 沉降塔 底部排 出 , 经磷化浓缩槽 进行二次浓 缩 ;清液经浓 缩槽 清液泵 回至磷化 主槽 , 二次磷化浓 缩液进入磷
渣堆 积 。
针对此 问题 , 于原 有槽体平 缓部位增加 两个锥 斗, 以便 于磷化浓缩液 的收集 , 有效提高磷化浓缩液
的收 集效 率 。
1 . 3 除 磷化 渣 能 力
2 改造前 系统运行出现的问题及解决方法
2 . 1 斜板 沉 降塔 的沉 降
因该涂装 车间产能 达产 , 原 有 除 渣 系统 已无 法 满 足 槽 液 磷 化 渣 的处 理 能 力 ,为 确 保 车 身 涂 装 质 量 ,决 定 增 加 磷 化 除 渣 装 置 。目前 该 涂 装 线 产 能 为
塔 和板框压 滤机 同时供液 , 经理论计算 增加 6 0 m / h
除渣 泵 2和清 理泵 , 并 为 实现 板 框压 滤 机 与原 有 系统
量 过小 的原 因在槽 体结构 上 。 改造 前 , 正 常生产 过
程 中磷化槽液 以一定速度 于槽 内进 行循环流 动 , 流
经 锥 斗 部 位 时磷 化 渣 因重 力 沉 降 至 锥 斗 内 后 排 出 。
内无 法形 成 相对 静 止 的循 环 。
2 0 6 k g 。 经核算 , 现场增加 板框压 滤机 1 台( 5 0 m ) ,
并 增加 除渣 泵 l 台及相 关 管 路 ( 见 图 2) 。
针 对此 问题 , 对斜板沉 降塔进行 如下调整 :将
斜板原 有进液 管路拆 除 , 在 塔 内 将 进 液 口封 堵 , 在
共用 , 在新增锥斗与原锥斗间增加手动阀 , 此手动 阀 处于常闭状态 。 新增锥斗单独为板框压滤机供液 , 除 渣泵 1 故障无法及时修复情况下打开此手动 阀, 关闭
除 渣泵 1 人 口阀 门 ;除渣 泵 2 故 障无 法 及 时修 复 情况
在实 际生产 中因循环搅 拌 , 故槽体平缓部 位也会积 累一定 量 的磷化渣 。 特别是每天生产后槽 液不再进 行循 环 , 槽液 内的磷 化渣会 因重力作 用在平缓部位
调 整后 的斜板沉 降塔达到最佳 的沉 降状态 , 磷化 膜
质量提高。
1 . 2 主槽磷化渣的沉降
依 照 工艺 标 准 , 槽 液 的含 渣 量 需 低 于 3 0 0 mg / L,
除
除 渣 泵2
但在实际运行 中 , 伴随产量增加 , 检测数据显示槽液 含渣量 已超 出工艺要求 , 但压滤机除渣量较小。 大量 磷化渣无法 由槽 内排除 , 导致漆膜 品质下 降。 对槽 液各工艺 参数进行检 测分析后 发现 , 由塔顶部进入导流腔 , 形成相对平 缓 的液流 。 调 整斜板沉 降塔后 检测溢流 清液、 底部 浓缩液 、 主槽槽 液 的含渣量 数据 分别为
2 0 0 mg / L 、 5 5 0 mg / L和 2 5 7 m g / L,出 现 明 显 的 差 别 。