毕业设计工电器元件工序卡
工艺卡、工序卡(拨叉)2023
半精镗Φ480+0.16孔至Φ49.70+0.10
精镗Φ49.70+0.10孔至Φ500+0.039
Z550 立式钻床 高速钢麻花钻 Z550 立式钻床 硬质合金扩孔钻 Z550 立式钻床 硬质合金铰刀 Z550 立式钻床 硬质合金铰刀
T68 卧式镗床 T68 卧式镗床 T68 卧式镗床
硬质合金镗刀 硬质合金镗刀 硬质合金镗刀
设计 (日 期)
校对 (日期)
审核 (日期)
标准化
会签
(日期) (日期)
标 处 更改文件
标 处 更改文件
签 字日 期
签 字日 期
记数 号
记数 号
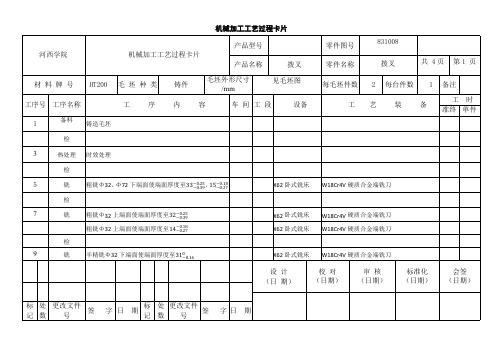
河西学院
机械加工工艺过程卡片(续)
机械加工工艺过程卡片
产品型号 产品名称
拨叉
零件图号 零件名称
831008 拨叉
共 4页 第 3 页
材 料 牌 号 HT200 毛 坯 种 类
mm
机动 辅助
1.7 0.85
1 4.8s 1 5.2s
0.15
1 2s
设计 (日 期)
校对 (日期)
审核 (日期)
标准化 (日期)
会签 (日期)
标 处 更改文件
标 处 更改文件
签 字 日期
签 字日 期
记数 号
记数 号
SB408
高速钢机动丝锥 W18Cr4V
设计 (日 期)
校对 (日期)
审核 (日期)
标准化
会签
(日期) (日期)
标 处 更改文件
标 处 更改文件
签 字日 期
签 字日 期
记数 号
记数 号
河西学院
机械加工工艺过程卡片(续)
毕业设计工序卡片 (恢复)

工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
1和2
1
法兰盘
1
工序名称
工序1、工序2
材
料
HT200
设
备
名称
车床
型号
Ca6140
夹具名称
车床夹具
刀量辅具
名称
规格
数量
车刀
YT15
1
编制
校核
审查
共12张
第1张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
3
1
零(部)件代号
工序号
13、14、15
1
法兰盘
1
工序名称
工序13、14、15
材
料
HT200
设
备
名称
磨床
型号
M1420A
夹具名称
专用夹具
刀量辅具
名称
规格
数量
砂轮
1
编制
校核
审查
共12张
第12张
YT15
1
编制
校核
审查
共12张
第3张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
5
1
法兰盘
1
工序名称
工序5
材
料
HT200
设
备
名称
车床
型号
Ca6140
夹具名称
车床夹具
刀量辅具
名称
规格
数量
车刀
YT15
零部件制造工艺过程卡1(15--30)
⑺ 检查管束组合尺寸。
3
清理
清理胀管后油污,方便试压检查。
编制
日期
第 共页 页
涂改标记 处 数 签 字 日 期
校对
ቤተ መጻሕፍቲ ባይዱ
日期
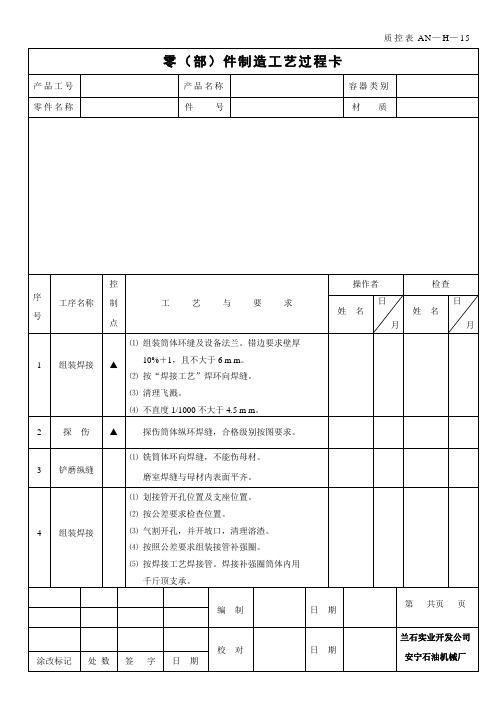
零(部)件制造工艺过程卡
兰石实业开发公司 安宁石油机械厂 质控表 AN—H—20
产品工号 零件名称
序
控
工序名称 制
号
点
产品名称 件号
工艺与要求
⑴ 组装定距板,折流板距离±1mm。
容器类别
2 探伤 ▲
探伤筒体纵环焊缝,合格级别按图要求。
操作者
姓名
日 月
检查
姓名
日 月
3 铲磨纵缝 4 组装焊接
⑴ 铣筒体环向焊缝,不能伤母材。 磨室焊缝与母材内表面平齐。
⑴ 划接管开孔位置及支座位置。 ⑵ 按公差要求检查位置。 ⑶ 气割开孔,并开坡口,清理溶渣。 ⑷ 按照公差要求组装接管补强圈。 ⑸ 按焊接工艺焊接管。焊接补强圈筒体内用
号××上下台》出厂前用红油漆框起来。供用户
拆御。
⑸ 单台发货设备要拆开。
编制
日期
第 共页 页
涂改标记 处 数 签 字 日 期
校对
日期
零(部)件制造工艺过程卡
兰石实业开发公司 安宁石油机械厂 质控表 AN—H—09
产品工号
产品名称
容器类别
零件名称
件号
材质
序
控
号 工序名称 制
点
工艺与要求
1 毛坯验收
⑴ 锻件按“GB4726-2000”规定中的Ⅱ级验收。 ⑵ 锻件质证齐全,标记清晰。
⑴ 加工工艺按《B 型折流板简明工艺卡》进行。
5
工序流程卡(中英对照)

佛山市顺德区**电子有限公司Foshan *** Electronic Industries Co., Ltd**2工序流程卡DUO2 Manufacturing & Testing Record表单编号:JH-QR-029版本號:B0流水號:131024-006序S/N 工序名称Process內容及要求Contents and requirementsDevice/technological equipment操作者/日期Operator/Date备注Remark1 压缩机组件安装Compressor Assy将压缩机装配减震组件后固定在底盘;固定高压硅胶管;喉箍的紧固螺钉要朝同一方向;高压硅胶管完整无损伤(力度是5kgf/cm) The compressor isassembled the component of spring support and fixed it to the chassis. then coveringthe silicone tubing. Check whether the screw of hose clamp keep the samedirection, and the high tubing can not be crushed(The Torque meter is 5kgf/cm)风批/扭力批pneumatic screwdriverTorque meter2 前后机架安装/Front/back KeelSubassy固定前后机架在底盘上Tighten the screws around first, and then tighten the chassis手电钻Electricscrew driver3 电控组件ElectricalComponentsAssy安裝前做好防静电措施,安裝有上下分(电路板“金手指”向上,电源模块组电源块向下)Make anti-static measures before installation. It has up and downpoints for the installation of PCB and power module(The “gold finger” of PCB is inan upward direction. the power supply of the power mould is in downward.手电钻Electric screwdriver4 系统组件装配LungSubassembly組裝氣導閥、調壓閥、底板組件、電磁閥確保各個工藝要求符合生產作業指導書標準Assembly the gas valve, pressure regulating valve, chassis componentsand solenoid valve. Make sure that each process requirement is comply with thestandard of work instruction.手电钻/螺丝批Electric screwdriverScrewdriver5 检漏/Lungsubassembly 检查制氧系统组件气密性、流量、氧浓度值等性能Check the function ofoxygen making consolidation: Air tightness, flow and oxygen concentration.流量計/测氧仪Flow meteroxygen analyzer6 前壳組件裝配/Front HousingAssembly固定左右提手,与前壳R/L的标识相对应、装配Activox连接线The assembly of right and left side handle (typeface and direction) corresponds to thedirection of typeface of front housing’s. The Activox cable plug terminal shell colororder will be connecting in according with theWI which is under controlled.扭力批Torque meter7 底盘总成/BaseAssy固定制氧系统组件在底盘:扭力批力度是5kgf/cm) Fixed the components ofoxygen making consolidation and the torque meter is 5kgf/cm)手电钻/扭力批Electric screw driveTorque meter8 封盖前調試/Base / FrontAssembly检查氧浓度/流量,连接管路、装配正确性。
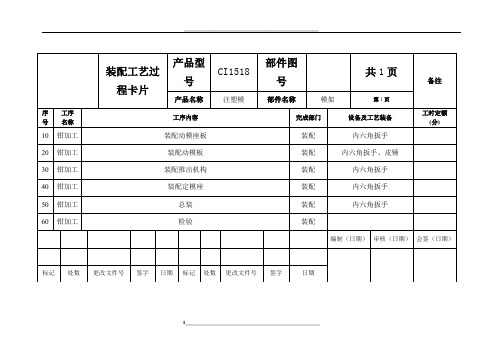
装配工艺过程卡和工序卡
共2页
产品名称
注塑模
部件名称
动模板
第2页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
1-M8 22螺栓2-型芯13-动模板4-导柱5-型芯2
装配工艺卡片
产品型号
CI1518
部件图号
J30-1
共2页
产品名称
注塑模
部件名称
推出机构
第1页
车间
装配
装配部分
推杆固定板、推板、推杆、拉料杆、复位杆
装配工艺附图
产品型号
CI1518
部件图号
J50-1
共2页
产品名称
注塑模
部件名称
模架
第2页
车间
总装
装配部分
定模座、动模板、推出机构、动模座
工序号
50
工序名称
总装模架
工序号
30
工序名称
装配推出机构
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
31
清理、去毛刺
棉纱、机油、锯条
32
找正
33
将6根φ6的推杆,1根拉料杆放入动模板上相应的推杆孔内。
(保证推杆、拉料杆与推杆固定板的垂直度,垂直精度为0.02)
34
将4根复位杆放入推杆固定板上的4个相应的孔。(保证复位杆与推杆固定板的垂直度,垂直精度为0.02,复位杆与推杆固定板为φ12F7/h6过渡配合)
装配工艺过程卡片
产品型号
CI1518
部件图号
工序卡片模板(夹具用)
校对 会签 审定
批准
第9页 共 45 页
机械加工工序卡片
产品代号或型号 16PA6-STC
部套号
工序名称
粗铣底面
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 10
切削深度 切削参数 进给量 刀具编号
部套号
工序名称
划线
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 5
切削深度 切削参数 进给量 刀具编号
(mm)
(r/min) (mm/r)
编制 日期
更改 标记
更改 数量
综合工艺卡片工序号0车间号车体工段号工序名称设备工序工时min名称工装名称编号铸造机二5粗洗底面x51机二10精洗底面x51机二15粗铣侧面x60机二20精铣侧面x60机二25钻20孔z3025机二30扩孔至25z3025机二35镗26孔t68机二40镗30孔t68机二45钻底面16孔z3025机二50钻侧面12孔z3025机二55钻上面20孔z3025车体60检查探伤机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag离心泵壳体ht200壳体abaob102工序名称钻孔设备型号设备名称摇臂钻床设备编号车间号工段号工序号0程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共1页日期日期日期第1页机械加工工序卡片产品代号或型号lxbkt部套号材料ht200材料硬度工时min零件名称壳体零件号工序名称镗孔设备型号t68设备名称卧式镗床设备编号车间号工段号工序号程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第4页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第5页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第6页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob
毕业设计工序卡

机械制造及自动化专业机械加工工序卡片工序名称粗铣基导轨面A 工序号10零件名称CW6163B进给箱零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号铣床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 粗铣基导轨面A 套式立铣刀游标卡尺763mm 13.7mm0.2mm/r150r/min37.68m/min设计者何孟雨指导教师秋霞共 17 页第 1 页机械制造及自动化专业 机 械 加 工 工 序 卡 片工序名称 钻、扩、铰导轨面287H ⨯Φ定位销孔工序号 20零件名称 CW6163B 进给箱 零件号零件重量同时加工零件数材 料 毛 坯 牌 号 硬 度 型 号 重 量HT150180-200HB S铸件 设 备夹 具 名 称 辅 助 工 具名 称 型 号 钻床Z2035 专用夹具安 装 工 步 安装及工步说明 刀 具 量 具走 刀 长 度 走 刀 次 数切 削 深 度 进给量主 轴 转 速切 削 速 度 基 本 工 时1 钻7.5Φ孔 麻花钻 径千分尺10㎜13.75mm0.4 mm/r 850 r/min 21 m/min 2 扩7.8Φ孔 扩孔刀 0.15㎜ 0.9 mm/r 420 r/min10.3m/min3铰8Φ孔 铰刀 0.1㎜ 0.67 mm/r 530 r/min13.3m/min设 计 者何孟雨指 导 教 师秋霞共 17 页 第 2 页 机械制造及自动化专业 机 械 加 工 工 序 卡 片工序名称 粗铣E 、F 、G 、H 、I 、B 、J面和R102弧形槽面和沟槽工序号 30 零件名称CW6163B 进给箱零件号零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号铣床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时2 4 精铣左端面G镶齿端面铣刀游标卡尺341.5mm10.6mm 0.2mm/r150r/min27.47m/min 5 精铣右端面H 341.5mm 0.6mm 0.2mm/r150r/min27.47m/min 6 粗铣三个脐子面J 30mm 2.5mm0.2mm/z125r/min3.14 m/min 7 粗铣R102圆弧面套式立铣刀- 15mm0.1mm/z150r/min3.14m/min设计者何孟雨指导教师秋霞共 17 页第 4 页机械制造及自动化专业机械加工工序卡片工序名称粗铣E、F、G、H、I、B、J面和R102弧形槽面和沟槽工序号30零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号铣床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时3 8 粗铣下端面F 镶齿端面铣刀游标卡尺763mm 1 2.7mm 0.2mm/z150r/min37.68m/min 9 铣沟槽三面韧铣刀763mm 1 5mm 0.2mm/z150r/min37.68m/min设计者何孟雨指导教师秋霞共 17 页第 5 页机械制造及自动化专业机械加工工序卡片工序名称粗镗各横向孔工序号40零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号铣床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 粗镗C轴上各孔整体双韧镗刀块径千分尺66.5mm 12.75mm0.19mm/r80r/min21.2m/min2 粗镗D轴上各孔整体双韧镗刀块径千分尺96.5mm 12.75mm0.19mm/r100r/min21.2m/min设计者何孟雨指导教师秋霞共 17 页第 6 页机械制造及自动化专业机械加工工序卡片工序名称粗磨、精磨导轨面A 工序号50零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号磨床M7140 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 粗磨导轨面A 黑色碳化硅砂轮游标卡尺763mm0.2mm0.02mm/r1440r/min21m/min2 精磨导轨面A 黑色碳化硅砂轮游标卡尺763mm0.1mm0.015mm/r1440r/min25m/min设计者何孟雨指导教师秋霞共 17 页第 7 页机械制造及自动化专业机械加工工序卡片工序名称半精铣E、F、G、H、I、B、J面工序号60零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号铣床X62W 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时1 1 半精铣上端面E镶齿端面铣刀游标卡尺763mm11.3mm0.8 mm/r250r/min62.8m/min 2 半精铣前端面I 763mm 1.5mm98.13m/min3 半精铣后端面B 763mm 1.5mm98.13m/min设计者何孟雨指导教师秋霞共 17 页第 8 页机械制造及自动化专业机械加工工序卡片工序名称半精铣E、F、G、H、I、B、J面工序号60零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号铣床X62W 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时4 半精铣左端面G镶齿端面铣刀游标卡尺341.5mm10.6mm0.4mm/r300r/min117.75m/min5 半精铣右端面H 341.5mm 0.6mm117.75m/min6 半精铣脐子面J 763mm 1.0mm150r/min6.18 m/min设计者何孟雨指导教师秋霞共 17 页第 9 页机械制造及自动化专业机械加工工序卡片工序名称半精铣E、F、G、H、I、B、J面工序号60零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号铣床X62W 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时7 半精铣下端面F镶齿端面铣刀游标卡尺763mm 1 1.3mm 0.8mm/r250r/min62.8m/min设计者何孟雨指导教师秋霞共 17 页第 10 页机械制造及自动化专业机械加工工序卡片工序名称精镗各横向孔工序号70零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号镗床T68 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1精镗C轴上各孔浮动双韧镗刀块径千分尺66.5mm 1 0.25mm 0.1mm/r250r/min66.7m/min2精镗D轴上各孔浮动双韧镗刀块径千分尺96.5mm 1 0.25mm 0.1mm/r250r/min66.7m/min设计者何孟雨指导教师秋霞共 17 页第 11 页机械制造及自动化专业机械加工工序卡片工序名称精铣G、H、B面工序号80零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号摇臂钻床Z2035 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削进给量主轴转速切削速度工时深度1 1 精铣左端面G镶齿端面铣刀游标卡尺341.5mm 10.6mm0.4mm/r300r/min117.75m/min2 精铣右端面H镶齿端面铣刀游标卡尺341.5mm 10.6mm0.4mm/r300r/min117.75m/min2 3 精铣后端面B 镶齿端面铣刀游标卡尺763mm 10.8mm0.4mm/r300r/min117.75m/min设计者何孟雨指导教师秋霞共 17 页第 12 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号钻床Z2035 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度1 1 钻628⨯Φ的阶梯孔麻花钻径千分尺125mm114mm 0.9mm/r 265r/min 23.3m/min 2 钻17.5Φ孔麻花钻20mm 8.75mm 0.9 mm/r 420r/min 23 m/min 3 钻8M螺纹底孔麻花钻24mm 3.45mm 0.4 mm/r1051r/min22.77m/min 4 攻M8的螺纹丝锥18mm 0.55mm389r/min10.55m/min设计者何孟雨指导教师秋霞共 17 页第 13 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号钻床Z2035 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次切削深度进给量主轴转速切削速度数2 5 配钻7Φ的孔麻花钻径千分尺13.5mm 0.4 mm/r 850r/min 18.68m/min 6 铰8Φ的锥形孔铰刀0.5mm 0.67mm/ 530r/min 13.3 m/min 7配钻、铰12Φ的锥形孔中钻11Φ的孔麻花钻 1 5.5mm 0.56mm/r 530r/min 18.3m/min 8 铰12Φ的锥孔铰刀 1 0.5mm 0.9 mm/r 335r/min 11.57m/min设计者何孟雨指导教师秋霞共 17 页第 14 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号钻床Z2035 铣床夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时3 9钻6106M H⨯-螺纹孔的8.9Φ螺纹底孔麻花钻径千分尺30mm14.45mm0.56mm/r670r/min18.7m/min 10 攻M10的螺纹丝锥24mm 0.55mm420r/min13.2m/min设计者何孟雨指导教师秋霞共 17 页第 15 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号钻床Z2035 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时4 11 钻M33的螺纹底孔麻花钻径千分尺8mm 15 mm 0.9 mm/r 265r/min 24.96m/min 12 攻M33的螺纹丝锥12mm 1.5mm 0.9 mm/r 170r/min 16 m/min设计者何孟雨指导教师秋霞共 17 页第 16 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90钻230的孔麻花钻零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS 铸件设备夹具名称辅助工具名称型号钻床Z2035 专用夹具。
电器元件毕业设计工艺过程卡
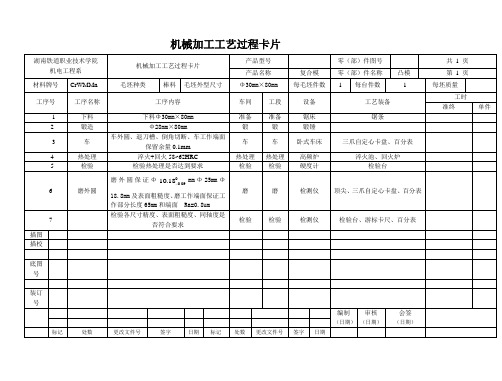
机械加工工艺过程卡片湖南铁道职业技术学院机电工程系机械加工工艺过程卡片产品型号零(部)件图号共 1 页产品名称复合模零(部)件名称凸模第 1 页材料牌号CrWMMn 毛坯种类棒料毛坯外型尺寸Φ30mm×80mm 每毛坯件数 1 每台件数 1 每坯质量工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 下料下料Φ30mm×80mm准备准备锯床锯条2 锻造Φ28mm×80mm锻锻锻锤3 车车外圆、退刀槽、倒角切断、车工作端面保留余量0.1mm车车卧式车床三爪自定心卡盘、百分表4 热处理淬火+回火58~62HRC 热处理热处理高频炉淬火池、回火炉5 检验检验热处理是否达到要求检验检验硬度计检验台6 磨外圆磨外圆保证Φ009.018.10mmΦ25mmΦ18.8mm及表面粗糙度、磨工作端面保证工作部分长度65mm和端面 Ra=0.8um磨磨检测仪顶尖、三爪自定心卡盘、百分表7 检验各尺寸精度、表面粗糙度、同轴度是否符合要求检验检验检测仪检验台、游标卡尺、百分表描图描校底图号装订号编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南铁道职业技术学院机电工程系机械加工工艺过程卡片产品型号零(部)件图号共1 页产品名称复合模零(部)件名称凹模第1页材料牌号CrWMMn 毛坯种类板料毛坯外型尺寸200×160×50mm 每毛坯件数每台件数每坯质量工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 下料下料206mm×166mm×56mm 准备准备锯床锯条2 锻造锻造203mm×163mm×53mm 锻锻锻锤3 热处理退火热处理热处理高频炉4 刨削六面刨六面留余量0.5mm 刨刨刨床游标卡尺5 铣铣上、下及领侧面、凹模洞口、留单面磨削余量0.3mm铣铣铣床游标卡尺、百分表6 热处理淬火60~64HRC 热处理热处理高频炉淬火池7 磨磨上下面、两侧面及凹模洞口至图样尺寸保证凹模刃口Ra=0.4um面粗糙度Ra=0.8um磨磨万能磨床游标卡尺、百分表描图8 钻孔、攻丝钻Φ10mm孔攻丝至M12mm钻Φ14mm 的孔攻丝至M16钻Φ8mm的销孔检验各尺寸精度、表面粗糙度、同轴度是否符合要求描校底图号装订号编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南铁道职业技术学院机电工程系机械加工工艺过程卡片产品型号零(部)件图号共 1 页产品名称复合模零(部)件名称凸凹模第 1 页材料牌号CrWMMn 毛坯种类板料毛坯外型尺寸32mm×54mm×74mm每毛坯件数 1 每台件数 1 每坯质量工序号工序名称工序内容车间工段设备工艺装备工时准终单件12 备料锻造30mm×52mm×72mm 锻锻锻锤游标卡尺3 热处理退火热处理热处理高频炉4 钻孔钻Φ9mm的孔钻钻钻床游标卡尺5 粗铣铣外轮廓留余量0.3mm 铣铣铣床游标卡尺、千分尺6 精铣铣外轮廓至图样尺寸,保证粗糙度Ra=0.8um铣铣铣床游标卡尺、千分尺7 热处理淬火60~64HRC 热处理热处理高频炉描图8 镗内孔镗内孔至尺寸Φ009.031.10mm,保证粗糙度Ra=0.4um镗镗镗床游标卡尺、千分尺、百分表9 检验检验各尺寸精度、表面粗糙度、同轴度是否符合要求检验检验检测仪检验台描校底图号装订号编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南铁道职业技术学院机电工程系机械加工工艺过程卡片产品型号零(部)件图号共 1 页产品名称复合模零(部)件名称导套第 1 页材料牌号GCr15 毛坯种类棒料毛坯外型尺寸Φ45mm×115mm每毛坯件数 1 每台件数 1 每坯质量工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 下料按尺寸Φ50mm×115mm备料原材料锯床平口台虎钳2 车外圆及内孔①车端面保证长度113mm②钻Φ28mm的孔至Φ26mm③车Φ43mm的外圆至Φ43.4mm④倒角⑤车3mm×1mm的退刀槽⑥镗Φ28mm的孔至Φ27.6mm⑦镗油槽⑧镗Φ29mm的孔至尺寸⑨倒角机加工车工卧式车床三爪自定心卡盘、游标卡尺、千分尺3 车外圆、倒角①车Φ43mm的外圆至尺寸Φ车端面保证长度110mm、到内外圆角机加工车工卧式车床三爪自定心卡盘4 热处理淬火热处理热处理5 磨内外圆①Φ40mm外圆达图样要求②磨Φ28mm的内孔留余量0.01mm机加工磨工万能外圆磨床三爪自定心卡盘、千分尺6 研磨内孔研磨Φ28mm的内孔、研磨圆弧机加工车工卧式车床研磨工具描图7 检查检验各尺寸精度、表面粗糙度机加工检验描校底图号装订号编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南铁道职业技术学院机电工程系机械加工工艺过程卡片产品型号零(部)件图号共 1 页产品名称复合模零(部)件名称下模座第1页材料牌号45 毛坯种类棒料毛坯外型尺寸305×245×60mm 每毛坯件数 1 每台件数 1 每坯质量工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 备料铸造毛坯准备铸造2 铣铣上、下平面,保证厚度55.8mm平行度0.2mm。
毕业设计工序卡

外圆车刀
端面车刀
φ5mm麻花钻
φ6.6m专用扩孔钻
φ8mm麻花扩孔钻
专用车夹具
2
1
1
1
1.5mm
2.5mm
0.8mm
0.7mm
1.2mm/r
0.3mm/r
0.3mm/r
0.3mm/r
410r/min
410r/min
410r/min
410r/min
14.2
m/min
6.4
m/min
8.5
钻φ10mm的孔
钻φ14.4mm的孔
端面车刀
外圆车HB16×25mm
φ10mm麻花钻
φ14.4mm麻花扩孔钻
专用车夹具
1
1
1
1
3.5mm
2mm
5mm
7.2mm
1.2mm/r
0.5mm/r
0.4mm/r
0.5mm/r
410r/min
410r/min
410r/min
410r/min
28.3
m/min
27.04
φ100mm的C类的可转位面铣刀
1
2mm
0.2mm/z
150r/min
47.1
m/min
设计者
指导教师
共19页
第1页
机械制造与自动化
机械加工工序卡片
工序名称
粗铣上顶联接面
工序号
20
零件名称
组合活门壳体
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
HT200
HBS187-220
课程设计工艺过程卡片

机械加工工艺过程卡片产品型号零件图号产品名称零件名称共 2 页第 1 页材料牌号毛坯种类铸件毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时夹具刀具量具准终单件铸造热处理涂底漆10 粗车粗车右端面,外圆Φ55mm,Φ90mm及台阶面CA6140三爪自定心卡盘20 粗车粗车左端面,外圆Φ52mm、台阶面、钻Φ16H7孔、粗镗Φ32H8孔、倒角CA6140三爪自定心卡盘30 钻钻6-Φ7孔Z525 专用夹具40 锪锪6-Φ11孔Z525 专用夹具50 钻钻3-Φ4孔Z525 专用夹具60 钻钻Φ10孔Z525 专用夹具70 钻钻Φ10孔Z525 专用夹具80 铰铰Rc1/4锥孔Z525 专用夹具90 半精车半精车Φ55mm外圆及右台阶面CA6140三爪自定心卡盘设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工艺过程卡片产品型号零件图号产品名称零件名称 1 共 2 页第 2 页材料牌号毛坯种类铸件毛坯外形尺寸90x37 每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时夹具刀具量具准终单件100 扩扩Φ16H7孔Z525 专用夹具110 攻丝攻丝3-M5螺纹孔丝锥专用夹具120 攻丝攻丝Rc1/4圆锥管螺纹孔丝锥专用夹具130 精镗精镗Φ32H8孔CA6140 三爪自定心卡盘140 粗铰粗铰Φ16H7孔Z525 专用夹具150 精铰精铰Φ16H7孔Z525 专用夹具160 精车精车Φ55mm外圆及右台阶面CA6140三爪自定心卡盘170 去毛刺去除全部毛刺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
电气装配工艺过程卡

活板手
3
将件10平面集电器和软缆引入器用件M12固定在主梁上
活板手螺丝刀
4
将件11螺钉和件12线卡子固定在端梁上,并将件16开
描图
式螺旋扣固定于端梁另一端
5
将件14铅丝按电器设备安装(地面)表格截好长度一端
钢丝钳
描校
固定于件16开式螺旋扣上,另一端固定在件11螺钉上
6
调节件16将件14铅丝拉紧
产品型号
LDA
部件图号
RY1.00
共页
产品名称
电动单梁起重机
部件名称
软缆引入器安装
第页
工
序
号
工序
名称
工序内容
装配部门
设备及工艺装备
辅助材料
工时定额
(min)
1
将件10滑轮穿过件14滑轮,用件11、12M10固定
活板手
在件6支架上
2
将件4线卡子角件5固定在件6支架上
活板手
3
将件7挡板用件5、件8固定在件6支架上
调节件16将件14铅丝拉紧活板手螺丝刀底图号将软电缆和件15锁链按跨度截好长度并按一定距活板手螺丝刀离固定在件13吊线夹上装订号各线上套好护线嘴设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工艺过程卡片产品型号lda部件图号ld204020c产品名称电动单梁起重机部件名称土寸闭司机室电器设备安装工序名称装配部门设备及工艺装备辅助材料工时定额min接线盒安装在操纵室顶上电气部活板手照明灯用件3456固定好活板手螺丝刀将件13电铃用件101112m6螺钉固定在操纵室活板手螺丝刀侧面活板手将件19控制柜用年月日415m10螺栓固定好螺丝刀201固定好描图底图号装订号设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工艺过程卡片产品型号lda部件图号ld204020b产品名称电动单梁起重机部件名称土寸闭司机室电器设备安装工序名称装配部门设备及工艺装备辅助材料工时定额min接线盒固定在司机室顶上螺丝刀活板手照明灯用件3456m4螺钉固定在司螺丝刀活板手将件13电铃用件101112螺钉固定在侧面螺丝刀活板手将件15照明变压器箱用件111214m6螺钉固定螺丝刀活板手将件16控制箱用件m10螺钉固定在里面螺丝刀活板手将件17按钮开关箱用件111214m6螺钉固定好活板手螺丝刀活板手钉固定在上面螺丝刀活板手底图号各线管套好护线嘴钢丝嘴装订号设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工艺过程卡片产品型号lda部件图号ld204020a产品名称电动单梁起重机部件名称开式操纵室电气设备安工序名称装配部门设备及工艺装备辅助材料工时定额min电线管和件2安全门开关装配件点焊在操纵室里面电气部电焊机电焊条控制箱用件4567m8螺栓固定在操纵室里照明灯用件810固定在上面将件11凸轮控制器用件1314m81固定在件12支架上活板手螺丝刀电焊机电焊条将件15按钮开关箱用件1718m4螺钉固定在件16支架描图将件19电铃用件202122m6螺钉固定在操纵室侧面将件23363031分别用件24线卡子和件25活板手螺丝刀2729螺钉m4m6固定好底图号将件电阻器安装在操纵室顶上装订号设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工
生产工序卡

5、拆机:拆除辅助装置,然后用检漏仪确认截止阀无泄漏,吹干机组内冷凝水
十五、安装维修板,电器盒盖,贴标配件、清洁
1、外观:机组内外无污点、无脱漆/刮花、无杂质、无冷凝水分
2、标识:运行状态标志,包括进、出水口等、安全标识(如接地装置、警告标识等)粘贴牢固、端正,无错标、漏标、模糊不清等
2、打螺丝时切勿把钣金刮花或把螺丝打坏、漏打螺丝;注意钣金的洁净;
3.出水口必须在孔的正中。
4.风机、面网、面板ቤተ መጻሕፍቲ ባይዱ装无变形且牢固。
十三、工序检验\安检
(关键工序)
1、接地电阻:接地电阻<0.1Ω 条件:12V; 25A (或1.5倍额定电流,取最大者);≥10S
2、泄漏电流:≤2mA/kW 额定输入功率,最大不超过30mA。
4.插温度传感器(.注意排气的温度传感器50K,其余的是10K的铜封装)
八、卤素检漏
(关键工序)
1、对各焊接部位、阀门进行检漏(卤素检漏仪精度等级不低于7.5克/年,探头要围绕被检部件移动,速度要求25~50毫米/秒,并且离表面距离不大于5毫米,要完整的围绕部件移动。)
生产流程
操作要求
自检
复检
完成
日期
(特殊工序)
1、设备检查:氧气压力0.4~0.5Mpa;煤气压力0.04~0.05Mpa氮气保护0.03~0.05 Mpa压力焊枪开关无异常、枪口无堵塞,气管无破损、漏气
2、装配:与铜管相匹配焊接部品(高/低压开关、四通阀等)装好后用湿布包裹好
3、通氮焊接:确认管内有氮气保护后开始焊接,要求各焊口饱满、平滑、无挂流状和虚焊,铜管内部不得进水,焊后用氮气吹污
十四、运行测试
(关键工序)
工艺过程工序卡范文
工艺过程工序卡范文1.提供详细的工艺要求:工序卡中详细记录了每个工序的工艺要求,包括加工步骤、工序参数、质量要求等。
这有助于操作人员准确掌握操作流程,确保产品符合质量标准。
2.明确工序之间的关系:工序卡通过工序顺序的安排,清晰地展示了工艺流程中各个工序之间的顺序和关联。
这有助于协调各个环节之间的工作,避免出现生产中断或者错位的情况。
3.确定工序的责任人:工序卡中标明了每个工序的负责人。
这有助于明确责任,确保工序能够按时进行,避免出现无人负责导致的延误情况。
4.提供数据支持:通过工序卡,可以记录和统计各个工序的加工时间、质量数据等。
这有助于了解生产过程中出现的问题和瓶颈,并进行进一步的分析和改进。
在工艺过程工序卡的内容方面,主要包括以下几个方面:1.工序基本信息:包括工序名称、工序编号、工序顺序等。
这些信息有助于明确每个工序的身份和位置。
2.工艺要求:包括加工步骤、工序参数、质量要求等。
这些信息有助于指导操作人员进行加工工作,确保产品的质量。
3.工序设备:包括工序所需的设备和工具。
这有助于指导工序负责人准备必要的设备,确保工序的正常进行。
使用工艺过程工序卡的方法包括以下几个步骤:1.制定工艺过程工序卡的模板:根据实际需要,设计适合自己企业生产过程的工艺过程工序卡模板。
可以参考一些标准模板,根据实际情况进行调整。
2.填写工艺过程工序卡:根据每个工序的要求,填写相应的信息。
确保信息的准确性和完整性。
3.分发工艺过程工序卡:将填写好的工艺过程工序卡分发给相关人员,包括工序负责人和操作人员。
确保每个人都了解自己所负责的工序和相应的要求。
4.执行和更新工艺过程工序卡:在生产过程中,按照工艺过程工序卡的要求进行操作,记录加工数据和质量数据。
在发现问题或者需要改进的情况下,及时更新工艺过程工序卡,确保工序的持续改进。
总之,工艺过程工序卡是一种重要的管理工具,它能够明确工序的要求、责任和顺序,提供数据支持,并为生产过程的改进提供基础。
(完整版)工艺过程卡和工序卡卡片
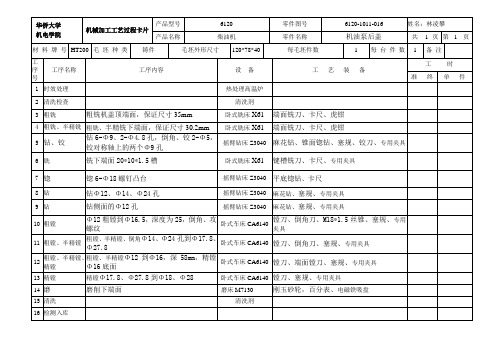
机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 1 页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*40 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣机盖顶端面,保证尺寸35mm 硬质合金端面铣刀、卡尺160 1 1.6 5 1 32.822标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 2 页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*35 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣下端面,保证尺寸31mm 硬质合金端面铣刀、卡尺160 1 1.6 4 1 32.822 半精铣下端面,保证尺寸30.2mm 硬质合金端面铣刀、卡尺210 1.3 1.6 0.8 1 25.00标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 3 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻6-Φ9mm孔Φ9高速钢麻花钻、塞规630 0.29 0.4 22.862 铰6-Φ9孔中对称轴上的两个孔至Φ9.1H8(022.0)做定位孔Φ9.1铰刀、塞规500 0.26 0.8 7.44标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 4 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻一个2-Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.32 铰此孔2-Φ4.8mm至2-Φ5mmΦ5铰刀、塞规500 0.13 0.4 4.653 通过模具以此孔定位钻另一个Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.34 铰此孔2-Φ4.8mm至2-Φ5mm Φ5铰刀、塞规500 0.13 0.4 4.655 倒角2-Φ4.8mm孔1.1x45º高速钢锥面锪钻10x90º标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 5 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 锪6-Φ18mm螺钉凸台高速钢平底锪钻18x9、卡尺400 0.4 0.14 5 1 19.32234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 6 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 铣下端面20*10*1.5槽硬质合金键槽铣刀10x60,卡尺945 0.5 0.2 1.5 3.812标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第7 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Φ12mm孔Φ12高速钢麻花钻400 0.28 0.45 21.672 钻Φ14mm孔Φ14高速钢麻花钻320 0.28 0.5 11.443 钻Φ24mm孔Φ24高速钢麻花钻200 0.28 0.7 13.074标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第8 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻侧面的Φ12mm的孔到铸件的铸孔约62mm深Φ12高速钢麻花钻,塞规400 0.28 0.45 88.47234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第9 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 Φ12粗镗到Φ16.5,深度为25,作为螺纹的底孔硬质合金镗刀、塞规1400 1.0 0.2 6.782 粗镗Φ16.5右端面,保证尺寸41mm 硬质合金端面镗刀,卡尺160 1 1.6 5 1 7.683 M18*1.5孔倒角硬质合倒角刀1120 0.25 0.644 攻丝内螺纹镗刀320 0.3 0.5 9.37标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第10 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗镗Φ14mm孔至Φ16.3mm硬质合金镗刀、塞规1120 1 0.2 2.3 8.172 粗镗Φ24mm孔至Φ26.3mm硬质合金镗刀、塞规900 1.33 0.4 2.3 5.083 半精镗Φ16.3mm孔至Φ17.8mm 硬质合金镗刀、塞规1400 1.33 0.1 1.5 13.064 半精镗Φ26.3mm孔至Φ27.8mm 硬质合金镗刀、塞规1018 1.5 0.2 1.5 8.985 倒角Φ27.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.646 倒角Φ17.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.64标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第11 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 把Φ12mm孔粗镗到Φ14.4mm,深58mm 硬质合金镗刀、塞规1400 1.0 0.2 2.4 6.782 把Φ14.4mm半精镗到Φ16mm,深58mm硬质合金镗刀、塞规1580 1.0 0.1 1.6 11.393 精镗Φ16底面硬质合金端面镗刀1580 1.33 0.2 0.38标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第12 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗Φ17.8mm孔至Φ18mm硬质合金镗刀、塞规1400 1.33 0.1 0.2 13.062 精镗Φ27.8mm孔至Φ28mm硬质合金镗刀、塞规1018 1.5 0.2 0.2 8.98标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第13 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数磨床M7130 1夹具编号夹具名称切削液电磁铁吸盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 磨削下端面刚玉砂轮,百分表2标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
工序卡片

4
修改记录
标记
学生班级
学生姓名
指导老师
完成日记
签名
模具0904
傅高乐
丽水职业技术学院
数控加工工序卡
零件名称
斜顶、型芯
零件编号
图
工序名称
线切割
工序号
1
设备
编号
型号
名称
线切割机
夹具
编号
名称
定额
每批件数
1、4
单件时间(小时)
1、0.5
工人级别
学生班级
学生姓名日期Biblioteka 模具0904傅高乐
序号
工步内容
刀具及辅具
丽水职业技术学院
产品型号
机械加工工艺过程
零件编号
01
第1页
01
零件名称
型芯、斜顶
共2页
材料
名称
型号及规格
毛坯种类
毛坯尺寸
毛重/Kg
45钢
45钢
净重/Kg
序号
工序名称
工序内容
设备
工艺装备名称与编号
工时定额(小时)
夹具
量具
刃具
辅具
准备
操作
单件
1
割型芯
割型芯
线切割机
游标卡尺
自动
1
2
割斜顶
割斜顶
线切割机
游标卡尺
量具
切削用量
机动时间小时
辅助时间小时
编号
名称
规格
数量
编号
名称
规格
数量
ap
f
vc
n
1
线切割型芯
1
游标卡尺
1
零件加工工艺卡片汇总

陕西科技大学机械加工工序卡片产品型号零件图号1624CA-51产品名称零件名称端盖共10 页第 1 页车间工序号工序名称材料牌号2B103 1 铸造毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 248mmX168mmX33mm 1 1设备名称设备型号设备编号同时加工件数1 夹具编号夹具名称切削液工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/min)切削深度(mm)进给次数工步工时机动辅助1 铸造毛坯2 退火,调制设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期陕西科技大学机械加工工序卡片产品型号零件图号1624CA-51产品名称零件名称端盖共10 页第 2 页车间工序号工序名称材料牌号2B103 2 铣削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1设备名称设备型号设备编号同时加工件数卧式万能铣床X62W 1夹具编号夹具名称切削液工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗铣左端面至13mm 卧式万能铣床 X62W300 0.075 0.2 2 1 2.70m 0.41m2 半精铣左端面至12mm 卧式万能铣床 X62W 1180 0.296 0.2 2 1 2.70m 0.41m2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期陕西科技大学机械加工工序卡片产品型号零件图号1624CA-51车间工序号工序名称材料牌号2B103 3 铣削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1设备名称设备型号设备编号同时加工件数卧式万能铣床X62W 1 夹具编号夹具名称切削液工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗铣右凸台端面至18mm卧式万能铣床 X62W475 0.119 0.232 1 1.55m 0.23m2 半精铣右凸台端面至17mm卧式万能铣床 X62W1180 0.296 0.23 1 1 1.55m 0.23m3 倒角设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期陕西科技大学机械加工工序卡片产品型号零件图号1624CA-51车间工序号工序名称材料牌号2B103 5 镗削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1设备名称设备型号设备编号同时加工件数数字显示卧式镗床TX611B 1 夹具编号夹具名称切削液工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗镗孔φ100至φ98mm数字显示卧式镗床TX611B 796 30 0.5 12 32s 4.8s2 半精镗孔φ100至φ100mm数字显示卧式镗床TX611B 929 35 0.3 1 2 45s 6.75s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期陕西科技大学机械加工工序卡片产品型号零件图号1624CA-51车间工序号工序名称材料牌号2B103 6 镗削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1设备名称设备型号设备编号同时加工件数数字显示卧式镗床TX611B 1 夹具编号夹具名称切削液工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗镗φ110至φ108mm数字显示卧式镗床TX611B796 30 0.5 1.5 1 18s 5.2s2 半精镗孔φ110至φ109.3mm数字显示卧式镗床TX611B1062 40 0.3 0.75 1 22s 3.3s3 热处理表面淬火、低温回火淬火机4 精镗孔φ110至φ110mm 数字显示卧式镗床TX611B1592 60 0.2 0.25 1 22s 3.3s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称零件名称端盖共10 页第 6 页车间工序号工序名称材料牌号2B103 7 镗削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1设备名称设备型号设备编号同时加工件数数字显示卧式镗床TX611B 1夹具编号夹具名称切削液工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗镗凹圆Φ60 数字显示卧式镗床TX611B796 30 0.5 1 1 9.8s 1.5s2 半精镗凹圆Φ60数字显示卧式镗床TX611B1062 40 0.3 0.75 1 12s 1.8s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称零件名称端盖共10 页第8 页车间工序号工序名称材料牌号2B103 8 钻销毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1设备名称设备型号设备编号同时加工件数立式钻床Z535 1夹具编号夹具名称切削液工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 钻孔螺纹孔2-M8x1.25立式钻床Z535 195 1.77 0.04 3.375 1 3.75s 0.56s2 攻丝丝锥设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称零件名称端盖共10 页第9 页车间工序号工序名称材料牌号2B103 9 钻销毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1设备名称设备型号设备编号同时加工件数立式钻床Z535 1夹具编号夹具名称切削液工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 钻孔螺纹孔3-M10x1.5立式钻床Z535 140 3.97 0.07 4.25 1 2.04s 0.31s2 攻丝丝锥设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称零件名称端盖共10 页第 4 页车间工序号工序名称材料牌号2B103 4 铣削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1设备名称设备型号设备编号同时加工件数卧式万能铣床X62W 1夹具编号夹具名称切削液工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 粗铣左凸台端面至11mm375 94.25 0.232 1 1.54m 0.23m2 半精铣左凸台端面至10mm950 238.76 0.23 1 1 1.54m 0.23m3 倒角设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期陕西科技大学机械加工工序卡片产品型号零件图号1624CA-51产品名称零件名称端盖共10 页第10 页车间工序号工序名称材料牌号2B103 10 热处理毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助1 去毛刺钳工台、平挫2 清洗3 终检设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
板类零件工艺工序卡
板类零件工艺工序卡板类零件工艺工序卡是一种用于记录板类零件加工过程的工具,以便于工艺师和操作工员参考,并确保生产过程的准确性和高效性。
该工序卡包括每个加工工序的具体步骤、所需的设备和工具、工艺参数,以及质量要求等信息。
下面是一个板类零件工艺工序卡的示例:型号:XXXX名称:XXXX板件材质:XXXX材料工序卡号:1工序名称:下料工序内容:1.准备材料:将待加工的原材料按照工艺要求准备好,包括尺寸、材质等信息。
2.切割:使用数控切割机将材料切割为所需尺寸,确保切割精度和平整度。
3.检验:对切割后的板件进行检验,检查尺寸、外观和平整度是否满足要求。
4.修整:对不符合要求的板件进行修整,清除边角毛刺,并保持其尺寸和形状的一致性。
设备和工具:-数控切割机-测量工具(卡尺、角尺等)-修整工具(打磨机、冲击器等)工艺参数:- 设定切割尺寸:XXXXXmm- 切割速度:XXXXXmm/s-切割温度:XXXXX℃- 修整要求:边角毛刺清除,平整度≤XXXXXmm质量要求:- 尺寸误差:±XXXXXmm- 平整度:≤XXXXXmm-外观要求:不得有明显的划痕和变形工艺师:XXX日期:XXXX年XX月XX日在工作中,工艺师和操作工员可以根据该工序卡的内容进行作业,以确保每个工序的准确性和高效性。
同时,通过对加工过程进行详细的记录,能够帮助企业进行工艺优化,提高产品质量和生产效率。
在实际操作中,根据具体的板类零件加工需求,工序卡的内容可能会有所调整和变化。
因此,工艺师和操作工员需要根据具体的工艺要求进行相应的调整和填写。
通过不断的实践和总结,逐步完善工序卡的内容,使其更适应企业的实际生产需要。
总之,板类零件工艺工序卡是一种重要的工具,能够规范和指导板类零件的加工过程,保证加工质量和效率。
在实际应用中,工艺师和操作工员需要根据具体情况进行灵活运用,并不断优化和完善工序卡的内容,以适应企业的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工序卡片
湖南铁道职业技术学院
机电工程系
机械加工工艺过程卡片
产品型号
零(部)件图号 共 2 页
产品名称 复合模 零(部)件名称 凸模 第1 页
工序号 工序名称 3 车 车间 工段 材料牌号
车 车
CrWMn 毛坯种类 毛坯外形尺寸 每坯件数 每台件数
棒料 Φ25mm ×80mm
1 1 设备名称 设备型号 设备编号 同时加工件数
卧式车床
CA6140 1 夹具编号 夹具名称 切削液
三爪自定心卡盘 工时定额 准终 单件
工步号 工步内容
工艺装备 主轴转速
切削速度 进给量
背吃刀量 进给 次数 工时定额 机动 辅助
描图 1 粗车至Φ26mm 保证长度66mm 900 46.629 0.3 1.5 2
2 半精车Φ018.08.18-mm 保证长度66mm Φ25mm 保
证长度6mm 保证018
.08
.18-mm 长度25mm
硬质合金外圆车刀
1400 61.544 0.1 0.7 3 描校 3 半精车Φ009.048.10-mm 保证长度35.1mm 倒圆角 1400 36.817 0.1 0.8 5 4 车退刀槽2mm ×1.5mm ;切断保证长度65.2mm
900
46.929 0.054
1 底图号
装订号
编制
(日期) 审核
(日期) 会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
湖南铁道职业技术学院机电工程系机械加工工艺过程卡片
产品型号零(部)件图号共 2 页
产品名称复合模零(部)件名称凸模第2页工序号工序名称
6 磨
车间工段材料牌号
磨磨CrWMn
毛坯种类毛坯外形尺寸每坯件数每台件数
棒料Φ25mm×80mm 1 1
设备名称设备型号设备编号同时加工件数
外圆磨床
夹具编号夹具名称切削液
三爪自定心卡盘
工时定额
准终单件
工步号工步内容工艺装备主轴转速
切削速度进给量背吃刀量
进给
次数
工时定额
机动辅助
描图 1 磨外圆Φ0
18
.0
8.
18
-
mm保证Ra=0.8um,退
刀槽侧面Ra=1.6um
砂轮1110 35 0.03 5
2 磨0
09
.0
48
.
10
-
mm至Φ0
09
.0
18
.
10
-
mm,保证
Ra=0.4um,保证工作部分长度36mm
砂轮1110 35 0.03 5
描校底图号装订号
编制(日期)
审核
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
湖南铁道职业技术学院机电工程系机械加工工艺过程卡片
产品型号零(部)件图号共6 页
产品名称上模座零(部)件名称导套第1 页
工序号工序名称
1 下料
车间工段材料牌号
机加工备料GCr15
毛坯种类毛坯外形尺寸每坯件数每台件数
棒料Φ50mm×115mm 1 1
设备名称设备型号设备编号同时加工件数
锯床G71
夹具编号夹具名称切削液
平扣虎钳柴油
工时定额
准终单件
工步号工步内容工艺装备主轴转速
切削速度进给量背吃刀量
进给
次数
工时定额
机动辅助
描图 1 下料Φ50mm×115mm
2 检查
描校
底图号
装订号
编制(日期)
审核
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
湖南铁道职业技术学院机电工程系机械加工工艺过程卡片
产品型号零(部)件图号共 6 页
产品名称上模座零(部)件名称导套第2 页
工序号工序名称
2 车外圆及内孔
车间工段材料牌号
机加工车工GCr15
毛坯种类毛坯外形尺寸每坯件数每台件数
棒料Φ50mm×115mm 1 1
设备名称设备型号设备编号同时加工件数
卧式车床CA6140
夹具编号夹具名称切削液
三爪自定心卡盘
工时定额
准终单件
工步号工步内容工艺装备主轴转速
切削速度进给量背吃刀量
进给
次数
工时定额
机动辅助
描图 1 车端面保证长度113mm 450 71 0.6 1
2 钻Φ28mm孔至Φ26mm160 24 0.45 15 1 描校
3 车Φ40mm外圆至Φ40.4mm500 71 0.5 3.3 1
4 车Φ43mm外圆,倒角320 4
5 手动
底图号 5 车3mm×1mm退刀槽至尺寸320 45 0.12 1 1
6 镗Φ28mm孔至Φ27.6mm125 13 0.025 0.8 1 装订号
7 镗油槽80
8 0.025 0.8 1
8 镗Φ29mm的孔至尺寸125 13 0.025 1.5 1
9 倒角320 45 手动
10 检验
编制(日期)
审核
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
湖南铁道职业技术学院机电工程系机械加工工艺过程卡片
产品型号零(部)件图号共6页
产品名称上模座零(部)件名称导套第 3 页
工序号工序名称
3
车间工段材料牌号
机加工车工GCr15
毛坯种类毛坯外形尺寸每坯件数每台件数
棒料Φ50mm×115mm 1 1
设备名称设备型号设备编号同时加工件数
卧式车床CA6140
夹具编号夹具名称切削液
三爪自定心卡盘
工时定额
准终单件
工步号工步内容工艺装备主轴转速
切削速度进给量背吃刀量
进给
次数
工时定额
机动辅助
描图 1 车Φ43mm的外圆至尺寸500 71 0.5 2 1
2 车端面保证尺寸110mm 450 710.6 1 描校
3 倒内外圆角320 45 手动
4 检查
底图号
装订号
编制(日期)
审核
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
湖南铁道职业技术学院机电工程系机械加工工艺过程卡片
产品型号零(部)件图号共6页
产品名称上模座零(部)件名称导套第 4 页
工序号工序名称
4 热处理
车间工段材料牌号
热处理GCr15
毛坯种类毛坯外形尺寸每坯件数每台件数
棒料Φ50mm×115mm 1 1
设备名称设备型号设备编号同时加工件数
夹具编号夹具名称切削液
工时定额
准终单件
工步号工步内容工艺装备主轴转速
切削速度进给量背吃刀量
进给
次数
工时定额
机动辅助
描图 1 淬火,保证硬度62~66HRC 描校
底图号
装订号
编制(日期)
审核
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
机电工程系产品名称上模座零(部)件名称导套第 5 页
工序号工序名称
车间工段材料牌号
机加工磨床GCr15
毛坯种类毛坯外形尺寸每坯件数每台件数
棒料Φ50mm×115mm 1 1
设备名称设备型号设备编号同时加工件数
万能外圆磨床
夹具编号夹具名称切削液
三爪自定心卡盘
工时定额
准终单件
工步号工步内容工艺装备主轴转速
切削速度进给量背吃刀量
进给
次数
工时定额
机动辅助
描图 1 粗磨Φ40mm外圆127 18 24 0.0192
2 粗磨Φ40mm外圆达图样要求255 36 10 0.0136 描校
3 粗磨Φ28mm内孔200 20 2
4 0.0076
4 粗磨Φ28mm内孔,留研磨量
0.01mm
398 40 10 0.0072
底图号 5 磨R2mm圆弧398 40 10 0.0072
6 检查
装订号
编制(日期)
审核
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
机电工程系产品名称上模座零(部)件名称导套第 6 页
工序号工序名称
6
车间工段材料牌号
机加工车工GCr15
毛坯种类毛坯外形尺寸每坯件数每台件数
棒料Φ50mm×115mm 1 1
设备名称设备型号设备编号同时加工件数
夹具编号夹具名称切削液
三爪自定心卡盘
工时定额
准终单件
工步号工步内容工艺装备主轴转速
切削速度进给量背吃刀量
进给
次数
工时定额
机动辅助
描图 1 研磨Φ28mm孔达图样要求
2 研磨R2mm圆弧
描校
底图号
装订号
编制(日期)
审核
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期。