ug8.5平面铣轮廓螺旋下刀设置
ug刀轨设置中的方法
ug刀轨设置中的方法UG刀轨设置中的方法UG是一款广泛应用于工程设计领域的CAD软件,它拥有强大的刀具路径生成功能,可以满足各种加工需求。
在使用UG进行刀具路径生成时,刀轨设置是至关重要的一步。
通过合理的刀轨设置,可以提高加工效率,优化切削质量,并减少刀具磨损。
本文将介绍UG刀轨设置中的一些常用方法和技巧。
首先,要注意选择合适的刀具。
在UG中,刀具可以根据形状和尺寸进行选择。
在进行切削操作时,刀具的形状和尺寸直接影响加工效果。
因此,根据工件的形状和材料,选择合适的刀具是非常重要的。
其次,要设置合理的切削参数。
UG的切削参数可以根据加工材料的硬度、切削速度和进给速度进行调整。
切削参数的设置需要根据具体的加工需求进行调整,以保证切削效果和刀具寿命的平衡。
同时,还要注意避免切削过深和进给速度过快,以防止刀具过早磨损。
此外,还可以通过调整切削策略来改善刀具路径。
UG提供了多种切削策略,包括等轮廓切削、自动平面切削和螺旋切削等。
选择合适的切削策略可以提高加工效率和切削质量。
另外,还可以通过添加副刀具来改善刀具路径。
在UG中,可以通过添加副刀具来进一步优化刀具路径。
副刀具可以在切削主轮廓的同时进行辅助切削,从而提高加工效率和切削质量。
此外,还可以通过合理的切削动作和刀具尺寸来调整刀具路径。
UG提供了多种切削动作,包括平面切削、螺旋切削和倾斜切削等。
合理选择切削动作,可以使刀具路径更加合理。
此外,还可以通过调整刀具尺寸来进一步精确控制刀具路径。
最后,还可以通过调整刀具轨迹来改善刀具路径。
UG提供了多种刀具轨迹,包括直线轨迹、圆弧轨迹和自定义轨迹等。
合理选择刀具轨迹,可以使刀具路径更加平滑和高效。
综上所述,UG刀轨设置中的方法主要包括选择合适的刀具、设置合理的切削参数、调整切削策略、添加副刀具、调整切削动作和刀具尺寸,以及调整刀具轨迹。
这些方法可以提高加工效率,优化切削质量,并减少刀具磨损。
在实际应用中,还需要根据具体的加工需求进行调整和优化。
UG编程中轮廓加工多个刀路以及附加刀路的巧妙运用

UG编程中轮廓加工多个刀路以及附加刀路的巧妙运用
在我们UG编程中轮廓加工以其灵活高效性很受编程工程师的喜欢,那么如何更好的掌握这个方法,帖我们就以面铣中的轮廓加工来聊一下6 |2 J7 j# m0 n! ~+ l一:如下图因为电极基准面不大,所以我们可以找一把平底刀用轮廓加工方式来加工5 X- Z/ c$ U; ^1 k 5 N/ I+ t% ?7 b1 ?6 W% L二:当我们切削模式选择了轮廓加工,那么下面就会出现一个附加刀路的选项,如附加刀路为0时,那么刀具平直百分比设不设置都没用三:,只有当附加刀路设置了,这个平直百分比才会有效果# i8 }2 _# M1 c' P! |2 w8 s; Q1 Y四:这里的步距我们也可以用最大距离来设置,然后再附加一条刀轨' O; B3 k( i) ^五:步距我们可以用多个,然后会出现一个对话框可以先增加一个0.05,然后再增加一个0.3,这样就会出现3条刀路,在加工时会先走那条0.3余量的,然后再走中间的那条,最后再走那条0.05的光刀,这样就可以实现光底光侧一起了% `. \; B3 }! [7 R) g2 W零基础小白想学习UG编程的,我们有一个UG编程的学习交流q群,平时提供大家一起学习UG编程,每天有免费UG编程课程知识讲解。
有问题相互交流.点击链接加入群【UG编程学习群】学习。
UGNX8.5数控车床车削加工编程教程螺纹加工

UGNX8.5数控车床车削加⼯编程教程螺纹加⼯车削加⼯某轴类零件的模型及⼆维图如图1所⽰,对其轮廓进⾏加⼯。
图1⼀、创建车削加⼯⼏何体1.进⼊车削加⼯环境打开零件模型,选择“开始”|“加⼯”命令或使⽤快捷键[Ctrl+Alt+M]进⼊加⼯模块。
系统弹出如图2所⽰的“加⼯环境”对话框,在“要创建的CAM设置”列表框中选择“turning”模板,单击按钮,完成加⼯环境的初始化。
图22、创建加⼯坐标系在资源栏中显⽰“⼯序导航器”,将光标置于“⼯序导航器”空⽩部分右键单击弹出级联菜单。
级联菜单中有“程序顺序视图”、“机床视图”、“⼏何视图”、“加⼯⽅法视图”等,如图3所⽰。
在级联菜单中可以切换视图,单击“⼏何视图”切换到⼏何视图。
依次单击前的“+”符号,将WORKPIECE及TURNING_WORKPIECE 展开。
如图4所⽰图3 图4双击“MCS_SPINDLE”结点,系统弹出如图5所⽰的“MCS主轴”对话框,选择左端⾯的圆⼼以指定MCS,如图6所⽰。
车床⼯作⾯指定ZM-XM平⾯,则ZM轴被定义为主轴中⼼,加⼯坐标原点被定义为编程零点。
单击按钮,完成设置。
图5 图63、定义⼯件在“⼯序导航器—⼏何”视图中双击“WORKPIECE”结点,弹出如图7所⽰的“⼯件”对话框,完成⼏何体的指定。
其中,图7单击“指定部件”按钮,弹出“部件⼏何体”对话框,选择零件轴,如图8所⽰。
单击按钮,完成设置。
图8单击“指定⽑坯”按钮,弹出“⽑坯⼏何体”对话框,选择“包容圆柱体”类型,轴⽅向选择“+ZM”,按如图9所⽰设置参数,则可以指定⼀个长110mm,直径102mm的圆柱体作为⽑坯。
单击按钮,完成对零件轴⽑坯的指定。
图94、创建部件边界在“⼯序导航器—⼏何”视图中双击“TURNING_WORKPIECE”结点,弹出如图10所⽰的“车削⼯件”对话框。
图10在“部件旋转轮廓”类型中选择“⽆”,单击“指定部件边界”的按钮,弹出如图11所⽰的“部件边界”对话框,过滤类型默认为“曲线边界”。
2.UG NX 8.5 参数设置和二维草图设计

控制草图标注文本的显示方式
二维草图设计知识
绘制草图前的设置
会话设置:
当进行尺寸标注时,在草图曲线端点处用箭头显示自由度,否则不显示 选中该选项,若相关几何体很小,则不会显示约束符号
选中该选项,当进入某一草图对象时,该草图所在图层自动设置 为当前工作图层,退出时恢复原图层为当前工作图层
勾选时跟踪条中动态显示光标位置坐标
设置文本框中数据的小数点位数 设置信息窗口中显示数据的小数点位数 设置对象信息对话框中数据的精度
UG NX 8.5软件的参数设置
“选择”首选项
设置预选对象是否高亮显示
设置选择对象相对于矩形选择框的位置
设置确认选择对象的有关参数 设置光标是否显示十字准线
设置选择对象相对于WCS的位置
二维草图设计知识
理解草图环境中的关键术语
• 对象:二维草图中的任何几何元素。 • 尺寸:对象大小或对象之间位置的量度。 • 约束:定义对象几何关系或对象间的位置关系。 • 参数:草图中的辅助元素。 • 过约束:两个或多个约束可能会产生矛盾或多余约束。
二维草图设计知识ห้องสมุดไป่ตู้
理解草图环境中的关键术语
草图平面
此选项组中可以指定多种草图几何元素的名称前缀
二维草图设计知识
草图环境中的下拉菜单
“插入”下拉菜单:
绝大部分命令都以快捷按钮的方式出现在屏幕的工具栏中
二维草图设计知识
草图环境中的下拉菜单
“编辑”下拉菜单:
把草图插入到word文档或PPT中
编辑选定对象的显示方式 隐藏/取消隐藏选定的对象
显示选定对象的属性
二维草图设计知识
草图的绘制
草图绘制概述
ugnx区域轮廓铣的平面用法_概述及解释说明

ugnx区域轮廓铣的平面用法概述及解释说明1. 引言1.1 概述本篇文章主要介绍UGNX区域轮廓铣的平面用法。
UGNX是一种专业的计算机辅助设计(CAD)和计算机辅助制造(CAM)软件,可以应用于各种工程领域中的产品设计和制造过程。
其中,区域轮廓铣被广泛应用于平面加工中,通过确定并圈定加工区域,在该区域内进行高效而精确的铣削操作。
1.2 文章结构本文将分为五个主要部分来阐述和探讨UGNX区域轮廓铣的平面用法。
首先是引言部分,概述了文章的研究背景、目的和结构。
其次,是对UGNX区域轮廓铣的定义和原理进行详细解释,并介绍所需的工具和材料准备。
然后,阐述了使用UGNX进行区域轮廓铣时所需采取的步骤和技巧。
之后,通过三个实际应用案例分析来说明该技术在不同领域中的实际应用情况。
接下来是对UGNX 区域轮廓铣方法的优点与局限性进行评估,并提出相应的解决方案。
最后,总结文章的主要内容并展望UGNX区域轮廓铣的未来发展前景。
1.3 目的本文旨在全面介绍和解释UGNX区域轮廓铣在平面加工中的应用方式和技巧,并通过实际案例分析,评估其优点与局限性。
通过本文的阐述,读者将能够更好地理解和掌握UGNX区域轮廓铣的平面用法,为实际工程项目中的产品设计与制造提供有力支持。
此外,本文还将对该技术未来发展趋势进行展望,以促进相关领域的研究和应用推广。
2. UGNX区域轮廓铣的平面用法2.1 定义和原理UGNX区域轮廓铣是一种在数控机床上进行的加工工艺,通过刀具在被加工零件上进行旋转切削来形成特定形状的工艺。
它主要用于平面表面零件的加工,并且可以根据需要制造出不同形状和尺寸的表面。
该方法通过使用UGNX软件生成数控程序,使刀具按预定义路径和轮廓对被加工材料进行平面轮廓铣削。
UGNX区域轮廓铣采用先进的计算机辅助设计(CAD)和计算机辅助制造(CAM)技术,为操作者提供了精确和高效的控制。
2.2 工具和材料准备在使用UGNX区域轮廓铣之前,需要准备以下工具和材料:- 数控机床:应选择适合加工需求的数控机床,并确保其能够与UGNX软件相互配合。
UG8.0浅谈非切削移动参数设置—平面铣削

看到不少新手朋友对于非切削参数设置很纠结,小弟总结一下自己的一点心得,老手勿喷!UG8.0编程里非切削移动参数,的确设置很灵活的,具体要根据加工零件的造型情况来设置。
小弟初学乍练,请朋友们勿笑!先谈进刀:进刀里分封闭区域和开放区域,具体怎么用,不要死板,封闭区域和开放区域可以灵活转换。
不一定就是封闭区域就一定用于型腔类零件(封闭轮廓类零件);而开放区域也不一定用于型芯类零件(开放轮廓类零件),就像粗加工方式(比如型腔铣)不一定就要开粗用,精加工方式就要精加工用一样。
我们要学会灵活运用,那就是我们编程的基本功了。
封闭区域又分为5种方式:1. 螺旋2.沿形状斜进刀3.插铣4.无5.与开放区域相同1.螺旋,又叫强力走刀,一般用于封闭轮廓类零件的加工。
对于螺旋,朋友们都知道,螺旋需要螺旋半径和螺距,螺距-UG用斜坡角和最小斜面长度来控制。
下面说一说我一般设置的参数,请同志们多多指点啊:螺旋直径:50%~90%(所用刀具的直径比)狭小区域设小点,宽广区域设大点,我一般设50%。
斜坡角:一般3~5度,我设3度。
高度:0.5~1MM。
高度起点:前一层(如果玩插铣的话,可以设当前层,因为我实际加工用过)最小安全距离:大于你设定的侧壁余量(比如:开粗侧壁余量设为0.25mm,那么最小安全距离为:0.5mm左右)最小斜面长度:10%(所用刀具的直径比)封闭区域设-螺旋,开放区域一般设圆弧进刀方式。
2.沿形状斜进刀,又叫斜坡走刀,一般用于开放轮廓类零件的加工。
斜坡角:3~5度。
高度:0.5~1MM。
高度起点:前一层。
最大宽度:没用过。
最小安全距离:大于你设定的侧壁余量。
最小斜面长度:10%(所用刀具的直径比)。
3.插铣,顾名思义,在零件上直接进刀。
玩这种方式的话,进给率和速度里,进刀一般设30~50mmpm。
就跟钻孔似得。
高度:一般为1mm。
高度起点:当前层。
4.无,大家都明白,不说了。
5.与开放区域相同,地球人都知道。
一UG8.5CAM型腔铣
模块一型腔铣加工创建一、学习目标学习本项目后,掌握UG加工模块Cavity Mill(型腔铣)加工操作,完成工件的粗加工,并合理定义各加工参数。
1、熟悉加工前的准备工作2、掌握MCS(加工坐标系)的创建3、掌握加工几何体、刀具组、加工方法组的创建4、掌握型腔铣加工参数的定义5、掌握型腔铣加工特点6、掌握刀具路径模拟及后处理二、工作任务1、选择加工模版2、创建MCS(加工坐标系)3、创建加工几何体(加工零件几何体及毛坯几何体)4、创建刀具组(刀具类型及参数定义)5、创建加工方法组(加工余量定义)6、创建型腔铣加工操作1、了解加工操作导航器8、模拟刀具路径9、对刀具路径进行后处理三、相关实践知识本项目通过具体实例,由浅至深逐步讲解UG CAM的应用。
在项目开展前,要求学生已掌握以下课程的相关内容:✧UG CAD建模✧数控铣加工工艺✧数控编程✧数控铣床的操作✧刀具、材料的相关知识实践步骤如下:(一)建立工件实体模型1、新建UG文件新建UG文件,保存为Demo CAM.prt,单位为毫米。
2、工件建模在UG建模模块中完成图1-1-1所示工件实体建模。
建模步骤如下:1)在第21层建立草图,如图1-1-2所示,草图位于XC-YC平面。
再把第1层作为工作层拉伸草图截面,拉伸距离140。
图1-1-2 草图示意2)在第22层建立右视图草图并拉伸,利用右侧斜面上的边建立修剪工具平面完成实体的修剪。
如图1-1-3所示。
图1-1-3 修剪示意3)在第41层建立20×105的矩形曲线,把第1层设置为工作层,拉伸曲线建立实体,并作布尔减操作,形成如图1-1-4所示型腔。
4)如图1-1-4所示,对前侧圆弧边在弧面上偏置距离46,利用偏置线分割曲面。
然后对分割的小曲面拔模25°。
图1-1-4 型腔与偏置曲线示意5)对型腔四侧壁进行15°和5°的拔模(如图纸尺寸)。
6)完成SR14球体创建并布尔减操作。
UG数控铣削加工编程优化设置
153
机械化工
科技风 2020年 2月
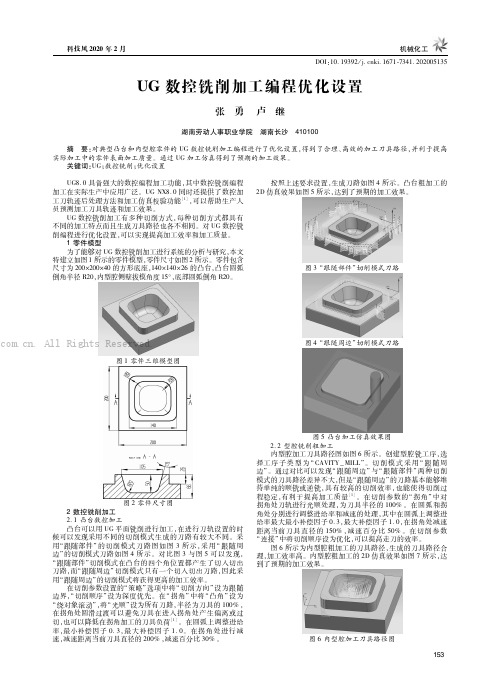
图 7型腔仿真加工效果图 2.3型腔内壁精加工 型腔内 壁 精 加 工 采 用 腔 铣 工 序 中 的 “ZLEVELPROFILE (深度加 工 轮 廓 )”。 切 削 区 域 选 择 型 腔 内 壁。 在 切 削 层 参 数 设置中将“切 削 层 ”设 为 “最 优 化 ”,系 统 将 根 据 不 同 的 陡 峭 程 度来设置切削层,使加工后的表面残余高度相对一致[1]。在切 削参数设置中将“连接 ”的 “层 到 层 ”设 为 “直 接 对 部 件 进 刀 ”, 生成的刀路图如图 8所示,图 9为“层到层”设为“使用转移方 法”产生的刀路图,可以看出在图 9中产生了比较多的不必要 内部退刀。“直接对部件进刀”刀具路径最短,但形成的进刀痕 迹明显 [2]。在切 削 参 数 中 将 “拐 角 ”的 刀 轨 进 行 光 顺 处 理,在 圆弧处调整进给率,在拐角处进给减速,参数设置与型腔铣削 粗加工“拐角”的参数设置相同。 型腔内壁精加工 2D仿真效果如图 10所示,达到了预期的 加工效果。
(上接第 130页)性掘进设备的工作原理以及使用方法,并且持 续关注设备的维护以及保养工作,从而有效保障综合性设备的 效用。
图 3“跟随部件”切削模式刀路
. All Rights Reserved.
图 1零件三维模型图
图 4寸图 2数控铣削加工 2.1凸台数控加工 凸台可以用 UG平面铣削进行加工,在进行刀轨设置的时 候可以发现采用不同的切削模式生成的刀路有较大不同。采 用“跟随部件”的切削模式刀路图如图 3所示,采用 “跟随周 边”的切削模式刀路如图 4所示。对比图 3与图 5可以发现, “跟随部件”切削模式在凸台的四个角位置都产生了切入切出 刀路,而“跟随周边”切削模式只有一个切入切出刀路,因此采 用“跟随周边”的切削模式将获得更高的加工效率。 在切削参数设置的“策略”选项中将“切削方向”设为跟随 边界,“切削顺序”设 为 深 度 优 先。 在 “拐 角 ”中 将 “凸 角 ”设 为 “绕对象滚动”,将“光顺”设为所有刀路,半径为刀具的 100%, 在拐角处圆滑过渡可以避免刀具在进入拐角处产生偏离或过 切,也可以降低在拐角加工的刀具负荷[1]。在圆弧上调整进给 率,最小补偿因子 0.3,最大补偿因子 1.0。在拐角处进行减 速,减速距离当前刀具直径的 200%,减速百分比 30%。
基于UG的孔及螺纹铣削加工技术
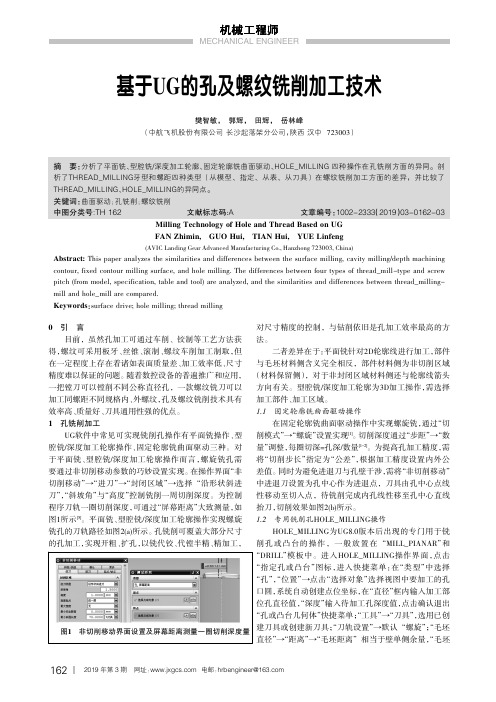
腔铣/深度加工轮廓操作、固定轮廓铣曲面驱动三种。对 量”调整,每圈切深=孔深/数量[1-2]。为提高孔加工精度,需
于平面铣、型腔铣/深度加工轮廓操作而言,螺旋铣孔需 将“切削步长”指定为“公差”,根据加工精度设置内外公
要通过非切削移动参数的巧妙设置实现。在操作界面“非 差值。同时为避免进退刀与孔壁干涉,需将“非切削移动”
pitch (from model, specification, table and tool) are analyzed, and the similarities and differences between thread_milling-
mill and hole_mill are compared.
机械工程师
MECHANICAL ENGINEER
基于UG的孔及螺纹铣削加工技术
樊智敏, 郭辉, 田辉, 岳林峰 (中航飞机股份有限公司 长沙起落架分公司,陕西 汉中 723003)
摘 要:分析了平面铣、型腔铣/深度加工轮廓、固定轮廓铣曲面驱动、HOLE_MILLING 四种操作在孔铣削方面的异同。剖
[参 考 文 献]
[1] 沈勇,郭辉,田辉,等.3+A可变轮廓铣曲面加工[J].机械工程师,
2016(5):198-199.
[2] 郭辉,沈勇,田辉,等.弹性中心轴工艺方法优化[J].现代制造工程,
2016(4):131-133.
[3] 郭辉,岳林峰,许锋国,等.倒扣类零件数控加工[J].机械工程师,
向、径向保持默认;“切削参数”可控制顺逆铣、刀轨在顶
层、底层的延伸量、孔壁余量。一般情况,非切削参数等可
保持默认。
虽然,平面铣、型腔铣/深度加工轮廓、固定轮廓铣曲
UG加工各参数详解 UG公司内部解释
摆线切削是一种切削模式,此模式采用回环控制嵌入的刀具。
当需要限制过大的步距以防止刀具在完全嵌入切口时折断,且需要避免过量切削材料时,需使用此功能。
在进刀过程中的岛和部件之间、形成锐角的内拐角以及窄区域中,几乎总是会得到内嵌区域。
摆线切削可消除这些区域。
刀以小的回环切削模式来加工材料。
也就是说,刀在以回环切削模式移动的同时,也在旋转。
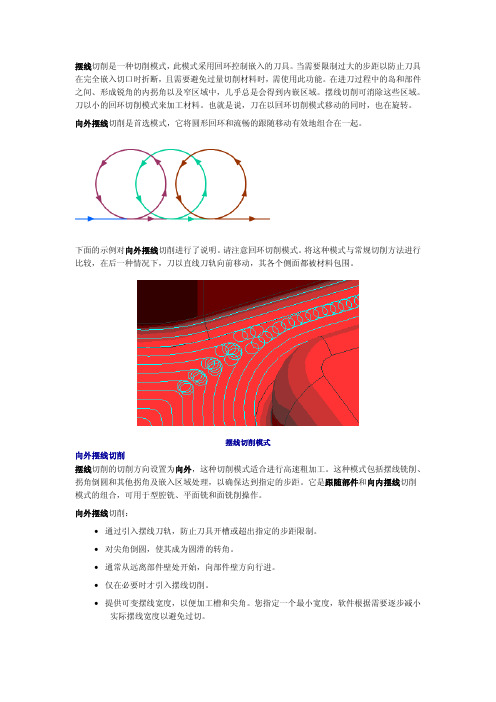
向外摆线切削是首选模式,它将圆形回环和流畅的跟随移动有效地组合在一起。
下面的示例对向外摆线切削进行了说明。
请注意回环切削模式。
将这种模式与常规切削方法进行比较,在后一种情况下,刀以直线刀轨向前移动,其各个侧面都被材料包围。
摆线切削模式向外摆线切削摆线切削的切削方向设置为向外,这种切削模式适合进行高速粗加工。
这种模式包括摆线铣削、拐角倒圆和其他拐角及嵌入区域处理,以确保达到指定的步距。
它是跟随部件和向内摆线切削模式的组合,可用于型腔铣、平面铣和面铣削操作。
向外摆线切削:•通过引入摆线刀轨,防止刀具开槽或超出指定的步距限制。
•对尖角倒圆,使其成为圆滑的转角。
•通常从远离部件壁处开始,向部件壁方向行进。
•仅在必要时才引入摆线切削。
•提供可变摆线宽度,以便加工槽和尖角。
您指定一个最小宽度,软件根据需要逐步减小实际摆线宽度以避免过切。
注意:最小摆线宽度值必须大于0。
•在典型的腔体加工例程中,刀具首次进入封闭型腔或沟槽时,就被完全嵌入进去了。
刀具在拐角处承受的载荷也将超出预期的。
金属切削率的峰值会导致刀具过早损坏。
这迫使机械师减小加工参数,进而导致生产力丧失。
恒定的金属切削率是高效加工的一个非常重要的准则。
经过优化的摆线刀轨可确保在整个刀轨中保持预期的金属切削率。
1. 选择型腔铣、平面铣或面铣削操作中主要参数页面上的摆线作为切削方法。
2. 接受默认参数,生成刀轨并检查结果。
3. 如有必要,可进行小的调整。
o在操作对话框中可调整步距值。
o调整摆线宽度、最小摆线宽度、步距限制%和摆线向前步长值(从切削参数对话框)。
UG加工编程不会这3中螺旋铣孔方法,你是逗我?

UG加工编程不会这3中螺旋铣孔方法,你是逗我?各位朋友,你们好,我是小文,这是我写的第一篇专业性比较强的文章,有不足之处欢迎大家批评和指正。
讲方法之前,有必要说下今天的文章很长,您可能需要6分钟才能看完。
如果不想看这篇文章,可在私信里回复关键字「UG 三轴」,就能收到3种螺旋铣孔方法的视频链接。
螺旋铣孔过程由主轴的“自转”和主轴绕孔中心的“公转”2个运动复合而成,这种特殊的运动方式造就了螺旋铣孔的3大优势。
1、刀具中心的轨迹是螺旋线而非直线,即刀具中心不再与所加工孔的中心重合,属偏心加工过程。
刀具的直径与孔的直径不一样,这突破了传统钻孔技术中一把刀具加工同一直径孔的限制,实现了单一直径刀具加工一系列直径孔。
这不仅提高了加工效率,同时也大大减少了存刀数量和种类,降低了加工成本。
2、螺旋铣孔过程是断续铣削过程,有利于刀具的散热,从而降低了因温度累积而造成刀具磨损失效的风险。
与传统钻孔相比,整个铣孔过程可以采用微量润滑甚至空冷方式来实现冷却,是一个绿色环保的过程。
3、偏心加工的方式使得切屑有足够的空间从孔槽排出,排屑方式不再是影响孔质量的主要因素。
螺旋铣孔的方法,敲黑板,划重点,一定牢记!!!01平面铣在CAD的加工环境中选择平面铣。
创建刀具和创建几何体,依次点击图标。
然后创建工序,注意选择几何体和边界,选择好就可以点击确定,完成创建工序的创建。
02曲面铣不同于平面铣,曲面铣是软件计算出加工区域的平面轨迹后,再将平面轨迹投影于曲面生成刀具轨迹。
具体步骤:1、设置几何体、刀具、方法等;2、创建曲面铣操作;3、设置驱动方法;4、生成刀具轨迹。
03孔铣在平面铣里选择HOLE_MILLING命令,即可创建孔铣操作。
最后,想获得这三种方法的朋友,请私信回复关键字「UG三轴」。
ug旋转轮廓线用法

ug旋转轮廓线用法UG旋转轮廓线是一种广泛应用于制造业中的CAD设计工具。
它能够帮助工程师们更加便捷地设计出具有复杂曲线形状的产品,并有效提高生产效率。
在本文中,我们将为大家介绍UG旋转轮廓线的用法,并详细探讨其在产品设计中的指导意义。
UG旋转轮廓线是UG软件中的一个功能模块,主要用于在三维空间中创建旋转轮廓线。
它可以根据用户提供的参数和要求,自动生成具有复杂曲线形状的轮廓线。
与传统的手工绘图方法相比,UG旋转轮廓线能够极大地提高绘图速度和精度,使产品设计变得更加高效和准确。
在使用UG旋转轮廓线时,我们首先需要绘制一个基本轮廓线。
这个基本轮廓线可以是一个平面曲线,也可以是一个立体曲线。
之后,我们需要指定轴向和角度范围,这将决定最终生成的旋转轮廓线的形状和大小。
根据这些参数,UG软件将自动为我们生成一个旋转轮廓线,我们可以对其进行进一步的编辑和调整,直到满足设计要求为止。
UG旋转轮廓线的应用范围非常广泛,特别适用于设计和制造需要复杂曲线形状的产品。
例如,在汽车工业中,车轮的内部和外部曲线形状通常都是通过旋转轮廓线生成的。
在航空航天工业中,飞机的机翼和机身的曲线形状也是通过旋转轮廓线来设计的。
此外,UG旋转轮廓线还广泛应用于模具、工具以及电子产品等领域。
使用UG旋转轮廓线可以带来许多好处。
首先,它可以大大加速产品设计的过程。
传统的手工绘图方法需要消耗大量时间和精力,而使用UG旋转轮廓线可以在几分钟内生成复杂的轮廓线。
其次,UG旋转轮廓线能够保证产品设计的准确性。
通过精确的参数设定和自动化生成,我们可以避免人为因素对设计过程的干扰,确保产品的几何尺寸和曲线形状的准确无误。
最后,UG旋转轮廓线还具有高度的可编辑性。
我们可以随时根据需要对轮廓线进行调整和修改,以满足设计的要求。
总之,UG旋转轮廓线是一种非常实用的CAD设计工具,它可以帮助工程师们更加便捷地设计出复杂曲线形状的产品,并有效提高生产效率。
在产品设计中使用UG旋转轮廓线,不仅可以加快设计速度和提高设计准确性,还可以为制造业带来更多创新和突破。
UG编程在螺纹加工中的技巧和方法

UG编程在螺纹加工中的技巧和方法螺纹是机械加工中常见的一种加工方式,它在各个行业中广泛应用。
螺纹加工需要进行高精度的计算和编程,以确保工件的质量和加工效率。
UG编程作为一种先进的数控编程软件,为螺纹加工提供了许多技巧和方法。
本文将介绍UG编程在螺纹加工中的使用技巧和方法,以帮助读者更好地掌握和应用UG编程。
一、选择合适的加工策略UG编程中,选择合适的加工策略是螺纹加工的重要一环。
根据螺纹加工的要求和工件的材料特性,可以选择不同的加工策略。
常用的螺纹加工策略包括进给槽螺纹、径向螺纹和螺旋线螺纹等。
进给槽螺纹适用于加工长度大于直径的螺纹,径向螺纹适用于加工长度小于直径的螺纹,而螺旋线螺纹适用于螺旋线连接的螺纹。
在选择螺纹加工策略时,要根据工件的具体要求进行合理选择。
二、设置合适的加工参数在UG编程中,设置合适的加工参数是螺纹加工的关键一步。
加工参数的设置直接影响着加工效率和加工质量。
常用的加工参数包括进给速度、转速和切削深度等。
进给速度决定了每分钟进给的长度,转速决定了切削速度,而切削深度决定了每次切削的深度。
在设置加工参数时,要根据工件的材料和尺寸进行合理设置,以确保螺纹加工的稳定性和精度。
三、利用UG编程的辅助功能UG编程拥有许多强大的辅助功能,可以大大提高螺纹加工的效率和精度。
比如,UG编程可以自动计算螺距、螺纹长度和螺纹公差等参数,减少了手工计算的复杂性。
此外,UG编程还可以生成螺纹路径图和刀具路径图,方便操作员进行调整和优化。
利用UG编程的辅助功能,可以更加快速、准确地完成螺纹加工任务。
四、注意选择合适的刀具在螺纹加工中,选择合适的刀具对于加工质量和效率具有重要影响。
常用的螺纹加工刀具包括丝锥、螺纹攻丝等。
在选择刀具时,要考虑工件的材料和螺纹加工的精度要求。
同时,要根据螺纹的类型和尺寸选择合适的刀具形状和尺寸,以确保切削的稳定性和质量。
五、进行合理的刀具路径规划刀具路径规划是螺纹加工中的一项关键任务。
ug刀模板及刀库的设定方法

ug刀模板及刀库的设定方法;1 启动ug2 打开ug安装目录下的\NX 7.5\MACH\ resource\template_part\metric\“mill_contour.prt”文件:3按Ctrl+Alt+M进入加工界面,把不需要的加工方法删除,留下需要的,然后开始建立自己的刀具和刀具参数的设定等。
4 设定ok后将文件另存到以上目录中,新建一个文件名如:sjj.pat5在ug安装目录下打开cam_general.opt文件,(如:\Program Files\UGS\NX 7.5\MACH\resource\template_set\cam_general.opt)在文件的第二段任意复制一部分然后粘贴,再改为上一步保存的文件名,如:${UGII_CAM_TEMPLATE_PART_METRIC_DIR}sjj.prt6 保存文件,重起ug.模板建立完成;根据经验可知,在Unigraphics NX中,用腔铣、平面铣和固定轴铣等三种操作即可完成产品的加工。
下文就详细讲解如何利用模板将不用的操作类型滤掉,并且优化操作面板的布局和参数值。
1.建立模板文件新建一个*.prt文件保存至“NX安装目录machresourcetemplate_ partmetric”下。
文件最好起一个易于识别的名称。
实际上,这个文件就是将要用到的模板。
本例中,取文件名为“chensisheng.prt”。
打开文件,进入编程模块。
用对话框中的图标建立起face-milling、cavity-mill和fixed-contour三个操作.选中这三个操作,点击右键选中弹出菜单中的“object-template setting”(对象)项,然后将“templat e setting”(模板设置)对话框中的两个选项选中.保存文件。
此时,模板文件已初步建立成功,接下来进行进一步设置.使用者也可以在Unigraphics NX自带模板文件上直接编辑,但建议不要那样做.2.对操作布局进行优化设置这是很有意义的一步。
ug螺纹加工

螺纹操作许诺您进行直削或丝锥螺纹切削。
它们可能是单个或多个内部、外部或面螺纹(例如,以前在三爪卡盘中利用的螺纹)。
螺纹特点,其中A螺距B深度C顶线D根线访问螺纹对话框要访问“螺纹”对话框,请执行以下操作:按“创建操作图标”或从主菜单栏当选择“插入”→“操作”,或在要创建操作的几何体(“操作导航器”中的几何体视图)上单击MB3,然后选择“插入”→“操作”然后1.从“创建操作”对话框内的可用模板当选择“车削”2.通过“螺纹OD”(外径)或“螺纹ID”(内径)图标选择“螺纹”3.输入操作所需的“程序”、“几何体”、“刀具”、“方式”和“名称”或•在“操作导航器”中双击已有的螺纹操作1.。
2.选择螺纹几何体。
可通过选择顶线达到此目的。
距离您选择线的位置最近的一端为顶线的起点。
另一端是终点。
3.若是需要不同的终点,请利用“偏置/终止线”对话框中的“终止线选择”以选择一个段,该段与顶线的交点将用作新终点。
4.若是需要调整螺纹的长度,请从操作对话框当选择“偏置/终止线”来概念。
正偏置值将加长螺纹;负偏置值将缩短螺纹。
5.概念和螺纹角度。
6.指定。
7.若是需要多个螺纹,请利用。
8.利用“指定每一个单位的螺距/前倾角/螺纹”按钮来指定。
9.可利用选项概念进给(刀具运动到刀路深度的角度)和退出角(刀具从螺纹中退刀的角度)。
10.您可能需要概念一组精加工刀路以去除剩余材料。
11.假设有必要,可在中概念螺纹刀路和局部返回。
12.还能够设置、选项和选项。
螺纹几何体许诺通过选择顶线来概念螺纹起点和终点。
螺纹长度由顶线的长度指定。
可通过指定起点和终点来修改此长度。
要创建倒角螺纹,请手动计算偏置并设置适合的偏置(请参见以下图)。
螺纹长度的计算,其中A 最终偏置B 起始偏置C 顶线D 根线选择利用它可选择顶线。
距离您选择线的位置最近的一端为起点。
偏置/终止线许诺调整螺纹的长度。
正偏置值将加长螺纹;负偏置值将缩短螺纹。
偏置是沿着螺纹角测量的,螺纹角取决于指定深度时所用的方式。
UGNX8.0直线轮廓往复下刀刀路创建

UGNX8.0直线轮廓往复下刀刀路创建
李志勇
【期刊名称】《金属加工:冷加工》
【年(卷),期】2013(000)015
【摘要】对于刚刚接触UGNX8.0的设计者来说,编程的第一步是进入建模模块依据工程图样画出草图,并且将其所画图形完全约束,之后完成草图回到建模状态下,进入加工模块。
在进入加工模块时,首先默认的是平面铣(即mill_planar),在UGNX8.0中这部分被很多书籍定义成2.5轴数控铣削加工,在很大程度上给读者或多或少的一些误解,有些人就认为线框加工只有在这部分才能编出自己想要的满意刀路来。
但是当技术人员真正学习UGNX8.0之后,创建直线轮廓往复下刀到刀路又达不到自己预期想象的效果。
【总页数】2页(P69-70)
【作者】李志勇
【作者单位】中国北车唐山轨道客车有限责任公司河北 063030
【正文语种】中文
【相关文献】
1.2X/Y直线进给轴直线轮廓误差的学习补偿方法
2.变速往复周期运动模式下横向磁通圆筒型永磁直线电机损耗
3.数控铣削中圆弧轮廓和直线轮廓表面不一致成因研究——以SINNUMERIK系统为例
4.往复式轮廓-摩擦系数原位同步试验仪
5.基于序列拼接方法的球刀刀头轮廓在线测量技术
因版权原因,仅展示原文概要,查看原文内容请购买。
ug螺旋加工技巧和方法
ug螺旋加工技巧和方法嘿,朋友们!今天咱来聊聊 UG 螺旋加工那些事儿。
你说啥是 UG 螺旋加工呀?这就好比是一个神奇的魔法,能把一块普通的材料变成有着精美螺旋纹路的宝贝!想象一下,就像给一个灰姑娘穿上了华丽的舞裙,一下子就变得不一样啦!那怎么掌握这个魔法呢?首先啊,你得对软件熟悉得像熟悉自己的手掌纹路一样。
知道那些按钮、那些功能都藏在哪儿,就像你知道家里的东西都放在哪儿一样清楚。
然后呢,设置参数可不能马虎!这就好像给汽车调速度,调好了才能跑得又稳又快。
要是参数没设置好,那可就像汽车没油了一样,跑不起来啦!你可别小看这些参数,一个小小的数字都可能影响整个加工的效果呢!还有啊,刀具的选择也很重要。
就像是战士上战场得选一把趁手的兵器一样,合适的刀具才能让螺旋加工如鱼得水。
要是选了个不适合的刀具,那可就像拿着木棍去打仗,能赢才怪呢!在加工过程中,要时刻留意加工的状态。
这就像你走路的时候得看着路一样,要是不小心踩坑里了,那可就不好啦!要是发现有问题,得赶紧调整,别等最后成品出来了才发现不对劲,那时候可就晚啦!咱再说说加工的顺序。
这就像搭积木一样,得一层一层来,不能乱来。
先做什么后做什么,心里得有个数。
不然就像盖房子没打地基一样,随时可能倒塌。
你说 UG 螺旋加工难不难?其实也不难,只要你用心去学,就像学骑自行车一样,一开始可能会摔倒,但多练几次不就会啦!而且学会了之后,那感觉可太棒啦,就像你掌握了一门绝世武功一样!总之呢,UG 螺旋加工是个很有意思也很有挑战性的事情。
只要咱认真对待,多练习,多尝试,肯定能掌握这个神奇的魔法,把普通的材料变成让人惊叹的艺术品!你还等什么呢?赶紧去试试吧!别害怕失败,失败是成功之母嘛!加油哦!。